

лекция 1 курс.pptx
- Количество слайдов: 128
 Вспомогательные материалы в ортопедической стоматологии. Классификация вспомогательных материалов
Вспомогательные материалы в ортопедической стоматологии. Классификация вспомогательных материалов

, имеющий") Гипс – минерал (двуводный сульфат кальция Ca. SO 4× 2 H 2 O), имеющий кристаллическую структуру, в чистом виде встречается редко.
Гипс – минерал (двуводный сульфат кальция Ca. SO 4× 2 H 2 O), имеющий кристаллическую структуру, в чистом виде встречается редко.
2× H 2 O:") В ортопедической стоматологии применяют обожженный или полуводный гипс (Ca. SO 4)2× H 2 O: - очищенный от примесей гипс подвергают измельчению в дробильных установках до мелкого однородного порошка. - измельченный порошок загружают в гипсовые печи и обжигают при температуре 140 -190°С в течении 10 -12 часов. Если нагревание происходит под давлением 1, 3 атм, то получается α-гипс (супергипс). В результате нагревания при атмосферном давлением получают βгипс (обычный гипс). 2(Ca. SO 4× 2 H 2 O) (Ca. SO 4)2× H 2 O+ H 2 O - гипс просеивают через сито с 900 отверстиями на 1 см 2.
В ортопедической стоматологии применяют обожженный или полуводный гипс (Ca. SO 4)2× H 2 O: - очищенный от примесей гипс подвергают измельчению в дробильных установках до мелкого однородного порошка. - измельченный порошок загружают в гипсовые печи и обжигают при температуре 140 -190°С в течении 10 -12 часов. Если нагревание происходит под давлением 1, 3 атм, то получается α-гипс (супергипс). В результате нагревания при атмосферном давлением получают βгипс (обычный гипс). 2(Ca. SO 4× 2 H 2 O) (Ca. SO 4)2× H 2 O+ H 2 O - гипс просеивают через сито с 900 отверстиями на 1 см 2.
 При замешивании полугидрата гипса с водой происходит образование двугидрата и вся смесь затвердевает. (Ca. SO 4)2× H 2 O+3 H 2 O 2(Ca. SO 4× 2 H 2 O)
При замешивании полугидрата гипса с водой происходит образование двугидрата и вся смесь затвердевает. (Ca. SO 4)2× H 2 O+3 H 2 O 2(Ca. SO 4× 2 H 2 O)
 Факторы, влияющие на скорость схватывания: - температура: при t +30°С – норма; при t +50°С – скорость схватывания падает; при t >100°С – схватывания не происходит; - степень измельчения (дисперсность) – чем выше измельчение, тем больше поверхность => ускорение процесса схватывания. - скорость перемешивания: чем энергичнее замешивается смесь => полнее контакт гипса с водой => быстрее схватывание. - применение катализаторов (2 -3% раствор Na. Cl) ускоряет процесс схватывания. ● Чем быстрее протекает процесс схватывания гипса, тем меньше прочность полученного изделия.
Факторы, влияющие на скорость схватывания: - температура: при t +30°С – норма; при t +50°С – скорость схватывания падает; при t >100°С – схватывания не происходит; - степень измельчения (дисперсность) – чем выше измельчение, тем больше поверхность => ускорение процесса схватывания. - скорость перемешивания: чем энергичнее замешивается смесь => полнее контакт гипса с водой => быстрее схватывание. - применение катализаторов (2 -3% раствор Na. Cl) ускоряет процесс схватывания. ● Чем быстрее протекает процесс схватывания гипса, тем меньше прочность полученного изделия.
 Классификация гипса
Классификация гипса
 Классификация гипса
Классификация гипса
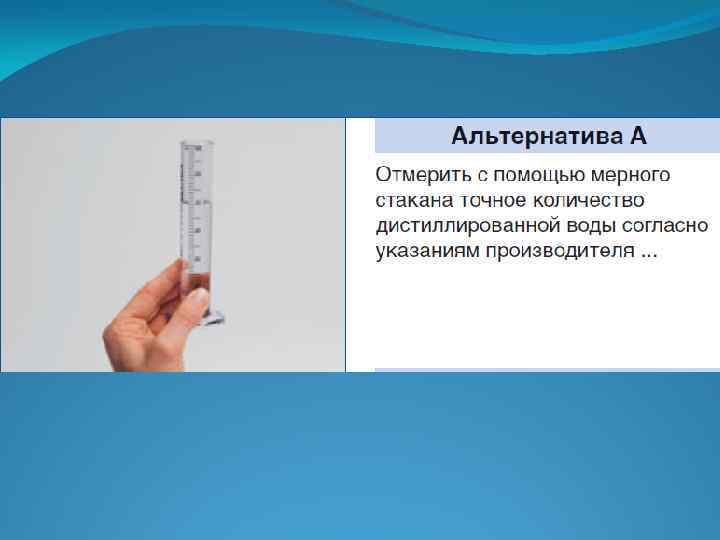
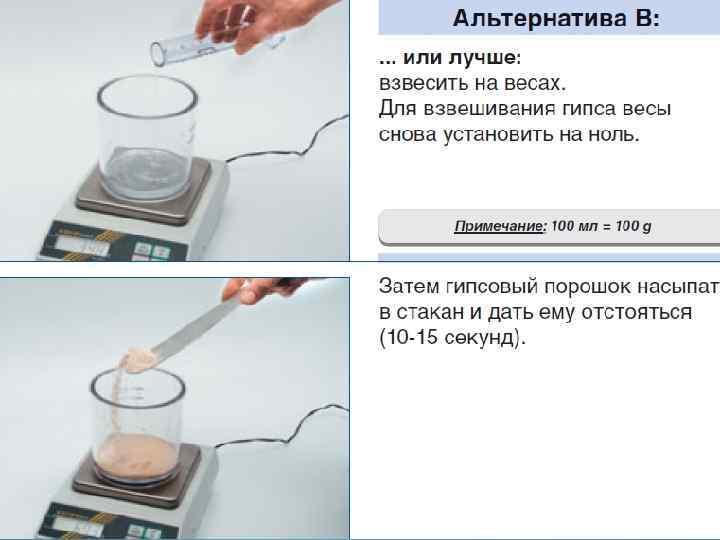
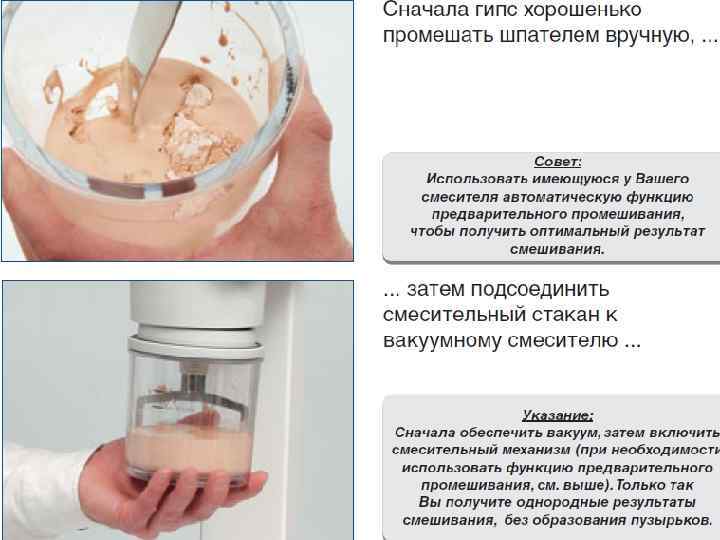
