

Волоконные лазеры - лекция 7_2.ppt
- Количество слайдов: 73
 ВОЛОКОННЫЕ ЛАЗЕРЫ И ИХ ПРИМЕНЕНИЕ Лекция 7
ВОЛОКОННЫЕ ЛАЗЕРЫ И ИХ ПРИМЕНЕНИЕ Лекция 7
 СОДЕРЖАНИЕ 1. Применение волоконных лазеров в промышленности. ¨ 1. 1. Лазерная резка. ¨ 1. 2. Лазерная сварка. ¨ 1. 3. Лазерная маркировка. ¨ 1. 4. Лазерная наплавка. n 2. Применение волоконных лазеров в медицине. n
СОДЕРЖАНИЕ 1. Применение волоконных лазеров в промышленности. ¨ 1. 1. Лазерная резка. ¨ 1. 2. Лазерная сварка. ¨ 1. 3. Лазерная маркировка. ¨ 1. 4. Лазерная наплавка. n 2. Применение волоконных лазеров в медицине. n
 Во всех областях") ПРИМЕНЕНИЯ ВОЛОКОННЫХ ЛАЗЕРОВ Маркировка и гравировка Телекоммуникации Сварка труб Оборона (разминирование) Во всех областях применения волоконные лазеры несут улучшения и преимущества! Продукция заказчиков Медицинская промышленность Автомобилестроение, судостроение и другие области машиностроения Медицина
ПРИМЕНЕНИЯ ВОЛОКОННЫХ ЛАЗЕРОВ Маркировка и гравировка Телекоммуникации Сварка труб Оборона (разминирование) Во всех областях применения волоконные лазеры несут улучшения и преимущества! Продукция заказчиков Медицинская промышленность Автомобилестроение, судостроение и другие области машиностроения Медицина
 ЛАЗЕРНАЯ РЕЗКА • Наиболее распространенным технологическим процессом в машиностроении является резка. • Ацетиленокислородная резка, плазменная резка, проникающей дугой и другие физико химические методы разделения обеспечивают повышение производительности по сравнению с механическими методами, но не обеспечивают высокой точности и чистоты поверхностей реза и требуют в большинстве случаев последующей механической обработки. • Необходимы методы резки современных конструкционных материалов, сочетающие высокие показатели как по производительности процесса, так и по точности и качеству поверхностей реза. К числу таких перспективных процессов разделения материалов следует отнести лазерную резку металлов. • Сфокусированное лазерное излучение, обеспечивая высокую концентрацию энергии, позволяет разделять практически любые металлы и сплавы независимо от их теплофизических свойств. При этом можно получить узкие разрезы с минимальной зоной термического влияния (ЗТВ). • При лазерной резке отсутствует механическое воздействие на обрабатываемый материал и возникают минимальные деформации как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого можно осуществлять лазерную резку с высокой степенью точности, в том числе и легкодеформируемых и нежестких деталей. • Благодаря большой плотности мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством реза.
ЛАЗЕРНАЯ РЕЗКА • Наиболее распространенным технологическим процессом в машиностроении является резка. • Ацетиленокислородная резка, плазменная резка, проникающей дугой и другие физико химические методы разделения обеспечивают повышение производительности по сравнению с механическими методами, но не обеспечивают высокой точности и чистоты поверхностей реза и требуют в большинстве случаев последующей механической обработки. • Необходимы методы резки современных конструкционных материалов, сочетающие высокие показатели как по производительности процесса, так и по точности и качеству поверхностей реза. К числу таких перспективных процессов разделения материалов следует отнести лазерную резку металлов. • Сфокусированное лазерное излучение, обеспечивая высокую концентрацию энергии, позволяет разделять практически любые металлы и сплавы независимо от их теплофизических свойств. При этом можно получить узкие разрезы с минимальной зоной термического влияния (ЗТВ). • При лазерной резке отсутствует механическое воздействие на обрабатываемый материал и возникают минимальные деформации как временные в процессе резки, так и остаточные после полного остывания. Вследствие этого можно осуществлять лазерную резку с высокой степенью точности, в том числе и легкодеформируемых и нежестких деталей. • Благодаря большой плотности мощности лазерного излучения обеспечивается высокая производительность процесса в сочетании с высоким качеством реза.
 ФИЗИЧЕСКИЕ ПРОЦЕССЫ ПРИ ЛАЗЕРНОЙ РЕЗКЕ МЕТАЛЛОВ • Воздействие лазерного излучения на металлы при резке характеризуется общими положениями, связанными с поглощением и отражением излучения, распространением поглощенной энергии по объему материала за счет теплопроводности и др. , а также специфическими для процесса резки особенностями. • Лазерное излучение нагревает, плавит и испаряет материал по линии предполагаемого реза, а поток вспомогательного газа удаляет продукты разрушения. Газовый поток не только транспортирует продукты разрушения. При использовании кислорода или воздуха при резке металлов на поверхности разрушения образуется оксидная пленка, повышающая поглощательную способность материала, а в результате экзотермической реакции выделяется достаточно большое количество теплоты. • На участке воздействия излучения металл нагревается до первой температуры разрушения плавления. При дальнейшем поглощении излучения металл расплавляется и от участка воздействия излучения в объем материала начинает перемещаться фазовая граница плавления. Наряду с этим энергетическое воздействие лазерного излучения приводит к последующему повышению температуры, достигающей второй температуры разрушения − кипения, когда имеет место активное испарение. Скорость испарения экспоненциально зависит от температуры и максимального своего значения достигает при стационарной температуре испарения, когда скорости фазовых границ плавления и испарения одинаковы. • В зависимости от плотности мощности лазерного излучения количество расплавленного металла, стационарная температура, скорость плавления и испарения будут различными. Указанные параметры характеризуют процесс разрушения, и, следовательно, изменяя плотность мощности и время воздействия лазерного излучения на металлы, можно управлять этим процессом.
ФИЗИЧЕСКИЕ ПРОЦЕССЫ ПРИ ЛАЗЕРНОЙ РЕЗКЕ МЕТАЛЛОВ • Воздействие лазерного излучения на металлы при резке характеризуется общими положениями, связанными с поглощением и отражением излучения, распространением поглощенной энергии по объему материала за счет теплопроводности и др. , а также специфическими для процесса резки особенностями. • Лазерное излучение нагревает, плавит и испаряет материал по линии предполагаемого реза, а поток вспомогательного газа удаляет продукты разрушения. Газовый поток не только транспортирует продукты разрушения. При использовании кислорода или воздуха при резке металлов на поверхности разрушения образуется оксидная пленка, повышающая поглощательную способность материала, а в результате экзотермической реакции выделяется достаточно большое количество теплоты. • На участке воздействия излучения металл нагревается до первой температуры разрушения плавления. При дальнейшем поглощении излучения металл расплавляется и от участка воздействия излучения в объем материала начинает перемещаться фазовая граница плавления. Наряду с этим энергетическое воздействие лазерного излучения приводит к последующему повышению температуры, достигающей второй температуры разрушения − кипения, когда имеет место активное испарение. Скорость испарения экспоненциально зависит от температуры и максимального своего значения достигает при стационарной температуре испарения, когда скорости фазовых границ плавления и испарения одинаковы. • В зависимости от плотности мощности лазерного излучения количество расплавленного металла, стационарная температура, скорость плавления и испарения будут различными. Указанные параметры характеризуют процесс разрушения, и, следовательно, изменяя плотность мощности и время воздействия лазерного излучения на металлы, можно управлять этим процессом.
