2e0aa765154f8c6eb5a511e92cd4c351.ppt
- Количество слайдов: 16



Základy strojárskej výroby Základné požiadavky: Písomka v 3. týždni : 10 bodov (min. 6 bodov) Zadanie zadať na 2. seminári, hodnotenie: 10 bodov (min. 6 bodov) Písomka na 3. seminári: 3 škice po 2 body + 4 otázky po 1 bod = 10 bodov Zadanie: Navrhnite technologický postup výroby výlisku. Minimálny počet bodov na získanie zápočtu: 12 Záverečná skúška: max. 80 b (40 b písomná časť, 40 b ústna časť) Študent musí získať min. 39 bodov.

KATEDRA TECHNOLÓGIÍ A MATERIÁLOV STROJNÍCKA FAKULTA TECHNICKÁ UNIVERZITA V KOŠICIACH ZÁKLADY STROJÁRSKEJ VÝROBY Meno a priezvisko: Identifikačné číslo: Ročník: 1. Bc. Prednášajúci: Ing. Juraj Hudák, CSc. Šk. rok: 2007/2008

Technológia je náuka o výrobných postupoch, metódach, strojoch a zariadeniach, ktorými sa suroviny alebo polovýrobky menia na hotové výrobky. Metalurgia sa zaoberá procesmi výroby kovov zo základných surovín pomocou chemických, fyzikálnych a mechanických pochodov. Hutná druhovýroba spracováva východzie kovové materiály tvárnením za tepla alebo za studena, popr. liatím na polotovary. Technológia strojárskej výroby zahrňuje oblasť výrobných procesov v strojárskom priemysle. Medzi základné technologické procesy patria: zlievarenstvo, tvárnenie, obrábanie, zváranie, tepelné spracovanie, povrchové úpravy, montáž, kontrolné procesy.

Vlastnosti kovov a zliatin fyzikálne Hustota, Merná hmotnosť, Modul pružnosti v ťahu a v šmyku, Teplotná rozťažnosť, Tepelná vodivosť, Merná teplotná vodivosť, Elektrická vodivosť, Magnetické vlastnosti, Teplota tavenia, Teplota tuhnutia mechanické Pevnosť Pružnosť Ťažnosť Húževnatosť Tvrdosť chemické technologické Korózna odolnosť Žiaruvzdornosť Zlievateľnosť, Tvárniteľnosť, Zvariteľnosť, Obrobiteľnosť Zlievateľnosť súbor vlastnosťí kovov, ktoré umožňujú výrobu vyhovujúcich odliatkov. Tvárniteľnosť schopnosť materiálu meniť tvar pri určitých termomechanických podmienkach bez porušenia celistvosti Zvariteľnosť schopnosť vytvoriť akostný zvarový spoj za určitých podmienok zvárania. Obrobiteľnosť je súhrn mechanických a fyzikálnych vlastností materiálu, ktoré majú vplyv na výsledok procesu obrábania
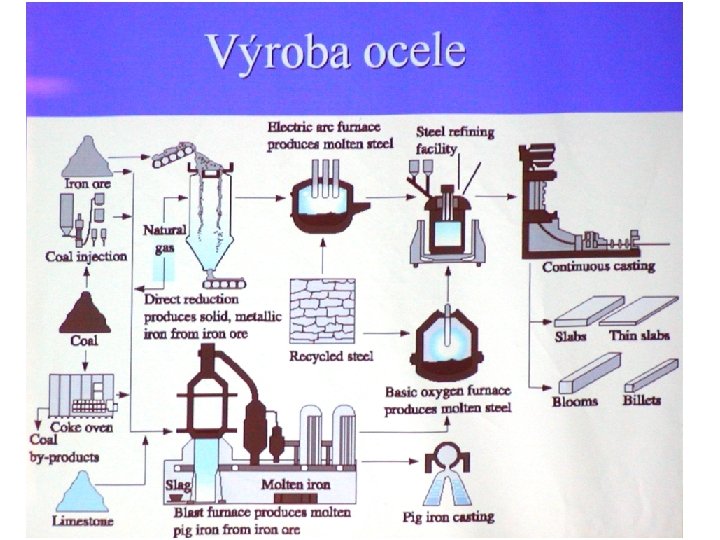

