неразъёмные соединения.pptx
- Количество слайдов: 25
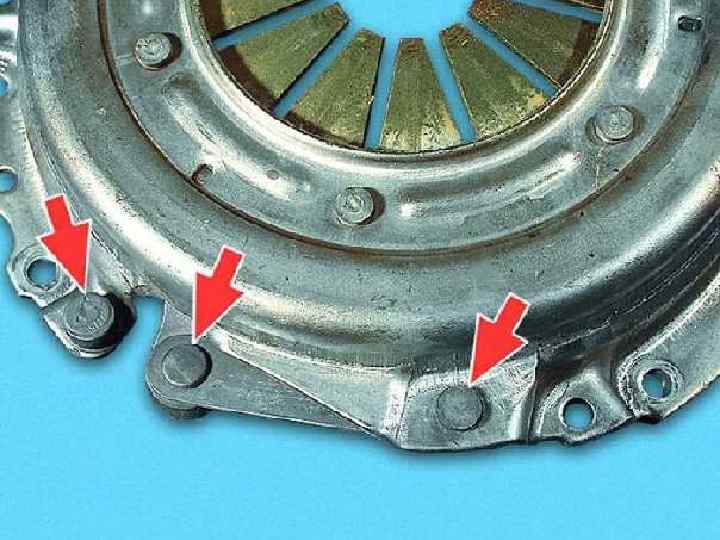
 Заклепочные соединения Заклепкой называется сплошной или полый цилиндрический стержень с заранее сформированной закладной головкой на одном конце. Заклепочные соединения образуются с помощью заклепок, поставленных в специально просверленные или пробитые отверстия в соединяемых деталях. При клепке на другом конце стержня формируется вторая головка, называемая замыкающей головкой
Заклепочные соединения Заклепкой называется сплошной или полый цилиндрический стержень с заранее сформированной закладной головкой на одном конце. Заклепочные соединения образуются с помощью заклепок, поставленных в специально просверленные или пробитые отверстия в соединяемых деталях. При клепке на другом конце стержня формируется вторая головка, называемая замыкающей головкой
 Для облегчения сборки диаметр отверстий do назначают несколько больше диаметра стержня заклепок: do = d + 0, 1 мм
Для облегчения сборки диаметр отверстий do назначают несколько больше диаметра стержня заклепок: do = d + 0, 1 мм




 Преимущества заклёпочных соединений: Позволяет соединять не поддающиеся сварке материалы. Недостатки: Трудоёмкость процесса. Необходимо просверлить множество отверстий. Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
Преимущества заклёпочных соединений: Позволяет соединять не поддающиеся сварке материалы. Недостатки: Трудоёмкость процесса. Необходимо просверлить множество отверстий. Процесс сопровождается шумом и вибрацией. Это приводит к ряду профессиональных заболеваний у сборщиков и вызывает глухоту. Поэтому везде, где можно, внедряются новые инструменты для клёпки.
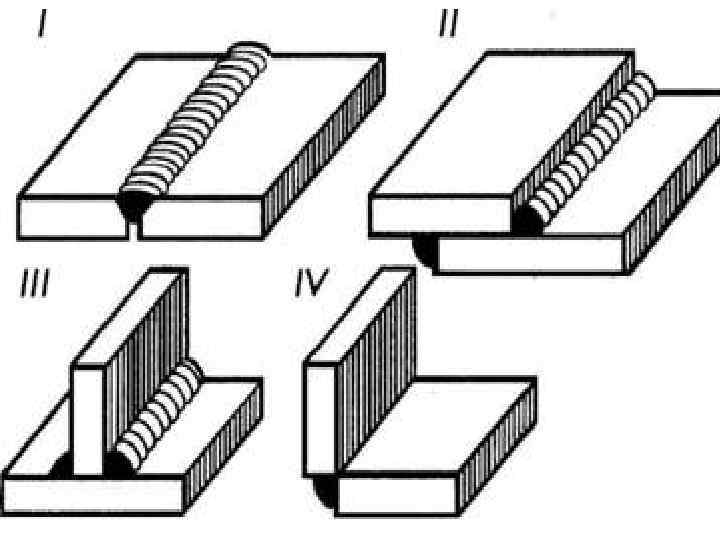
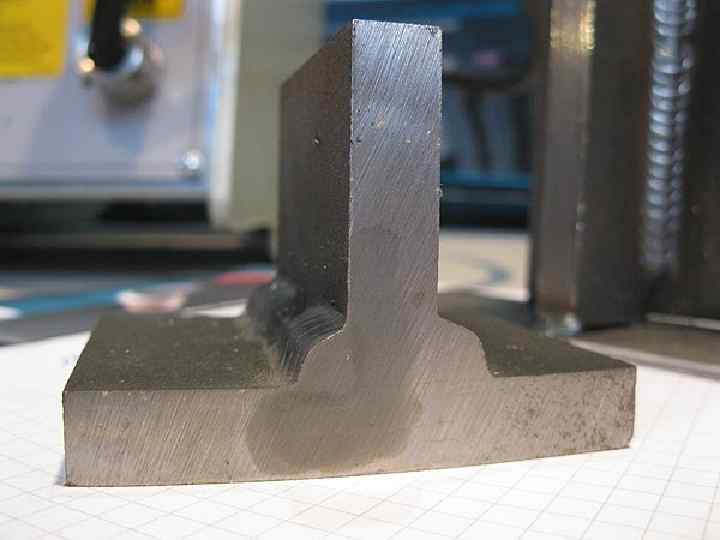
 Сварные соединения При сварке детали соединяют за счет формирования межатомных связей в свариваемых деталях при их местном или общем нагреве (сварка плавлением), пластическом деформировании деталей в зоне стыков (сварка давлением). Способы сварки давлением делятся, в свою очередь, на две группы: с применением нагрева и без применения нагрева. Наибольшее применение имеют электродуговая, электроконтактная и газовая сварки.