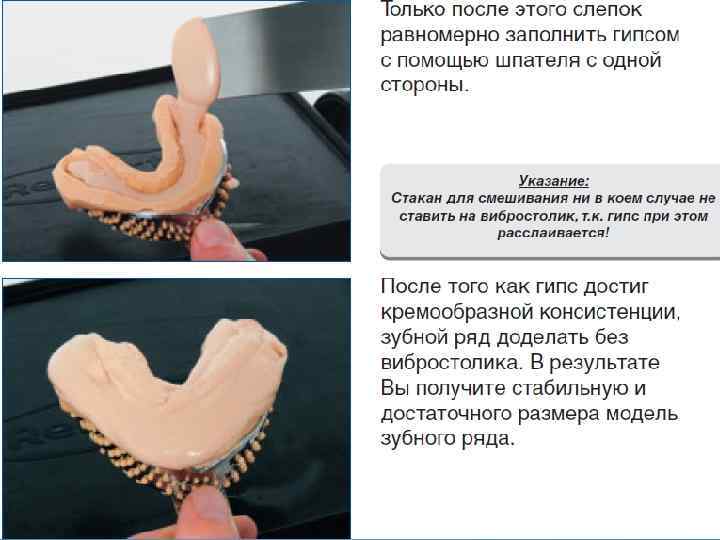
 Правило 1. Стоматологические гипсы должны храниться в сухом месте. Емкости для хранения перед каждым новым заполнением должны очищаться. Правило 2. Используемые при работе с гипсами приборы и принадлежности должны быть чистыми, без остатков использованного ранее гипса. Правило 3. Порция гипса должна быть не более, чем для двух трех слепков. Правило 4. Нельзя добавлять никаких средств в качестве ускорителей застывания, в случае необходимости используйте быстротвердеющий гипс. Увеличение време ни замешивания на несколько секунд является лучшим способом ускорения застывания. Правило 5. Крайне важно для получения заданного расширения гипса соблюдать соотношение порошка и воды. Правило 6. Вода и порошок должны иметь температуру 20(+1 1) градусов С. Правило 7. Порошок следует медленно засыпать в воду и давать ему погрузиться в воде. И только потом начинать мешать шпателем. Последующее машинное замешивание не должно превышать 30 секунд. При замешивании вручную это время составляет 1 минуту. Правило 8. Гипсовая смесь должна сразу же после за мешивания выливаться в форму. Время заливки нельзя увеличивать за счет вибрации и тем более добавлением воды! Правило 9. Гипс начинает твердеть, когда исчезает блеск с поверхности. Правило 10. Гипсовую модель можно вынимать из оттиска, когда температура модели понижается.
Правило 1. Стоматологические гипсы должны храниться в сухом месте. Емкости для хранения перед каждым новым заполнением должны очищаться. Правило 2. Используемые при работе с гипсами приборы и принадлежности должны быть чистыми, без остатков использованного ранее гипса. Правило 3. Порция гипса должна быть не более, чем для двух трех слепков. Правило 4. Нельзя добавлять никаких средств в качестве ускорителей застывания, в случае необходимости используйте быстротвердеющий гипс. Увеличение време ни замешивания на несколько секунд является лучшим способом ускорения застывания. Правило 5. Крайне важно для получения заданного расширения гипса соблюдать соотношение порошка и воды. Правило 6. Вода и порошок должны иметь температуру 20(+1 1) градусов С. Правило 7. Порошок следует медленно засыпать в воду и давать ему погрузиться в воде. И только потом начинать мешать шпателем. Последующее машинное замешивание не должно превышать 30 секунд. При замешивании вручную это время составляет 1 минуту. Правило 8. Гипсовая смесь должна сразу же после за мешивания выливаться в форму. Время заливки нельзя увеличивать за счет вибрации и тем более добавлением воды! Правило 9. Гипс начинает твердеть, когда исчезает блеск с поверхности. Правило 10. Гипсовую модель можно вынимать из оттиска, когда температура модели понижается.







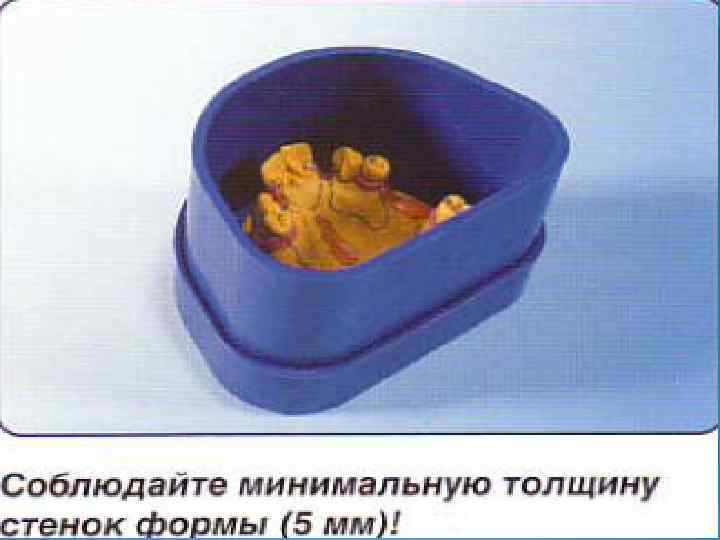
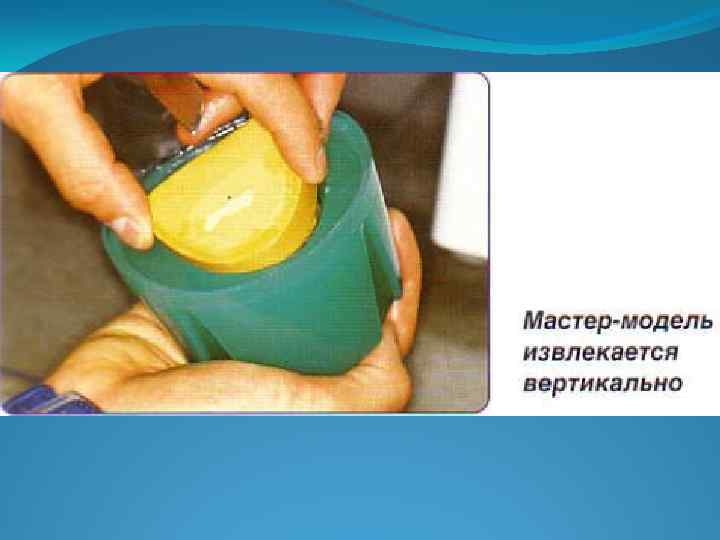
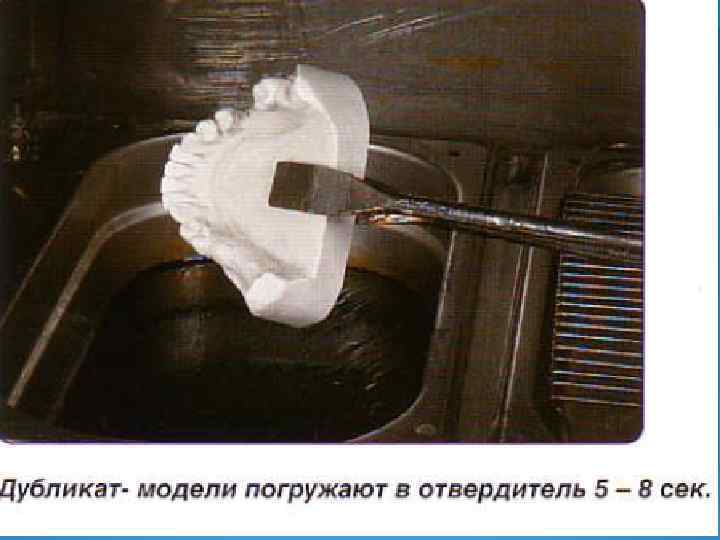
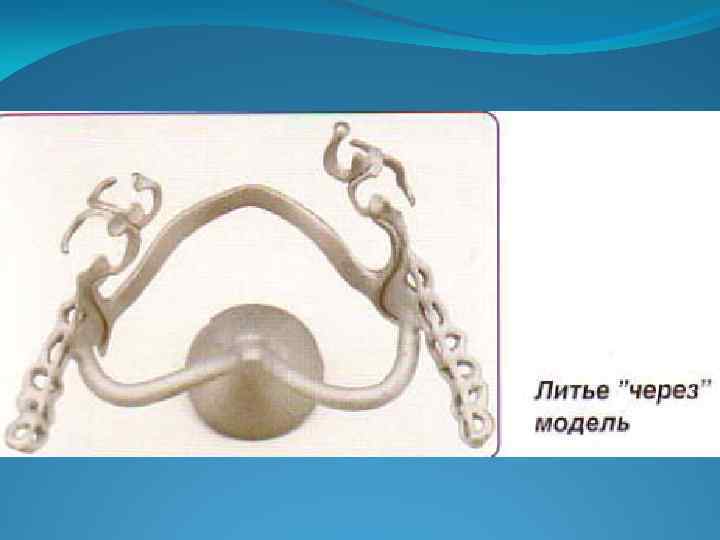
 Самое точное литье больших, объемных конструкций (литых базисов съемных протезов, цельнолитых каркасов бюгельных протезов) можно получить при литье сплава на ту модель, на которой создавалось восковая репродукция или композиция. Модель, изготовленная из гипса, не выдержит высокой температуры. Поэтому рабочую модель делают огнеупорной, термостойкой, способной, вместе с тем, компенсировать усадку металлических конструкций. Для того, чтобы иметь такую модель, необходимо дублировать исходную гипсовую модель.
