26- б лекция Защита от коррозии .pptx
- Количество слайдов: 111



Защита от коррозии: Химический способ снижения концентрации растворенного кислорода в котловой питательной воде Химический способ является второй ступенью снижения концентрации растворенного кислорода (О 2) в котловой питательной воде после I ступени – механической деаэрации в деаэраторах. Реагенты для связывания остатка растворенного кислорода называются поглотителями кислорода. Необходимость применения химического метода дообескислороживания воды питания котловутилизаторов пиролизных и нагревательных печей обусловлено тем, что применение десорбционного метода (деаэрация) позволяет удалить О 2 в котловой питательной воде до уровня около 20 мкг-дм 3 (0, 02 мг/дм 3), что недостаточно для приготовления качественной воды питания (О 2 ≤ 7, 0 мкг/дм 3). Химические методы позволяют связывать кислород (О 2) и диоксид углерода (СО 2) с образованием веществ, являющихся безопасными в коррозионном отношении. Поглотители кислорода относятся к чистку восстановителей, к ним относятся сульфит натрия Na 2 SO 3 и гидразин гидрат N 2 H 4 • H 2 O, а также органические поглотители: гидрохинон и аскорбат. Две функции в системе котла выполняет поглотитель кислорода: o Поглотитель удаляет остатки молекулярного кислорода из питательной воды и системы возвратных конденсатов, предотвращая кислородную коррозию; o Поглотитель служит для стабилизации окислы железа (слоя магнетита) на поверхности металла оборудования и трубопроводов парогенераторной системы пиролизных печей, а также предотвращает загрязнения конденсата соединениями железа и последующее отложение их в системе.

Большее количество кислорода из питательной воды удаляется в деаэраторе тк называемым механическим методом. В секции деаэратора вода нагревается при ее смешении с паром. Растворимость кислорода и других газов значительно снижается при повышенной температуре, и большинство газов выводится в атмосферу. Таким образом, в промышленных системах обработки обеспечивается снижение содержания кислорода в питательной воде менее 20 мкг/л. Вследствие того, что кислород, содержащийся в питательной воде, может быть опасен даже при такой концентрации, в бак деаэрации осуществляют ввод кислород поглотителя для связывания оставшегося количества молекулярного кислорода с целью исключения кислородной (питтинговой) коррозии. Для котлов среднего давления (до 40, 0 кг/см 2 изб) применяется в качестве поглотителя кислорода сульфат натрия Na 2 SO 3 и концентрированный раствор жидкости катализированного бисульфита натрия. Реакция поглощения О 2 протекает по схеме: 2 Na 2 SO 3 + О 2 → 2 Na 2 SO 4 Сульфит натрия кислород сульфат натрия Теоретически для удаления 1 ppm растворенного О 2 необходимо 7, 88 ppm химически чистого сульфита натрия. Для максимального удаления О 2 сульфит натрия должен подаваться непрерывно. На скорость поглощения кислорода в реакции сульфит/кислород оказывают влияние различные факторы. Эти факторы: температура, р. Н, первоначальная концентрация поглотителя кислорода и растворенного кислорода. Наиболее значимый фактор – температура. По мере увеличения температуры время реакции уменьшается. В целом каждое увеличение температуры на 18 °F удваивает скорость реакции. При Т=212 °F и выше реакция проходит быстро. Наличие избытка сульфита также увеличивает скорость реакции. Реакция протекает наиболее быстро при значениях р. Н в диапазоне 8, 5 -10, 0.
 обычно используется гидразин и")
Для котлов высокого давления (до 110 -120 кг/см 2 изб) обычно используется гидразин и органические поглотители кислорода. Сульфит натрия применять нельзя, т. к. при рабочих условиях в котлах высокjго давления реагент разлагается с образованием двуокиси серы (SO 2) и сероводорода (H 2 S). Оба этих газа могут вызывать коррозию в системе возвратных конденсатов и сообщалось, что они способствуют коррозионному растрескиванию в турбинах вследствие напряжения. Реакция удаления О 2 из котловой питательной воды с применением гидразина протекает по схеме: N 2 H 4 • H 2 O + О 2 → 3 H 2 O + N 2 Гидразин кислород Из-за того, что продуктами реакции являются азот и вода, вследствие протекания реакции при использовании гидразина, не добавляются твердые вещества в котловую воду, что имеет место при альдольной обработке Na 2 SO 3, при которой образуется соль Na 2 SO 4. Скорость реакции взаимодействия гидразингидрата N 2 H 4 • H 2 O с кислородом (О 2) зависит от температуры, р. Н среды, избытка гидразина, а также присутствие катализаторов. При Т< 30 °С гидразин практически не взаимодействует с О 2, но при Т = 105°С, р. Н = 9, 0 -9, 5 и избытке гидразина около 0, 02 мг/дм 3 время практически полного связывания О 2 составляет несколько секунд. Гидразин вводится в воду деаэратора в виде 0, 1 -0, 5 % раствора с избытков против стехиометрического количества по реакции с учетом того, что часть его расходуется на восстановление оксидов железа и меди из отложений в трубах, по реакции: 6 Fe 2 O 3 + N 2 H 4 → N 2 + 2 H 2 O + 4 Fe 3 O 4 магнетит 4 Cu. O +N 2 H 4 → N 2 + 2 H 2 O + 2 Cu 2 O Таким образом, дополнительно к реакциям с О 2, гидразин также может способствовать образованию магнетита и оксида одновалентной меди (форма оксида меди с большей защитой).

Продуктами разложения самого гидразина является аммиак и азот. Разложение начинается при Т=400 °F и быстро протекает при 600 °F по нижеследующей реакции: 3 N 2 H 4 → 4 NН 3 + N 2. Щелочной аммиак не вызывает коррозии стали. Однако присутствии в достаточных количествах аммиака и кислорода, вместе, происходит сильная коррозия медных сплавов, к примеру, медных труб конденсаторов паровых турбин, использующих в качестве рабочего пара пар в. д. , генерированный в котлах утилизаторах пиролизных печей. Гидразин является токсичным химикатом и требует особой осторожности в обращении, ввиду того, что этот химикат является предполагаемым концерагеном, в настоящее время перспективным является переход на менее токсичные органические поглотители кислорода. Кроме того, основными ограничивающими факторами применения гидразина является его медленное реагирование (в особенности при низких температурах), образование аммиака, воздействие на медьсодержащие сплавы. Применение органических поглотителей кислорода, представляющих водные растворы амина (в т. ч. N 1 N-диэтилгидроксиламина) и органического спирта, также существенно снижает образование аммиака в паре из-за устойчивости органического поглотителя кислорода к разложению при рабочих условиях котла, т. е. опасность коррозии медьсодержащих сплавов конденсаторов паровых турбин сводится к минимуму. Аммиак также нейтрализует двуокись углерода и снижает коррозию тракта возвратных конденсатов, вызванную двуокисью углерода (СО 2). Эффективность связывания кислорода органическими поглотителями зависит от двух факторов: скорости реакции (коэффициент скорости реакции), при которой реагент кислород взаимодействуют , и времени контакта, достаточного для реакции (т. е. продолжительность обработки в баке деаэрации). Например, поглотитель успешно связывает 99% кислорода в баке деаэраторе в течении 30 минут контакта. При контакте же в течение 6 минут тот же самый поглотитель связывает только 10 % остаточного кислорода. Для увеличения времени контакта химикат вводится под слой воды в бакаккумулятор деаэратора Е-EG-701.

Продолжительность обработки обусловлена конструкцией деаэратора и количеством питательной воды. Скорость реакции зависит от многих факторов, от уровня р. Н, концентрации кислорода, наличия или отсутствия катализаторов, концентрации поглотителя, температуры, и присутствия загрязнений. Некоторые из этих факторов значительны только в лабораторных исследованиях, в то же время некоторые актуальны и в процессе эксплуатации. Поглотители кислорода используются также в котловых системах для предотвращения выноса металла в систему котла и, в дальнейшем, предотвращения отложений. Существуют три научных метода, объясняющих влияние поглотителя кислорода на уровень коррозии металла. Наиболее радикальный выдвигает теорию о том, что поглотители непосредственно реагируют с оксидами металлов для стимулирования образования инертного оксидного слоя, даже в присутствии кислорода. Это обычно называется прямой пассивацией металла. При другом, более консервативном подходе, считается, что поглотитель кислорода косвенно влияет на уровень коррозии металлов, создавая условия (т. е. низкие концентрации кислорода), для формировании пассивирующего слоя. Это называется созданием соответствующих условий для металла. Последний подход, который находится где-то между двумя, заявляет, что кислород и некоторые поглотители синергетически взаимодействуют с металлом, образуя пассивирующую пленку на поверхности.

Органические поглотители кислорода Для удаления растворенного кислорода из котловой питательной воды и конденсата используются несколько органических соединений. Среди наиболее часто используемых соединений гидрохинон и аскорбат. Эти материалы менее токсичны, чем гидразин, и обращение с ними более безопасно. Как и с другими поглотителями кислорода, температура, p. H, первоначальная концентрация растворенного кислорода, каталитическое воздействие и концентрация поглотителя влияют на скорость реакции с растворенным кислородом. При избыточной подаче в питательную воду, с превышением потребления кислородом, или при подаче непосредственно в конденсат некоторая часть органических поглотителей кислорода уносится далее по системе, обеспечивая защиту систем пара и конденсата. Гидрохинон уникален по своей способности быстро реагировать с растворенным кислородом, даже при температуре окружающей среды. В связи с этим свойством, дополнительно к эффективности использования в работающих системах, гидрохинон в особенности эффективен для использования при хранении котла и во время пусков и остановов. Он также широко используется в системах конденсата. Гидрохинон реагирует с растворенным кислородом, как показано в следующих реакциях: С 6 H 4 (OH)2 + O 2 C 6 H 4 O 2 + H 2 O Гидрохинон кислород бензохинон ода в Бензохинон реагирует далее с кислородом с образованием полихинонов С 6 H 4 O 2 + O 2 Бензохинон кислород полихиноны Эти реакции являются необратимыми в условиях щелочности, определяемой в системах котловой питательной воды и системах конденсата. Фактически, дальнейшее окисление и термическое разложение ( в системах с более высоким давлением) ведет к конечному продукту - двуокиси углерода. Промежуточными продуктами являются органические соединения с низким молекулярным весом, такие как ацетаты.

Новое поколение органических поглотителей кислорода представлено такими реагентами, как Cortrol OS 5300 фирмы «GE» , представляющий собой водный раствор амина (N 1 Nдиэтилгидроксиламин) и ароматического спирта. CHIMEC 4069 , основанный на N 1 N-диэтилгидроксиламине и щелочных аминах. Поглотитель кислорода и пассиватор Cortrol OS 5300 обладает экологическим преимуществом в сравнении с гидразин гидратом N 2 H 4 • Н 2 О, а также обеспечивает: • Образование магнетитовой защитной пленки, которая позволит сократить эксплуатационные затраты и увеличит продолжительность работы оборудования завода. • Обеспечение избыточной шелочности в конденсатных линиях, что также позволит поддерживать защитную пленку магнетита. • Быстрая реакция связывание кислорода, что позволяет обеспечить защиту от коррозии во всей системе водяного пара • Простые методы оценки, что гарантирует безопасную эксплуатацию и предотвращает остановы.
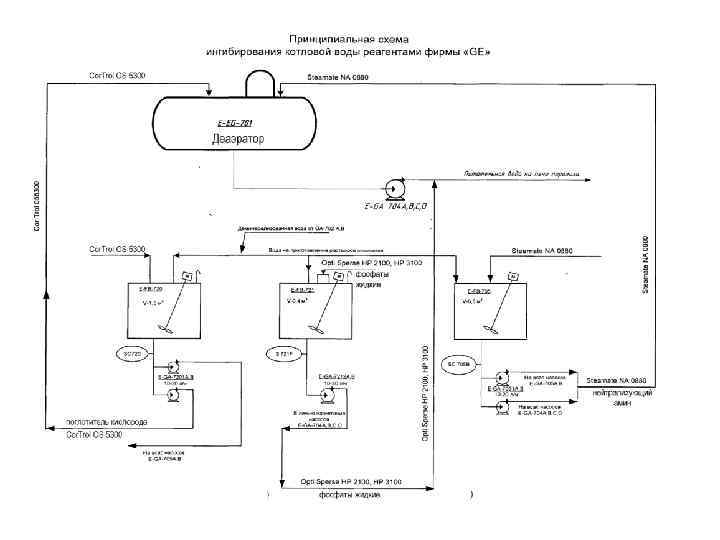
,")
Cor. Trol OS 530 – это летучий поглотитель кислорода, основанный на катализированном диэтилгидроксиламине (DEHA), который предназначен для замены токсичного гидразина. Свойства DEHA: • Быстрое и полное связывание О 2 при обычной температуре питательной котловой воды и значениях р. Н. • Способствует пассивации внутренних поверхностей в котловой системе. • Он летуч, что дает возможность защищать от коррозии оборудование пароконденсатной системы • Улучшает надёжность оборудования • Минимизирует общую коррозию системы конденсата снижая связанные с ним затраты по текущему обслуживанию • Под действием тепла в системе DEHA распадается, образуя 2 нейтрализующих амина, диэтиламин и метиламин. В большинстве случаев это делает возможным уменьшение дозы нейтрализующего амина при поддержании уровня р. Н в заданном диапазоне. • DEHA имеет очень низкую токсичность, делающую его безопасным и легким в использовании в подобных системах. Так, значения LD 50 для DEHA - 2190 mg/kg для крыс и 1300 mg/kg для кроликов. Для сравнения, значения LD 50 для гидразина 82 mg/kg для крыс и 91 mg/kg для кроликов. Дозировка и место ввода Cor. Trol OS 5300 должен дозироваться в бак-аккумулятор деаэратора Е-EG-701 с помощью существующего насосного оборудования E-GA-7201 AB из расходной емкости Е-FB 720. Расход реагента Cor. Trol OS 5300 должен быть 0, 625 мг/л (кг/час) в расчете на расход котловой питательной воды 480 т/час с содержащим растворенного кислорода на уровне 20 -25 мкг/л после механической деаэрации. Т. о. концентрация Cor. Trol OS 5300 на 480 т/час составит в среднем 1, 3 мг/л. При этой дозировке реагента хватает для связывания растворенного О 2 в котловой питательной воде, пассивации внутренней поверхности парогенераторной системы, а также обеспечения остаточного DEHA (диэтилгидроксиламин) в турбинном конденсате после вакуумных конденсаторов турбин н. м. 0, 4 мг/л в потоке возвратных конденсатов.

Так как реагент Cor. Trol OS 5300 летуч, то хранение в емкости Е-FB-720 должно производится при температуре от + 5 до + 30 °С без разбавления или разбавлением исключительно деаэрированной водой. Во избежании контакта с кислородом воздуха, в емкости над реагентом должна быть создана азотная подушка. Основные технические показатели реагентной обработки котловой питательной воды с применением реагента Cor. Trol OS 5300 : • Расчетный расход котловой питательной воды для обработки – 480, 0 т/час • Расход дозировки реагента (чистого вещества) – 0, 625 л/час или 0, 625 кг/час. • Контрольные показатели обработки воды с применением реагента: • концентрация ДЕНА в питательной котловой воде (выход деаэратора 250 -350 мкг/дм 3 • Концентрация растворенного О 2 в котловой питатательной воде (выход деаэратора) н. б. 10, 0 мкг/дм 3 (0, 07 мг/дм 3) • Концентрация ДЕНА в возвратных турбинных конденсатах н. м. 50, 0 мкг/дм 3 Поглотитель кислорода СН 4069 фирмы «CHIMEC» Chimec 4069 способен обеспечить две функции: поглощение кислорода и подщелачивание аминов. Поглотитель кислорода имеет возможность контролировать коррозию, вызванную кислородом, и пассивировать поверхность металла и одновременно содействовать формированию магнетита как в жидкой, так и в паровой фазе. Chimec 4069 имеет сопоставимую реактивную способность по отношению к кислороду и даже выше, чем у гидразина особенно при низких температурах. Выделение аммиака, путем термического разложения продукта, практически незначительна, что минимизирует потенциальные проблемы с коррозией оборудования из медного сплава. Chimec 4096 является поглотителем кислорода полностью испаряющийся, не увеличивает содержание растворенных веществ в котловой воде и поэтому не ограничивает циклы концентрации котла, также не вызывает образование отложений в турбинных пароперегревателях и, если подача воды используется для закалки, в закалочно-испарительных аппаратах. В отличие от гидразина, Chimec 4069 имеет низкую токсичность и не имеет мутагенных/канцерогенных свойств.

Chimec 4069 прост для анализа в этой области и позволяет легко контролировать при оптимизации дозировки. Подщелачивание паров: Обработка конденсата основана на использовании сбалансированной смеси аминов, которые могут эффективно контролировать р. Н во всей линии конденсата, защищая их от кислотной коррозии, из-за присутствия растворенного углекислого газа. Характеристики аминов, содержащихся в Chimec 4069 являются: коэффициент распределения, обеспечивающий присутствие аминов во всех точках конденсации, высокая щелочность и нейтрализующая способность для эффективного контроля р. Н даже при низких дозах. Chimec 4069 является жидкостью и будет дозироваться непосредственно в питательную воду насосом ЕGA-7201 A, В.