Сварные соединения При сварке детали соединяют за счет формирования межатомных связей в свариваемых деталях при их местном или общем нагреве (сварка плавлением), пластическом деформировании деталей в зоне стыков (сварка давлением). Способы сварки давлением делятся, в свою очередь, на две группы: с применением нагрева и без применения нагрева. Наибольшее применение имеют электродуговая, электроконтактная и газовая сварки.
 Сварные соединения являются наиболее прочными и наименее затратными среди неразъемных соединений и могут быть получены на автоматах и автоматических линиях, в силу чего они и получили среди неразъемных соединений наибольшее распространение.
Сварные соединения являются наиболее прочными и наименее затратными среди неразъемных соединений и могут быть получены на автоматах и автоматических линиях, в силу чего они и получили среди неразъемных соединений наибольшее распространение.
 возможность получения изделий больших размеров (корпуса судов и летательных аппаратов,") Достоинства сварных соединений: а) возможность получения изделий больших размеров (корпуса судов и летательных аппаратов, железнодорожные нагоны, кузова автомобилей, трубопроводы, резервуары, фер мы, мосты и др. ). б) снижение массы по сравнению с литыми деталями до 30. . . 50 % , с клепаными — до 20 %. в) снижение стоимости изготовления сложных деталей в ус ловиях единичного или мелкосерийного производства. г) малая трудоемкость, невысокая стоимость оборудования, возможность автоматизации.
Достоинства сварных соединений: а) возможность получения изделий больших размеров (корпуса судов и летательных аппаратов, железнодорожные нагоны, кузова автомобилей, трубопроводы, резервуары, фер мы, мосты и др. ). б) снижение массы по сравнению с литыми деталями до 30. . . 50 % , с клепаными — до 20 %. в) снижение стоимости изготовления сложных деталей в ус ловиях единичного или мелкосерийного производства. г) малая трудоемкость, невысокая стоимость оборудования, возможность автоматизации.