Самое точное литье больших, объемных конструкций (литых базисов съемных протезов, цельнолитых каркасов бюгельных протезов) можно получить при литье сплава на ту модель, на которой создавалось восковая репродукция или композиция. Модель, изготовленная из гипса, не выдержит высокой температуры. Поэтому рабочую модель делают огнеупорной, термостойкой, способной, вместе с тем, компенсировать усадку металлических конструкций. Для того, чтобы иметь такую модель, необходимо дублировать исходную гипсовую модель.
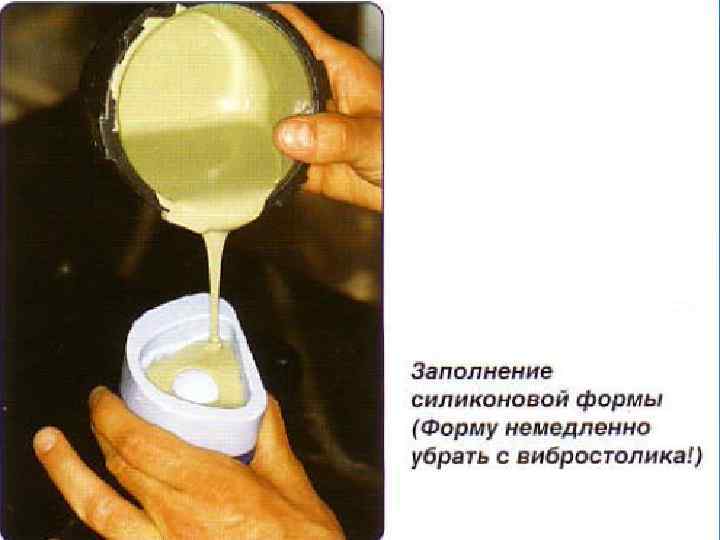
 быть достаточно эластичной, чтобы можно") Масса для дублирования моделей должна отвечать следующим требованиям: 1) быть достаточно эластичной, чтобы можно было извлекать модели из оттисков с максимальными поднутрениями (под углом около 30°); 2) обладать адгезией и отпечатывать самые тонкие рельефы гипсовой модели; 3) минимальная усадка – гарантировать изготовление керамических моделей с достаточной точностью; 4) быть максимально стабильной, оттиск не изменяет своих размеров при повторных отливках по ним моделей; 5) химически стойка, не меняет эластичности и других свойств при воздействии аммиака, воды и атмосферной влаги; 6) инертна по отношению к гипсу и различным составам, применяемым для изготовления керамических моделей; 7) биологически стойкая и не требует стерилизации; 8) точка плавления невысока, ее легко можно расплавить в условиях зуботехнической лаборатории, не превышая температуры разрушения моделей из гипса; 9) невысокая стойкость.
Масса для дублирования моделей должна отвечать следующим требованиям: 1) быть достаточно эластичной, чтобы можно было извлекать модели из оттисков с максимальными поднутрениями (под углом около 30°); 2) обладать адгезией и отпечатывать самые тонкие рельефы гипсовой модели; 3) минимальная усадка – гарантировать изготовление керамических моделей с достаточной точностью; 4) быть максимально стабильной, оттиск не изменяет своих размеров при повторных отливках по ним моделей; 5) химически стойка, не меняет эластичности и других свойств при воздействии аммиака, воды и атмосферной влаги; 6) инертна по отношению к гипсу и различным составам, применяемым для изготовления керамических моделей; 7) биологически стойкая и не требует стерилизации; 8) точка плавления невысока, ее легко можно расплавить в условиях зуботехнической лаборатории, не превышая температуры разрушения моделей из гипса; 9) невысокая стойкость.











 Формовка – это процесс получения формы для литья металлов, а формовочная масса служит материалом для этой формы.
Формовка – это процесс получения формы для литья металлов, а формовочная масса служит материалом для этой формы.
 Свойства формовочных материалов: - обеспечивать точность литья; - затвердевать в пределах 7 -10 минут; - создавать газопроницаемую оболочку для поглощения газов, образующихся при литье сплавов металлов; - обладать достаточным для компенсации усадки затвердевающего металла коэффициентом термического расширения;
Свойства формовочных материалов: - обеспечивать точность литья; - затвердевать в пределах 7 -10 минут; - создавать газопроницаемую оболочку для поглощения газов, образующихся при литье сплавов металлов; - обладать достаточным для компенсации усадки затвердевающего металла коэффициентом термического расширения;
 Самым важным вопросом в литье зубопротезных деталей является борьба с усадкой сплавов и восковых композиций. Все восковые композиции, а также сплавы металлов при переходе из жидкого состояния в твердое дают усадку: - восковые композиции 0, 5 -2% - нержавеющая сталь 1, 2 -2, 2% - золотые сплавы 1, 25% - серебрено-палладиевые до 2%
Самым важным вопросом в литье зубопротезных деталей является борьба с усадкой сплавов и восковых композиций. Все восковые композиции, а также сплавы металлов при переходе из жидкого состояния в твердое дают усадку: - восковые композиции 0, 5 -2% - нержавеющая сталь 1, 2 -2, 2% - золотые сплавы 1, 25% - серебрено-палладиевые до 2%
 Усадку восковых композиций уменьшают путем создания новых смесей восков, и путем моделировки деталей не расплавленной смесью, а размягченной. Усадку сплавов компенсируют с помощью специальных компенсационных формовочных масс, которые имеют двойной коэффициент расширения: - расширение в процессе затвердевания (0, 8 -1%) - расширение при нагревании (0, 6 -0, 75%) Чем больше удается уравновесить процент усадки восковых смесей и сплавов металлов расширением формовочных масс, тем точнее и качественнее литье.
Усадку восковых композиций уменьшают путем создания новых смесей восков, и путем моделировки деталей не расплавленной смесью, а размягченной. Усадку сплавов компенсируют с помощью специальных компенсационных формовочных масс, которые имеют двойной коэффициент расширения: - расширение в процессе затвердевания (0, 8 -1%) - расширение при нагревании (0, 6 -0, 75%) Чем больше удается уравновесить процент усадки восковых смесей и сплавов металлов расширением формовочных масс, тем точнее и качественнее литье.