 ФИЗИЧЕСКИЕ ПРОЦЕССЫ ПРИ ЛАЗЕРНОЙ РЕЗКЕ МЕТАЛЛОВ • Значительное влияние на интенсивность процессов нагрева и разрушения также оказывает поглощательная способность металлов, зависящая от температуры поверхности, длины волны, поляризации и угла падения излучения на обрабатываемую поверхность. Поглощенная энергия лазерного излучения зависит от параметров парогазовой плазмы, возникающей в процессе резки как при непрерывном, так и при импульсно периодическом режимах лазерного излучения. • Таким образом, при воздействии лазерного излучения на металлы возможны два механизма резки плавление и испарение. Поверхность разрушения, так называемый канал реза, существует по всей толщине в процессе резки и перемещается со средней скоростью в направлении резки. • Практическое использование разрушения металлов посредством механизма испарения затруднено в связи с достаточно высокими удельными энергозатратами. • Заметное снижение энергозатрат достигается использованием вспомогательного газа для удаления продуктов разрушения металла из канала реза. Перемещение жидкой ванны расплава осуществляется в основном по толщине материала, то есть вдоль канала реза с помощью динамического воздействия газа, превышающего вязкокапиллярную силу.
ФИЗИЧЕСКИЕ ПРОЦЕССЫ ПРИ ЛАЗЕРНОЙ РЕЗКЕ МЕТАЛЛОВ • Значительное влияние на интенсивность процессов нагрева и разрушения также оказывает поглощательная способность металлов, зависящая от температуры поверхности, длины волны, поляризации и угла падения излучения на обрабатываемую поверхность. Поглощенная энергия лазерного излучения зависит от параметров парогазовой плазмы, возникающей в процессе резки как при непрерывном, так и при импульсно периодическом режимах лазерного излучения. • Таким образом, при воздействии лазерного излучения на металлы возможны два механизма резки плавление и испарение. Поверхность разрушения, так называемый канал реза, существует по всей толщине в процессе резки и перемещается со средней скоростью в направлении резки. • Практическое использование разрушения металлов посредством механизма испарения затруднено в связи с достаточно высокими удельными энергозатратами. • Заметное снижение энергозатрат достигается использованием вспомогательного газа для удаления продуктов разрушения металла из канала реза. Перемещение жидкой ванны расплава осуществляется в основном по толщине материала, то есть вдоль канала реза с помощью динамического воздействия газа, превышающего вязкокапиллярную силу.
 ОСОБЕННОСТИ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ ИМПУЛЬСНО ПЕРИОДИЧЕСКИМ ИЗЛУЧЕНИЕМ • Широкие возможности лазерной резки металлов открывает применение импульсно периодического лазерного излучения. Использование такого излучения при резке позволяет снизить необходимые средние мощности лазера и вносит специфические особенности в процесс резки. • Температура поверхности жидкой ванны, образованной в результате действия очередного импульса, может быть ниже температуры кипения металла. Расплавленный металл перемещается вдоль канала реза в результате действия газодинамической силы. • Если при воздействии импульса излучения температура поверхности жидкой ванны превышает температуру кипения металла, то на расплавленный металл дополнительно действует механический импульс отдачи паров или плазмы, ускоряющий перемещение жидкой ванны вдоль канала реза. Образование и удаление жидкой ванны из канала реза может происходить как за время длительности импульса лазерного излучения, так и в паузе между импульсами. • В зависимости от соотношения толщины разрезаемого металла, энергетических характеристик излучения и скорости резки возможны две схемы формообразования реза по глубине материала.
ОСОБЕННОСТИ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ ИМПУЛЬСНО ПЕРИОДИЧЕСКИМ ИЗЛУЧЕНИЕМ • Широкие возможности лазерной резки металлов открывает применение импульсно периодического лазерного излучения. Использование такого излучения при резке позволяет снизить необходимые средние мощности лазера и вносит специфические особенности в процесс резки. • Температура поверхности жидкой ванны, образованной в результате действия очередного импульса, может быть ниже температуры кипения металла. Расплавленный металл перемещается вдоль канала реза в результате действия газодинамической силы. • Если при воздействии импульса излучения температура поверхности жидкой ванны превышает температуру кипения металла, то на расплавленный металл дополнительно действует механический импульс отдачи паров или плазмы, ускоряющий перемещение жидкой ванны вдоль канала реза. Образование и удаление жидкой ванны из канала реза может происходить как за время длительности импульса лазерного излучения, так и в паузе между импульсами. • В зависимости от соотношения толщины разрезаемого металла, энергетических характеристик излучения и скорости резки возможны две схемы формообразования реза по глубине материала.
 ОСОБЕННОСТИ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ ИМПУЛЬСНО ПЕРИОДИЧЕСКИМ ИЗЛУЧЕНИЕМ Первая схема имеет место при обработке тонкого листового металла, когда каждый очередной импульс образует в материале элементарное отверстие. При этом в процессе разрушения участвует только часть сфокусированного лазерного пучка, определяемая шагом обработки s* или коэффициентом перекрытия элементарных отверстий (кп): кп = (2 rэ s*)/2 rэ, где rэ входной радиус элементарного отверстия. Следовательно, чем меньше значение кп, тем большая часть светового пятна попадает на металл и участвует в разрушении. В пределе, когда кп = 0 (то есть. s* = 2 rэ), пятно сфокусированного лазерного излучения полностью участвует в формообразовании реза. Очевидно, что при дальнейшем увеличении шага обработки s* рез образовываться не будет, а на металле, появятся лишь отдельные отверстия.
ОСОБЕННОСТИ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ ИМПУЛЬСНО ПЕРИОДИЧЕСКИМ ИЗЛУЧЕНИЕМ Первая схема имеет место при обработке тонкого листового металла, когда каждый очередной импульс образует в материале элементарное отверстие. При этом в процессе разрушения участвует только часть сфокусированного лазерного пучка, определяемая шагом обработки s* или коэффициентом перекрытия элементарных отверстий (кп): кп = (2 rэ s*)/2 rэ, где rэ входной радиус элементарного отверстия. Следовательно, чем меньше значение кп, тем большая часть светового пятна попадает на металл и участвует в разрушении. В пределе, когда кп = 0 (то есть. s* = 2 rэ), пятно сфокусированного лазерного излучения полностью участвует в формообразовании реза. Очевидно, что при дальнейшем увеличении шага обработки s* рез образовываться не будет, а на металле, появятся лишь отдельные отверстия.