Схема дозирования реагента СН 4069 фирмы приведена ниже

Основные данные реагентной обработки с применением поглотителя кислорода СН 4069 фирмы «CHIMEC» : • Расчетный расход котловой питательной воды для обработки 480 т/час • Расход дозировки реагента (чистое вещество) – 1, 5 л/час из расчета 3 ppm или 3, 0 мкг/дм 3 на расход воды • Контрольные показатели реагентной обработки воды с применением СН 4069: - концентрация ДЕНА в воде постоянной продувки всех работающих пиролизных печей в пределах 100150 мкг/дм 3 - концентрация ДЕНА в возвратных турбинных конденсатах н. м. 50, 0 мкг/дм 3 - концентрация растворенного кислорода в питательной воде на выходе деаэратора н. б. 4, 0 мкг/дм 3 (н. б. 0, 004 мг/дм 3). Защита от коррозии: регулирование показателя р. Н в системах котловой питательной и продувочной (котловой) воде Поддержание соответствующего p. H во всех системах котловой питательной воды, котла и в возвратных конденсатах важно для минимизации процесса коррозии. В котловых систем низкого давления контролируют щелочность котловой воды, так как она тесно связана с p. H, тогда как большинство видов питательной воды, конденсата и котловой воды высокого давления требуют прямого управления показателем p. H. Контроль p. H важен по следующим причинам: ● Скорости коррозии металлов, используемых в котловых системах, чувствительны к изменениям p. H. ● низкий p. H или недостаточная щелочность могут привести к кислотной коррозии ● высокий p. H или избыточная щелочность могут иметь результатом щелочное разъедание/образование трещин и образование пены, с последующим уносом ● скорость реакций поглощения кислорода находится в высокой зависимости от уровней p. H или уровень щелочности, поддерживаемый в котловой системе, зависит от многих факторов, таких как : давление системы, металлы системы, качество питательной воды и вид применяемой химической обработки.

Железо в ppb Скорость коррозии углеродистой стали при температурах питательной воды достигает минимального значения в диапазоне p. H 9, 2 – 9, 6 ( смотри изображение 2, 9). Важно контролировать систему питательной воды на коррозию посредством проведения измерений концентрации железа и меди в воде (конденсате). В системах, в которых используется деминерализованная подпиточная вода, могут быть использованы нейтрализующие амины, таких как : морфолин и циклогексиламин. Выход продукта коррозии железа из углеродистой стали в котловой питательной воде В котлах, как высокий p. H, так и низкий p. H увеличивают скорости коррозии мягкой стали ( смотрите изображение 2. 10). Поддерживаемый p. H или щелочность зависят от давления, характеристик подпиточной воды, химической обработки и других факторов, специфических для системы.

Коррозия стали относительно p. H котловой питательной воды Относительная коррозия Высокий или низкий p. H котловой воды вызывает коррозию стали котла Самый лучший p. H для защиты медных сплавов несколько ниже, чем оптимальный уровень для углеродистой стали. Для систем, которые содержат оба металла, p. H конденсата и питательной воды часто поддерживается между 8, 8 и 9, 2 для защиты от коррозии обоих металлов. Оптимальный p. H меняется от системы к системе и зависит от многих факторов, включая используемый сплав ( смотри изображение ниже).
, 274 F , добавлен гидразин CDA-706, 375 F ,")
CDA-706, (Cu. Ni 90/10), 274 F , добавлен гидразин CDA-706, 375 F , добавлен гидразин CDA-443, (адмиралтейская латунь), Выход меди в ppb 193 F , добавлен гидразин Изображение 2. 11 Средний выход меди как функция p. H показывает оптимальный p. H в диапазоне от 8, 8 до 9, 2 для различных сплавов на основе меди (Предоставлен Институтом научных исследований по электроэнергетике (EPRI)) Для повышения p. H должны использоваться нейтрализующие амины вместо аммиака, который (в особенности в присутствии кислорода) ускоряет скорости коррозии медного сплава. Также амины образуют защитную пленку на поверхностях оксида меди, которая замедляет коррозию.

Критерий выбора амина Нейтрализующие амины применяются для нейтрализации растворенной угольной кислоты или других кислых примесей. В Воде они гидролизуются и образуют ионы гидроксида, необходимые для нейтрализации кислых примесей. Регулированием дозировки нейтрализующих аминов обеспечивается достижение значения р. Н возвратного турбинного конденсата в пределах рекомендуемого диапазона (например, 9, 0 -9, 2 для оборудования из медьсодержащих и углеродистых сплавов или > 9, 5 для оборудования из углеродистой стали и высоколегированных сплавов. Для нейтрализации кислоты в конденсате и повышения уровня р. Н используются различные амины. Возможность любых аминов эффективно защищать систему зависит от нейтрализующей способности, коэффициента восстановления, коэффициента распределения, коэффициента извлечения, валентности и температурной устойчивости. Нейтрализующая способность – это концентрация кислотных загрязнений, которые нейтрализуются данной концентрацией аминов. Нейтрализующая способность аминов обратно пропорциональна молекулярной массе и прямо пропорциональна числу аминных групп. Расход нейтрализатора обусловлен не только его нейтрализующей способностью, важным фактором является коэффициент восстановления и рециркуляции, поскольку некоторые амины возвращаются с конденсатом в больших концентрациях, чем было введено в поток питательной воды. Коэффициент восстановления является единицей измерения количества аминов, возвращающихся с конденсатом. Это соотношение концентрации аминов в точке у к концентрации в точке z. Способность аминов поддерживать уровень р. Н после нейтрализации всех кислотных остатков выражается основностью. Это мера способности аминов гидролизоваться в чистой воде. С увеличением основности, большее количество групп ОН- образуется после завершения нейтрализации, и значение р. Н растет.

В системах конденсата распределение аминов между паром и водной фазой являются столь же существенными, как валентность или нейтрализующая способность При конденсации пара кислые примеси могут оставаться в паровой фазе или переходить в жидкую фазу. Некоторые загрязнения, такие как углекислота преимущественно остаются в паровой фазе, пока другие, такие как соляная кислота, в значительной степени, в жидкой фазе. Нейтрализующие амины должны быть выбраны в соответствии с их способностью к распределению при конденсации пара. Например, морфолин - это амин, который преимущественно распределяется в жидкой фазе. Если этот амин используется для нейтрализации СО 2 в трехступенчатой системе конденсации, то на первой стадии конденсации он будет преимущественно переходить в жидкую фазу, в то время как большая часть углекислоты останется в паре. Жидкая фаза будет иметь высокий р. Н ввиду высокой концентрации морфолина. При следующей стадии конденсации концентрация морфолина будет более низкой, что приведет к снижению значения р. Н конденсата. В последней стадии конденсации, где конденсируются оставшийся пар, остается небольшое количество морфолина, но основная часть углекислоты присутствует. Высокая концентрация углекислоты снижает р. Н до низкого уровня, способствуя коррозии на поверхности металла. Амины наиболее пригодны для распределения в паре, например, такие как циклогексиламин, - наилучший выбор для системы описанной выше. Тем не менее, амины с высокой склонностью к распределению в паре не всегда лучший выбор. Например, если циклогексиламин используется в двухступенчатой системе конденсации, то при наличии примесей уксусной кислоты, большая часть уксусной кислоты переходит в жидкую фазу на первой стадии конденсации, в то время как наибольшее количество циклогексиламина остается в паровой фазе. Это приводит к низкому уровню р. Н жидкой фазы на первой стадии конденсации.

На второй ступени, где происходит общая конденсация, уровень р. Н высокий. Смесь морфолин/циклогексиламин является лучшим выбором для существующей системы На практике, смешанные химикаты, содержащие разнообразные амины с различным коэффициентом распределения обеспечивают лучшую защиту оборудования. Для сравнения отношения паро-жидкостного распределения аминов, обычно используется коэффициент распределения (DR). Коэффициент распределения аминов: DR = AS/AW Где AS определяется как количество аминов в паровой фазе, а AW это количество аминов в водной фазе при любом заданном давлении. Амины с DR больше чем 1. 0 дают более высокую концентрацию аминов в паровой фазе, чем в жидкой фазе. И наоборот, амины с коэффициентом распределения менее 1. 0 производят более высокую концентрацию в жидкой фазе, нежели в паровой фазе. Коэффициент распределения - это не постоянная физическая величина, он зависит от давления и уровня р. Н. Влияние температуры и р. Н при конденсации также должны быть приняты во внимание. В сложных конденсированных системах распределение химикатов между паром и жидкой фазой трудно оценить без использования специально разработанных систем компьютерного моделирования. В условиях столь высоких температур, щелочности, водной среды все органические химикаты в конечном счете разлагаются. Большинство аминов разрушаются до углекислоты и/или уксусной кислоты и аммиака. Время, необходимое для деградации, меняется в зависимости от вида аминов. Наиболее устойчивыми являются морфолин и циклогексиламин. При давлении до 170 кг/см 2 изб. они практически не разлагаются. Расход нейтрализующих аминов зависит от содержания углекислоты в конденсате и требуемой степени защиты от коррозии. Нейтрализация считается завершенной, если уровень р. Н конденсата во всех частях системы выше 8. 3 с практической точки зрения необходимо установить диапазон регулирования р. Н, который обеспечит защиту для наиболее критического оборудования.

Степень защиты можно контролировать различными способами. Могут быть использованы образцы-свидетели, установленные в коррозионной байпасной сборке, анализ продуктов коррозии, измерение уровня коррозии и фильтрование продуктов коррозии через мембранный фильтр. На общий расход амина влияет поведение бикарбонатов амина в деаэраторе. Хотя в большинстве случаев они растворены, бикарбонаты амина остаются связанными в конденсате. В идеальном случае, бикарбонаты амина поступают в деаэратор, разрушаются с последующей отдувкой углекислоты в атмосферу, и высвободившийся амин возвращаются обратно в котловую систему. Фактически, происходит потеря некоторого количества амина и высвобождения углекислоты. Количество потерянных аминов и высвобожденной углекислоты зависит от устойчивости бикарбонатов амина в условиях деаэрации. Для регулирования показателя р. Н в системах питательной котловой воды (выход из деаэратора), котловой воды постоянной продувки, возвратных конденсатов широко применяются новое поколение нижеследующих нейтрализующих аминов: • Нейтрализующий амин STEAMATE NA 0880 фирмы «GE» ; • Нейтрализующие амины SH 1764 D фирмы «CHIMEC» .

Нейтрализующий амин STEAMATE NA 0880 фирмы «GE» Указанные выше нейтрализующие амины будут обеспечивать регулирование уровня р. Н для всей системы в целом: котловой воды, пара и системы конденсата. Выдерживание значения р. Н в системе возвратного турбинного конденсата в диапазоне 9. 0 -9. 2 обеспечит минимальный уровень коррозии углеродистой стали и снизит загрязнения всей системы продуктами коррозии. Steamate NA 0880 - это смесь нейтрализующих аминов низкой летучести, включающая MEA, которые обеспечивают достаточную буферную емкость в котле для достижения корректного р. Н при различных температурах. Реагент Steamate NA 0880 обеспечивает надежное регулирование p. H пара в. д. на входе и выходе турбины, использующей пар в. д. генерации в котлах пиролизных печей и всего конденсатного тракта. Это позволит снизить содержание железа в системе и возможность образования отложений в межтрубном пространстве котлов-утилизаторов пиролизных печей. Кроме этого, Steamate NA 0880 обеспечивает большую буферную емкость, чем аммиак или амины, такие как морфолин или циклогексиламин. При временных нарушениях водно-химического режима реагент Steamate NA 0880 обеспечивает необходимый уровень р. Н, что позволит успешно управлять уровнем коррозии до принятия соответствующих мер по исключению загрязнения питательной воды.

Место ввода химиката – бак-аккумулятор деаэратора Е-EG-701. Дозирующее оборудование – насосы поз. Е-GA-7051 АВ, подающие 2, 5 л/час чистого реагента из расходной емкости Е-FB-705 или 5, 0 л /час 50 % водного раствора Steamate NA 0880. Реагент Steamate NA 0880 загружается в расходную емкость Е-FB-705 из расчета 2000 л чистого реагента, 2000 л деминерализаванной воды, т. е. 50% концентрации. Основные технические показатели реагентной обработки котловой питательной воды с применением реагента Steamate NA 0880 : • Расчетный расход котловой питательной воды в деаэратор Е-EG-701 480 т/час • Место ввода водного раствора реагента – бак-аккумулятор деаэратора Е-EG-701 • Диапазон дозирования расхода реагента (в перерасчете на чистое вещество) – 2, 0 - 2, 5 л/час, что обеспечивает концентрацию реагента в потоке питательной котловой воды на уровне 4, 1 – 5, 2 мкг/дм 3 (ррм). Обычно дозируется 5 % водный раствор реагента Steamate NA 0880 с расходом 4 – 5 л/час. • Контрольные показатели обработки: - Основной - р. Н возвратного турбинного конденсата с конденсаторов паровых турбин, по которому производится корректировка дозировка реагента. Нормируемое значение р. Н возвратных конденсатов 9, 0 -9, 2; - Дополнительный - р. Н питательной котловой воды 9, 2 -9, 6 с насосов Е-GA-704 АВСД, под которую производится изменение дозировки реагента; - Контроль концентрации железа в потоках котловой питательной воде с деаэратора АВ (н. б. 0, 02 мг/дм 3), а также в воде постоянной продувке пиролизных печей (н. б. 0, 02 мг/дм 3), в возвратном турбинном конденсате (н. б. 0, 01 мг/дм 3) По этим показателям производится оценка эффективности применения реагента.

Нейтрализующий амин СН 1764 фирмы «CHIMEC» CHIMEC 1764 D – это сбалансированная смесь аминов, продукт может повысить р. Н питательной воды котлов и обеспечить регулирование и подборку р. Н, связанные с использованием деминерализованной воды для подпитки деаэратора. Характеристики аминов, содержащихся в Chimec 1764 D, являются коэффициент распределения, что обеспечивает высокую щелочность и нейтрализующую способность для эффективного регулирования р. Н котла и поддержки подщелачивающего действия CH 4069. Chimec 1764 D это жидкий продукт, подаваться насосами Е-GA 7051 АВ непосредственно в питательную воду. Chimec 1764 D поднимет р. Н в пределах требований. Защита от коррозии системы конденсата, будет также обеспечивается продуктом CHIMEC 1764 D, который содержит смесь нейтрализующих аминов с различными DR (коэффициент распределения) и основностью. Продукт разработан специально для нейтрализации кислых конденсатов и защиты всех частей системы конденсата. Продукты разложения данного реагента не приводит к образованию отложений в системе котлов. Нейтрализующие амины используются для нейтрализации кислоты (H+), образованную растворением двуокиси углерода и других кислых загрязнений процесса в конденсате. Эти амины гидролизуются при добавлении в воду и образуют гидроксид ионы, необходимые для нейтрализации. Регулируя расход дозировки нейтрализующих аминов, значение р. Н возвратных конденсатов может поддерживаться в пределах желаемого диапазона (например, 8. 5 -9. 2 для смешанных систем конденсата медь/железо). Многие амины используются для нейтрализации кислоты и контроля р. Н. Способность любого амина защищать систему реально зависит от нейтрализующего потенциала, основности, коэффициента распределения и термической стабильности конкретного амина. Нейтрализующая способность это концентрация кислых загрязнений, нейтрализованная данной концентрацией амина. Нейтрализующая способность амина обратно пропорциональна молекулярному весу (например, более низкий молекулярный вес приводит к повышению нейтрализующей способности) и прямо пропорциональна числу аминогрупп. Нейтрализующая способность имеет важное значение в обработке систем с высокой щелочностью питательной воды.

Способность аминов увеличивать р. Н после нейтрализации всех видов кислот, называют основностью. С химической точки зрения, это оценка способности аминов к гидролизу в чистой воде. В системах конденсата, распределение аминов между паром и жидкой фазой столь значимо, как основность или нейтрализующая способность. При конденсации пара, кислотные загрязняющие вещества могут либо остаться в паре или растворяются в жидкой фазе. Некоторые загрязняющие вещества, такие как двуокись углерода, пребывают в основном в паровой фазе в то время как другие, такие как соляная кислота, в значительной степени идут в жидкой фазе. Нейтрализующие амины выбираются исходя их распределительных характеристик и " преследовать" кислые загрязнения. Реагент СН 1764 загружается в расходную емкость Е-FA-705 из расчета 2000 л на 2000 л деминерализованной воды, т. е. 50, 0 % концентрации. Основные технические показатели реагентной обработки котловой питательной воды с применением нейтрализующего амина СН 1764 фирмы «CHIMEC» . • Расчетный расход котловой питательной воды в деаэратор – 480 т/час; • Место ввод водного раствора реагента – бак-аккумулятор деаэратора Е-EG-701; • Диапазон регулирования расхода реагента в пересчете на чистое вещество 2, 0 -2, 5 л/час, что обеспечивает концентрацию реагента СН 1764 в потоке воды питания котлов на уровне 4 -5 мкг/дм 3 (ррм). • Контрольные показатели обработки: - Поддерживание р. Н воды постоянной продувки котлов-утилизаторов пиролизных печей в пределах р. Н 9, 6 -10, 5 - Поддерживание концентрации NH 3 (аммиак) пара в. д. на входе в турбины в пределах не выше 0, 2 -0, 4 мкг/дм 3.
 § 1 Технология внутрикотловой")
Технология защиты котлов от накипеобразования и регулирования щелочности (внутрикотловая обработка) § 1 Технология внутрикотловой обработки фирмы «GE Внутрикотловая обработка предназначена для достижения двух главных целей: • Управление щелочностью котловой воды в системах «паросборник-ЗИА» с целью поддержания минимального значения гидратной щелочности, что позволяет сохранить целостность магнетитового слоя Fe 3 O 4 и обеспечить хорошую растворимость соединений кремния (Si). • Создание условий для ингибирования накипеобразования и диспергирования твердых частиц. Основная идея координированной р. Н/фосфатной обработки системы является поддержание достаточной концентрации динатрийфосфата (Na 2 HPO 4) в котловой воде с целью перевода потенциально опасных концентраций щелочи Na. OH в менее безопасную форму тринатрийфосфата (Na 3 O 4) по нижеследующей реакции: Na 2 HPO 4 + Na. OH → Na 3 PO 4 + Н 2 О фосфат гидроксил натрия, обеспечивающий гидратную щелочность в системе С увеличением р. Н растет склонность к этой реакции. Т. о. для связывания Na. OH могут использовать фосфаты с различными молярными соотношениями Na+ к фосфатной группе PO 4 -3 (Na: PO 4): Мононатрий фосфат (однозамещенный фосфат натрия) Na. H 2 PO 4, в котором соотношение Na+ : PO 4 -3 = 1: 1 Динатрий фосфат (двухамещенный фосфат натрия) Na 2 HPO 4, в котором соотношение Na+ : PO 4 -3 = 2: 1 Тринатрий фосфат (трехзамещенный фосфат натрия Na 3 HPO 4, в котором соотношение Na+ : PO 4 -3 = 3: 1. Для обеспечения максимальной защиты парогенераторной системы печи пиролиза как от щелочной, так и кислотной коррозии были рассчитаны оптимальные значения соотношения Na+ : PO 4 -3 в зависимости от рабочего давления в паросборнике: минимальное соотношение 2, 2: 1 максимальное соотношение – от 2, 6: 1 до 2, 8 : 1.