 расширение при твердении формовочной") В создании расширяющейся литейной формы играют роль 4 механизма: 1) расширение при твердении формовочной массы около 0, 4%; 2) гигроскопическое расширение за счет воды – от 1, 2% до 2, 2%; 3) расширение восковой модели; 4) термическое расширение – возникает при нагревании формовочной массы в муфельной печи.
В создании расширяющейся литейной формы играют роль 4 механизма: 1) расширение при твердении формовочной массы около 0, 4%; 2) гигроскопическое расширение за счет воды – от 1, 2% до 2, 2%; 3) расширение восковой модели; 4) термическое расширение – возникает при нагревании формовочной массы в муфельной печи.
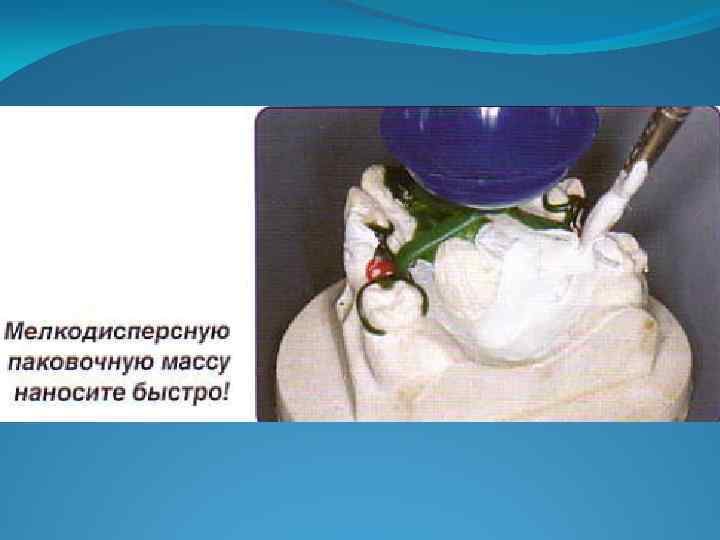
 Основными компонентами формовочных масс являются огнеупорный мелкодисперсный порошок и связующие вещества. В современном литейном производстве используют следующие формовочные материалы: - гипсовые; - фосфатные; - силикатные;
Основными компонентами формовочных масс являются огнеупорный мелкодисперсный порошок и связующие вещества. В современном литейном производстве используют следующие формовочные материалы: - гипсовые; - фосфатные; - силикатные;
 является связующим веществом; - окись кремния") Гипсовый формовочный материал: Состав: - гипс (20 -40%) является связующим веществом; - окись кремния – наполнитель, придает массе необходимую величину усадочной деформации и теплостойкость. Номинальная температура разогревания формы с гипсовым материалом до заливки металла составляет 700 -750°С. Непригодна для нержавеющей стали (t плавления 12001600°С), пригодна для сплавов золота с компенсацией усадки 1, 25%-1, 3% объема.
Гипсовый формовочный материал: Состав: - гипс (20 -40%) является связующим веществом; - окись кремния – наполнитель, придает массе необходимую величину усадочной деформации и теплостойкость. Номинальная температура разогревания формы с гипсовым материалом до заливки металла составляет 700 -750°С. Непригодна для нержавеющей стали (t плавления 12001600°С), пригодна для сплавов золота с компенсацией усадки 1, 25%-1, 3% объема.
 Гипсовый формовочный материал: - СИЛАУР: применяется для изготовления форм при литье вкладок, коронок, кламмеров из золота. Форма выпуска: в виде тонкоизмельченной смеси гипса и кремнезема (3: 1); Способ приготовления: замешивается с водой; время схватывания 10 -30 минут.
Гипсовый формовочный материал: - СИЛАУР: применяется для изготовления форм при литье вкладок, коронок, кламмеров из золота. Форма выпуска: в виде тонкоизмельченной смеси гипса и кремнезема (3: 1); Способ приготовления: замешивается с водой; время схватывания 10 -30 минут.
; - жидкость (фосфорная") Фосфатные формовочные материалы: Состав: - порошок (цинкфосфатный цемент, кварц молотый, кристобалит); - жидкость (фосфорная кислота, окись магния, вода). Эти материалы компенсируют усадку нержавеющей стали (t плавления 1200 -1600°С и усадка <1, 2%).
Фосфатные формовочные материалы: Состав: - порошок (цинкфосфатный цемент, кварц молотый, кристобалит); - жидкость (фосфорная кислота, окись магния, вода). Эти материалы компенсируют усадку нержавеющей стали (t плавления 1200 -1600°С и усадка <1, 2%).
 сплавов. Состав: фосфатный материал,") Фосфатные формовочные материалы: - СИЛИКАН: применяют для отливки высокоплавких (хромокобальтовых) сплавов. Состав: фосфатный материал, кварц, кристобалит. Способ приготовления: замешивается с водой; в соотношении 1: 1.
Фосфатные формовочные материалы: - СИЛИКАН: применяют для отливки высокоплавких (хромокобальтовых) сплавов. Состав: фосфатный материал, кварц, кристобалит. Способ приготовления: замешивается с водой; в соотношении 1: 1.
. Чистота") Силикатные формовочные массы: Основной компонент – диоксид кремния Si. O 2 (кварцевый песок). Чистота поверхности отливки зависит от величины долек формовочного материала. Применяют кварцевый порошок, который полностью проходит через сито № 140 с отверстиями диаметром 0, 1 мм и сквозь сито с отверстиями диаметром 0, 05 мм (остаток порошка на сите не должен превышать 50%). Такой мелкодисперсный порошок называют кварцевой мукой, или маршалит (содержит не менее 98% диоксида кремния).
Силикатные формовочные массы: Основной компонент – диоксид кремния Si. O 2 (кварцевый песок). Чистота поверхности отливки зависит от величины долек формовочного материала. Применяют кварцевый порошок, который полностью проходит через сито № 140 с отверстиями диаметром 0, 1 мм и сквозь сито с отверстиями диаметром 0, 05 мм (остаток порошка на сите не должен превышать 50%). Такой мелкодисперсный порошок называют кварцевой мукой, или маршалит (содержит не менее 98% диоксида кремния).
; - жидкость (этиловый") Силикатные формовочные массы: Состав: - порошок (кварц, корунд, кремниевые гели, тетраэтилортосиликат); - жидкость (этиловый спирт, вода, концентрированная соляная кислота) ! отличаются большим коэффициентом термического расширения (возможна неточность литья).
Силикатные формовочные массы: Состав: - порошок (кварц, корунд, кремниевые гели, тетраэтилортосиликат); - жидкость (этиловый спирт, вода, концентрированная соляная кислота) ! отличаются большим коэффициентом термического расширения (возможна неточность литья).
 Силикатные формовочные массы: - Формолит, Аурит Состав: кристобалит + технический гипс. Способ приготовления : замешивается с водой 40 мл + порошок 100 г, 10 -15 минут. Данные формовочные массы большей частью вытеснены фосфатными материалами.
Силикатные формовочные массы: - Формолит, Аурит Состав: кристобалит + технический гипс. Способ приготовления : замешивается с водой 40 мл + порошок 100 г, 10 -15 минут. Данные формовочные массы большей частью вытеснены фосфатными материалами.











 Любой стоматологический аппарат от вкладки до челюстно-лицевого протеза имеет индивидуальное предназначение и конфигурацию, которая достигается моделированием.