 ОСОБЕННОСТИ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ ИМПУЛЬСНО ПЕРИОДИЧЕСКИМ ИЗЛУЧЕНИЕМ • Вторая схема имеет место при обработке 2 rf деталей больших толщин. • Образование реза при этом происходит vp s* следующим образом. После перемещения лазерного луча в направлении резки на величину шага обработки s* передний край светового пятна, попадая на верхнюю кромку детали, образует очередное элементарное h отверстие. • В то же время остальная часть сфокусированного лазерного пучка участвует в дальнейшем углублении ранее образованных элементарных отверстий, что вызывает появление ступенчатой поверхности разрушения. • При этом полная глубина получаемого реза будет зависеть от количества импульсов, подводимых в каждое элементарное отверстие в процессе движения лазерного луча. Количество импульсов nи зависит от шага обработки s*, а следовательно, от скорости резки vр: nи = [(rf + rэ)/s*] + 1, (1) где rf радиус пятна сфокусированного лазерного излучения.
ОСОБЕННОСТИ ЛАЗЕРНОЙ РЕЗКИ МЕТАЛЛОВ ИМПУЛЬСНО ПЕРИОДИЧЕСКИМ ИЗЛУЧЕНИЕМ • Вторая схема имеет место при обработке 2 rf деталей больших толщин. • Образование реза при этом происходит vp s* следующим образом. После перемещения лазерного луча в направлении резки на величину шага обработки s* передний край светового пятна, попадая на верхнюю кромку детали, образует очередное элементарное h отверстие. • В то же время остальная часть сфокусированного лазерного пучка участвует в дальнейшем углублении ранее образованных элементарных отверстий, что вызывает появление ступенчатой поверхности разрушения. • При этом полная глубина получаемого реза будет зависеть от количества импульсов, подводимых в каждое элементарное отверстие в процессе движения лазерного луча. Количество импульсов nи зависит от шага обработки s*, а следовательно, от скорости резки vр: nи = [(rf + rэ)/s*] + 1, (1) где rf радиус пятна сфокусированного лазерного излучения.
 ПАРАМЕТРЫ И ПОКАЗАТЕЛИ ПРОЦЕССА ЛАЗЕРНОЙ РЕЗКИ • Для процесса лазерной резки можно выделить основные факторы, определяющие качество процесса резки. Среди них: плотность мощности и мощность лазерного излучения, скорость резки, размеры и конфигурация сопла для подачи газа, расстояние от среза сопла до поверхности материала, поглощательная способность поверхности материала, вид, состав и свойства разрезаемых материалов. • Плотность подводимой в зону обработки мощности зависит, в свою очередь, от мощности лазерного излучения, его модового состава, поляризации и условий формирования (фокусного расстояния линз, величины и направления расфокусировки). • Качество реза определяют Газ следующие показатели: точность, шероховатость Rz , неперпендикулярность (клиновидность) j, протяженность зоны термического влияния, ширина bb реза b, количество грата (наплывы на нижней кромке разрезаемого металла). • Точность резки характеризуется совпадением размеров вырезанной детали с заданными размерами. R Rz j bn
ПАРАМЕТРЫ И ПОКАЗАТЕЛИ ПРОЦЕССА ЛАЗЕРНОЙ РЕЗКИ • Для процесса лазерной резки можно выделить основные факторы, определяющие качество процесса резки. Среди них: плотность мощности и мощность лазерного излучения, скорость резки, размеры и конфигурация сопла для подачи газа, расстояние от среза сопла до поверхности материала, поглощательная способность поверхности материала, вид, состав и свойства разрезаемых материалов. • Плотность подводимой в зону обработки мощности зависит, в свою очередь, от мощности лазерного излучения, его модового состава, поляризации и условий формирования (фокусного расстояния линз, величины и направления расфокусировки). • Качество реза определяют Газ следующие показатели: точность, шероховатость Rz , неперпендикулярность (клиновидность) j, протяженность зоны термического влияния, ширина bb реза b, количество грата (наплывы на нижней кромке разрезаемого металла). • Точность резки характеризуется совпадением размеров вырезанной детали с заданными размерами. R Rz j bn
 ВЛИЯНИЕ ОПТИЧЕСКИХ ПАРАМЕТРОВ НА ПРОЦЕСС ЛАЗЕРНОЙ РЕЗКИ • Оптические параметры, характеризующие технологический процесс лазерной резки, делятся на параметры: лазерной установки, фокусирующей системы и материала. • Параметры установки: диаметр луча на выходе из резонатора лазера, расходимость лазерного пучка, степень поляризации излучения, модовый состав излучения ТЕМmn (форма распределения плотности мощности по сечению пучка). • Параметры фокусирующей системы: фокусное расстояние f, диаметр пятна фокусировки df , угол схождения лучей после фокусирующей системы, глубина фокуса (длина перетяжки) zf , величина и направление осевого смещения фокальной плоскости фокусирующей системы относительно поверхности разрезаемой детали f. • Параметры материала: отражательная способность, зависящая от природы материала, состояния его поверхности. • Оптические параметры установки и фокусирующей системы во многом взаимосвязаны, так как ими определяется диаметр пятна фокусировки, в свою очередь определяющий совместно с мощностью плотность мощности лазерного излучения. • В случае лазерной резки необходима острая фокусировка, однако для любой оптической системы существует конечный предел степени фокусировки, который называется дифракционным и определяет минимальную площадь фокусируемого пятна, следовательно, максимально достижимую плотность мощности. • При выборе систем фокусировки необходимо решать проблемы, связанные с модовой структурой и геометрией сфокусированного пучка относительно поверхности обрабатываемого материала.
ВЛИЯНИЕ ОПТИЧЕСКИХ ПАРАМЕТРОВ НА ПРОЦЕСС ЛАЗЕРНОЙ РЕЗКИ • Оптические параметры, характеризующие технологический процесс лазерной резки, делятся на параметры: лазерной установки, фокусирующей системы и материала. • Параметры установки: диаметр луча на выходе из резонатора лазера, расходимость лазерного пучка, степень поляризации излучения, модовый состав излучения ТЕМmn (форма распределения плотности мощности по сечению пучка). • Параметры фокусирующей системы: фокусное расстояние f, диаметр пятна фокусировки df , угол схождения лучей после фокусирующей системы, глубина фокуса (длина перетяжки) zf , величина и направление осевого смещения фокальной плоскости фокусирующей системы относительно поверхности разрезаемой детали f. • Параметры материала: отражательная способность, зависящая от природы материала, состояния его поверхности. • Оптические параметры установки и фокусирующей системы во многом взаимосвязаны, так как ими определяется диаметр пятна фокусировки, в свою очередь определяющий совместно с мощностью плотность мощности лазерного излучения. • В случае лазерной резки необходима острая фокусировка, однако для любой оптической системы существует конечный предел степени фокусировки, который называется дифракционным и определяет минимальную площадь фокусируемого пятна, следовательно, максимально достижимую плотность мощности. • При выборе систем фокусировки необходимо решать проблемы, связанные с модовой структурой и геометрией сфокусированного пучка относительно поверхности обрабатываемого материала.
