7 Пайка.pptx
- Количество слайдов: 22



Выполнили: Шевчук Надежда Оразбаева Карина

Пайка — технологическая операция, применяемая для получения неразъёмного соединения деталей из различных материалов путём введения между этими деталями расплавленного материала (припоя), имеющего более низкую температуру плавления, чем материал (материалы) соединяемых деталей.

Спаиваемые элементы деталей, а также припой и флюс вводятся в соприкосновение и подвергаются нагреву с температурой вышетемпературы плавления припоя, но ниже температуры плавления спаиваемых деталей. В результате припой переходит в жидкое состояние и смачивает поверхности деталей. После этого нагрев прекращается, и припой переходит в твёрдую фазу, образуя соединение.
 и высокотемпературная. Соответственно — припои бывают легкоплавкие")
Пайка бывает низкотемпературная (до 450 °C) и высокотемпературная. Соответственно — припои бывают легкоплавкие и тугоплавкие. Для низкотемпературной пайки используют, в основном, электрический нагрев, для высокотемпературной — в основном, нагрев горелкой.

Пайка является высокопроизводительным процессом, обеспечивает надёжное электрическое соединение, позволяет соединять разнородные материалы (в различной комбинации металлы и неметаллы), отсутствие значительных температурных короблений (по сравнению со сваркой). Паяные соединения допускают многократное разъединение и соединение соединяемых деталей (в отличие от сварки). К недостаткам можно отнести относительно невысокую механическую прочность.

Процесс соединения металлов в твёрдом состоянии путём введения в зазор припоя, взаимодействующего с основным металлом и образующего жидкую металлическую прослойку, кристаллизация которой приводит к образованию паяного шва. На границе между припоем и основным металлом образуются переходные слои, состоящие из продуктов их взаимодействия — твердых растворов и интерметаллидов. Они обеспечивают адгезию между припоем и основным металлом, однако слишком толстые слои интерметаллидов проявляют хрупкость и приводят к разрушению пайки. Пайка подразделяется на капиллярную, диффузионную, контактно-реакционную, реакционно-флюсовую и пайку-сварку. В свою очередь, капиллярная подразделяется на горизонтальную и вертикальную.

Диффузионная — на атомно-диффузионную и реакционно-диффузионную. Контактнореакционная — с образованием эвтектики и с образованием твёрдого раствора. Реакционнофлюсовая — без припоя и с припоем. Пайкасварка — без оплавления и с оплавлением. Анализируя сущность физико-химических процессов, протекающих на границе основной металл — расплав припоя (при формировании соединения в существующих видах пайки), можно видеть, что различия между капиллярной пайкой, диффузионной пайкой и пайкой-сваркой не носят принципиального характера.
 — дефект пайки, при котором не образуется")
Холодная пайка (англ. Cold solder joint) — дефект пайки, при котором не образуется прочного паяного соединения (надёжного электрического контакта). «Холодные» соединения имеют характерную зернистую структуру и тускло-серый цвет[1]. Вызывается: недостаточной температурой при пайке, недостаточной адгезией паяемых поверхностей (вызванной недостаточным качеством применяемого флюса, плохой зачисткой паяемых мест), смещением паяемых элементов в процессе охлаждения.

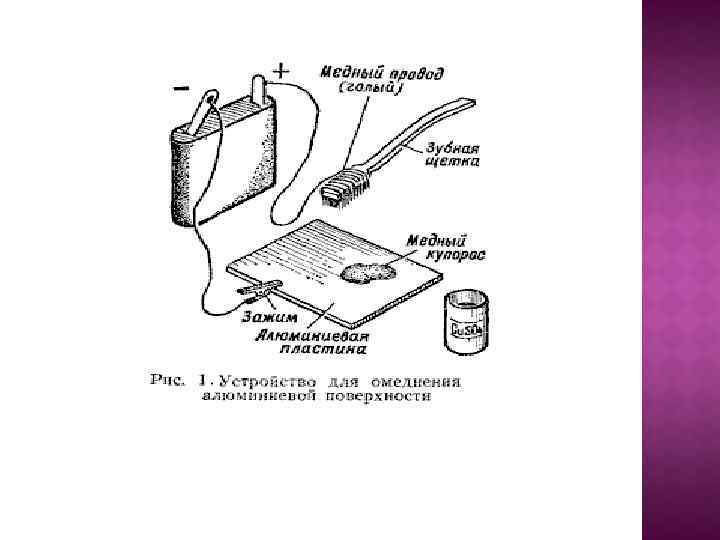
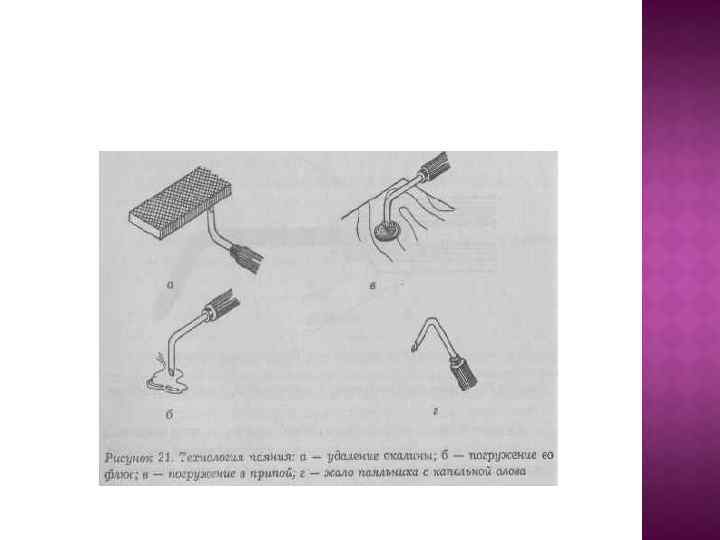
Для получения наилучших результатов технологический процесс паяния должен состоять из следующих операций: - механической или химической очистки; - покрытия флюсом; - нагревания (паяльником, паяльной лампой, на горне); - предварительного облуживания припоем; - скрепления мест для спаивания, покрытия их флюсом и нагревания; - введения припоя, его расплавления и удаления излишков припоя, а также остатков флюса.