Любой стоматологический аппарат от вкладки до челюстно-лицевого протеза имеет индивидуальное предназначение и конфигурацию, которая достигается моделированием.
 Модель – это образец предмета, подлежащего созданию.
Модель – это образец предмета, подлежащего созданию.
 - восковые") Моделировочные материалы подразделяются на: - гипсовые - металлические (легкоплавкие сплавы) - восковые
Моделировочные материалы подразделяются на: - гипсовые - металлические (легкоплавкие сплавы) - восковые
 должны отвечать определенным") Восковые композиции – материалы временные, подлежащие замене на основные (металл, пластмасса) должны отвечать определенным требованиям: - токсикологическая индифферентность - малая усадка (не более 0, 1 -0, 15% на каждый градус при охлаждении от 90 до 0°С) - хорошие пластические свойства в температурном интервале 4155°С - достаточная твердость при температуре 37 -40°С, обеспечивающая устойчивость репродукции в полости рта. - отсутствие ломкости и расслоения во время обработки при комнатной температуре - отсутствие весомого остатка после прокаливания при температуре 500°С - гомогенность при размягчении - не окрашивать материал протеза
Восковые композиции – материалы временные, подлежащие замене на основные (металл, пластмасса) должны отвечать определенным требованиям: - токсикологическая индифферентность - малая усадка (не более 0, 1 -0, 15% на каждый градус при охлаждении от 90 до 0°С) - хорошие пластические свойства в температурном интервале 4155°С - достаточная твердость при температуре 37 -40°С, обеспечивающая устойчивость репродукции в полости рта. - отсутствие ломкости и расслоения во время обработки при комнатной температуре - отсутствие весомого остатка после прокаливания при температуре 500°С - гомогенность при размягчении - не окрашивать материал протеза
 Воска – жироподобные аморфные вещества с температурой плавления 40 -90°С. По химическому составу это высшие предельные углеводороды жирного ряда, их одноатомные спирты и сложные эфиры высших жирных кислот.
Воска – жироподобные аморфные вещества с температурой плавления 40 -90°С. По химическому составу это высшие предельные углеводороды жирного ряда, их одноатомные спирты и сложные эфиры высших жирных кислот.
 - производимые насекомыми и животными") Воски подразделяются на следующие группы: - растительные (пальмовый, травяной) - производимые насекомыми и животными (пчелиный, стеарин) - минеральные (парафин) - ископаемые (озокерит) - синтетические (смолы) В стоматологии применяют различные композиции данных видов восков.
Воски подразделяются на следующие группы: - растительные (пальмовый, травяной) - производимые насекомыми и животными (пчелиный, стеарин) - минеральные (парафин) - ископаемые (озокерит) - синтетические (смолы) В стоматологии применяют различные композиции данных видов восков.
 в зависимости от назначения бывают следующих разновидностей: - базисные - бюгельные") Восковые смеси (композиции) в зависимости от назначения бывают следующих разновидностей: - базисные - бюгельные - моделировочные для несъемных протезов - профильные - липкие
Восковые смеси (композиции) в зависимости от назначения бывают следующих разновидностей: - базисные - бюгельные - моделировочные для несъемных протезов - профильные - липкие
 Базисный воск Состав: - парафин – 77, 99% - церезин – 20, 0 % - даммаровая смола – 2, 0% - краситель – 0, 01%
Базисный воск Состав: - парафин – 77, 99% - церезин – 20, 0 % - даммаровая смола – 2, 0% - краситель – 0, 01%
 Применение базисного воска: - моделирование базисов съемных протезов - моделирование ортодонтических аппаратов - моделирование индивидуальных ложек - изготовление окклюзионных валиков
Применение базисного воска: - моделирование базисов съемных протезов - моделирование ортодонтических аппаратов - моделирование индивидуальных ложек - изготовление окклюзионных валиков
 Базисный воск Форма выпуска: ● прямоугольные пластины размером 170 мм× 80 мм: толщиной чаще 1, 5 -1, 8 мм; реже 0, 25; 0, 3; 0, 4; 0, 5; 0, 6; 0, 8 мм. ● цвет: розовый, прозрачный. ( «Стома» Украина)
Базисный воск Форма выпуска: ● прямоугольные пластины размером 170 мм× 80 мм: толщиной чаще 1, 5 -1, 8 мм; реже 0, 25; 0, 3; 0, 4; 0, 5; 0, 6; 0, 8 мм. ● цвет: розовый, прозрачный. ( «Стома» Украина)
: - гладкий и рубчатый литейный воск в виде") Базисный воск Воски фирмы «Бего» (Германия): - гладкий и рубчатый литейный воск в виде пластин зеленого цвета 175 мм× 80 мм и толщиной 0, 25; 0, 3; 0, 4; 0, 5; 0, 6; 0, 8 мм;
Базисный воск Воски фирмы «Бего» (Германия): - гладкий и рубчатый литейный воск в виде пластин зеленого цвета 175 мм× 80 мм и толщиной 0, 25; 0, 3; 0, 4; 0, 5; 0, 6; 0, 8 мм;
 Восковые окклюзионные валики
Восковые окклюзионные валики


 Диски диаметром 82 мм, толщиной") Бюгельный воск Состав аналогичен базисному воску ( «Стома» Украина) Диски диаметром 82 мм, толщиной 0, 4 и 0, 5 мм. Применяется для создания промежуточного слоя при моделировании каркасов бюгельных протезов.
Бюгельный воск Состав аналогичен базисному воску ( «Стома» Украина) Диски диаметром 82 мм, толщиной 0, 4 и 0, 5 мм. Применяется для создания промежуточного слоя при моделировании каркасов бюгельных протезов.