Ионы Na+ содержатся в деминерализованной воде, поступающей с ХВП и ХВО после ионитной очистки, их концентрация может изменяться в широких пределах. В котлах-утилизаторах (ЗИА) и паросборнике концентрация ионов Na+ также изменяется. Очень важно регулировать ситуацию с низким и высоким натрием в воде в котлах и паросборнике. При Т= 25°С С этой целью применяются 2 вида реагентов: OPTISPERSE HP 2100 и OPTISPERSE HP 3100 – это смесь фосфатов для регулирования соотношения Na+ : -3. PO 4 Натрий (Na+), содержащийся в питательной котловой воде и натрий в реагенте OPTISPERSE HP 2100 обеспечивает в котловой воде в системе «ЗИА-пасроборник» соотношение Na : PO 4 = 2: 1 . Натрий, содержащийся в питательной котловой воде и натрий в реагенте OPTISPERSE HP 3100 обеспечивает соотношение Na : PO 4 = 3: 1. Существуют специально разработанные р. Н/фосфатная координатная диаграмма, по которой в зависимости от фактического рабочего давления в котлах можно определить (подобрать) оптимальное соотношение р. Н и концентрации фосфатов в котловой воде в системе «ЗИА-паросборник» . Ортофосфаты , PO 4 -3 мг/дм 3 (ppm)

Так например, для котлов давлением 125, 0 кг/см 2 изб. оптимальной концентрацией фосфатов будет 5 -8 мкг/дм 3 (ppm), при величине р. Н = 9, 2 -9, 6, как следует из этой диаграммы, а оптимальное соотношение Na+ : PO 43 = 2, 7 : 1, 0. Подаваемые для обработки котловой воды реагенты OPTISPERSE HP 2100 и OPTISPERSE HP 3100 имеют молярные соотношения Na : PO 4 - 2, 0: 1 и 3, 0: 1, соответственно. Для достижения соотношения Na : PO 4 2, 7 : 1 необходимо следующее соотношение их дозировок: 60% реагента OPTISPERSE HP 3100 и 40 % OPTISPERSE HP 2100. Рекомендуемая концентрация суммы OPTISPERSE HP 2100 и OPTISPERSE HP 3100 на расход котловой питательной воды 480 т/час составляет 2, 6 - 3, 2 мкг/дм 3 (ррм), (при соотношении 60% реагента НР 3100 и 40 % НР 2100). при текущей продувке. После настройки расходов постоянной продувки, концентрация химикатов в питательной воде составит 0, 3 мг/дм 3. Установленный диапазон нормы по фосфатам в котловой воде (воде постоянной продувки) пиролизных печей 0, 5 -3, 0 мг/дм 3. При этом расход воды продувки печи не должен превышать 3, 0 % от расхода питательной котловой воды на печь. Смесь фосфатов OPTISPERSE HP 3100 (7 – 7, 5 л) и OPTISPERSE HP 2100 (5 л) загружаются в расходную емкость Е-FB 721, дополняется 388 л деминерализованной воды, водная смесь фосфатов перемешивается мешалкой. Водные растворы фосфатов подаются высоконапорными плунжерными насосами Е-GA-7212 АВ в линию нагнетания питательных насосов котловой воды. Основные технологические показатели обработки фосфатами по технологии фирмы «GE» • Расход котловой питательной воды на обработку 480 /час • Расход дозировки фосфатов OPTISPERSE HP 2100 и OPTISPERSE HP 3100 0, 21 л/час и 0, 29 -0, 3 л/час соответственно в пересчете на чистые реагенты. • Лабораторный контроль и корректировка дозировок фосфатов должна осуществляться исходя из: - Значений р. Н воды постоянной продувки 9, 2 -9, 7.

- Концентрации фосфатов в воде постоянной продувки котлов утилизаторов пиролизных печей 0, 5 -3, 0 мг/дм 3. Основы p. H –фосфатной обработки котловой воды по технологии фирмы «GE» Котлы высокого давления могут быть защищены от щелочной коррозии с помощью p. Hфосфатного регулирования, а понимание основ процесса может помочь операторам ХВП, ХВО и печей пиролиза усовершенствовать его применение. Координированный метод обработки котловой воды путем регулирования p. H-фосфата используется на, примерно, 70 % котлов и может быть использован в любом субкритическом котле с подпиточной водой деминерализованного качества. Недавний вариант этого метода, известный как «конгруэнтное» регулирование, имеет более ограничивающие пределы, но любой из этих методов может быть назван «регулированием внутренней щелочности » . Однако для простоты оба будут называться p. H-фосфатным регулированием. Основой p. H-фосфатного регулирования является то, что фосфаты натрия являются буфером p. H и что двунатриевый фосфат превращает потенциально коррозийную щелочь в относительно безвредный тринатрий фосфат, как показано следующим уравнением. Na 2 HPO 4 + NAOH Двунатриевый щелочь фосфат Na 3 PO 4 + H 2 O Тринатрий вода фосфат (1)
 поддерживается для предотвращения общей коррозии")
Величина p. H котловой воды (воды постоянной продувки печей) поддерживается для предотвращения общей коррозии и высадившихся отложений, а щелочная коррозия предотвращается поддержанием необходимой концентрации остаточного двунатриевого фосфата в котловой воде для реагирования с щелочью. Программа осуществляется с помощью диаграммы регулирования, такой как в изображении 1. Двунатриевый фосфат присутствует, если координата p. H и фосфата находится в пределах границы регулирования. Изображение 1. Диаграмма регулирования фосфата – p. H. 213, 0 кг/см 2 изб 172, 0 кг/см 2 изб 137, 0 кг/см 2 изб

Для возникновения щелочной коррозии в системе паросборника и ЗИА требуются концентрации щелочи от 50 000 до 400 000 ppm ( от 5% до 40 %) или более, при этом в массе котловой воды никогда не имеется так много щелочи, но она может концентрироваться до этих уровней на локализованных участках. Такая концентрация может возникнуть, например, если на поверхностях котла присутствуют пористые отложения. Вода может диффундировать в это отложение, остаться запертой и кипеть. Кипение производит относительно чистый пар, который имеет тенденцию рассеивания из отложения, оставляя после себя концентрированный остаток химического вещества. Таблица 1 Зависимость фосфатов натрия Кислотная Щелочная H 3 PO 4 Na. OH Фосфорная кислота гидрооксись натрия Ортофосфаты Na. H 2 PO 4 Na 2 HPO 4 Na 3 PO 4 Мононатриевый Двунатриевый Тринатрийфосфат фосфат фосфат Молярное отношение натрия к фосфату 1: 1 2: 1 3: 1 p. H 1% раствора 4, 8 8, 8 12, 0 p. H 1% раствора 6, 8 9, 7 (Na PO 3)6 Na 5 P 3 O 10 Полифосфаты гексаметафосфат триполифосфат натрия

Таблица 2 2. H 3 PO 4 + Na. OH Na. H 2 PO 4 + H 2 O Фосфорная щелочь Мононатриевый вода кислота фосфат 3. H 3 PO 4 2 Na. OH Na 2 HPO 4 + 2 H 2 O Фосфорная щелочь двунатриевый вода кислота фосфат 4. H 3 PO 4 3 Na. OH Na 3 PO 4 + 3 H 2 О Фосфорная щелочь тринатрий фосфат вода кислота Многие растворенные твердые вещества, обнаруживаемые в котловой воде, такие как фосфаты натрия, осаждаются, когда вода концентрируется. Однако щелочь, если присутствует, может концентрироваться до агрессивных уровней из-за своей высокой растворимости. При p. H-фосфатном регулировании щелочь связывается в другой форме, поэтому она не может концентрироваться и повреждать металл котла. Фосфаты натрия Для обработки котловой воды используются многие фосфаты натрия. Из них наиболее часто используются ортофосфаты (в формуле PO 4). Сложные фосфаты, в форме полимерных цепей, при температурах котловой воды распадаются на ортофосфаты. Химики называют это реверсированием. Ортофосфаты –это : мононатриевый фосфат (MSP), двунатриевый фосфат (DSP) и тринатрийфосфат (TSP).

Ортофосфаты могут быть идентифицированы по названию, формуле или молярному отношению натрия к фосфату, которые могут быть выражены комбинацией химических и математических обозначений: «Na : PO 4» , которое читается как отношение натрия к фосфату, или просто отношение. Мононатриевый фосфат (Na. H 2 PO 4) имеет один моль натрия (Na) на моль фосфата (PO 4). Следовательно, молярное отношение натрия к фосфату составляет один к одному (Na : PO 4 = 1 : 1). Двунатриевый фосфат (Na 2 HPO 4), с двумя молями натрия на моль фосфата имеет отношение Na : PO 4 = 2 : 1, а тринатрийфосфат (Na 3 PO 4) имеет Na : PO 4 = 3 : 1. Отношения натрия к фосфату полезны для описания смесей фосфатов. Например, растворы с содержанием как двунатриевого фосфата, так и тринатрийфосфата, имеют отношение Na : PO 4 между 2 : 1 и 3 : 1. Na : PO 4 до некоторой степени пропорционален соотношению в смеси. Например, раствор, состоящий наполовину из динатрийфосфата (DSP) и наполовину из тринатрийфосфата (TSP) имеет отношение, примерно 2, 5 : 1. (Фактически оно 2, 46 : 1, так как динатрийфосфат и тринатрийфосфат имеют разный молекулярный вес). Регулирование p. H. Фосфаты натрия являются буфером. Добавление кислоты или основания в чистую воду вызывает большие изменения p. H, а буфер сводит это изменение к минимуму, высвобождая ионы, которые реагируют с кислотой или основанием. Один набор ионов реагирует с ионами водорода (H+), снижающими p. H, а другой набор ионов реагирует с ионами гидроокиси (OH-), повышающими p. H.
 основания. Таблица")
Буферы обычно являются смесью кислоты и сопряженного с ней (связанного с ней) основания. Таблица 1 показывает спектр фосфатов натрия, который расположен в порядке увеличения p. H раствора в направлении слева направо. Можно видеть, что ортофосфаты натрия эквивалентны смесям фосфорной кислоты и гидроокиси натрия. Это описывается химически уравнениями 2, 3 и 4 в Таблице 2. Уравнения показывают, что образовавшийся фосфат натрия зависит от отношения Na : PO 4 , и они показывают, почему p. H раствора увеличивается в следующем порядке состава : Мононатриевый фосфат (MSP), двунатриевый фосфат (DSP), тринатриевый фосфат (TSP). Если поваренную соль (Na. Cl) положить в воду, она ионизируется, превращаясь в ионы натрия (Na+) и ионы хлорида (Cl-) . Фосфаты натрия также ионизируются в воде, но эти продукты ионизации являются функцией p. H раствора. В диапазоне p. H котловой воды основным ионом фосфата является HPO 4 -2 независимо от того, какой фосфат добавлен. Уравнения с 5 по 9 Таблицы 3 показывают, что происходит с химическим балансом котловой воды при добавлении хим. реагентов. Таблица 3. Уравнения показывают химический баланс котловой воды при добавлении хим. реагентов. 5. H 3 PO 4 + Фосфорная кислота H 2 O Вода 6. Na. H 2 PO 4 + Мононатриевый фосфат H 2 O Вода 7. Na 2 HPO 4 + Двунатриевый фосфат H 2 O Вода 8. Na 3 PO 4 + Тринатрийфосфат H 2 O Вода 9. Na. OH + Щелочь H 2 O Вода HPO 4 -2 + Ион фосфата водорода + Ион гидроокиси 2 H+ + Ион водорода H 2 O Вода H+ + Ион водорода Na+ + Ион натрия 2 Na+ + Ион натрия H 2 O Вода 3 Na+ + Ион натрия Ион гидроокиси Na+ + Ион натрия H 2 O Вода

Фосфорная кислота, мононатриевый фосфат, двунатриевый фосфат и тринатрийфосфат – все увеличивают концентрацию фосфата в результате добавления HPO 4 -2 (уравнения с 5 по 8 ). Щелочь ничего не добавляет для изменения концентрации фосфата (уравнение 9). Фосфорная кислота и мононатриевый фосфат (MSP) оба снижают p. H из-за добавления H+ (уравнения 5 и 6). Мононатриевый фосфат (MSP) добавляет только половину H+ для HPO 4 -2 , поэтому для равного снижения p. H мононатриевый фосфат (MSP) добавляет еще фосфата. Двунатриевый фосфат (DSP) ничего не добавляет для изменения p. H (уравнение 7). Тринатрийфосфат (TSP) увеличивает p. H из-за обратного гидролиза, который высвобождает OH- (уравнение 8). Щелочь увеличивает p. H из-за прямого добавления OH- ( уравнение 9). Регулирование щелочи Изображение 2 показывает взаимосвязь между p. H раствора и концентрацией фосфата для различных молярных отношений натрия к фосфату. Изучение изображения показывает, что p. H увеличивается с увеличением отношения Na: PO 4 (при равных концентрациях фосфата). Таким образом, p. H раствора и концентрация фосфата определяют вид фосфата.

Присутствие раствора тринатрийфосфата обнаруживается, если координата p. H - фосфата попадает на линию отношения Na : PO 4 = 3: 1; раствор двунатриевого фосфата обнаруживается, если координата попадает на линию 2: 1 ; а смесь двунатриевого фосфата и тринатрийфосфата, если координата падает между линиями 2: 1 и 3 : 1. По мере того, как координата приближается к линии 3 : 1, все больше и больше тринатрийфосфата и все меньше и меньше двунатриевого фосфата в растворе. Раствор является смесью тринатрийфосфата и щелочи, если координата падает выше линии 3: 1. Добавление щелочи (OH-) было использовано для повышения p. H выше линии 3: 1, но в этой области « свободной щелочи » нет двунатриевого фосфата для связывания щелочи.

Видно, что координата p. H фосфата должна быть ниже линии Na : PO 4 = 3: 1 для того, чтобы гарантировать, что в растворе имеется двунатриевый фосфат для связывания или поглощения любой щелочи. Чем дальше находится координата p. H - фосфата под линией, тем больше способность воды поглощать щелочь и меньше вероятность попадания в область выше линии 3: 1. Уравнение 1 было использовано для описания того, как регулирование p. H - фосфата предотвращает щелочную коррозию. Для правильности этот процесс следует в действительности записать в ионной форме. Уравнение 1 не является точным типичным отражением того, что происходит в котле. Едва ли будет достаточно добавления щелочи для превращения всего двунатриевого фосфата в тринатрийфосфат. Таблица 4. p. H-фосфатное регулирование щелочной коррозии, записанное в ионной форме. 10 11 12 13 14 15 Na 2 HPO 4 + H 2 O (2 Na+ + HPO 4 -2)+ H 2 O Двунатриевый Вода фосфат Na. OH + H 2 O (Na+ + ) + H 2 O Щелочь Вода Щелочь Вода (2 Na + HPO 4 -2) + (Na+ + ) 3 Na+ + HPO 4 -2 + Двунатриевый Щелочь Ион фосфат натрия водорода 3 Na+ + HPO 4 -2 + Na 3 PO 4 + Ион фосфат Ион Осадок тринатрийфоснатрия водорода гидроокиси фата 50 Na 2 HPO 4 + 50 Na 3 PO 4+ Na. OH 49 Na 2 HPO 4 + Двунатриевый Тринатрийф Щелочь Двунатриевый фосфат 50 Na 2 HPO 4 + 50 Na 3 PO 4+ 51 Na. OH 100 Na 3 PO 4 + Двунатриевый Тринатрийф Щелочь Тринатрийфос-фат фосфат Ион гидроокиси H 2 O Вода 51 Na 3 PO 4 + Тринатрийфос-фат H 2 O Вода Na. OH + Щелочь 50 H 2 O Вода

Таблица 5. Влияние осадка фосфата натрия на соотношение Na : PO 4 котловой воды Na: PO 4 раствора Na: PO 4 осаждающегося твердого Влияние осадка вещества Больше, чем 2, 85 : 1 Меньше чем у раствора Увеличивает Na: PO 4 раствора Равен 2, 85 : 1 Равен раствору Na: PO 4 раствора остается таким же Между 2, 13 и 2, 85 : 1 Больше, чем у раствора Снижает Na: PO 4 раствора Равен 2, 13 : 1 Равен или больше, чем у раствора Na: PO 4 раствора остается таким же Меньше, чем 2, 13 : 1 Больше, чем у раствора Снижает Na: PO 4 раствора Предположим, что котловая вода имеет отношение Na: PO 4 примерно 2, 5 : 1 и имеется пропорционально небольшое добавление щелочи (уравнение 14). Щелочь все еще находится в структуре фосфата, все еще остается двунатриевый фосфат для улавливания любой дополнительной щелочи, которая может появиться в процессе работы котла. Уравнением 14 можно манипулировать для того, чтобы показать, что произойдет при все большем и большем поступлении щелочи в котловую воду. В конце концов, если не добавляется дополнительный двунатриевый фосфат, количество щелочи превышает количество двунатриевого фосфата (уравнение 15). Эта свободная щелочь может концентрироваться и вызвать коррозию. Применение теории Изображение 2 основывается на чистом растворе фосфата натрия. Теория чистого раствора может быть использована для загрязненной котловой воды, так концентрация других веществ низкая, а их растворимость высокая. Комплексную химию можно избежать, используя p. H, как переменную. Желательно поддерживать отношение Na: PO 4 между 2, 8 : 1 и 2, 2 : 1 . Диаграмма p. H – фосфатного регулирования, изображение 1 является усовершенствованным изображением 2 с границами регулирования в соответствующем диапазоне для предотвращения щелочной коррозии. Диаграмма регулирования – это основа p. H - фосфатного регулирования.