 ВЛИЯНИЕ ОПТИЧЕСКИХ ПАРАМЕТРОВ НА ПРОЦЕСС ЛАЗЕРНОЙ РЕЗКИ • Пятно минимальных размеров можно получить при фокусировке пучков, в которых распределение интенсивности по сечению подчиняется закону Гаусса. • Особенность гауссовых пучков состоит в том, что относительное распределение интенсивности по сечению остается неизменным как в ближней (на расстоянии от перетяжки внутри оптического резонатора лазера z rп 2/ , rп – радиус перетяжки внутри резонатора), так и в дальней (z rп 2/ ) зоне. Кроме того, в гауссовых пучках фаза излучения одинакова во всех точках поперечного сечения (однофазные пучки). • Расходимость лазерного пучка зависит прежде всего от параметров оптического резонатора лазера: радиуса кривизны зеркал и от расстояния между зеркалами. В дальней зоне (z rп 2/ ) расходимость для моды ТЕМ 00 определяется выражением: rп. • Как видно из данного соотношения, расходимость пучка может быть уменьшена за счет его расширения с помощью оптической системы. При этом расходимость лазерного излучения обычно пропорциональна увеличению использованного телескопа: mrm nrn , где m n − расходимость излучения соответственно на входе и выходе из телескопа; rm, rn − радиус пучка соответственно на входе и выходе из телескопа.
ВЛИЯНИЕ ОПТИЧЕСКИХ ПАРАМЕТРОВ НА ПРОЦЕСС ЛАЗЕРНОЙ РЕЗКИ • Пятно минимальных размеров можно получить при фокусировке пучков, в которых распределение интенсивности по сечению подчиняется закону Гаусса. • Особенность гауссовых пучков состоит в том, что относительное распределение интенсивности по сечению остается неизменным как в ближней (на расстоянии от перетяжки внутри оптического резонатора лазера z rп 2/ , rп – радиус перетяжки внутри резонатора), так и в дальней (z rп 2/ ) зоне. Кроме того, в гауссовых пучках фаза излучения одинакова во всех точках поперечного сечения (однофазные пучки). • Расходимость лазерного пучка зависит прежде всего от параметров оптического резонатора лазера: радиуса кривизны зеркал и от расстояния между зеркалами. В дальней зоне (z rп 2/ ) расходимость для моды ТЕМ 00 определяется выражением: rп. • Как видно из данного соотношения, расходимость пучка может быть уменьшена за счет его расширения с помощью оптической системы. При этом расходимость лазерного излучения обычно пропорциональна увеличению использованного телескопа: mrm nrn , где m n − расходимость излучения соответственно на входе и выходе из телескопа; rm, rn − радиус пучка соответственно на входе и выходе из телескопа.
 ВЛИЯНИЕ ОПТИЧЕСКИХ ПАРАМЕТРОВ НА ПРОЦЕСС ЛАЗЕРНОЙ РЕЗКИ • На практике для определения диаметра сфокусированного лазерного пучка ТЕМ 00 можно пользоваться зависимостью: 2 rf = 2 f rn. • Для пучков ТЕМ 00 с небольшой расходимостью при определении диаметра пучка в фокусе вместо радиуса перетяжки в резонаторе rп берется радиус rл пучка перед фокусирующей линзой. • В соответствии с приведенным соотношением для достижения минимальных размеров фокального пятна необходимо использовать короткофокусные линзы. • Другим важным параметром, характеризующим размеры сфокусированного лазерного пучка, является глубина фокуса расстояние от плоскости наименьшего размера пучка (плоскость перетяжки) до плоскости, на которой происходит заданное увеличение диаметра пучка. Например, увеличение диаметра пучка на 10% по сравнению с величиной 2 rf в перетяжке соответствует перемещению относительно перетяжки вдоль оси пучка на .
ВЛИЯНИЕ ОПТИЧЕСКИХ ПАРАМЕТРОВ НА ПРОЦЕСС ЛАЗЕРНОЙ РЕЗКИ • На практике для определения диаметра сфокусированного лазерного пучка ТЕМ 00 можно пользоваться зависимостью: 2 rf = 2 f rn. • Для пучков ТЕМ 00 с небольшой расходимостью при определении диаметра пучка в фокусе вместо радиуса перетяжки в резонаторе rп берется радиус rл пучка перед фокусирующей линзой. • В соответствии с приведенным соотношением для достижения минимальных размеров фокального пятна необходимо использовать короткофокусные линзы. • Другим важным параметром, характеризующим размеры сфокусированного лазерного пучка, является глубина фокуса расстояние от плоскости наименьшего размера пучка (плоскость перетяжки) до плоскости, на которой происходит заданное увеличение диаметра пучка. Например, увеличение диаметра пучка на 10% по сравнению с величиной 2 rf в перетяжке соответствует перемещению относительно перетяжки вдоль оси пучка на .
 МНОГОФУНКЦИОНАЛЬНАЯ ЛАЗЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА МЛ 4 -1
МНОГОФУНКЦИОНАЛЬНАЯ ЛАЗЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА МЛ 4 -1
 МИКРООБРАБОТКА
МИКРООБРАБОТКА
 ЛАЗЕРНЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС НА ОСНОВЕ ВОЛОКОННОГО ЛАЗЕРА
ЛАЗЕРНЫЙ ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС НА ОСНОВЕ ВОЛОКОННОГО ЛАЗЕРА
 ЛАЗЕРНАЯ РЕЗКА Поверхность реза низкоуглеродистой стали толщиной 16 мм. Мощность волоконного лазера 2 к. Вт, скорость резки с кислородом 550 мм/мин Образец лазерной резки алюминиевого сплава толщиной 5. 5 мм. Мощность волоконного лазера 1, 1 к. Вт, скорость резки с воздухом 100 мм/мин
ЛАЗЕРНАЯ РЕЗКА Поверхность реза низкоуглеродистой стали толщиной 16 мм. Мощность волоконного лазера 2 к. Вт, скорость резки с кислородом 550 мм/мин Образец лазерной резки алюминиевого сплава толщиной 5. 5 мм. Мощность волоконного лазера 1, 1 к. Вт, скорость резки с воздухом 100 мм/мин
 ДИСТАЦИОННАЯ РЕЗКА МЕТАЛЛА Время прошивки 100 отв. Толщина, мкм 50 1, 17 100 1, 92 200 Вырезание прокладки автомобильного двигателя Время, с 2, 55
ДИСТАЦИОННАЯ РЕЗКА МЕТАЛЛА Время прошивки 100 отв. Толщина, мкм 50 1, 17 100 1, 92 200 Вырезание прокладки автомобильного двигателя Время, с 2, 55
 ЛАЗЕРНАЯ СВАРКА • Лазерной сваркой называется технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов по примыкающим поверхностям. В результате плавления и кристаллизации возникает прочное сцепление (сварной шов), основанное на межатомном взаимодействии. • Исходя из данного определения, лазерную сварку относят к методам сварки плавлением. Этот метод входит в группу концентрированных источников энергии, таких, как сжатая дуга, плазма, электронный луч, отличающихся высокой плотностью энергии. • Особенностью лазерной сварки является широкий диапазон варьирования режимов, обеспечивающих не только возможность сварки различных материалов толщиной от нескольких микрометров до десятков миллиметров, но и осуществление принципиально различных механизмов проплавления. • Все существующие методы лазерной сварки можно классифицировать по двум группам признаков. Энергетические признаки. Наиболее общими энергетическими признаками, характеризующими метод сварки, являются плотность мощности Е и длительность воздействия излучения . Под длительностью воздействия понимается продолжительность времени экспозиции при непрерывном излучении и длительность импульса при импульсном излучении. • Плотность мощности, необходимая и достаточная для осуществления процессов сварки, лежит в диапазоне 105 107 Вт/см 2. Верхний предел ограничивают процессы интенсивного испарения, которые приводят к выбросу металла, в результате чего возникают дефекты сварного шва. • Для осуществления того или иного процесса лазерной сварки необходимо определенное сочетание плотности мощности с длительностью воздействия излучения на материал. В общем, возможны три основные группы сочетаний, охватывающие весь реальный диапазон технологических режимов лазерной сварки.