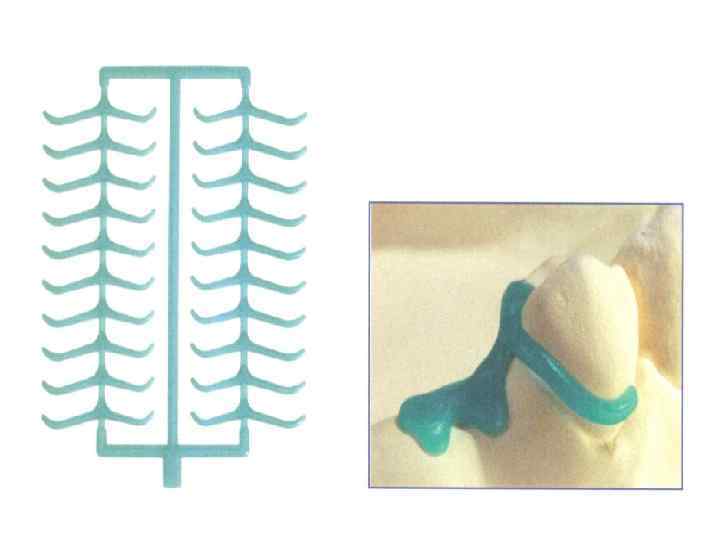
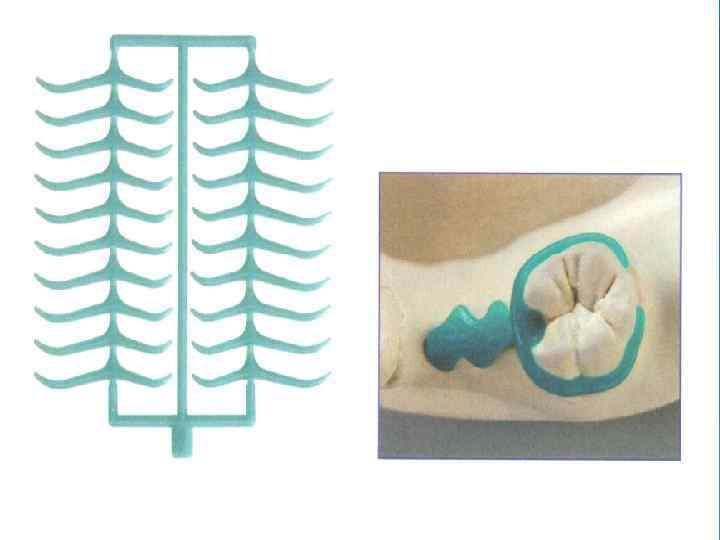
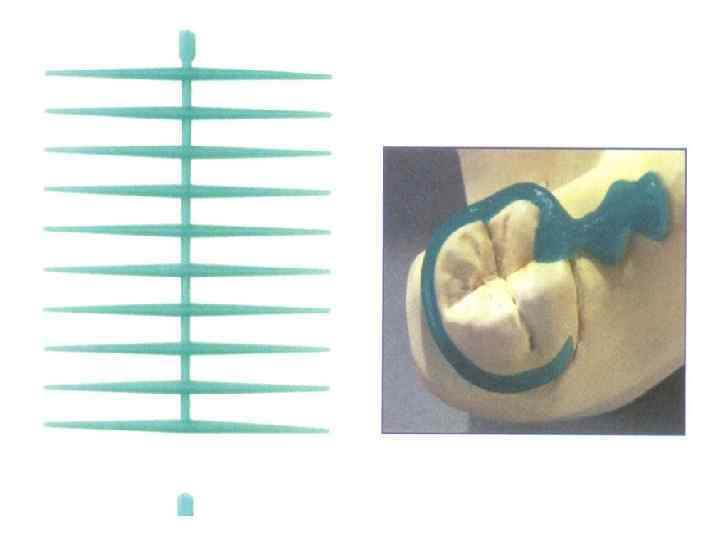
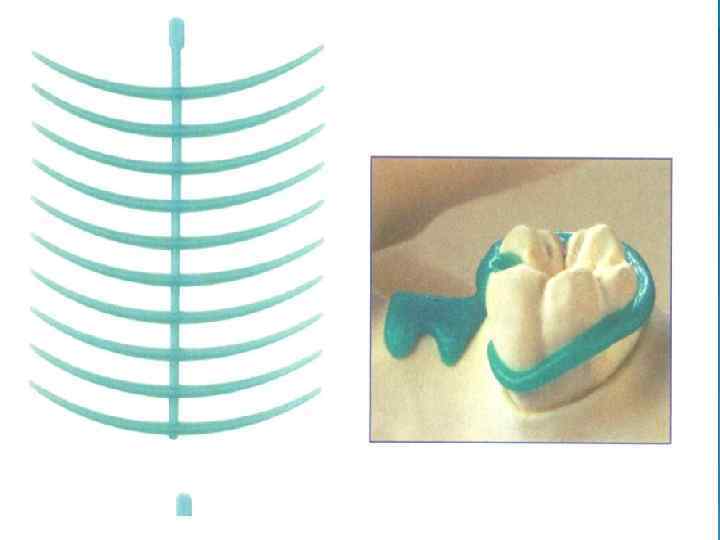
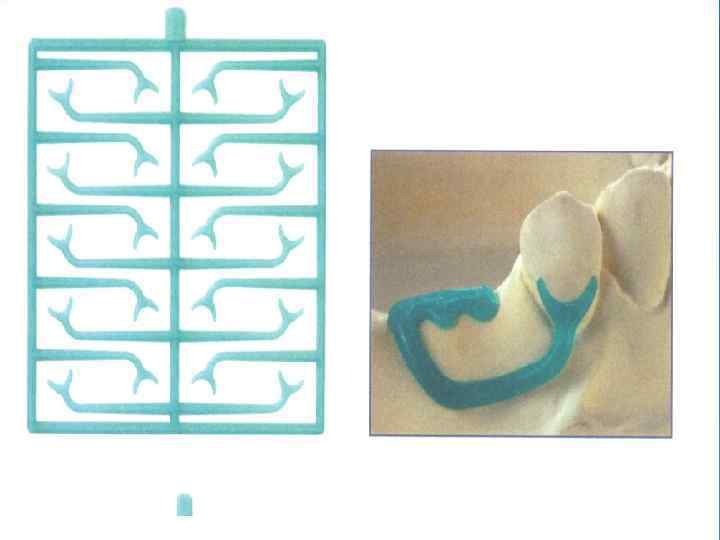
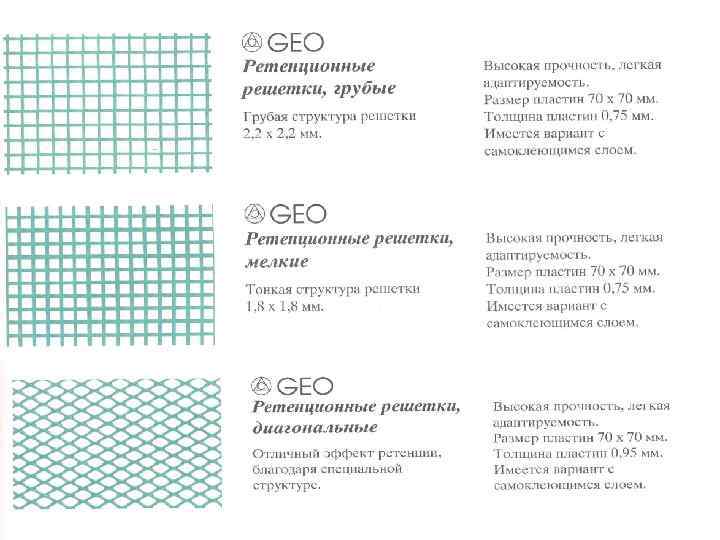
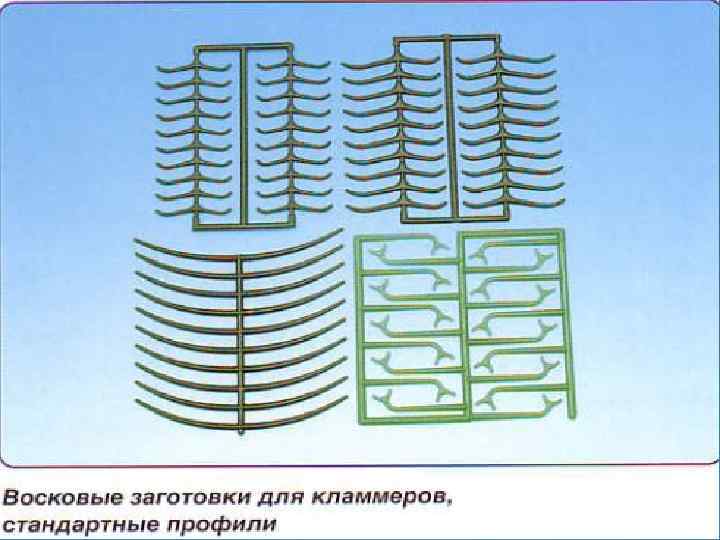
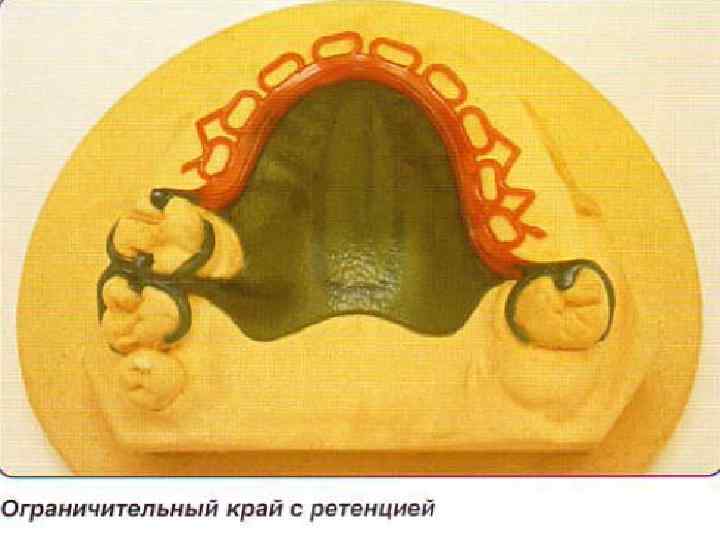
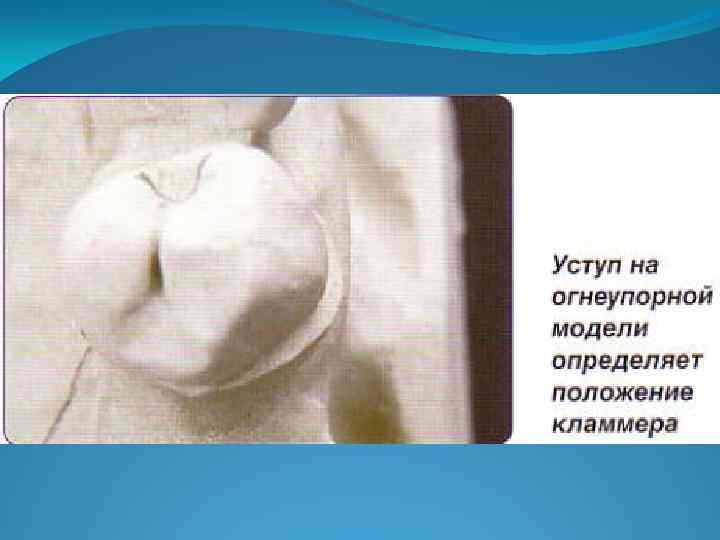
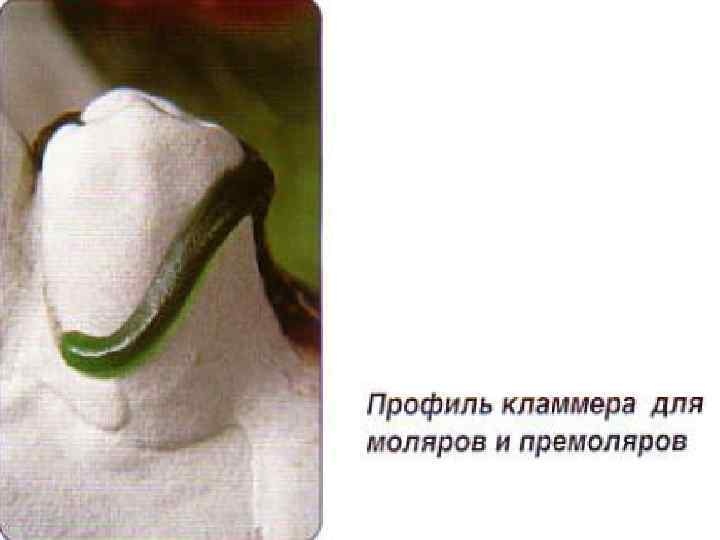
 Литьевые моделировочные воски используются при моделировании каркасов бюгельных протезов: - лестничные ретенционные сетки - дырчатые ретенционные сетки - ленты с ретенционными петлями - заготовки для кламмеров Фирма «Бего» (Германия)
Литьевые моделировочные воски используются при моделировании каркасов бюгельных протезов: - лестничные ретенционные сетки - дырчатые ретенционные сетки - ленты с ретенционными петлями - заготовки для кламмеров Фирма «Бего» (Германия)











 Воски моделировочные для несъемных протезов и вкладок: - воск для коронок: синего цвета для моделирования коронок и мостовидных протезов, имеют среднюю степень твердости;