вероятность возникновения при сварке раз личных дефектов швов нижающих с прочность") Недостатки сварных соединений: а)вероятность возникновения при сварке раз личных дефектов швов нижающих с прочность соеди нений. в) необходимость проведения для всех сварных швов визуаль ного контроля, для сварных а изделий ответственного назначения — неразрушающего инструментального контроля (ультразвуковой, рентгеновский и др. )
Недостатки сварных соединений: а)вероятность возникновения при сварке раз личных дефектов швов нижающих с прочность соеди нений. в) необходимость проведения для всех сварных швов визуаль ного контроля, для сварных а изделий ответственного назначения — неразрушающего инструментального контроля (ультразвуковой, рентгеновский и др. )



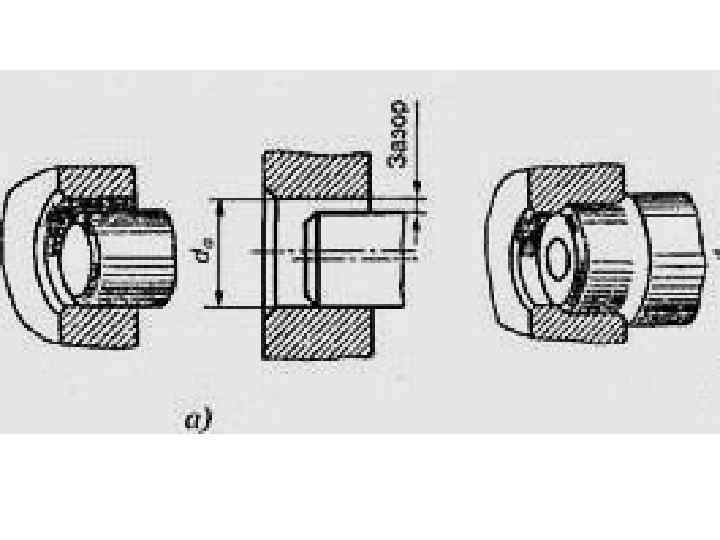
 Соединение деталей машин с натягом, обеспечиваемым разностью посадочных размеров,") Соединения с гарантированным натягом (Прессовые) Соединение деталей машин с натягом, обеспечиваемым разностью посадочных размеров, происходит за счет сил упругости от их предварительной деформации. С помощью натяга соединяют обычно соосные детали с цилиндрическими и, реже, коническими поверхностями контакта.
Соединения с гарантированным натягом (Прессовые) Соединение деталей машин с натягом, обеспечиваемым разностью посадочных размеров, происходит за счет сил упругости от их предварительной деформации. С помощью натяга соединяют обычно соосные детали с цилиндрическими и, реже, коническими поверхностями контакта.
 Соединения используют для передачи вращающего момента и сил между сопрягаемыми деталями. Детали, как правило, соединяют механическим или тепловым способом.
Соединения используют для передачи вращающего момента и сил между сопрягаемыми деталями. Детали, как правило, соединяют механическим или тепловым способом.
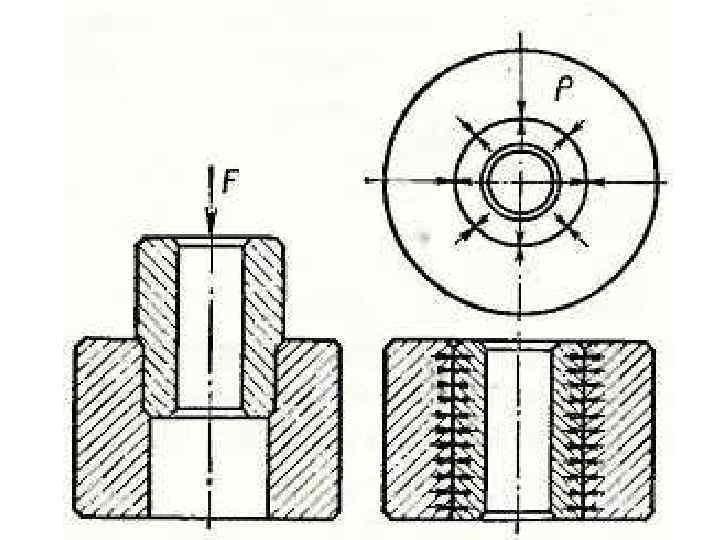
 с помощью пресса вдавливают в охватывающую") При сборке механическим способом охватываемую деталь (например, вал) с помощью пресса вдавливают в охватывающую деталь (например, подшипник) или наоборот. Тепловой способ соединения применяется при больших натягах и производится путем нагрева охватывающей детали или охлаждения охватываемой детали до температуры, обеспечивающей свободное совмещение деталей (обычно – нагрев в масляной ванне – до 200°С – 400°С, а охлаждение – в жидком азоте (до 150°С) или сухим льдом ( 72°С)).
При сборке механическим способом охватываемую деталь (например, вал) с помощью пресса вдавливают в охватывающую деталь (например, подшипник) или наоборот. Тепловой способ соединения применяется при больших натягах и производится путем нагрева охватывающей детали или охлаждения охватываемой детали до температуры, обеспечивающей свободное совмещение деталей (обычно – нагрев в масляной ванне – до 200°С – 400°С, а охлаждение – в жидком азоте (до 150°С) или сухим льдом ( 72°С)).