ЛАЗЕРНАЯ СВАРКА • Лазерной сваркой называется технологический процесс получения неразъемного соединения частей изделия путем местного расплавления металлов по примыкающим поверхностям. В результате плавления и кристаллизации возникает прочное сцепление (сварной шов), основанное на межатомном взаимодействии. • Исходя из данного определения, лазерную сварку относят к методам сварки плавлением. Этот метод входит в группу концентрированных источников энергии, таких, как сжатая дуга, плазма, электронный луч, отличающихся высокой плотностью энергии. • Особенностью лазерной сварки является широкий диапазон варьирования режимов, обеспечивающих не только возможность сварки различных материалов толщиной от нескольких микрометров до десятков миллиметров, но и осуществление принципиально различных механизмов проплавления. • Все существующие методы лазерной сварки можно классифицировать по двум группам признаков. Энергетические признаки. Наиболее общими энергетическими признаками, характеризующими метод сварки, являются плотность мощности Е и длительность воздействия излучения . Под длительностью воздействия понимается продолжительность времени экспозиции при непрерывном излучении и длительность импульса при импульсном излучении. • Плотность мощности, необходимая и достаточная для осуществления процессов сварки, лежит в диапазоне 105 107 Вт/см 2. Верхний предел ограничивают процессы интенсивного испарения, которые приводят к выбросу металла, в результате чего возникают дефекты сварного шва. • Для осуществления того или иного процесса лазерной сварки необходимо определенное сочетание плотности мощности с длительностью воздействия излучения на материал. В общем, возможны три основные группы сочетаний, охватывающие весь реальный диапазон технологических режимов лазерной сварки.
 ЛАЗЕРНАЯ СВАРКА Первая группа плотность мощности Е = 105 106 Вт/см 2 и длительность воздействия 10 2 с. Этот диапазон относится к методам сварки с использованием непрерывного излучения лазера с различными длинами волн. Длительность воздействия в данном случае определяется отношением диаметра сфокусированного луча к скорости сварки: d/v (1). • Варьирование сочетанием плотности потока со временем воздействия дает возможность применять разнообразные методы лазерной сварки в этой группе энергетических признаков. В частности, возможна сварка как малых, так и больших толщин практически всех конструкционных материалов, соединяемых сваркой плавлением. Вторая группа плотность мощности Е = 106 ÷ 107 Вт/см 2, длительность воздействия ≤ 3 с. В данном диапазоне используются импульсно периодические режимы сварки. Сочетание высокой плотности мощности с импульсным многоразовым воздействием излучения дает возможность осуществлять сварку с повышенной эффективностью проплавления. Частота следования импульсов в этом случае составляет десятки сотни герц, а их длительность существенно ниже времени, определяемого по формуле (1). Однако суммарное действие серии импульсов по времени должно быть достаточным для получения глубокого проплавления. На подобных режимах возможна сварка целого ряда металлов и сплавов различных толщин при энергозатратах, меньше чем при непрерывном излучении. Третья группа режимы с плотностью мощности Е = 105 106 Вт/см 2 и длительностью воздействия 10 3 2 с. Подобные условия создаются отдельными импульсами с длительностью в указанном диапазоне. Образование сварного соединения определяется временем воздействия импульса, то есть существует ограниченная область расплавления, называемая точками. Сочетание плотности мощности и времени воздействия в указанных диапазонах дает возможность проплавлять только малые толщины.
ЛАЗЕРНАЯ СВАРКА Первая группа плотность мощности Е = 105 106 Вт/см 2 и длительность воздействия 10 2 с. Этот диапазон относится к методам сварки с использованием непрерывного излучения лазера с различными длинами волн. Длительность воздействия в данном случае определяется отношением диаметра сфокусированного луча к скорости сварки: d/v (1). • Варьирование сочетанием плотности потока со временем воздействия дает возможность применять разнообразные методы лазерной сварки в этой группе энергетических признаков. В частности, возможна сварка как малых, так и больших толщин практически всех конструкционных материалов, соединяемых сваркой плавлением. Вторая группа плотность мощности Е = 106 ÷ 107 Вт/см 2, длительность воздействия ≤ 3 с. В данном диапазоне используются импульсно периодические режимы сварки. Сочетание высокой плотности мощности с импульсным многоразовым воздействием излучения дает возможность осуществлять сварку с повышенной эффективностью проплавления. Частота следования импульсов в этом случае составляет десятки сотни герц, а их длительность существенно ниже времени, определяемого по формуле (1). Однако суммарное действие серии импульсов по времени должно быть достаточным для получения глубокого проплавления. На подобных режимах возможна сварка целого ряда металлов и сплавов различных толщин при энергозатратах, меньше чем при непрерывном излучении. Третья группа режимы с плотностью мощности Е = 105 106 Вт/см 2 и длительностью воздействия 10 3 2 с. Подобные условия создаются отдельными импульсами с длительностью в указанном диапазоне. Образование сварного соединения определяется временем воздействия импульса, то есть существует ограниченная область расплавления, называемая точками. Сочетание плотности мощности и времени воздействия в указанных диапазонах дает возможность проплавлять только малые толщины.
 ЛАЗЕРНАЯ СВАРКА Технологические признаки. • Эти признаки делятся на две основные группы: сварка с глубоким проплавлением и сварка малых толщин. • Под лазерной сваркой с глубоким проплавлением понимается сварка материала толщиной более 1, 0 мм. Процесс может осуществляться как в непрерывном, так и в импульсно периодическом режиме излучения лазера. При непрерывном излучении за счет особого механизма проплавления можно получить узкие глубокие швы при скорости процесса 30 ÷ 40 мм/с. • Сварка по этому методу осуществляется мощными газовыми лазерами с непрерывными режимами излучения. Сварка с глубоким проплавлением в импульсно периодическом режиме отличается более высокой энергетической эффективностью проплавления по сравнению со сваркой непрерывным излучением. Однако скорость сварки в этом случае на порядок ниже. • Вторая группа технологических признаков объединяет методы, используемые для сварки материалов малых толщин, то есть толщин меньше 1, 0 мм. Принципиальным отличием этих методов является сварка на режимах, обеспечивающих только плавление материала без его интенсивного испарения. В этом случае применяется как непрерывный, так и импульсный режим излучения. Материалы малых толщин можно сваривать как непрерывными швами, так и отдельными точками. При непрерывном излучении используют шовную сварку, а при импульсном как шовную, так и точечную. Шов в данном случае формируется как перекрытие отдельно действующих точек.