Воски моделировочные для несъемных протезов и вкладок: - воск для коронок: синего цвета для моделирования коронок и мостовидных протезов, имеют среднюю степень твердости;

 - зеленый (мягкий).") Погружной воск: Форма выпуска: бруски; Цвет: - желтый (особо мягкий) - зеленый (мягкий). Применяется для получения восковых колпачков способом погружения.
Погружной воск: Форма выпуска: бруски; Цвет: - желтый (особо мягкий) - зеленый (мягкий). Применяется для получения восковых колпачков способом погружения.
 Фрезерный воск – твердый воск для моделирования коронок и мостовидных протезов.
Фрезерный воск – твердый воск для моделирования коронок и мостовидных протезов.
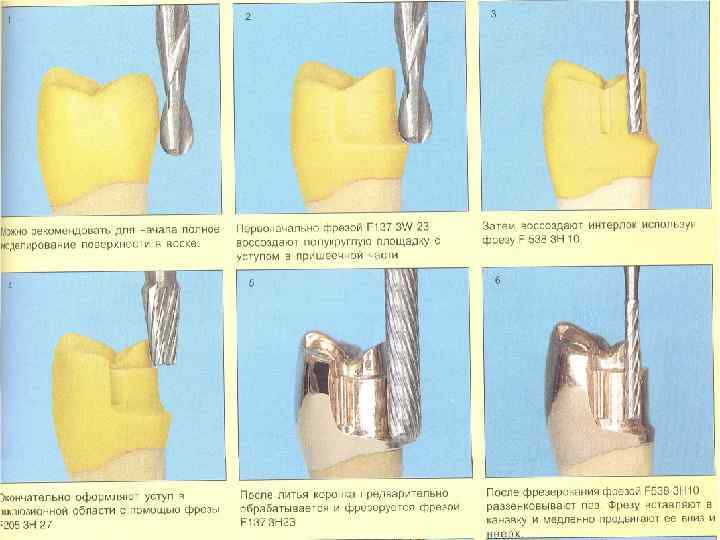
 Пришеечный воск используется для работы в пришеечной части коронок, вкладок.
Пришеечный воск используется для работы в пришеечной части коронок, вкладок.
 Фасонные детали из воска для моделирования каркасов мостовидных протезов.
Фасонные детали из воска для моделирования каркасов мостовидных протезов.