В применении соотношения натрия к фосфату была некоторая неопределенность. Соотношение Na : PO 4 , используемое при p. H-фосфатном регулировании, определяется только из p. H котловой воды и концентрации фосфата, а не измерением концентраций натрия и фосфата котловой воды. Диаграмма регулирования, изображение 1, основывается на соотношении Na : PO 4 чистого раствора фосфата натрия, но это совсем не обязательно Na : PO 4 фактической котловой воды, потому что фосфаты натрия не являются единственным источником натрия в котловой воде. Например, натрий может присутствовать в результате утечки на конденсаторе или из-за применения сульфита натрия, используемого как вводимый в воду химикат для поглощения кислорода в котлах низкого давления. Поэтому измеряемый Na : PO 4 котловой воды обычно выше, чем теоретическое значение, определенное измерением p. H и концентрации фосфата. Единственная проблема – это натрий, связанный с фосфатом и щелочью, который отражается значениями p. H и фосфата. Измеренные значения натрия могут быть полезными для других целей, но они не должны использоваться для p. H – фосфатного регулирования. Конгруэнтная точка. Координированное p. H-фосфатное регулирование для котлов было достаточно распространено с момента его официального ввода С. Ф. Велом и Т. Е. Перселом с фирмы «Duquesne Light Company» . Оно предупреждало щелочную коррозию и обеспечивало легкое регулирование, поэтому оно стало стандартным методом обработки котловой воды в энергетической промышленности. Однако по мере того, как увеличивались температуры и давление котла, а проектные запасы прочности уменьшались, проблемы щелочных коррозий начали вновь появляться. Для того, чтобы понять почему, необходимо знать, что происходит, когда осаждаются фосфаты натрия.

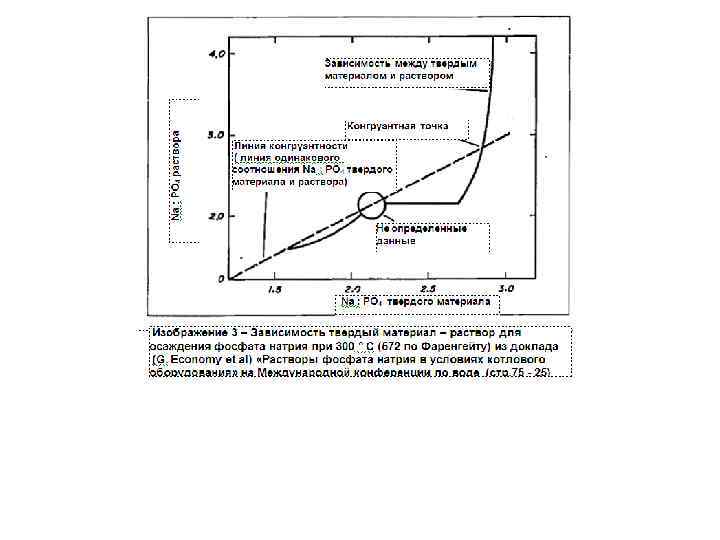
По мере того, как вода становилась концентрированной, фосфаты натрия могли начать осаждаться, если их растворимость превышалась. Это осаждение может изменять Na : PO 4 и его эффект кратко изложен в Таблице 5. Обратите внимание на то, что если соотношение превышает 2, 85 : 1, осаждение увеличивает Na : PO 4. Если оно становится выше 3: 1, то присутствует свободная щелочь и возможна щелочная коррозия. Состав фосфата натрия, осаждающегося из котловой воды, может меняться. Например, если фосфат натрия осаждается из раствора с соотношением Na : PO 4 = 3, 5 : 1, то осаждающийся твердый материал имеет примерное соотношение Na : PO 4 = 2, 9 : 1. А если фосфат натрия осаждается из раствора с Na : PO 4 = 2, 5 : 1, то твердый материал имеет примерное соотношение Na : PO 4 = 2, 8 : 1. Существует точка, при которой соотношения Na : PO 4 твердого материала и раствора становятся одинаковыми. Эта точка, называемая конгруэнтной точкой, которая возникает примерном соотношении Na : PO 4 = 2, 85 : 1 ( при 300 С ). Зависимость между Na : PO 4 твердого материала и раствора показывается сплошной линией в Изображении 3. Прерывистая линия – это линия одинакового соотношения Na : PO 4 твердого материала и раствора – линия конгруэнтности. Конгруэнтная точка возникает там, где линии пересекаются. Соотношение Na : PO 4 котловой воды должно поддерживаться на уровне менее 2, 85 : 1 , чтобы гарантировать, что щелочь не будет присутствовать.
 возникает , если две твердые фазы находятся в")
Не изменяющаяся точка ( инвариантная точка) возникает , если две твердые фазы находятся в равновесном состоянии с фазой раствора. Растворы фосфата натрия имеют инвариантную точку при соотношении Na : PO 4 = 2, 13 : 1 . Эффект демонстрируется в таблице 5 и изображении 3. Основываясь на приведенной информации, соотношение Na : PO 4 котловой воды должно поддерживаться выше 2, 13 : 1. Ниже этой точки может образоваться кислый фосфат, приводя к кислотной коррозии. Диаграмма регулирования Эта информация может быть использована для составления диаграммы p. H – фосфатного регулирования, установив сначала пределы фосфата. Максимально допустимый фосфат снижается с увеличением давления котла из-за переноса и «сокрытия» фосфата. Последний термин, относится, между прочим, к уменьшению уровней фосфата в котловой воде при увеличении скорости сжигания ( все остальное остается постоянным) и повторному появлению уровня фосфата котловой воды, если скорость сжигания уменьшается. Считается, что скрытый фосфат вызывается осаждением тринатриевого и двунатриевого фосфатов в условиях интенсивного теплового потока. Отдельные установки установили свои пределы фосфата, исходя из того, что подходит для них, и результатов, полученных на аналогичных установках. Пределы, выбранные для диаграммы регулирования, показанные в изображении 1, согласуются с промышленной практикой и подтвердили удовлетворительные результаты в практическом применении.

Обратите внимание, что котел с давлением 104 кг/см 2 на дюйм квадратный может работать с остаточным фосфатом 5 ppm, но котел с давлением 168, 0 кг/см 2 изб не должен работать с остаточным фосфатом в 20 ppm. Какой бы ни была допустимая остаточная концентрация фосфата, вероятно, лучше работать с настолько малым уровнем фосфата, насколько это практически возможно. Должен иметься верхний предел Na : PO 4 равный 2, 85 : 1 для предупреждения щелочной коррозии и нижний предел Na : PO 4 равный 2, 13 : 1 для предупреждения кислотной коррозии. Но будет предусмотрительным включить в эти цифры запас безопасности, чтобы компенсировать как регулирование на установке, так и значения, которые химики-исследователи определили для конгруэнтной и инвариантной точек. Коэффициент безопасности зависит от индивидуальных характеристик котла и герметичности системы воды. Котлы с более низким давлением имеют меньше проблем с щелочной коррозией, чем котлы с более высоким давлением, и обычно могут работать с соотношением Na : PO 4 близким к 2, 85 : 1. Конечно, если возникает щелочная коррозия, то необходимо установить более низкий максимальный предел для котлов, которых это касается. Котлы с высоким давлением более подвержены щелочной коррозии и обычно выбирается максимальное соотношение Na : PO 4 в 2, 6 : 1. Было подтверждено, что эффективно действующий предел.

§ 2. Технология внутрикотловой обработки фирмы «CHIMEC» Для очистки котлов от накипи используется технология соотношения р. Н/фосфатов, основанную на использовании реагента Chimec 3666 – это сбалансированная смесь фосфатов и полимерных диспергантов для оптимального управления осаждением солей и коррозии внутри котлов-утилизаторов и паросборника. Сбалансированная смесь фосфатов содержащихся в Chimec 3666, обеспечивает поддержку р. Н котловой воды в паросборнике и ЗИА в пределах спецификации (9, 5 -10, 5), контролируя возможные колебания р. Н, таким образом минимизируя локализованную кислотную и щелочную коррозию. Фосфаты также компенсируют какоелибо превышение по жесткости потоков с установок ХВП и ХВО. Chimec 3666 содержит специальный диспергирующий полимер для уменьшения накопления оксидов металлов в котле, что позволяет поддерживать высокую эффективность теплообмена, устраняет проблемы перегрева труб, подверженных высоким тепловыми потоками, и минимизации потенциальных проблем с щелочной коррозией. Благодаря своей диспергирующей способности, полимер в состоянии снижать жесткость и сделать проще удаление отложений оксидов металлов с продувкой. Chimec 3666 является жидким продуктом, и он будет дозироваться непосредственно в питательную воду насосом Е-GA-7212 АВ в размере 810 ppм. Эта доза позволит достичь спецификации р. Н и остаточного содержания фосфатов в котле. Технология приготовления раствора фосфата: приготовить 35, 6% водный раствор фосфата путем разбавления реагента СН 3666 водой (142 л реагента СН 3666 в общем объеме 400 л раствора) Расход водного раствора реагента СН 3666 – 11 л/час, что соответствует 8 мг/дм 3 концентрации реагента на расход питательной воды 490 т/час. Определяющие параметры при внутрикотловой обоработке фосфатами: - Концентрация фосфатов в постоянной продувке котлов, норма 2 -5 мг/дм 3. Если концентрация фосфатов приближается у верхнему уровню, то снизить дозировку фосфатов и увеличить расход продувки до 3%. - р. Н воды постоянной продувки, норма 9, 6 -10, 5. Если значение р. Н ниже 9, 6, то необходимо увеличить подачу фосфата СН 3666 до 10, 0 ppm (11 л/час 44% раствора).

Технология реагентной обработки котловой питательной воды фирмы «CHIMEC» с применением фосфатов, поглотителя кислорода и нейтрализующего амина В этом разделе содержаться таблицы и описание программы обработки предлагаемой для блока подготовки котловой воды: Программа обработки, предлагаемая компанией CHIMEC, основана на использовании трех продуктов: CHIMEC 3666, CHIMEC 1764 D и CHIMEC 4069 которые в состоянии контролировать все проблемы, связанные с котлом. Дозировка и количество продуктов (на 8200 часов), основанные на расходе котловой питательной воды (450 т/час), приведены ниже:

Дозировка ppm Реагент Потребление кг/год CHIMEC 1764 D 4 -5 Растворимость Si. O 2 в зависимости от p. H 14760 - 18450 CHIMEC 4069 3 11070 CHIMEC 3666 8 -10 29520 - 36900 CHIMEC 4069 для он-лайн пассивации 600 Основные положения В этом разделе более подробно описаны предлагаемая программа обработки, которая базируется на трех продуктах, которые в состоянии контролировать все проблемы системы: Философия программы обработки Целью программы обработки CHIMEC будет смещение баланса текущей обработки на программу основанную на комбинации обработки летучими компонентами (AVT) и обработки сбалансированными фосфатами (EPT). Мы считаем, что вся система в настоящее время страдает от следующих проблем: • перенос загрязняющих веществ и их перегонка из котла в линию конденсации • низкий р. Н в котле, что способствует испарению двуокиси кремния • содержание кислорода в системе, что ускоряет коррозию и в присутствии NH 3 и приводит к коррозии меди • осаждения неорганических солей на турбинах Характеристика отложений неорганических солей в турбинах выявила наличие диоксида кремния, оксид меди и оксида железа в качестве главных составляющих. Диоксид кремния Растворимость Si. O 2 в зависимости от p. H

Летучесть Si. O 2 в зависимости от давления Растворимость двуокиси кремния зависит от р. Н воды и увеличивается с ростом р. Н, а уменьшается при увеличении давления. Поскольку давление в системе котла стабильно, р. Н должен тщательно контролироваться, чтобы избежать уноса двуокиси кремния в паровую фазу и дальнейшего осаждения на турбинах. Тот факт, что электропроводимость конденсатов остается низкой (4 -6 мк. См/см) означает, что дистилляция аморфного оксида кремния не происходит. Медь В секции конденсаторов паровых турбин Е-GT 501, E-GT 201 аммиак, возникающий при частичном разложении органических аминов предпочтительно переходит в раствор. ТОЛЬКО при наличии остаточного не поглощенного кислорода, образующийся конденсат воды становится причиной коррозии трубок вакуумных конденсатора турбин и их поломок в результате механизма окисления меди с последующей реакцией с аммиаком: 3 NH 3 4 NH 3 + N 2 Cu 0 + 1/2 O 2 + H 2 O Cu(OH)2 + 4 NH 3 Cu(NH 3)4(OH)2

Кроме того, когда растворенные продукты коррозии железа поступают в секцию конденсаторов, железо отлагается на трубках и приводит к коррозии меди (реакция цементации). Это означает, что обработка поглотителем кислорода должна быть абсолютно надежной и обеспечивать полную защиту системы. Chimec предлагает установить поточный анализатор содержания кислорода в котловой питательной воде для того, чтобы постоянно следить за содержанием кислорода и соотносить эти данные с остаточным содержанием поглотителя кислорода. Более того Chimec предлагает обеспечить поточный контроль кремнемером концентрации двуокиси кремния в паре на входе в турбины поз. Е-GT 201, E-GT 501. Эти точки отбора проб должны быть созданы для того, чтобы эффективно отслеживать связь между значением р. Н в котлах и уноса двуокиси кремния в паровую фазу. Обработка конденсата Поглотитель кислорода Обработка основана на использовании поглотителя кислорода Chimec 4069, основанный на ДЕГА и щелочных аминах. Chimec 4069 способен обеспечить две функции: поглощение кислорода и подщелачивание аминов. Поглотитель кислорода имеет возможность управлять скоростью коррозии, вызванную кислородом, и пассивировать поверхность металла и одновременно содействовать формированию магнетита как в жидкой, так и в паровой фазе. Chimec 4069 имеет сопоставимую реактивную способность по отношению к кислороду и даже выше, чем у гидразина особенно при низких температурах. Выделение аммиака, путем термического разложения нейтрализующего амина, практически незначительна, что минимизирует потенциальные проблемы с коррозией оборудования из медного сплава.

Chimec 4069 является поглотителем кислорода полностью испаряющийся, не увеличивает содержание растворенных веществ в котловой воде и поэтому не ограничивает рабочие циклы котла, также не вызывает образование отложений в пароперегревателях конвекционных секций печей и, если подача воды используется для закалки, в закалочно-испарительных аппаратах. В отличие от гидразина, Chimec 4069 имеет низкую токсичность и не имеет мутагенных/канцерогенных свойств. Chimec 4069 прост для анализа в этой области и позволяет легко контролировать при оптимизации дозировки. Подщелачивание паров: Обработка конденсата основана на использовании сбалансированной смеси аминов, которые могут эффективно управлять величиной р. Н во всей линии конденсата, защищая их от кислотной коррозии, из-за присутствия растворенного углекислого газа. Характеристики аминов, содержащихся в Chimec 4069 являются: коэффициент распределения, обеспечивающий присутствие аминов во всех точках конденсации, высокая щелочность и нейтрализующая способность для эффективного контроля р. Н даже при низких дозах. Chimec 4069 является жидкостью и дозируется непосредственно в питательную воду насосом Е-GA 7201 A, В. CHIMEC 1764 D – это сбалансированная смесь аминов, продукт может повысить р. Н питательной воды котлов обеспечение контроля изменения р. Н, связанные с использованием деминерализованной воды. Характеристики аминов, содержащихся в Chimec 1764 D, являются коэффициент распределения, что обеспечивает высокую щелочность и нейтрализующую способность для эффективного контроля р. Н котла и поддержки подщелачивающего действия CH 4069. Chimec 1764 D это жидкий продукт и будет подаваться через насосные системы (см. схему дозирующих систем) непосредственно в питательную воду насосом Е-GA-7051 A, В. Chimec 1764 D поднимет р. Н в пределах спецификации.