C menej ako 2% Fe Teplota tavenia = 1536ºC Hustota = 7850 kg/m-3 Rozdelenie a označovanie ocelí STN 42 0002 každá oceľ má svoj materiálový list Ocele konštrukčné Ocele nástrojové Uhlíkové ocele Zliatinové ocele Doplnkové čísla Základná značka Trieda ocele 1 X XXX. XX Stupeň tvárnenia 1 -oceľ (tvárnená) Stav ocele (druh tepelného spracovania) Označenie akosti Význam 3. a 5. čísla v značke sa mení podľa triedy ocelí Poradové číslo

Liatiny obsahujú viac ako 2%C Sivá liatina (2. 5 -3. 8%C, 0. 8 -3. 5%Si) Lom sivý, uhlík sa vyskytuje vo forme grafitu, je lacná, dobre zlievatelná. Nízka plasticita a húževnatosť, malá citlivosť na vruby, dobrá obrobiteľnosť, má dobré tlmiace účinky Tvárna liatina, Biela liatina, Tvrdená liatina, Temperovaná liatina s bielym lomom, Temperovaná liatina s čiernym lomom, Temperovaná perlitická liatina, Legované liatiny

Najvýznamnejšie neželezné kovy Ľahké kovy – Al, Mg, Ti Kovy s nízkymi teplotami tavenia – Pb, Sn, Hg, Zn Kovy so strednými teplotami tavenia – Cu, Ni Kovy s vysokými teplotami tavenia – V, Mo, W Kovy ušľachtilé – Ag, Au, Pt Zliatiny medi k tvárneniu a k odlievaniu Mosadze sú zliatiny CU + Zn Hliník a jeho zliatiny Tt=660, 1ºC Hustota = 2699 kg. m-3 Teplota tavenia 1083ºC Hustota = 2699 kg/m-3 Bronzy sú zliatiny Cu + Sn Titán a jeho zliatiny Nikel a jeho zliatiny Tt=1453ºC Hustota = 8908 kg. m-3

Výrobky USS KE Výrobky valcované za tepla Výrobky valcované za studena Izotropné plechy pre elektrotechniku Výrobky s povrchovou úpravou Výrobky obalovej vetvy Balenie Špirálové zvárané oceľové rúry Panelové radiátory

Použitie Plechy valcované za studena z nízkouhlikových nelegovaných ocelí ťažných akostí sú vhodné na tvárnenie za studena, na výrobk ktorých povrch môže byť upravovaný lakovaním, pokovovaním a na iné účely. Porovnanie akostí podľa príslušných noriem Európska norma EN 10130/91 +A 1/98 Nemecko DIN 10130/91 JIS G 1623/83 T 1 EN USA Japonsko 3141/90 ASTM Rusko SA E Česká Republika, GOST Slovensko 9045/80 ČSN, STN U. S. Steel Košice, s. r. o. DC 01 Fe PO 1 St 12 SPCC A 620 A 366 100 8 08 JU VG 11 321 KOHAL 280 DC 03 Fe PO 2 RRSt 13 SPCD A 620 A 366 A 619 100 8 08 JU SV 11 301 KOHAL 240 DC 04 Fe PO 3 St 14 SPCE 100 6 08 JU OSV 11 305 KOHAL 200 DC 05 Fe PO 4 SPCE 08 JU VOSV KOHAL 180 Symboly: D - ploché výrobky k tvárneniu za studena, C - valcované za studena, číslo - rozlišovací znak ocelí. DC 01 - ťažná, vhodná pre nenáročné výlisky, na ohýbanie a lemovanie za studena, DC 03 - hlbokoťažná, vhodná pre vnútorné dielce automobilových karosérií a na iné výlisky, DC 04 -zvlášť hlbokoťažná, vhodná pre náročné vonkajšie a vnútorné dielce automobilových karosérií a na iné výlisky, DC 05 -extra hlbokoťažná, vhodná na zložité veľkoplošné výlisky automobilových karosérií