ЛАЗЕРНАЯ СВАРКА Технологические признаки. • Эти признаки делятся на две основные группы: сварка с глубоким проплавлением и сварка малых толщин. • Под лазерной сваркой с глубоким проплавлением понимается сварка материала толщиной более 1, 0 мм. Процесс может осуществляться как в непрерывном, так и в импульсно периодическом режиме излучения лазера. При непрерывном излучении за счет особого механизма проплавления можно получить узкие глубокие швы при скорости процесса 30 ÷ 40 мм/с. • Сварка по этому методу осуществляется мощными газовыми лазерами с непрерывными режимами излучения. Сварка с глубоким проплавлением в импульсно периодическом режиме отличается более высокой энергетической эффективностью проплавления по сравнению со сваркой непрерывным излучением. Однако скорость сварки в этом случае на порядок ниже. • Вторая группа технологических признаков объединяет методы, используемые для сварки материалов малых толщин, то есть толщин меньше 1, 0 мм. Принципиальным отличием этих методов является сварка на режимах, обеспечивающих только плавление материала без его интенсивного испарения. В этом случае применяется как непрерывный, так и импульсный режим излучения. Материалы малых толщин можно сваривать как непрерывными швами, так и отдельными точками. При непрерывном излучении используют шовную сварку, а при импульсном как шовную, так и точечную. Шов в данном случае формируется как перекрытие отдельно действующих точек.
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН • Образование сварного соединения сопровождается целым рядом физических явлений, оказывающих влияние, как на механизм проплавления, так и на качество сварного шва в целом. Изучение этих явлений позволяет управлять процессом сварки, обоснованно выбирать режимы и прогнозировать получаемые свойства. • Сварка малых толщин ( мм) выполняется преимущественно в импульсном режиме. Процесс импульсной лазерной сварки основан на тепловом действии света на непрозрачные среды. • Согласно существующим представлениям процесс взаимодействия лазерного излучения с веществом условно может быть разделен на несколько стадий: поглощение света и передача энергии тепловым колебаниям решетки твердого тела, нагревание металла без разрушения, плавление, разрушение материала путем испарения и выброса расплава, остывание после окончания воздействия. • Попадая на поверхность сваривания материалов лазерное излучение частично поглощается поверхностью, а частично отражается. Использование лазерной энергии для сварки основано на поглощении излучения веществом. • Проникновение излучения в материал описывается экспоненциальным законом Бугера Ламберта I(x) = I 0(1 R)exp ( x), где I(x) интенсивность лазерного излучения, проникающего в материал на глубину х; I 0 интенсивность лазерного излучения, падающего на поверхность материала; R коэффициент отражения; коэффициент поглощения.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН • Образование сварного соединения сопровождается целым рядом физических явлений, оказывающих влияние, как на механизм проплавления, так и на качество сварного шва в целом. Изучение этих явлений позволяет управлять процессом сварки, обоснованно выбирать режимы и прогнозировать получаемые свойства. • Сварка малых толщин ( мм) выполняется преимущественно в импульсном режиме. Процесс импульсной лазерной сварки основан на тепловом действии света на непрозрачные среды. • Согласно существующим представлениям процесс взаимодействия лазерного излучения с веществом условно может быть разделен на несколько стадий: поглощение света и передача энергии тепловым колебаниям решетки твердого тела, нагревание металла без разрушения, плавление, разрушение материала путем испарения и выброса расплава, остывание после окончания воздействия. • Попадая на поверхность сваривания материалов лазерное излучение частично поглощается поверхностью, а частично отражается. Использование лазерной энергии для сварки основано на поглощении излучения веществом. • Проникновение излучения в материал описывается экспоненциальным законом Бугера Ламберта I(x) = I 0(1 R)exp ( x), где I(x) интенсивность лазерного излучения, проникающего в материал на глубину х; I 0 интенсивность лазерного излучения, падающего на поверхность материала; R коэффициент отражения; коэффициент поглощения.
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН • В металлах кванты света поглощаются в основном электронами проводимости, которые рассеивают поглощенную энергию на тепловых колебаниях решетки за время 10 11 ÷ 10 10 с. Благодаря этому, поглощенная энергия быстро переходит в колебания решетки, то есть в теплоту. • Коэффициент поглощения для металлов = 105 см 1. Таким образом, поглощенная энергия выделяется в слое толщиной около 10 5 см и лазерное излучение можно рассматривать как источник тепловой энергии, расположенный на поверхности детали. • В результате перехода энергии света в теплоту начинается нагрев материала. Перенос теплоты в твердом теле при этом осуществляется за счет теплопроводности. Размер прогретой области сначала определяется глубиной проникновения света в среду, а с течением времени растет за счет теплопроводности. • Повышение температуры материала может сопровождаться изменением его оптических и теплофизических свойств, тепловым расширением, а также фазовыми переходами в твердом состоянии и плавлением. В ряде случаев при нагревании активизируются диффузионные процессы в твердом теле и некоторые химические реакции на его поверхности и в приповерхностных слоях.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН • В металлах кванты света поглощаются в основном электронами проводимости, которые рассеивают поглощенную энергию на тепловых колебаниях решетки за время 10 11 ÷ 10 10 с. Благодаря этому, поглощенная энергия быстро переходит в колебания решетки, то есть в теплоту. • Коэффициент поглощения для металлов = 105 см 1. Таким образом, поглощенная энергия выделяется в слое толщиной около 10 5 см и лазерное излучение можно рассматривать как источник тепловой энергии, расположенный на поверхности детали. • В результате перехода энергии света в теплоту начинается нагрев материала. Перенос теплоты в твердом теле при этом осуществляется за счет теплопроводности. Размер прогретой области сначала определяется глубиной проникновения света в среду, а с течением времени растет за счет теплопроводности. • Повышение температуры материала может сопровождаться изменением его оптических и теплофизических свойств, тепловым расширением, а также фазовыми переходами в твердом состоянии и плавлением. В ряде случаев при нагревании активизируются диффузионные процессы в твердом теле и некоторые химические реакции на его поверхности и в приповерхностных слоях.