Защита от коррозии системы конденсата, будет также обеспечивается продуктом CHIMEC 1764 D, который содержит смесь нейтрализующих аминов с различными DR (коэффициент распределения) и основностью. Продукт разработан специально для нейтрализации кислых конденсатов и защиты всех частей системы конденсата. Продукты разложения данного реагента не приводит к образованию отложений в системе котлов. Chimec 3666 Для очистки котлов, предлагается применить технологию согласованных "р. Н/фосфатов", основанную на использовании реагента Chimec 3666 – это сбалансированная смесь фосфатов и полимерных диспергаторов для оптимального управления осаждением солей и коррозии внутри котла. Сбалансированная смесь фосфатов содержащиеся в Chimec 3666, поможет поддерживать р. Н в котле в пределах спецификации (9, 5 - 10, 5) контролируя возможные колебания р. Н, таким образом минимизируя локализованную кислотную и щелочную коррозию. Фосфаты также предотвращают какое -либо превышение по жесткости потоков с блока деминерализации. Chimec 3666 содержит специальный диспергирующий полимер для уменьшения накопления оксидов металлов в котле, что позволяет максимизировать эффективность теплообмена, устраняет проблемы перегрева труб, подверженных высокими тепловыми потоками, и минимизации потенциальных проблем с щелочной коррозии. Благодаря своей диспергирующей способности, полимер в состоянии снижать жесткость и сделать проще удаление отложений оксидов металлов с продувкой. Chimec 3666 является жидким продуктом, и он будет дозироваться непосредственно в питательную воду насосом Е-GA 7212 A, В в размере 8 -10 ppm. Эта доза позволит достичь спецификации значения р. Н и остаточного содержания фосфатов в котле.

Ключевые показатели процесса Компания Chimec рекомендует поддержание ключевых показателей процесса: BFW p. H Электропроводность [µS/cm] ДЕГА [ppb] Кремний [ppm Si. O 2] Фосфаты [ppm PO 43 -] Железо [ppm Fe] Медь [ppm Cu] Амины* [ppm NH 3] Продувки ЗИА Вход в турбины Турбинный конденсат 8. 8 -9. 6 9, 6 – 10, 5 - 8, 5 -9 <100 <20 - 100 – 150 - >50 - <1 <0. 015 - 2 - 5 <0. 02 <0. 01 <0. 003 - - <0. 3 *Общее содержание аминогрупп в пересчете на аммиак
 должна")
Также вода с установки предварительной обработки воды (с насосов Н-5 и GA 702) должна проверяться, для того, чтобы отслеживать качество глубоко обессоленной воды. Наличие единственной точки ввода реагентов для обработки всей системы и фиксированный расход продувок на старых печах пиролиза, обязывают устанавливать дозировки реагентов с целью соблюдения спецификаций даже в менее концентрированных системах. Регулирование дозировки реагентов: 1. Chimec 3666 (фосфат) – регулирование дозировки осуществляться с целью поддержания значения р. Н и концентрации PO 43 - в продувках ЗИА в пределах рекомендованных норм. 2. Chimec 1764 D (нейтрализующие амины) – регулирование дозировки осуществляться с целью поддержания значения р. Н в продувках ЗИА а также значения р. Н и содержание остатка NH 3 (<0. 20. 4 ppm) на входе в турбины в пределах рекомендованных норм. 3. Chimec 4069 (поглотитель кислорода) – регулирование дозировки осуществляться с целью удаления содержания кислорода в котловой питательной воде (менее 1 ppb) и поддержания остаточного количества DEHA в продувках ЗИА в пределах рекомендованных норм. Предварительная подготовка воды Для того чтобы минимизировать рост микроорганизмов (микробиологии) в резервуаре исходной воды Е-8, которые могут нести ответственность за низкий р. Н обнаруженный в потоке после насоса H-5, компания Chimec предлагает использовать обработку биоцидом для того, чтобы держать под контролем всю предварительную систему очистки, начиная с фильтров Ф-1, А.

Стерилизация будет проводиться с помощью высокоэффективного окислительного биоцида: CHIMEC 7567, который может дозироваться после Е-10. Продукт подается с дозировкой 6 -8 ppm в зависимости от микробиологического загрязнения в целях сохранения свободного остаточного хлора в концентрации 0, 2 ppm в пересчете на Cl 2 на выходе фильтров Ф-2 -1, 2, 3, 4. Данная обработка может осуществляться в процессе работы установки, так как остаток хлора будет нейтрализован до фильтров с ионно-обменными смолами за счет использования деактиватора свободного хлора CHIMEC 3015 с дозировкой 30 -35 ppm, чтобы сохранить активность смол. Данная реагентная обработка не повлияет на активность ионно-обменных смол.

Предлагаемая обработка позволит обеспечить защиту всей системы от явления коррозии, чистоту проточной части паровых турбин, бесперебойную работу котлов в течении 2 – 3 лет эксплуатации. Процедура пуска обработки CHIMEC Фаза A [оптимизация p. H]: 1. Оптимизация подачи фосфатов • Приготовить 35, 6% раствор фосфата путем разбавления реагента CH 3666 водой (142 л продукта CH 3666 в общем объеме 400 л раствора). • Начать подачу раствора продукта CH 3666 с расходом 11 l/h (что соответствует 8 ppm товарного продукта СН 3666 из расчета на 490 т/ч воды). 2. Подача нейтрализующего амина. • Подача CH 1764 D с дозировкой 4 ppm (2 л/ч) БЕЗ разбавления продукта или с 50 % разбавлением с дозированием 4 ppm (4 л/час). 3. Подача поглотителя кислорода. • Подача CH 4069 с дозировкой 3 ppm (1, 5 л/ч) БЕЗ разбавления продукта. 4. Программа оптимизации значения р. Н продувок ЗИА и турбинных конденсатов: • По истечению 48 часов, необходимо проверить остаточное содержание фосфатов (с помощью прибора HACH DR 890) и значение р. Н в продувках ЗИА. • Проанализировать данные по следующим критическим ЗИА: ü 109, 108, 107, 106, 105, 103 (печи типа SRT-II – нет возможности регулировать расход продувок) ü 112, 111, 110 (печи типа SRT-IV – есть небольшая возможность регулировать расход продувок) • Если значение р. Н ниже 9, 6, необходимо увеличить подачу фосфата CH 3666 до 10 ppm (11 л/ч 44%го раствора). • Проверить содержание фосфатов и значение р. Н в продувках следующих ЗИА: Если концентрация фосфатов в продувках ЗИА печей 114, 115, 119, 118, 121, 122 больше 4 ppm, необходимо увеличить расход продувок и снизить концентрационное число.

• • Регулирование значение p. H в: ü Вход в турбины ü Турбинных конденсатах Если значения p. H в продувках ЗИА и конденсатах ниже рекомендуемых, необходимо увеличить подачу нейтрализующего амина CH 1764 D до 5 ppm (2, 5 л/ч). Фаза B: Процедура пассивации. Образование слоя Магнетита – Гематита. • Подача поглотителя кислорода CH 4069 на максимально возможной дозировки насоса (40 л/ч) в течении 8 часов. Проверить остаточную концентрацию DEHA в продувках ЗИА. • Снизить дозировку CH 4069 до рекомендуемых 3 ppm. Данное решение поможет укрепить нестабильный защитный слой магнетита который наблюдается в настоящий момент в системе. В зависимости от остаточного содержания DEHA в турбинном конденсате в течении обработки CHIMEC, процедура он-лайн пассивации может проделана еще раз в течении пробега. Для достижения полной пассивации поверхности оборудования, компания CHIMEC предлагает более надежную СТАНДАРТНУЮ процедуру, которая должна применяться в период останова на капитальные ремонт (описание смотри ниже). Оптимизация подачи поглотителя кислорода: • Обеспечить дозировку CH 4069 на уровне 3 ppm (1, 5 л/ч) и отслеживать остаточное содержание DEHA в продувках ЗИА. • Оценить остаточное содержание поглотителя кислорода в следующих потоках: ü Вход в турбины ü Турбинные конденсаты Если остаточное содержание поглотителя кислорода ниже 50 ppb, необходимо увеличить дозировку CH 4069 до 4 ppm.

Стандартная процедура пассивации: Стандартная процедура пассивации систем котлов высокого давления должна проводиться в течении останова на капитальный ремонт в соответствии с программой ниже: Увеличить р. Н продувок ЗИА до 10, 5 Осуществить подачу СН 4069 в размере 2000 ppm Поддерживать давление 10 bar и температуру 200°C в течении 10 часов Постепенно увеличивать Температуру и Давление до рабочих значений и поддерживать их постоянными не менее 10 часов После образования слоя магнетита, увеличить расход продувок до полного видимого осветления цвета воды Настроить расход продувок на рабочие значения Точки отбора проб: Котловая питательная вода Продувки ЗИА (от 103 до 122) На входе в турбины В турбинных конденсатах Необходимые анализы: p. H Электропроводнос ть Жесткость DEHA Fe Cu Аммиак* Si. О PО 4 2 BFW x x x x Продувки ЗИА x x x x x x Вход в турбины Турбинный конденсат

Метод Анализа: В течении фазы пуска и обработки анализы будут проводиться с помощью портативного спектрофотометра DR 890. Ниже представлен список анализов: • Фосфаты (Phosphover Ascorbic Acid Method) – (от 0 до 2, 5 ppm) - • Железо (Ferro. Ver Method) – (от 0 до 3 ppm) • Медь (Porphyrin Method) – (от 0 до 210 ppb) • DEHA (Iron Reduction Method) – (от 0 до 500 ppb) • Si. О 2 (Heteropoly Blue Method) – (от 0 до 1, 6 ppm) Компания CHIMEC так же предоставит портативные инструменты для определения значений р. Н и электропроводности.

Управление постоянной продувкой парогенераторной системы пиролизной печи Цель постоянной продувки парогенераторной системы – обеспечение качества котловой воды в системе «паросборник-ЗИА» путем минимизации накипи, коррозии, уноса и других специфических проблем. Продувка также применяется для удаления взвешенных частиц, присутствующих в воде. Эти твердые частицы появляются как следствие загрязнения питательной котловой воды осаждающими веществами вследствие превышения пределов растворимости. Расход питательной воды - расход пара генерации котла % продувки котла = ________________________ х 100% расход питательной воды Диапазон % продувки может быть менее 1, 0 % при наличии питательной котловой воды особого высокого качества, а также более 20 % в критических системах с резким ухудшением качества воды питания. Для парогенераторных систем пиролизных печей оптимальной является 3, 0% продувка котлов.

Величина % продувки котла определяется степенью открытия игольчатого клапана непрерывной продувки, которая в свою очередь подбирается в зависимости от: • Электропроводности воды постоянной продувки, измеряемой поточным кондуктометром или лабораторными измерениями. Норма по электропроводности воды постоянной продувки - Для печей типа SRT-II – н. б. 20 мксименс - Для печей типа SRT-IV, SRT-VI – н. б. 100 мксименс С увеличением электропроводности котловой воды продувки следует приоткрыть игольчатый клапан, после чего повторно проконтролировать значение эл. проводности воды продувки; • Концентрации фосфатов (РО 4 -3) в воде постоянной продувки. Нормируемый интервал концентрации фосфатов – 0, 5 - 3, 0 мг/дм 3. С увеличением концентрации фосфатов расход котловой воды постоянной продувки следует увеличить, но не более 3%. Далее следует сократить расход инжекции фосфатов в котловую питательную воду. • Концентрации кремния (Si. O 2) в воде постоянной продувки Нормируемое значение кремния н. б. 1, 0 мкг/дм 3. С повышением концентрации кремния расход продувочной воды следует увеличить, но не более 3% от расхода котловой питательной воды. Другие нормируемые показатели качества котловой воды (воды постоянной продувки) • р. Н, нормируемое значение 9, 6 -10, 5. Если р. Н ниже 9, 6, то следует немного увеличить инжекцию фосфатов в котловую питательную воду, не выходя за пределы концентрации фосфатов в продувочной воде из диапазона 2 -5 мг/дм 3. Второй фактор, влияющий на р. Н воды постоянной продувки – дозировка нейтрализующего амина в котловую питательную воду (ввод в деаэратор). Если значение р. Н в продувочной воде ниже 9, 6, а также значение р. Н в возвратном турбинном конденсате ниже 8, 5, то следует увеличить дозировку нейтрализующего амина. • Концентрация железа (Fe) в воде постоянной продувки Нормируемое значение железа н. б. 1 мкг/дм 3. Увеличение концентрации железа, свидетельствует об активизации процесса коррозии в парогенераторной системе пиролизных печей.

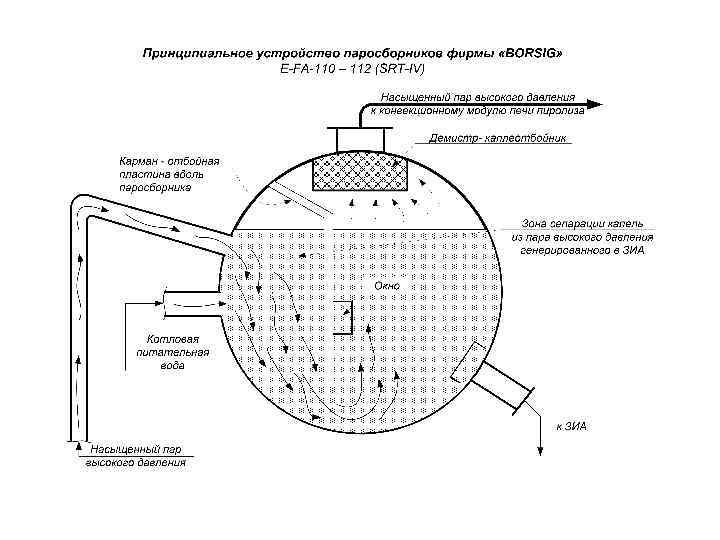
Для снижения концентрации Fe+++ в продувочной воде корректируется показатель р. Н котловой воды (воды постоянной продувки), а также концентрация фосфатов в оде продувки, устраняется отклонение от установленных норм по р. Н и концентрации фосфатов. Одновременно с этим принимаются меры по увеличению вывода железа из системы котла путем увеличения расхода продувки. Ручная (периодическая ) продувка котлов. Предназначена для удаления взвешенных твердых частиц, включая твердые осадки, образующиеся в котловой воде. Отбор воды для ручной продувки осуществляется с самой нижней части котла-утилизатора – нижней трубной доски водного пространства. Периодическая ручная продувка с надлежащим контролем удаляет взвешенные твердые частицы (шлам) с нижней трубной доски ЗИА путем кратковременного открытия арматуры продувки быстрого действия. За счет исключительно высокого перепада давления между межтрубным пространством ЗИА (водное пространство) и практически нулевым (атмосферным) давлением в системе периодической продувки возникает так называемый рывок воды с нижней трубной дски ЗИА, захватывающий шламовые отложения с потоком воды постоянной продувки. Продувка нижних трубных досок ЗИА фирмы «BORSIG» (Германия) пиролизных печей SRT-II, SRT -IV (Е-ВА-110 -112) производится исключительно разово только при разогреве печи или ее охлаждении при температуре на выходе радиантных змеевиков печи около 600 °С, а также непродолжительно – 3 -4 секунды во избежание залпового удаления воды с нижней трубной доски ЗИА, что может привести к ее перегреву под воздействием потока горячего крекинг-газа, подаваемого в трубную часть.
")
Печи пиролиза SRT-II, SRT-IV (Е-ВА-110 -112)

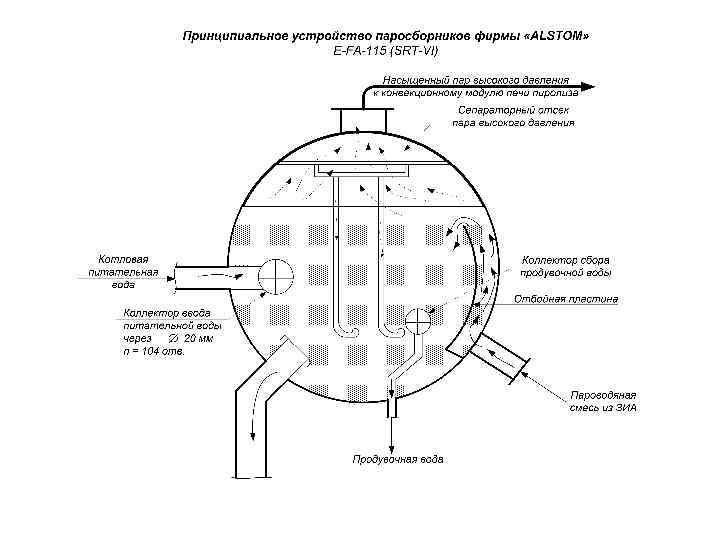
Непрерывная продувка котлов Расход воды непрерывной продувки регулируется степенью открытия игольчатого клапана. Система непрерывной продувки внутри паросборника представляет собой трубу небольшого диаметра 20 -30 мм с множеством отверстий, закрепленных почти на уровне раздела фаз пар-вода по всей длине паросборника. Поступающая внутрь перфорированной трубы продувочная вода выводится из паросборника с регулированием расхода игольчатым клапаном. Такое расположение трубы постоянной продувки внутри паросборника позволяет удалить воду из зоны наиболее растворенных твердых веществ в котловой воде. В результате этого, можно поддерживать постоянно необходимое качество воды внутри паросборника. Также можно удалять максимальное количество растворенных твердых частиц во взвешенном состоянии при минимальных потерях воды и тепла из котла.