Chemické vlastnosti Chemický rozbor tavebnej analýzy v % Akosť podľa EN 10130/91+ A 1/98 U. S. Steel Košice, s. r. o. CMAX Mn. MAX PMAX Si. MAX Al. MIN DCO 1 0. 12 0. 60 0. 045 KOHAL 280 0. 10 0. 50 0. 030 0. 10 DCO 3 0. 10 0. 45 0. 035 KOHAL 240 0. 08 0. 35 0. 020 0. 05 0. 025 DCO 4 0. 08 0. 40 0. 030 KOHAL 200 0. 07 0. 30 0. 020 0. 015 0. 030 DCO 5 0. 06 0. 35 0. 025 KOHAL 180 0. 05 0. 25 0. 012 0. 025
 Akosť podľa EN 10130/91+ A 1/98 U. S. Steel Košice, s.")
Mechanické vlastnosti 1) Akosť podľa EN 10130/91+ A 1/98 U. S. Steel Košice, s. r. o. Rp 0. 2 MAX (MPa) Rm (MPa) AMIN(%) L 0=80 mm r 90 min. n 90 min. DCO 1 280 270 - 410 28 KOHAL 280 270 - 410 28 DCO 3 240 270 - 370 34 1. 30 KOHAL 240 270 - 370 34 1. 30 DCO 4 210 270 - 350 38 1. 60 0. 18 KOHAL 200 270 - 350 38 1. 60 0. 18 DCO 5 180 270 - 330 40 1. 90 0. 20 KOHAL 180 270 - 330 40 1. 90 2) 0. 20 2) 1) Vzorky sa berú pozdĺžne k smeru valcovania. 2) Na základe vzájomnej dohody.

Výrobný proces je súhrn činností v dôsledku, ktorých sa východzie materiály – polotovary menia na hotové výrobky s vlastnosťami zodpovedajúcimi ich funkčnému určeniu Súčiastka je časťou strojárenského výrobku, spravidla vyrábaná z jedného kusu materiálu rôznymi technologickými metódami bez montáže (môže byť výrobkom napr. lyžička) Podskupina je viac súčiastok rozoberateľne, Štruktúra strojárenského výrobku alebo nerozoberateľne spojených do jedného celku, ktorý vstupuje samostatne do montážneho celku Montážny celok je samostatná časť výrobku. Z hľadiska funkčného alebo montáže je zložený z viacerých podskupín Konečný strojárenský výrobok pozostáva z viacerých spolu zmontovaných skupín

Výrobný proces v strojárstve Technologické procesy Technická príprava výroby Kontrola polotovarov Kontrola v procese výroby Kontrola povýrobná Príprava výrobnej dokumentácie, Organizovanie riadenie výrobných procesov Pomocné technologické procesy Nástroje a prípravky Údržba strojov a zariadení Kontrolné procesy Základné technologické procesy Príprava polotovarov Výroba súčiastok Obslužné technologické procesy Výroba Doprava Normálie -skrutky -ložiská -matice ostatné Laboratóriá Montáž Skladové hospodárstvo

Základné pojmy výrobného procesu Vývojový diagram výroby súčiastky Surovina Odlievanie Odliatok Obrábanie Valcovanie Prášková metalurgia Vývalky, plechové profily - Jäkl Delenie Kusový materiál Tepelné spracovanie Tvárnenie Výkovok, výlisok Dokonč. operácie Montáž Zváranie Zvarok Povrchové úpravy Kontrola

Druhy strojárskych výrob Podľa stupňa špecializácie pracovných miest, veľkosti a stability objektov výroby, druhu výroby týchto objektov poznáme 3 druhy výrob Hromadná Produkciou hromadnej výroby sú výrobky úzkeho sortimentu a štandardného typu vyrobené pre široký okruh spotrebiteľov. V hromadnej výrobe sa realizuje na jednom mieste stále sa opakujúca operácia Vyrábajú sa skupiny súčiastok (výrobkov) pravidelne v dávkach nasledujúc po určitých prestávkach Sériová Malosériová Strednesériová Veľkosériová Malosériová sa podobá kusovej, používajú sa univerzálne zariadenia a nástroje. Veľkosť dávky niekoľko jednotiek až desiatok do 100 Stredne sériová vyrába niekoľko 100 až 500 Veľkosériová výroba používa v širšej miere špeciálne zariadenia, špeciálne nástroje, kalibre, veľkosť dávky do 1000 Kusová Vyrábajú sa výrobky širokého sortimentu v malých množstvách a často individuálne. Výroba výrobkov sa obyčajne neopakuje, používajú sa univerzálne stroje
2e0aa765154f8c6eb5a511e92cd4c351.ppt