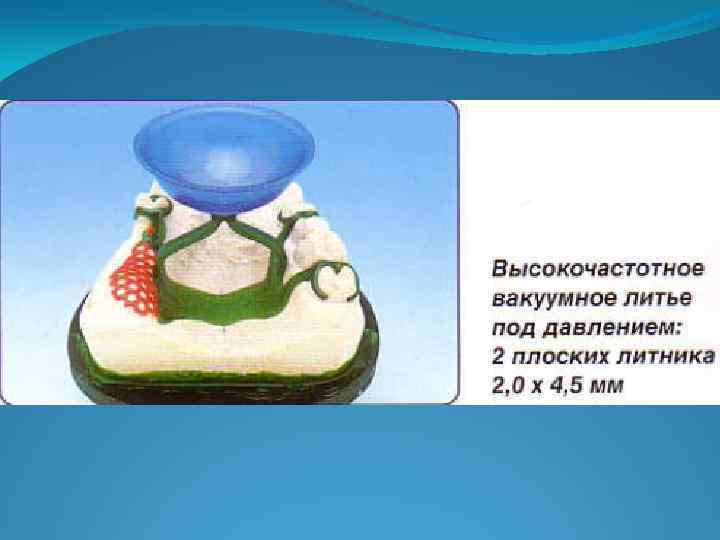
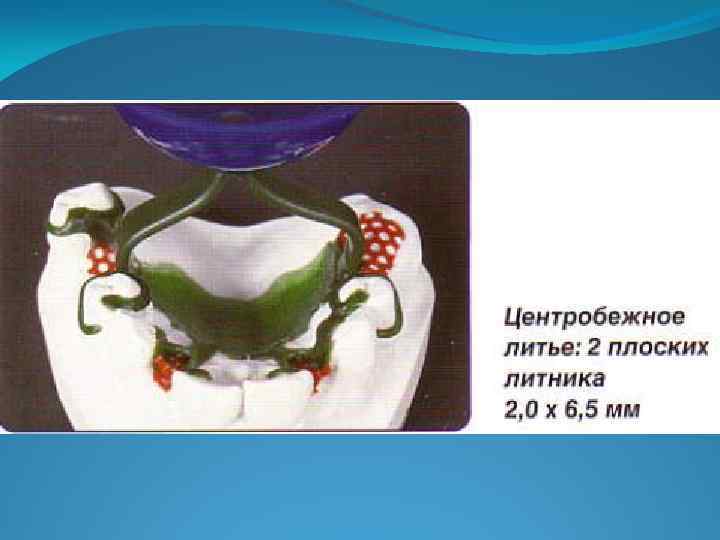
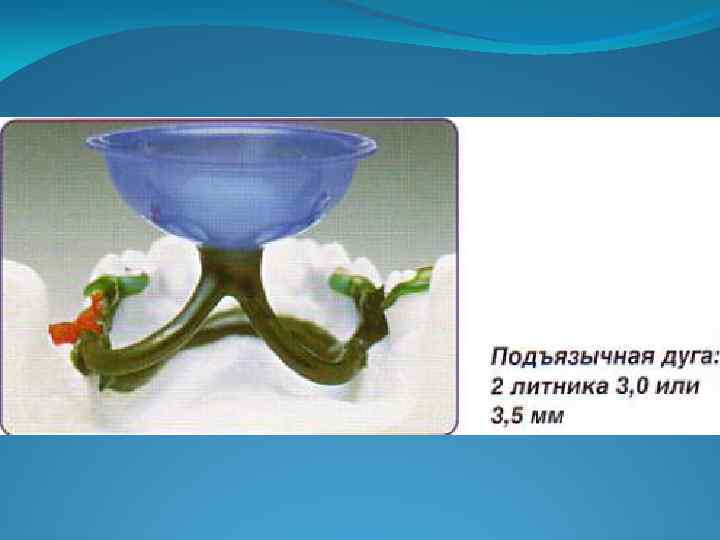
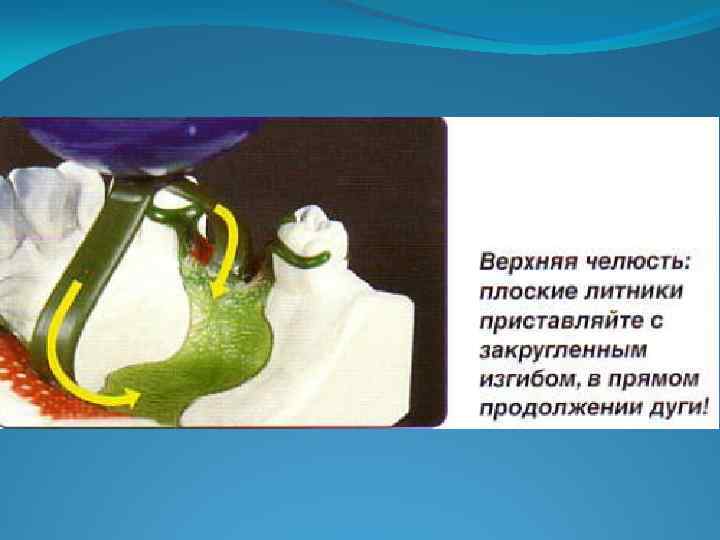
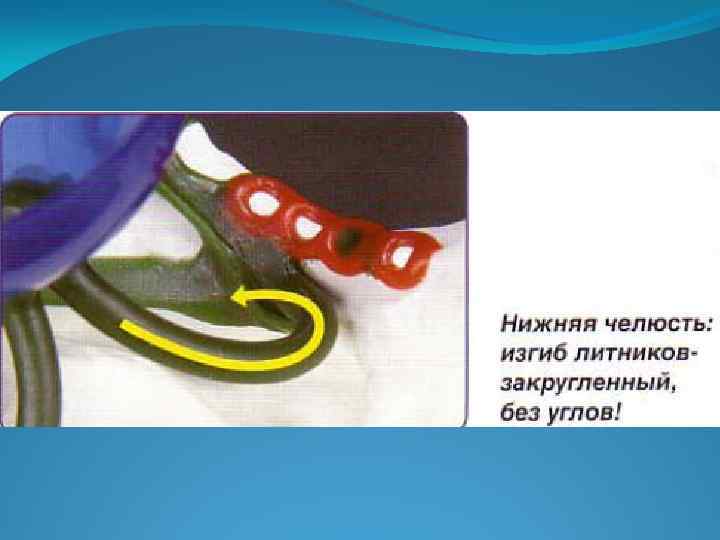
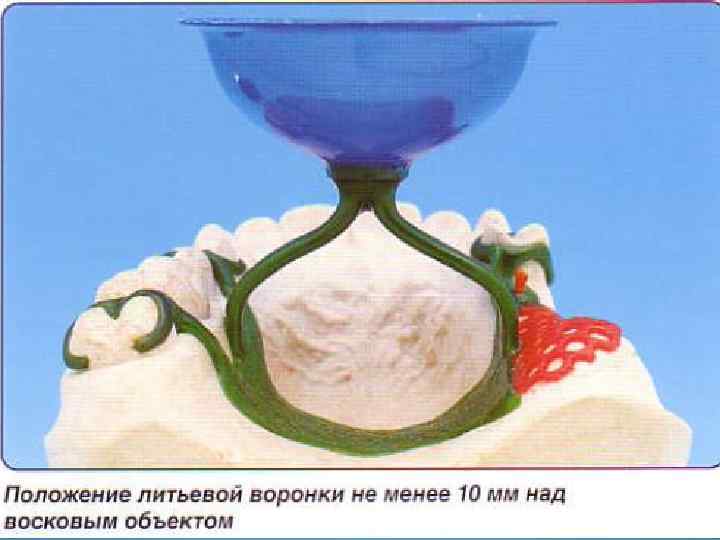
 Воски профильные Применяются для создания литниково-питающая система при литье металлических деталей зубных протезов. Восковые профильные стержни зеленого цвета длиной 170 мм, либо в виде катушек. - легко фиксируются и имеют хорошее сцепление с моделью; - полностью сгорают.
Воски профильные Применяются для создания литниково-питающая система при литье металлических деталей зубных протезов. Восковые профильные стержни зеленого цвета длиной 170 мм, либо в виде катушек. - легко фиксируются и имеют хорошее сцепление с моделью; - полностью сгорают.

 Воск липкий Форма выпуска: цилиндрические стержни длиной 82 мм, диаметром 8, 5 мм, коричневого цвета (легко выделяется на гипсовых материалах) Состав: - канифоль – 70% - пчелиный воск – 25% - воск монтана черного – 5%
Воск липкий Форма выпуска: цилиндрические стержни длиной 82 мм, диаметром 8, 5 мм, коричневого цвета (легко выделяется на гипсовых материалах) Состав: - канифоль – 70% - пчелиный воск – 25% - воск монтана черного – 5%
 Воск липкий Применение: - соединение элементов конструкций зубных протезов; - склеивание металлических частей протезов перед паянием; - склеивание пластмассовых зубов с базисными пластинками и окклюзионными валиками.
Воск липкий Применение: - соединение элементов конструкций зубных протезов; - склеивание металлических частей протезов перед паянием; - склеивание пластмассовых зубов с базисными пластинками и окклюзионными валиками.