Автоматическая продувка Модулирующее оборудование автоматической продувки котла

Энергосбережение Теплопередача в оборудовании парогенераторной системы пиролизной печи существенно влияет на количество генерируемого в котлах –утилизаторах (ЗИА) насыщенного пара высокого давления. При хорошей теплопередаче обеспечивается максимальная выработка пара в. д. Теплопередача в трубах ЗИА снижается из-за образования накипи на поверхности труб межтрубной части ЗИА. Уменьшение образования накипи путем применения высокоэффективной фосфатной обработки питательной воды обеспечивает более чистую внутреннюю поверхность для более эффективной теплопередачи и увеличения парогенерации. Другой фактор, влияющий на количество генерируемого пара в. д. в котлах – это расход воды постоянной продувки. Пропорционально увеличению % постоянной продувки снижается парогенерация насыщенного пара в. д. в котлах-утилизаторах. Необоснованно завышенные расходы воды постоянной продувки приводит к увеличению отбора тепловой энергии с котла и выносу с продувкой за пределы котла, что снижает парогенерацию. Таблица Зависимости выработки пара в. д. в котлах-утилизаторах От расхода воды постоянной продувки на пиролизной печи. Наименование показателей (Условия змеевика и ЗИА в начале пробега (SOR)) 1. Нагрузка по нафте на печь т/час 37, 0 37, 0 2. Соотношение П/Э 3. Соотношение S/O 4. Расход котловой питательной воды т/час 0, 46 0, 6 44, 65 0, 46 0, 6 45, 16 0, 46 0, 6 45, 70 0, 46 0, 6 47, 06 0, 46 0, 6 50, 06 0, 46 0, 6 53, 46 0, 6 57, 35 5. Расход генерированного пара SS т/час 45, 72 45, 42 45, 12 44, 27 42, 48 40, 39 37, 98 6. Расход топливного газа на печь т/час 5, 231 5, 226 5, 223 5, 218 5, 210 448 449 450 454 463 472 486 0, 45 1, 36 2, 29 4, 71 10, 01 16, 04 22, 94 7. Температура на выходе верхнего змеевика С перегретого пара ( USSH) 8. Расход продувки т/час 1, 0 Постоянная продувка, % от расхода котловой питательной воды 3, 0 5, 0 10, 0 20, 0 30, 0 40, 0

Вывод из строя оборудования парогенераторной системы пиролизной печи при недопустимо высоких расходах воды постоянной продувки котлов Негерметичность ручной запорной арматуры, игольчатых клапанов постоянной продувки и угловых клапанов по верхнему переливу паросборника может привести к недопустимо высокому % постоянной продувки: 30 -45%, способных привести к перегреву пара в. д. , так и самого паросборника пиролизной печи. Ниже приводится механизм образования зоны перегрева обечайки паросборника пиролизной печи SRT-VI (к примеру Е-ВА-114) при недопустимо высоких расходах котловой воды постоянной продувки. 1. Катастрофически высокие расходы котловой воды постоянной продувки могут возникнуть из-за негерметичности: • Клапанов поз. НА-03 на нижней продувке 6 шт. котлов-утилизаторов Е-ЕА-114 АВСDEF • Игольчатого клапана НА-01 постоянной продувки паросборника Е-FA-114; • Углового клапана LCV-114 -2 верхнего перелива паросборника; • Ручной запорной арматуры (клапанов) поз. НА-03 А, НА-03 В с низа паросборника Е-FA-114. 2. Расход воды продувки постоянно увеличивается с 3, 0% нормального от расхода питательной воды до 1015% и даже до 40 -45%. 3. По мере увеличения расхода продувочной воды увеличивается потребление котловой питательной воды незначительно по контроллеру FIC-114 -27, однако более существенным признаком увеличенных протечек по системе постоянной продувки является повышение температуры перегретого пара SS после модуля USSH по прибору TI-114 -07, имеющему уставку по максимальному значению н. б. 490 °С. Повышение фактической температуры перегретого пара после модуля перегрева USSH свыше 490 °С свидетельствует о сокращении выработки насыщенного пара высокого давления в котлах-утилизаторах за счет увеличенных протечек воды постоянной продувки.
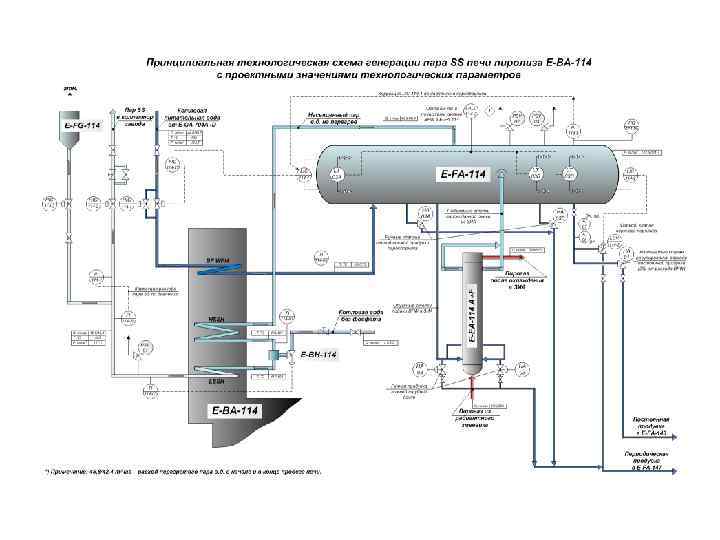

Таким образом, поток пара в. д. с заниженным расходом поступает с температурой, значительно превышающей расчетную температуру пароохладителя, впускного коллектора USSH (495 °С ), труб USSH и возвратных коллекторов (556 °С) и оребрений конвекционных труб пара в. д. 4. При этом температура дымовых газов конвекционной секции в зоне модуля USSH остается неизменной около 791 -828 °С. Расход выходящего потока перегретого пара в. д. из печи по расходомеру FI 114 -28 снижается от 45, 7 т/час до 32, 0 т/час и далее до критически низкого значения 20 -25 т/час. 5. По мере постепенного снижения расхода перегретого пара в. д. на выходе печи повышается его температура по контроллеру TIC-114 -03, контроллер приоткрывает клапан TCV-114 -3 и увеличивает инжекцию безфосфатной воды в пароохладитель между конвекционными модулями USSH и LSSH. Увеличенный расход воды инжекции в пароохладитель приводит к ухудшению испаряемости воды в пароохладителе до первого изгиба линии, что может привести к усиленной эррозии от воздействия капель воды. 6. При плановых переключениях пиролизной печи Е-ВА-114 с режима крекинга прямогонного бензина в режим декоксования тепловая нагрузка на котлы-утилизаторы (ЗИА) снижается и выработка насыщенного пара в. д. снижается до 14 -18 т/час, а затем вывод перегретого пара в. д. из печи в общезаводской коллектор прекращается. (расход по FI-114 -28 доходит до нулевого значения). Одновременно с этим давление пара в. д. в паросборнике Е-FA-114 по прибору PI-114 -5 снижается со 121, 5 кг/см 2 изб. до 118 -119 кг/см 2 изб. , т. е. ниже давления пара в . д. в общезаводской сети. 7. Расход выводимого из печи перегретого пара в. д. стал равен нулю, что вызвало значительное повышение температуры пара по контроллеру TIC-114 -03 от заданной 520 °С. Контроллер TIC-114 -03 будет пытаться удерживать температуру пара в. д. на выходе печи на уровне 520 °С, далее добавлять подачу безфосфатной воды в пароохладитель. Но т. к. поток пара в. д. через модули USSH и LSSH нулевой , то температура пара в. д. не снизиться и подача воды будет продолжать увеличиваться.

8. Большое количество инжектируемой бесфосфатной воды в контур пароохладителя приводит к снижению температуры потока по TI 114 -07 до 134 °С, что примерно соответствует температуре котловой питательной воды из деаэратора и соответствует температуре насыщенного пара при давлении в системе 120, 0 кг/см 2 изб. 9. Поток пара, образующийся в конвекционном модуле LSSH из большого количества инжектируемой бесфосфатной воды, направляется вверх через контур пароохладителя в верхний конвекционный модуль USSH перегрева, где подвергается дальнейшему подогреву за счет тепла дымовых газов с температурой 790 -830 °С конвекционной секции. 10. Из этого модуля USSH перегретый пар в. д. генерированный из бесфосфатной воды, направляется обратным ходом в паросборник Е-FA-114 (в систему низкого давления из-за сильнейшего расхода воды постоянной продувки). Ориентировочная температуры пара в. д. обратного хода около 600 -700 °С, которая воздействует на верхнюю зону обечайки паросборника Е-FA-114 в месте врезки штуцера выхода пара из паросборника, перегревая металл обечайки (расчетная температура стенки паросборника 340 °С при допустимой рабочей температуре 327 °С). 11. Вследствие превышения фактической температуры обечайки паросборника в зоне врезки штуцера выхода пара в. д. расчетной температуры металла, резко ухудшаются прочностные свойства металла, появляется вспучивание металла обечайки с последующей разгерметизацией (утечкой пара в. д. в атмосферу). Таким образом, паросборник Е-FA-114 разгерметезирован и не может быть использован для дальнейшей работы, требуется его замена. Мероприятия по недопущению возникновения ситуации 1. Выдерживать установленный расход воды продувки в пределах не более 3, 0 % от расхода котловой питательной воды путем управления игольчатым клапаном постоянной продувки поз. НА-114 -01, углового клапана LCV-114 -2 и состояния запорных арматур продувок по месту. Дальнейшее увеличение расхода воды постоянной продувки приводит к энергопотерям т. е. недовыработка перегретого пара в. д. с печи.

2. При обнаружении негерметичности ручных запорных арматур и других арматур системы продувки своевременно и оперативно принимать меры по из ремонту или замене во избежание дальнейшего развития процесса бесконтрольного увеличения продувки котлов. Наиболее надежной является арматуры, игольчатые и регулирующие клапаны, поставляемые фирмой «GESTRA» (Германия). 3. Строго контролировать температуру пара в. д. после модуля USSH по прибору TI-114 -07, не допуская ее превышение свыше уставки сигнализации 490 °С. Повышение температуры пара по TI -114 -07 свидетельствует от снижении паровыработки в котлах и необходимости применения экстренных мер по сокращению продувки котлов. 4. Строго контролировать расход перегретого пара в. д. на выходе печи по прибору FI-114 -28. При наличии тенденции к снижению от расчетной величины, вплоть до минимальных значений 18 -20 т/час с переходом в режим декоксования печи, немедленно открывать сброс пара в. д. на глушитель шума, прекратив вывод пара в . д. с печи в общезаводскую сеть, чем достигается увеличение расхода пара в. д. с печи, нормализация температуры пара в. д. по TI-114 -07 после модуля перегрева USSH, исключение обратного потока пара в. д. от модулей USSH и LSSH к паросборнику и перегреву его обечайки. 5. В случае обнаружения критически низкого расхода пара в. д. на выходе печи, открывая клапан HCV -114 -3 на глушитель шума и закрыв вывод пара в. д. в общезаводскую сеть закрытием клапана НCV-114 -2, одновременно прикрывать клапан ТCV-114 -3 на подаче котловой бесфосфатной воды в пароохладитель Е-ВН-114 во избежание вторичной генерации пара в. д. из бесфосфатной воды и возникновения противотока пара в. д. обратным ходом в сторону паросборника.

Чистота насыщенного пара высокого давления, генерированного в котлах – утилизаторах пиролизных печей Для эксплуатации паровых турбин, использующих в качестве рабочего пара перегретый пар высокого давления, генерированный в пиролизных печах, имеет особое значение и требует системного управления. Насыщенный пар высокого давления, полученный в котлах – утилизаторах пиролизных печей, должен быть настолько чистым, чтобы избежать проблем в работе конвекционных модулей перегрева USSH и LSSH этих печей, выносного пароперегревателя Е-ВА-132 печей SRT-II, а также паровых турбин поз. E-GT-501, E-GT 201. Чистота пара – подразумевает количество твердых, жидких или паровых примесей в насыщенном паре. Обычно в заключениях по степени чистоты пара указывается содержание твердых примесей. Не следует путать степень чистоты пара высокого давления с качеством пара. Качество пара является показателем количество присутствующей влаги в этом паре. Если в паре нет влаги, то качество пара 100 %. Если пар состоит из 1, 0% жидкости, то качество пара составляет 99, 0%. Понятие качество пара важно потому, что в каплях влаги, содержащихся в паре, растворены примеси, которые представляют потенциально опасные загрязнения пара. Капли влаги, попадая с рабочим паром на рабочие лопатки ротора поровой турбины, могут привести к эррозийному износу и повреждению лопаток, что существенно ухудшает работу турбины. Уносом являются примеси в твердом, жидком или паровом состоянии, которые выходят из паросборника пиролизной печи вместе с насыщенным паром высокого давления. В котлах с рабочим давлением 100 ÷ 120 кгс/см 2 изб. унесенная котловая вода является наиболее распространенной причиной загрязнения пара. Степень выноса примесей вследствие их растворения в накопленном паре зависит прежде всего от растворимости примесей в паре. При прочих равных условиях, концентрация индивидуального компонента (вещества) в насыщенном паре на выходе из паросборника, к примеру ионов Si, Na, Fe будет выше, чем больше концентрация этих веществ (ионов) в контактирующей воде в паросборнике.

Последствия уноса. Твердые частицы котловой воды, унесенные паром, образуют отложения в конвекционных трубах перегревателей насыщенного пара USSH и LSSH пиролизных печей SRT-VI, SRT-IV, на обратных и регулирующих клапанах. Сильные отложения внутри пароперегревателей могут приводить к повреждениям из-за перегрева и коррозии, как показано на рис. ниже Перегрев трубки данного перегревателя был вызван отложениями в результате переноса котловой воды в пар Унос влаги насыщенным паром высокого давления приводит к возникновению опасного образования отложений в трубах конвекционных модулей перегрева печей SRT-VI, SRT-IV, а также в радиантных трубах выносного пароперегревателя поз. Е-ВА-132. Котловая вода, испаряясь на поверхности труб, оставляет отложения, которые могут блокировать поверхность теплообменника пароперегревателя и систему продувки. Особенно подвергаются загрязнению не дренируемые пароперегреватели. Накапливаясь, отложения ограничивают поток пара и вызывают перегрев металла трубы.

Турбины, использующие в качестве рабочего перегретый пар высокого давления, полученный в парогенераторной системе пиролизных печей SRT-VI, SRT-IV и выносном пароперегревателе поз. ЕВА-132 особенно подвергаются повреждениям из-за уноса. Микроколичества солей, содержащих ионы кремния Si, железа FE, натрия Na и других элементов, поступающие с потоком рабочего пара в турбину, способны откладываться на диффузорах, сопловом и направляющих аппаратах, а также на лопатках ротора турбины, что приводит к снижению КПД и мощности трубопровода. В результате накопления отложений в проточной части паровой турбины, КПД турбины может снизится на 5. 0 %, а мощность турбины на 20%. При капельном уносе котловой воды с паром, поступающем на перегрев в радиантные змеевики пароперегревателя Е-ВА-132 или пароперегреватели USSH и LSSH пиролизных печей SRT-VI, происходит тепловой и механический удар с серьезными последствиями. Пар может загрязняться солями или иными твердыми веществами, если даже унос из паросборника печи не происходит. Загрязненная солями бесфосфатная котловая питательная вода, подаваемая в пароохладители для регулирования температуры перегретого пара на выходе пиролизной печи, может стать причиной загрязнения этого пара высокого давления. Оксиды металлов и другие труднорастворимые соединения переносятся в пар только с влагой. Унос влаги насыщенным паром характерен для котлов любых давлений, но для котлов высокого давления (120, 0 кгс/см 2 изб) унос влаги является одним из путей загрязнения насыщенного пара высокого давления. Причины уноса. Унос может быть обусловлен механическими, химическими и эксплуатационными факторами и является следствием недостаточного отделения пара от пароводяной смеси в паросборник пиролизных печей.