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН • Коэффициент отражения R играет важную роль в рассматриваемых процессах, так как показывает, какая часть падающей энергии отражается и не участвует в нагреве поверхности. Коэффициент отражения металлов существенно зависит от длины волны, резко возрастая в дальней инфракрасной области. Коэффициенты отражения некоторых металлов в зависимости от длины волны представлены в таблице. • Как видно из таблицы, коэффициент отражения достаточно высок, то есть в 0, 69 1, 06 10, 6 начальный момент времени Коэффициент отражения лазерное излучение преимущественно отражается от Al 0, 87 0, 93 0, 97 поверхности. Однако с увеличением температуры Cu 0, 56 0, 58 0, 93 поверхности значение коэффициента отражения Ni 0, 68 0, 75 0, 95 падает, поглощательная способность увеличивается, Ti 0, 906 растет температура поверхности, еще больше снижая Сталь 0, 58 0, 63 0, 95 коэффициент отражения. • Подобная положительная обратная связь дает возможность нагревать поверхность металлов до температуры плавления и испарения даже при высоком исходном значении коэффициента отражения на длине волны 10, 6 мкм. Металл Длина волны излучения, мкм
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН • Коэффициент отражения R играет важную роль в рассматриваемых процессах, так как показывает, какая часть падающей энергии отражается и не участвует в нагреве поверхности. Коэффициент отражения металлов существенно зависит от длины волны, резко возрастая в дальней инфракрасной области. Коэффициенты отражения некоторых металлов в зависимости от длины волны представлены в таблице. • Как видно из таблицы, коэффициент отражения достаточно высок, то есть в 0, 69 1, 06 10, 6 начальный момент времени Коэффициент отражения лазерное излучение преимущественно отражается от Al 0, 87 0, 93 0, 97 поверхности. Однако с увеличением температуры Cu 0, 56 0, 58 0, 93 поверхности значение коэффициента отражения Ni 0, 68 0, 75 0, 95 падает, поглощательная способность увеличивается, Ti 0, 906 растет температура поверхности, еще больше снижая Сталь 0, 58 0, 63 0, 95 коэффициент отражения. • Подобная положительная обратная связь дает возможность нагревать поверхность металлов до температуры плавления и испарения даже при высоком исходном значении коэффициента отражения на длине волны 10, 6 мкм. Металл Длина волны излучения, мкм
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН • Для сварки металлов малых толщин особое значение имеет стадия плавления материала. • Плавление твердого тела и переход его в жидкое состояние представляет собой нарушение дальних связей в решетке, которая теряет устойчивость при увеличении межатомных расстояний, вызванных тепловым расширением. Обычно плавление твердого тела происходит при такой температуре Тпл , когда амплитуда тепловых колебаний атомов относительно положения равновесия достигает величины примерно 0, 2 0, 3 межатомных расстояния. Поскольку изменение плотности вещества при плавлении, как правило, мало и мала сжимаемость жидкости, температура плавления слабо зависит от внешнего давления, а энергия фазового перехода в расчете на один атом невелика по сравнению с энергией испарения. По порядку величины энергия фазового перехода равна тепловой энергии колебаний атомов при температуре Тпл. • При плавлении большинства металлов их электропроводность скачком уменьшается в 2 3 раза, что влечет за собой скачок теплопроводности и отражательной способности. Таким образом, как только температура поверхности металла достигнет точки плавления, возникает новый режим его нагревания, характеризующийся изменением оптических и теплофизических свойств среды и дополнительной затратой теплоты на плавление.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН • Для сварки металлов малых толщин особое значение имеет стадия плавления материала. • Плавление твердого тела и переход его в жидкое состояние представляет собой нарушение дальних связей в решетке, которая теряет устойчивость при увеличении межатомных расстояний, вызванных тепловым расширением. Обычно плавление твердого тела происходит при такой температуре Тпл , когда амплитуда тепловых колебаний атомов относительно положения равновесия достигает величины примерно 0, 2 0, 3 межатомных расстояния. Поскольку изменение плотности вещества при плавлении, как правило, мало и мала сжимаемость жидкости, температура плавления слабо зависит от внешнего давления, а энергия фазового перехода в расчете на один атом невелика по сравнению с энергией испарения. По порядку величины энергия фазового перехода равна тепловой энергии колебаний атомов при температуре Тпл. • При плавлении большинства металлов их электропроводность скачком уменьшается в 2 3 раза, что влечет за собой скачок теплопроводности и отражательной способности. Таким образом, как только температура поверхности металла достигнет точки плавления, возникает новый режим его нагревания, характеризующийся изменением оптических и теплофизических свойств среды и дополнительной затратой теплоты на плавление.
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН Рис. Формирование сварного соединения при сварке металлов малых толщин: а – начальная фаза нагрева; б – образование расплавленной ванны; в – закристаллизовавшийся металл (заштрихован); г – геометрия ванны (заштрихована) при сквозном проплавлении. а) б) в) Тп г) При сварке со сквозным проплавлением объем расплавленного металла удерживается от провисания силами поверхностного натяжения, то есть должно выполняться соотношение mg = d , где m масса расплавленного металла; g ускорение свободного падения; d диаметр расплавленной ванны; коэффициент поверхностного натяжения металла. Нарушение данного соотношения приводит к появлению прожогов, подрезов и провисаний шва.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН Рис. Формирование сварного соединения при сварке металлов малых толщин: а – начальная фаза нагрева; б – образование расплавленной ванны; в – закристаллизовавшийся металл (заштрихован); г – геометрия ванны (заштрихована) при сквозном проплавлении. а) б) в) Тп г) При сварке со сквозным проплавлением объем расплавленного металла удерживается от провисания силами поверхностного натяжения, то есть должно выполняться соотношение mg = d , где m масса расплавленного металла; g ускорение свободного падения; d диаметр расплавленной ванны; коэффициент поверхностного натяжения металла. Нарушение данного соотношения приводит к появлению прожогов, подрезов и провисаний шва.
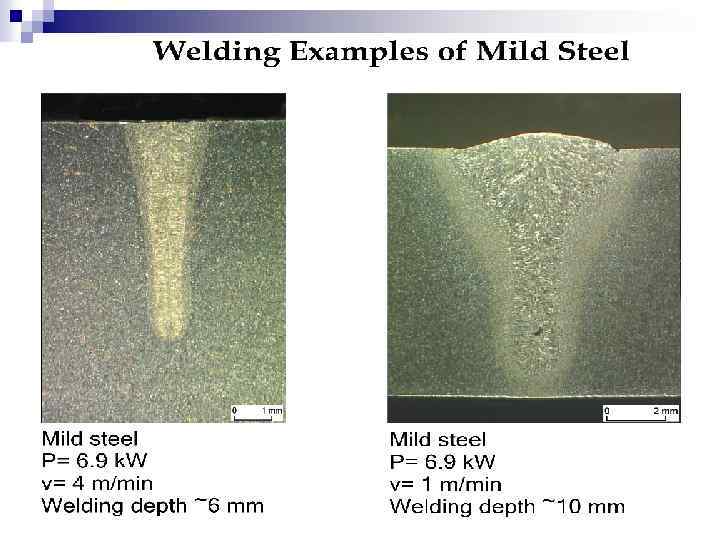
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ • Сварка материалов толщиной более 1, 0 мм лучом лазера принципиально отличается по физическим процессам и механизму проплавления от сварки малых толщин. • Отличительной особенностью сварки мощным лазерным излучением является получение так называемого "кинжального" проплавления, характеризующегося значительной глубиной при малой ширине шва. • Лазерное излучение с определенной критической плотностью, попадая на поверхность материала, нагревает его со скоростью, существенно превышающей скорость отвода теплоты за счет теплопроводности, конвекции обратного излучения. Начинается локальное испарение, на поверхности формируется лунка, которая при достаточной мощности источника развивается в глубь материала и приводит к образованию канала, заполненного парами материала. Давление паров материала не дает полости закрыться под действием гидростатических сил окружающего жидкого металла и сил поверхностного натяжения. При соответствующей скорости относительного перемещения луча и обрабатываемого участка канал приобретает динамическую устойчивость и распространяется в глубь материала. На передней стенке канала происходит плавление материала, а затем затвердевание. Наличие канала дает возможность лазерному излучению проникать в материал на некоторую глубину. При этом образуется узкий шов с большим отношением глубины к ширине. • При рассмотрении физических процессов, сопровождающих формирование сварного соединения, необходимо учитывать энергетические условия процесса, кинетику формирования канала, взаимодействие излучения с парами и плазмой, гидродинамические процессы в сварочной ванне.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ • Сварка материалов толщиной более 1, 0 мм лучом лазера принципиально отличается по физическим процессам и механизму проплавления от сварки малых толщин. • Отличительной особенностью сварки мощным лазерным излучением является получение так называемого "кинжального" проплавления, характеризующегося значительной глубиной при малой ширине шва. • Лазерное излучение с определенной критической плотностью, попадая на поверхность материала, нагревает его со скоростью, существенно превышающей скорость отвода теплоты за счет теплопроводности, конвекции обратного излучения. Начинается локальное испарение, на поверхности формируется лунка, которая при достаточной мощности источника развивается в глубь материала и приводит к образованию канала, заполненного парами материала. Давление паров материала не дает полости закрыться под действием гидростатических сил окружающего жидкого металла и сил поверхностного натяжения. При соответствующей скорости относительного перемещения луча и обрабатываемого участка канал приобретает динамическую устойчивость и распространяется в глубь материала. На передней стенке канала происходит плавление материала, а затем затвердевание. Наличие канала дает возможность лазерному излучению проникать в материал на некоторую глубину. При этом образуется узкий шов с большим отношением глубины к ширине. • При рассмотрении физических процессов, сопровождающих формирование сварного соединения, необходимо учитывать энергетические условия процесса, кинетику формирования канала, взаимодействие излучения с парами и плазмой, гидродинамические процессы в сварочной ванне.