При газовой пайке нагрев осуществляется пламенем газовой горелки. В качестве горючего газа используют смеси различных газообразных или жидких углеводородов (ацетилен, метан, пары керосина и т. д. ) и водород, которые при сгорании в смеси с кислородом дают высокотемпературное пламя. При пайке крупных деталей горючие газы и жидкости применяют в в смеси с кислородом, при пайке мелких деталей в смеси с воздухом. Пайку можно выполнять как горелками специального типа, дающими широкий факел, так и нормальными, сварочными. При газовой пайке применяют как газообразные флюсы на основе метилбората, так и твердые флюсы - различные соли и их смеси, которые обычно используют в виде водных растворов.

Расплавленный припой в ванне покрывают слоем флюса. Подготовленная к пайке деталь погружается в расплавленный припой (металлическую ванну), который также является источником тепла. Для металлических ванн обычно используют медно-цинковые и серебряные припои.
")
При индукционной пайке детали нагреваются индуктируемыми в них вихревыми токами. Индукторы (рис. 3) изготовляются из медных трубок, преимущественно прямоугольного или квадратного сечения в зависимости от конфигурации деталей, подлежащих пайке.
 и внутренней (б) поверхности")
Рис. 3. Петлевые индукторы для нагрева наружной (а) и внутренней (б) поверхности

При индукционной пайке быстрый нагрев детали до температуры пайки обеспечивается использованием энергии высокой концентрации. Для предохранения индуктора от перегрева и расплавления применяют водяное охлаждение. Для защиты поверхности деталей от окисления и окалины применяют твердые флюсы. Для этой же цели индукционную пайку проводят в вакууме или в восстановительной, или нейтральной средах. Индукционную пайку можно производить твердыми припоями почти всех типов, но медь и медноцинковые припои для пайки деталей из меди и ее сплавов не рекомендуются. Для флюсования применяют буру, ее смесь с борным ангидридом и т. д. В качестве источников питания при высокочастотной пайке применяют ламповые генераторы, а также установки с машинными генераторами повышенной частоты.

Ступенчатой пайкой называют процесс, применяемый для соединения нескольких деталей в один узел припоями с различной температурой плавления. При этом способе сначала паяют часть узла припоя с более высокой температурой плавления, а затем производят пайку припоем с более низкой температурой плавления. Можно применять также ступенчатую пайку с тремя последовательными процессами.

После окончания пайки и охлаждения паяного шва остатки флюсов необходимо удалять. Если при пайке мягкими припоями используются бескислотные канифолевые флюсы, то остатки их не опасны в отношении коррозии и в доступных местах их удаляют механическим путем, обычно протиркой соединений хлопчатобумажным лоскутом, смоченным спиртом или другим растворителем. Для удаления остатков флюсов, вызывающих коррозию паяного соединения, применяют промывку в горячей (обычно 50 -80"" С) или холодной воде (в проточной или в ваннах), в 5%-ном растворе кальцинированной соды, бензине и в 1 -3%-ном растворе натриевого (или калиевого) хромпика, а также протирку мягкой тряпкой или бязью, смоченной спиртом, ацетоном и другими растворителями, и пескоструйную обработку.

Бурение геологоразведочных скважин осуществляется снарядами со съемными керноприемниками. важнейший элемент которых бурильная колонна, определяющая производительность и экономичность бурения. Для повышения прочности конструкции колонны к стальной трубе (сталь 36 Г 2 С) присоединяются на резьбе концы из более прочной стали 40 ХН. Применение вместо резьбового соединения сварки электродуговой, трением, контактной, диффузионной в вакууме, электронно-лучевой не дало положительных результатов. Разрушение при диффузионной сварке происходит по шву, в остальных способах сварки - по зоне термического влияния. При применении всех видов сварки изгибающий момент соединения ниже, чем при резьбовом варианте, причем в большинстве случаев образуются зоны термического влияния,

Переход на пайку позволил получать соединения, равнопрочные с основным металлом, обладающие высокой герметичностью, вибрационной и усталостной прочностью. Для пайки бурильных труб использован индукционный нагрев. Применительно к сталям 36 Г 2 С и 40 ХН индукционный нагрев не вызывает значительного роста зерна и обезуглероживания при кратковременном нагреве до температуры пайки. Нагрев при пайке производится машинным генератором с преобразователем повышенной частоты 2500 Гц, мощностью 100 к. Вт. Пайка велась припоем П-100 с применением флюса № 201 со стеклом № 15 в соотношении 1: 1 по режиму: температура пайки - 1180 °С. время нагрева до температуры пайки 45 с, выдержка 10 с.

Форма стыка при соединении бурильных труб пайкой: 1 - труба из стали 36 Г 2 С; 2 - кольцо припоя; 3 - муфта из стали 40 ХН

7 Пайка.pptx