Механический унос зачастую обусловлен плохой сепарацией пара в паросборнике. Разделение пароводяной смеси, поступающей по подъемным стоякам из котлов – утилизаторов ЗИА в паросборник ограниченных размеров является сложным процессом. На каждую тонну вырабатываемого пара высокого давления по термосифону «паросборник – ЗИА» может циркулировать 15 – 20 т котловой воды. Как результат, 99, 97 % и более циркулирующей воды должно быть удалено из пара в паросборнике для обеспечения необходимой чистоты насыщенного пара, выводимого с верха этого паросборника. Факторы, влияющие на унос из паросборника пиролизной печи: • Размер паросборника; • Расчетное давление; • Производительность парогенераторной системы; • Кратность циркуляции по термосифону «паросборник – ЗИА» ; • Расположение опускных и подъемных стояков; • Виды применяемого разделительного оборудования внутри паросборника. В конструкциях паросборников пиролизных печей SRT-VI возврат пароводяной смеси из ЗИА в паросборник производиться под слой котловой воды паросборника, что вызывает определенную турбулентность в паровой секции паросборника. Однако капли воды и соли парового потока, проходя через слой воды, задерживаются в водной фазе паросборника и не проникают в паровую фазу над водой. Турбулентность паровой среды с возможностью заброса остатка капель с выходящим паровым потоком из паросборника компенсируется специальным устройством в верхней части паросборника: отбойной пластиной и сетчатым демистром посредством которых минимизируется унос капель в паровой поток, выводимый сверху паросборника.
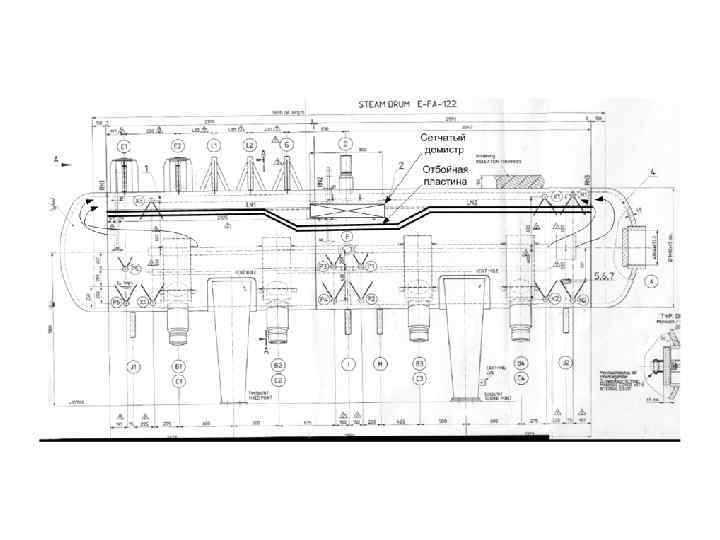

Внутреннее устройство паросборника фирмы «ALSTOM» печи SRT-VI Сетчатый демистр для удаления капель воды из пара в. д. Выход насыщенного пара в. д. из паросборника Отбойная пластина Коллектор ввода питательной котловой воды в паросборник Труба сбора постоянной продувки дренаж Подача воды в опускные стояки Сливные патрубки воды с демистра и отбойной пластины

Устройство паросборника фирмы «ALSTOM» печей SRT-IV Е-ВА-110 -112 Сетчатый демистр Вход пароводяной смеси из ЗИА Короб-отбойник капель воды от пара Вход котловой питательной воды в опускной стояк к ЗИА

Внутренне устройство паросборника фирмы «ALSTOM» Короба гашения пульсации возврата пароводяной смеси из ЗИА Возврат насыщенного пар в. д. из ЗИА Подача котловой питательной воды в ЗИА Антизавихритель над опускным штуцером для исключения образования «воронки»

Внутренне устройство паросборника фирмы «ALSTOM» Сливные патрубки с демистра Труба сбора постоянной продувки Вода питания Во в. д звр. и ат з З на ИА сы в ще па нн ро ог сб о п ор а ни ра к Антизавихритель над опускным штуцером для исключения образования «воронки» Подача котловой питательной воды в ЗИА

пароводяной смеси из ЗИА Подвижная точка

Выход насыщенного пара в. д. из паросборника в конвекционный модуль Каплеотбойная пластина Сетчатый демистр для удаления капель воды из пара в. д. Сливные патрубки воды с каплеотбойной пластины и демистра Ввод питательной котловой воды в паросборник Возврат пароводяной смеси из ЗИА в паросборник Вход котловой питательной воды в опускные стояки к ЗИА

Внутри паросборников всех видов пиролизных печей предусмотрены короба-отстойники для торможения турбулентных потоков пароводяной смеси, вводимой в паросборник из ЗИА и с потоком питательной котловой воды. Сетчатые демистры, установленные в верхней части паросборника в зоне штуцера выхода пара обеспечивают эффективное отделение пара от капель воды, в которых присутствуют как растворенные соли, окислы металлов и трудно растворимые соединения. Химическая склонность к уносу вызвана примесями в котловой воде. Эти примеси могут снижать поверхностное натяжение воды и, таким образом, провоцировать образование стабильной пены. Пенообразование и селективный парообразный унос являются двумя основными механизмами химического уноса. Пенообразование представляет собой образование стабильных пузырьков в котловой воде. Поскольку плотность пузырьков приближается к плотности пара, то они легко удаляются пароочистительным оборудованием. Пенообразование вызывает проблемы различного характера, связанные с уносом, и может привести к получению ошибочных показаний уровня воды, при этом происходят изменения расхода питательной воды. Тенденции к пенообразованию котловой воды увеличиваются с увеличением щелочности и содержания твердых веществ. Твердые примеси котловой воды Имеют двойственный эффект на унос. Во-первых, для установленных условий работы котла и статических условий, высокое содержание твердых примесей в котловой воде приводит к высокому содержанию твердых частиц в каждой капле уносимой котловой воды. Во-вторых, вероятность пенообразования повышается с увеличением содержания твердых примесей в котловой воде. Если допустить увеличение твердых веществ в котловой воде вдвое (без какого-либо пенообразования), то унос увеличится вдвое. Если повышенное содержание твердых частиц приводит к пенообразованию, то унос может увеличится даже в еще большей мере. Лучшая меры – это минимизация микропримесей в котловой питательной воде и доведение ее до требований поставщика котлов-утилизаторов и другого оборудования парогенераторной системы пиролизной печи.

Выход насыщенного пара из паросборника Возврат пароводяной смеси из ЗИА в паросборники по подъемным стоякам К опускному стояку (вход в ЗИА) Отражатели в паровом коллекторе снижают турбулентность, улучшая паровую чистоту и снижая содержание пара в циркулирующей котловой воде Вторичное разделение. Так называемое " паропромывочное устройство " или "паровая сушка, " на стадии вторичного разделения используется для того, чтобы отделять малые количества влаги от больших количеств пара. Обычно используются близко установленные сита в виде демистров, ниже которых располагается отбойная пластина. Скорость пара поддерживается на низком уровне, чтобы предотвратить повторный унос отделенной котловой воды и гарантировать максимальный поверхностный контакт. На Рис. 5. 6 изображено типичное расположение первичных сепараторов и паровых скрубберов в паровом коллекторе испарителя. Собирающаяся на отбойной пластине вода, сформированная из множества капель, сливается по опускным стоякам в водный слой паросборника.

Сетчатый демистр Первичные циклоны Химический контроль над ситуацией Основные химические факторы, которые вызывают перенос, - это общая концентрация растворенных твердых частиц, щелочность, присутствие кремнезема, и органических загрязняющих примесей в котловой воде. Рекомендации Американской Ассоциации Изготовителей Котлов (ABMA) по предельным технологическим параметров котловой воды приведены в Таблице 5. 1. Эти рекомендации нельзя считать абсолютными. Некоторые системы не могут нормально работать при таких концентрациях; другие же непрерывно функционируют на значительно более высоких концентрациях.

Рекомендованные предельные параметры котловой воды для водотрубных котлов и соответственная чистота пара при стабильной работе на полной нагрузке Давление в Общая содержание щёлочность3 в грубодисперсных котловой воде примесей барабане, psig Общее ppm в котловой воде, ppm (макс. ) Барабанные котлы Прямоточные котлы 0 -300 700 -3500 140 -700 301 -450 451 -600 601 -750 751 -900 901 -1000 1001 -1800 1801 -2350 2351 -2600 2601 -2900 1400 и выше 600 -3000 500 -2500 200 -2000 150 -1500 125 -1250 100 50 25 15 0. 05 120 -600 100 -500 40 -400 30 -300 25 -250 переменная 4 нет данных Общее содержание грубодисперсных частицы в котловой примесей воде в котловой воде, 5, ppm, (макс. ) (макс. ожидаемое значение) Взвешенные 15 10 8 3 2 1 1 нет данных 0. 2 -1. 0 0. 1 -0. 5 0. 1 0. 05 1 Перепечатано из публикации "Предельно допустимые нормы по котловой воде и рекомендации по поддержанию чистоты пара для трубчатых водогрейных котлов, " с разрешения Американской Ассоциации Изготовителей Котлов, 1982. 2 Фактические показатели в диапазоне отражают содержание грубодисперсных примесей (ГДП) в питающей воде. Верхние значения для высокого содержания твёрдых частиц, а низкие значения для низкого содержания твёрдых частиц в питающей воде. 3 Фактические показатели в диапазоне прямо пропорциональны фактическому содержанию ГДП в котловой воде. Верхние значения для высокого содержания твёрдых частиц, а низкие значения для низкого содержания твёрдых частиц в котловой воде. 4 Диктуется подготовкой котловой воды. 5 Эти значения не учитывают содержание кремния

Оценка чистоты пара высокого давления Точное измерение паровой чистоты является важным моментом для вяснения причины потенциальных или существующих проблем с чистотой пара в современных парогенераторных установках. Одна причина для этого - то, что турбины перегретого пара имеют чрезвычайно низкий допуск по загрязнению грубодисперсными примесями в паре. Имеются методики способные определить паровое загрязнение в диапазоне частиц на миллиард, чтобы удовлетворить требования большинства систем. Результаты испытаний позволяют определить эффект изменяющейся работы испарителя по паровой чистоте. ПРИМЕСИ Примеси, присутствующие в паре, могут быть твердыми, жидкими, или газообразными. Грубодисперсные примеси обычно разжижаются в водных капельках или присутствуют как пыль. Поскольку практика очистки воды - такая, что большинство химических составляющих котловой питательной воды испарителя конвертируются в соли натрия, большинство твердых частиц, присутствующих в паре – это соли натрия с незначительными количествами кальция, магния, железа, и также меди. Газообразные составляющие, обычно присутствующие в паре низкого давления – это аммиак, двуокись углерода, азот, амины, и кремний. Из них, только кремний вносит свой вклад в проблемы, обычно связанные с нечистым паром; другие составляющие представляют проблемы только там, где они мешают проведению измерений паровой чистоты. МЕТОДЫ ИЗМЕРЕНИЯ ЧИСТОТЫ ПАРА Имеется несколько методов измерений паровой чистоты, используемые много лет. Каждый метод предлагает свои собственные явные преимущества.

Удельная электропроводность - один из обычно используемых методов. Удельная электропроводность взятой пробы измеряется в микросименсах (m. S) или микроомах (mоhm), и пропорциональна концентрации ионов в пробе. Когда котловая вода переносится в паре, то растворенный сухой остаток содержащийся в котловой воде, загрязняет пар, и электропроводность взятой пробы пара увеличивается. Измерение этого увеличения даёт быстрый и приемлемо точный метод определения чистоты пара. Одно из неудобств использования метода удельной электропроводности – это то, что некоторые газы, обычно присутствующие в паре (типа двуокиси углерода и аммиака) ионизируют в водный раствор. Даже при чрезвычайно низких концентрациях, они мешают проводить замеры растворенных грубодисперсных частиц, увеличивая удельную электропроводность. Эта интерференция особенно заметна во взятой пробе пара высокой чистоты. Например, в пробе, содержащей меньше чем 1 ppm ГДП, удельная электропроводность может быть в диапазоне 1, 0 -2, 0 m. S. Присутствие любого количества аммиака или двуокиси углерода в этой пробе значительно увеличивает показание шкалы проводимости: • аммиак 8, 0 – 9, 0 нас ppm аммиака • двуокись углерода 5, 0 m. S ppm двуокиси углерода Ни один из этих газов не является грубодисперсной примесью. Чтобы получить достоверный результат замеров ГДП, должно быть прежде всего определено влияние каждого газа и должны быть скорректированы показания удельной электропроводности с учётом их присутствия. Когда известно содержание аммиака и двуокиси углерода в пробе, то могут быть построены, точные кривые поправок удельной электропроводности, чтобы потом внести соответствующие исправления.

Имеется специальное оборудование для дегазации проб, отобранных из пара в. д. прежде чем измерять удельную проводимость. Колонки с насадкой из катионнообменных смол водородной формы используются, чтобы удалить аммиак и амины до незначительного уровня. Анализаторы для замера катионной удельной электропроводности применяет эту технологию для обнаружения анионов, производящих кислоту, типа хлоридов, сульфатов, и ацетатов. ЭЛЕКТРОПРОВОДНОСТЬ, m. S/СМ 25 с Они также используют принцип определения высокой проводимости растворов, содержащих водородные ионы. Эти растворы имеют удельную электропроводность, в несколько раз больше чем электропроводность раствора с равной концентрацией ионов, образовавшихся от нейтральных солей КОНЦЕНТРАЦИЯ АНИОНОВ, ppm Катионная электропроводность повышает чувствительность при обнаружении загрязняющих примесей.

Рекомендации для котлов-утилизаторов Источник: «Консенсус эксплуатации для контроля питательной/котловой воды на современных промышленных котлах-утилизаторах» , опубликовано ASME, 1994 Таблица 1: A. S. M. E. Рекомендованные значения (Железо, Медь, Общая жесткость, Силикаты, Общая щелочность и Электропроводность) для питательной воды Питательная вода Котловая вода Железо (ppm Fe) Медь (ppm Cu) 0 -20 0, 100 0, 050 0. 300 150 3500 21 -30 0, 050 0, 025 0, 300 90 3000 31 - 42 0, 030 0, 020 0, 200 40 2500 43 -52 0, 025 0, 020 0, 200 30 2000 53 -63 0, 020 0, 015 0, 100 20 1500 63 -68 0, 020 0, 010 0, 050 8 1000 69 - 102 0, 010 НО 2 НО 150 0, 010 НО 100 Рабочее давление (в бар) 103 -136 Общая жесткость (ppm Ca. СОз ) Диоксид кремния (ppm. SIO 2) Общая щелочность (ppm Са. СОз) Электропроводность (микро мос/см)
 для котловой")
Таблица 2: A. S. M. E. Рекомендованные значения (Фосфаты, Дисперсанты и Сульфиты) для котловой воды Фосфаты мг/л P 04 Рабочее давление (кг/см 2) Дисперсант мг/л Сульфит мг/л S 03 Макс. ПРИМЕЧАНИЯ Макс. Мин. 0 -20 100 30 185 70 10 30 21 -30 80 30 160 70 80 20 31 -42 60 30 105 70 60 20 43 -52 40 20 90 50 40 10 53 -63 20 80 50 * * *Использовать 64 -70 20 80 50 * * поглотитель 71 - 105 5 50 30 * * органического 106 - 125 5 30 13 * * кислорода

Коррозия системы конденсата Проблемы, вызываемые коррозией железа и меди в системах конденсата, не ограничиваются повреждением трубопроводов и оборудования или потерей высококачественной воды и тепловой энергии. При возврате в парогенераторную систему, продукты коррозии и химические вещества процесса коррозии способствуют образованию повреждающих котловых отложений, уносу из котла и отложений в проточной части турбоприводов. Их присутствие снижает надежность системы и увеличивает затраты на эксплуатацию и техобслуживание. Коррозия железа Железо корродирует в воде даже и при отсутствии кислорода. Поверхность с окисью железа действует как всем известный аккумулятор, с поверхностью, поделенной на микроскопические аноды (+) и катоды (-). В системах конденсата, железо действует как анод, т. е окисляется (отдает свои электроны катоду). Катодом в чистой воде является протон или ион водорода (H-1). При окислении металла железа, электроны переходят от ионов металлической поверхности к ионам водорода, как показано в реакциях ниже. Окисление: Железо ион железа электроны Восстановление: Ион водорода электроны газообразный водород Общая реакция: Железо ион водорода ион двухвалентного газообразный водород железа
 зависит от температуры конденсата, p. H, и")
Дальнейшее превращение иона двухвалентного железа (Fe 2+) зависит от температуры конденсата, p. H, и условий расхода. При низких температурах, Fe 2+ реагирует с водой с образованием нерастворимой гидроокиси железа , Fe(OH)2. Если скорость потока конденсата достаточно высокая, коллоидный Fe(OH)2 переходит в воду и уносится вниз по системе, образуя где-нибудь в застойных зонах отложение. На участках системы конденсата с низким расходом, Fe(OH)2 откладывается вблизи места окисления, образуя пористый окисный слой. При температурах выше 44 °С отложившаяся гидроокись железа реагирует далее с образованием связанных с поверхностью кристаллов магнетита (Fe 304). Гидроокись двухвалентного магнетит вода газообразный водород железа При более высоких температурах (выше 144 °С), Fe 2+ спонтанно образует магнетит без первоначального образования Fe(OH)2. Этот магнетит образует на поверхности металла не пористый, плотно прилегающий слой. Ион двухвалентного вода магнетит газообразный водород железа В большинстве систем конденсата присутствуют две или три формы окиси железа. В чистой воде образуется плотно прилегающий слой магнетита, который указывает на хорошо пассивированную поверхность железа. При отсутствии загрязняющих веществ, этот слой окиси сильно замедляет любые дальнейшие реакции окисления.

Кислородная коррозия железа В присутствии кислорода, описанный выше процесс коррозии меняется. В реакции восстановления растворенный кислород вытесняет ионы водорода. Это следующие реакции: Окисление: Железо ион двухвалентн. электроны железа Восстановление: кислород электроны ион окиси Общая реакция: железо кислород ион водорода ион железа вода Эта реакция протекает легче, чем прямая реакция между железом и протонами. Следовательно, скорости коррозии ускоряются в присутствии кислорода. В присутствии кислорода могут произойти два вида коррозии. Первая, общая коррозия на металлической поверхности, вызывает потерю металла на всей поверхности. Вторая , кислородная точечная коррозия (изображение ниже), вызывает очень локализованную потерю металла, которая приводит к катастрофическим повреждениям металла в течение короткого времени.

Типичная кислородная точечная коррозия линии конденсата. Точечная коррозия начинается в слабых местах в пленке окиси железа или на участках, где окисная пленка повреждена. Вместо того, чтобы распространяться вдоль поверхности металла, коррозия проникает в поверхность, эффективно просверливая отверстие в металле (или сквозь металл). Углубления точечной коррозии активны только в присутствии кислорода. Между активными и не активными коррозионными углублениями существует видимое отличие. Активное углубление кислородной коррозии содержит ограниченный участок окиси черного цвета по ее вогнутой поверхности, тогда как окружающий участок вокруг углубления покрыт окисью трехвалентного железа красного цвета. Если углубление содержит окись железа красного цвета, то оно не является больше активным. Источники кислорода. Кислород обычно попадает в конденсат путем прямого поглощения воздуха (открытие резервуара воды без азотного дыхания). Он также может испаряться вместе с паром, если питательная вода содержит кислород. При эффективной механической деаэрации и химическом поглощении кислорода, весь кислород, за исключением следов кислорода, удаляется из котловой питательной воды в деаэраторе, поэтому этот источник в большинстве систем незначителен.

При хорошем проектировании контакт воздуха-конденсата сводится к минимуму для предотвращения поглощения кислорода. Емкость приема конденсата может быть спроектирована с крышкой для уменьшения контакта с воздухом и нагревательным паровым змеевиком внутри емкости для повышения температуры конденсата и тем самым снизить растворимость кислорода. При определенных условиях, может быть неизбежным значительное загрязнение конденсата кислородом. Например, конденсат от пара для нагрева оборудования, используемый только периодически, не должен задерживаться. Его растворенный кислород оказывает коррозионное воздействие на системы между местом конденсации и термическим деаэратором. Этот загрязненный конденсат может вернуть в котел большие количества продуктов коррозии. В большинстве случаев надлежащая деаэрация питательной воды и устранение проникновения воздуха значительно снижают кислородную коррозию. Хотя медь аналогична железу по химии, форма получающегося слоя окиси очень разная. Как медь, так и железо окисляются в присутствии ионов водорода и кислорода и могут медь ион водорода ион одновалентной газообразный водород меди подвергнуться воздействию кислородной коррозии, или же в щелочном растворе: медь вода окись одновалентн. газообразный водород меди Железо образует не повреждаемые слои окиси.

В отличие от защитных слоев магнетита, слои окиси меди пористые и позволяют воде, кислороду и ионам меди перемещаться к и от поверхности металла. Слои окиси, образуемые медью и ее сплавами пористые и "неплотные, " позволяющие воде, кислороду и ионам меди перемещаться к и от поверхности металла (изображение 7. 2). Скорость перемещения регулируется толщиной пленки окиси меди. По мере того, как слой окиси растет по толщине, скорость окисления меди замедляется. По мере увеличения толщины слоя окиси, внешние слои начинают отслаиваться как частицы окиси меди. Получающийся слой окиси является гораздо более динамичной системой, чем у железа. Растворимые ионы меди и частицы окиси меди также образуются в ходе нормальных процессов окисления.

ВЛИЯНИЕ p. H НА КОРРОЗИЮ ЖЕЛЕЗА И МЕДИ Стойкость пассивирующего слоя окиси железа или меди зависит в решающей степени от p. H конденсата. Любые загрязняющие вещества в системе конденсата, которые вызывают снижение p. H, вызывают растворение слоя окиси и увеличение коррозии. Двуокись углерода (CO 2) является основной причиной снижения p. H конденсата. Двуокись углерода поступает в систему с просачивающимся в конденсатор воздухом или из-за нарушения щелочности питательной воды. Хотя часть щелочности питательной воды удаляется правильно работающим термическим деаэратором, большая часть ее превращается в котле в CO 2 и выходит в пар. В котлах двуокись углерода высвобождается, как показано следующими реакциями: тепло Бикарбонат Двуокись вода натрия натрия углерода тепло Карбонат натрия гидроокись натрия двуокись углерода Первая реакция достигает завершения, тогда как вторая завершена только на (примерно) 80%. Чистыми результатами являются выход 0, 79 ppm двуокиси углерода для каждой части на миллион бикарбоната натрия как Ca. C 03 и 0, 35 ppm двуокиси углерода для каждой части на миллион карбоната натрия как Ca. C 03. По мере конденсации пара, двуокись углерода растворяется в воде и снижает p. H увеличением концентрации ионов водорода, как показано в следующей последовательности реакций: двуокись углерода Угольная кислота

Угольная кислота ион водорода ион бикарбоната ион водорода ион карбоната Угольная кислота способствует реакции коррозии железа, поставляя реагент, H+. Общая реакция следующая: ион железо бикарбонат водород Водорода бикарбоната железа Низкий p. H вызывает скорее общую потерю металла, чем локализованную точечную коррозию, вызванную кислородом. Стенки труб утоньшаются, в особенности в нижней части трубы. Это утоньшение часто ведет к неисправностям, особенно в резьбовых частях. Часть линии конденсата, разрушенная коррозией, вызванной (низкий p. H) двуокисью углерода. Разрушение металла распространилось на относительно обширном участке, приводя к утоньшению

Для того, чтобы уменьшить коррозию системы конденсата, вызванную низким p. H, необходимо уменьшить концентрацию кислотных загрязняющих веществ в конденсате. Щелочность питательной воды может быть снижена посредством различных методов внешней обработки. Меньшая щелочность питательной воды означает меньше двуокиси углерода в паре и конденсате. Вентиляция в определенных местах конденсации может также быть эффективной для удаления двуокиси углерода. ВЛИЯНИЕ ДРУГИХ ЗАГРЯЗНЯЮЩИХ ВЕЩЕСТВ Другие загрязняющие вещества в системе конденсата могут влиять на скорость коррозии железа и меди, даже если p. H поддерживается правильно. Путем образования комплексов и растворения окисей железа и меди, загрязняющие вещества, такие как: хлорид, сульфид, ацетат и аммиак (для меди) могут растворять часть или весь слой окиси. Аммиак является наиболее распространенным загрязняющим веществом и обычно присутствует в низких концентрациях. Загрязнение аммиаком обычно вызывается разложением азотистых органических загрязняющих веществ, гидразина или химических веществ от обработки амином. Иногда аммиак подается для регулирования p. H конденсата. В этих системах скорости подачи аммиака должны тщательно контролироваться для сведения к минимуму агрессивного воздействия любого медесодержащего сплава. Защитная пленка окиси меди может быть разрушена комплексообразующ ими агентами, такими как аммиак Кислородсодержащая аммиачная вода Слой окиси меди Стенка медной трубки Процесс

ХИМИЧЕСКАЯ ОБРАБОТКА СИСТЕМ КОНДЕНСАТА Системы конденсата могут быть химически обработаны для уменьшения коррозии металла. Химикаты для обработки : включают нейтрализующие амины, пленкообразующие амины и поглотители кислорода – пассиваторы металла. Нейтрализующие амины используются для нейтрализации кислоты ( H +) по схеме: Нейтрализующий амин вода ион амина ион гидроокиси Кислота образуется растворением двуокиси углерода или другого кислотного загрязняющего вещества процесса в конденсате. Эти амины гидролизуются при добавлении в воду и образуют ионы гидроокиси, необходимые для нейтрализации. Общая реакция нейтрализации может быть написана, как показано ниже. Ион ион угольная ион вода амина гидроокиси кислота аммиака бикарбоната Путем регулирования скорости подачи нейтрализующего амина p. H конденсата может быть повышено до желаемого диапазона (например, 8, 8 -9, 2 для смешанной системы (медь – железо) конденсата). Многие амины используются для нейтрализации кислоты конденсата и повышения p. H. Способность любого амина эффективно защищать систему зависит от способности нейтрализации, соотношения циркуляции и соотношения возврата, основности, соотношения распределения и термической стойкости конкретного амина.

Нейтрализующая способность. Нейтрализующая способность является концентрацией кислотных загрязняющих веществ, которые нейтрализуются данной концентрацией амина. Нейтрализующая способность амина обратно пропорциональна молекулярному весу (т. е. более низкий молекулярный вес дает более высокую нейтрализующую способность) и прямо пропорциональной числу аминовых групп. Нейтрализующая способность важна при обработке систем с питательной водой с высокой щелочностью. Таблица ниже предоставляет единицу измерения нейтрализующей способности распространенных в использовании аминов. Нейтрализующая способность не является единственной единицей измерения требующейся скорости подачи продукта. Таблица Относительная нейтрализующая способность Амин Циклогексиламин ppm нейтрализующего амина/ppm C 02 2, 3 Морфолин 2, 0 Диэтиламинэтанол 2, 6 Диметилизопропаноламин 2, 3 Соотношение циркуляции и соотношение возврата. При определении скорости подачи продукта, соотношение циркуляции и возврата является важным фактором. В изображении 7. 5, фактор циркуляции является концентрацией амина в точке x деленной на скорость подачи амина в точке z. Изза того, что некоторая часть амина возвращается вместе с конденсатом, общее количество амина в системе больше, чем подаваемое количество. Соотношение возврата является единицей измерения количества амина возвращаемого с конденсатом. Оно рассчитывается как концентрация амина в точке y, разделенная на концентрацию амина в точке z.

Пробоотборная точка в месте подачи Пробоотборная точка в месте конденсации Место подачи амина Из-за того, что часть подачи амина рециркулируется, концентрация амина в системе обычно превышает количество подачи Основность. Способность амина повышать p. H после нейтрализации всех кислотных компонентов называется "основность. " С химической точки зрения, это единица измерения способности амина гидролизоваться в чистой воде. Константа диссоциации Kb является общепринятой единицей измерения основности. По мере увеличения значения Kb, образуется больше OH (после того, как вся кислота была нейтрализована) и p. H увеличивается. Примеры значений Kb нейтрализующего амина при различных температурах представлены в таблице ниже.

Относитель ная основность Kb X 106 Амин 22 °С 148 °С 170 °С Циклогексиламин 489 61 32 Морфолин 3, 4 4, 9 3, 8 Диэтиламинэтанол 68 11, 3 9, 2 6, 9 4, 6 Диметилизопропаноламин 20, 6 Распределение аминов между Паром и Жидкостью. В системах конденсата, распределение аминов между паровой и жидкой фазами является таким же важным как основность или нейтрализующая способность. По мере конденсации пара кислотные загрязняющие вещества могут либо оставаться в паровой или растворяться в жидкой фазе. Некоторые загрязняющие вещества, такие как двуокись углерода, остаются в основном в паровой фазе, тогда как другие, такие как соляная кислота, уходят большей частью в жидкую фазу. Нейтрализующие амины должны выбираться в соответствии с их характеристиками распределения в отношении " удаления ” кислотных загрязняющих веществ. Этот выбор должен соответствовать загрязняющим веществам системы конденсата и процесса. Например, морфолин является амином, который в основном распределяется в жидкой фазе. Если этот амин подается в систему пара с CO 2 с тремя последовательными местами конденсации, он уйдет в жидкую фазу в первом месте конденсации, в то время как большая часть двуокиси углерода остается в паре. При высокой концентрации морфолина жидкая фаза имеет высокий p. H. В следующем месте конденсации концентрация морфолина ниже, поэтому p. H конденсата ниже. В месте последней конденсации, где конденсируется оставшийся пар, остается мало морфолина, но большая часть CO 2 все еще присутствует. Высокая концентрация CO 2 снижает p. H, способствуя агрессивному кислотному воздействию на слои окиси металла.

Амин, который более вероятно распределится в паре, такой как циклогексиламин, является лучшим выбором для описанной выше системы. Однако амины с высокой тенденцией распределения в паре не всегда являются наилучшим выбором. Например, если циклогексиламин используется во второй системе конденсата с двумя последовательными местами конденсации и имеющей в качестве загрязняющего вещества уксусную кислоту, большая часть уксусной кислоты переходит в жидкую фазу в первом месте конденсации, в то время как большая часть циклогексиламина остается в паре. Это ведет к низкому p. H жидкой фазы в месте первой конденсации. Во втором месте, где происходит полная конденсация, p. H высокий. амин в паровой фазе DR = ____________ амин в жидкой фазе Смесь морфолина – циклогексиламина является наилучшим выбором для этой системы. На практике лучшая защита обеспечивается смесью продуктов, содержащих различные амины с различным распределением в паре/жидкости. Для сравнения относительного распределения аминов в паре/жидкости обычно используют соотношение распределения (DR). Соотношение распределения амина – это : (смотри формулу выше) Амины с соотношением распределения (т. е. DR) выше 1, 0 создают высокую концентрацию амина скорее в паровой фазе, чем в жидкой фазе. И наоборот, амины с соотношением распределения меньше 1, 0 создают более высокую концентрацию амина в жидкой фазе, чем в паровой фазе. Соотношения распределения не являются истинными физическими константами, а являются функцией давления (Изображение нижн ) и p. H. Влияние температуры и p. H места конденсации также должно учитываться.

Циклогексиламин Диаграмма показывает как соотношения распределения циклогексиламина и диэтиламинэтанола меняются вместе с давлением Диэтиламинэтанол Давление в фунтах на дюйм квадратный В сложной системе конденсата распределение химикатов между различными местами конденсации трудно оценить без использования компьютерных программ моделирования, специально разработанных для этой цели. Термостойкость. Все органические химические вещества, подвергающиеся воздействию высокой температуры, щелочной, водной среды, в конце концов, разлагаются до некоторой степени. Большинство аминов, в конце концов, разлагаются до двуокиси углерода и/или уксусной кислоты и аммиака. Необходимое для этого время сильно колеблется у разных аминов. Самыми устойчивыми аминами, используемыми обычно, являются морфолин и циклогексиламин. Они остаются в основном не разложившимися при давлениях вплоть до 172, 5 кг/см 2 изб.

Количество необходимого нейтрализующего амина зависит от содержания двуокиси углерода в конденсате в конкретных местах и от желательной степени защиты от коррозии. Полная нейтрализация достигается, если p. H конденсата во всех частях системы выше 8. 3. С практической точки зрения, необходимо установить диапазон регулирования p. H, который обеспечивает желаемую защиту для наиболее критических компонентов системы. Степень защиты может регулироваться различными способами. Образцы для испытания на коррозию, устанавливаемые на байпасах, анализ коррозии продукта, счетчики скорости коррозии и фильтрация продукта коррозии до уровня субмикрон являются некоторыми из эффективных средств контроля, которые могут быть использованы. Поведение бикарбоната амина в деаэраторе влияет на потребность системы в амине. Хотя они в большинстве случаев являются растворимыми, бикарбонаты амина остаются в конденсате связанными. В идеальной ситуации бикарбонат амина, поступающий в деаэратор, распадается с последующей отдувкой двуокиси углерода в атмосферу с деаэратора и рециркуляцией амина обратно в котел. Фактическое поведение включает некоторую потерю аминовой добавки и рециркуляцию некоторой части двуокиси углерода. Количества потерянного амина и сохранившейся двуокиси углерода являются функцией устойчивости бикарбоната амина в деаэраторе.

Пленкообразующие амины Испытательный образец 381 показывает не смачиваемую поверхность, создаваемую эффективным пленкообразующим амином Образец 380 без обработки.

Пленкообразующие амины защищают от коррозии, вызываемой кислородом и двуокисью углерода, заменяя рыхлую окисную окалину на металлических поверхностях очень тонкой защитной аминовой пленкой. В начальный период образования пленки , старые, рыхло прикрепленные продукты коррозии отторгаются от поверхности металла благодаря поверхностно-активным свойствам амина. Металл очищается от окиси, которая обычно держится очень крепко и может накапливаться в течение длительных периодов времени. Чрезмерная первоначальная обработка пленкообразующими аминами старых, не обработанных или плохо обработанных систем конденсата может вызвать отхождение больших количеств окиси железа, забивая ловушки и обратные линии. Поэтому для старых систем обработка должна увеличиваться постепенно. Когда в конденсате присутствуют загрязняющие вещества, пленкообразующие амины имеют тенденцию образовывать отложения, путем реагирования с многовалентными ионами, такими как: ионы сульфата, жесткости и железа. Избыточная подача пленкообразующих аминов и чрезмерное загрязнение кислородом могут также способствовать образованию отложений. Для максимальной эффективности пленкообразующие амины должны подаваться непосредственно в коллектор пара. Железо в питательной воде, ppm Fe Были успешно разработаны принципы обработки пленкообразующими аминами. Амины с прямым образованием пленки, содержащие один ингредиент, такие как октадециламин, эффективны, но часто не могут охватить всю систему и могут вызвать загрязнение. Июнь июль август сент Определение железа в питательной воде является одним из методов контроля эффективности программы обработки аминами. Применение комбинированной обработки нейтрализующимипленкообразующими аминами снизило железо в питательной воде с 0, 5 ppm до 0, 05 ppm всего за 2 месяца.

Эмульгаторы, и в некоторых случаях, небольшое количества нейтрализующих аминов могут быть добавлены для улучшения распределения пленки, обеспечивая более однородное покрытие. Это увеличивает защиту системы и уменьшает потенциал загрязнения. Опыт применения показал, что комбинация аминов (пленкообразующих и нейтрализующих аминов с использованием дисперсанта) обеспечивают превосходную связь пленки, уменьшают проблемы отложений и обеспечивают лучшее покрытие в системе, и тем самым обеспечивают более полную и экономичную защиту от коррозии. Подача пленкообразующих аминов обычно основывается на производительности пара. Требуются различные уровни обработки, в зависимости от используемой конкретной смеси. Как и в случае с нейтрализующими аминами, используются различные методы для контроля эффективности обработки, включая образцы для испытания на коррозию, устанавливаемые на байпасных стойках, анализы железа, счетчики скорости коррозии и фильтрация продукта коррозии до уровня субмикрон. Поглощение кислорода и пассивирование металла Там, где кислород проникает в систему конденсата, коррозия железа и медесодержащих компонентов может быть преодолена путем соответствующего регулирования p. H и ввода поглотителя кислорода. Важным фактором, который необходимо учесть при выборе поглотителя кислорода для обработки конденсата, является его способность к реакции с кислородом при температуре и p. H системы. Поглотитель, который быстро удаляет кислород, обеспечивает лучшую защиту для металла системы конденсата. Гидрохинон показал особую эффективность для большинства систем. Как и у нейтрализующих аминов, распределение каждого поглотителя в паре/жидкости имеет уникальную температурную зависимость. Некоторые поглотители, такие как аскорбиновая кислота и гидразин, имеют очень низкую летучесть. Поэтому необходимо подавать их близко к проблемному участку. Примером этого является впрыск гидразина в отходящий пар турбины для защиты конденсатора. Другие поглотители, такие как гидрохинон, являются относительно летучими и могут подаваться значительно выше проблемного участка.

Использование нейтрализующих аминов в сочетании с поглотителем кислорода/ средством пассивирования металла улучшает регулирование скорости коррозии в двух отношениях. Во-первых, из-за того, что любой присутствующий кислотный компонент нейтрализуется и увеличивается p. H, конденсат становится менее коррозионным. Во- вторых, большинство поглотителей кислорода/ пассиваторов реагируют более быстро при умеренно щелочных условиях, поддерживаемых амином, чем при более низких уровнях p. H. По этим причинам, эта комбинированная обработка становится все более широко принятой, в особенности для обработки систем конденсата, которые загрязняются кислородом.
26- б лекция Защита от коррозии .pptx