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ Одновременно с началом образования канала над поверхностью материала появляется светящийся факел, состоящий из продуктов испарения и выброса, а также частиц конденсированного пара. При определенных условиях этот факел может снижать интенсивность излучения, сфокусированного на поверхности образца, вследствие поглощения и дефокусировки излучения. В общем случае поглощение лазерного излучения факелом обусловлено фотоэлектрическим поглощением возбужденными атомами, процессами тормозного поглощения электронами в поле ионов и нейтральных атомов, на частицах конденсата и в каплях жидкой фазы, а также плазмой, возникающей в результате оптического пробоя в газовой среде. Плазменное облако, или факел, препятствует прохождению лазерного излучения на поверхность материала (экранирует его). Следствием экранировки является расфокусировка излучения и снижение эффективности проплавления. Образование поверхностной лунки, прогиб жидкой ванны и появление плазменного факела являются начальным моментом формирования канала. В дальнейшем эти процессы периодически повторяются с продвижением лунки в глубь материала.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ Одновременно с началом образования канала над поверхностью материала появляется светящийся факел, состоящий из продуктов испарения и выброса, а также частиц конденсированного пара. При определенных условиях этот факел может снижать интенсивность излучения, сфокусированного на поверхности образца, вследствие поглощения и дефокусировки излучения. В общем случае поглощение лазерного излучения факелом обусловлено фотоэлектрическим поглощением возбужденными атомами, процессами тормозного поглощения электронами в поле ионов и нейтральных атомов, на частицах конденсата и в каплях жидкой фазы, а также плазмой, возникающей в результате оптического пробоя в газовой среде. Плазменное облако, или факел, препятствует прохождению лазерного излучения на поверхность материала (экранирует его). Следствием экранировки является расфокусировка излучения и снижение эффективности проплавления. Образование поверхностной лунки, прогиб жидкой ванны и появление плазменного факела являются начальным моментом формирования канала. В дальнейшем эти процессы периодически повторяются с продвижением лунки в глубь материала.
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ В общем случае картину образования "кинжального" проплавления можно представить в виде схемы. Vсв Рис. Схема продольного сечения сварочной ванны: 1 – лазерный луч; 2 – плазменный факел; 3 – парогазовый канал; 4 – хвостовая часть сварочной ванны; 5 – закристаллизовавшийся металл; 6 – свариваемый материал. 1 2 6 4 5 3 В материале при воздействии излучения с плотностью мощности больше критической образуется сварочная ванна с характерной формой, которая очерчена фазовой границей твердого и расплавленного металла. В головной части ванны расположена наиболее устойчивая область яркого свечения. Эта область представляет собой канал или кратер, заполненный парами металла. Углубление канала происходит постоянно со скоростью 100 200 мм/с до какой то характерной величины, определяемой уровнем подводимой энергии.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ В общем случае картину образования "кинжального" проплавления можно представить в виде схемы. Vсв Рис. Схема продольного сечения сварочной ванны: 1 – лазерный луч; 2 – плазменный факел; 3 – парогазовый канал; 4 – хвостовая часть сварочной ванны; 5 – закристаллизовавшийся металл; 6 – свариваемый материал. 1 2 6 4 5 3 В материале при воздействии излучения с плотностью мощности больше критической образуется сварочная ванна с характерной формой, которая очерчена фазовой границей твердого и расплавленного металла. В головной части ванны расположена наиболее устойчивая область яркого свечения. Эта область представляет собой канал или кратер, заполненный парами металла. Углубление канала происходит постоянно со скоростью 100 200 мм/с до какой то характерной величины, определяемой уровнем подводимой энергии.
 ЛАЗЕРНАЯ СВАРКА МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН Наиболее широко при сварке материалов малых толщин распространена импульсная лазерная сварка. Основными параметрами импульсной лазерной сварки являются: энергия импульса, длительность импульса, диаметр сфокусированного луча, положение фокального пятна относительно свариваемой поверхности (степень расфокусировки), скорость сварки, частота следования импульсов. Параметры режимов сварки. Энергия в импульсе основная энергетическая характеристика, существенно определяющая процесс сварки. Она влияет как на общее количество теплоты, введенное в зону воздействия, так и на некоторые характеристики излучения (длительность импульса, его структуру и расходимость). Энергию импульса W, необходимую для расплавления металла без выплеска, можно ориентировочно оценить по формуле: W = 0, 885 Тпл т r 2/(a )1/2 (Дж), где длительность импульса; r радиус сфокусированного пучка. Длительность импульса характеризует время воздействия излучения на материал и, следовательно, является временем, за которое происходит нагрев и расплавление металла. Для каждого материала и толщины, которую необходимо проплавить, существует оптимальный диапазон длительностей импульса, в пределах которого возможно получение сварного соединения без чрезмерного выброса материала из зоны нагрева. Диапазон оптимальной длительности импульса для сварки различных материалов не совпадает. Увеличение энергии импульса сдвигает диапазон оптимальных длительностей в сторону их увеличения. При увеличении мощности путем сокращения длительности импульса достигается большая глубина проплавления, но при этом увеличивается количество испаряющегося вещества. Поэтому область длительностей импульса при фиксированной энергии излучения должна иметь ограничения по минимуму и максимуму.
ЛАЗЕРНАЯ СВАРКА МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН Наиболее широко при сварке материалов малых толщин распространена импульсная лазерная сварка. Основными параметрами импульсной лазерной сварки являются: энергия импульса, длительность импульса, диаметр сфокусированного луча, положение фокального пятна относительно свариваемой поверхности (степень расфокусировки), скорость сварки, частота следования импульсов. Параметры режимов сварки. Энергия в импульсе основная энергетическая характеристика, существенно определяющая процесс сварки. Она влияет как на общее количество теплоты, введенное в зону воздействия, так и на некоторые характеристики излучения (длительность импульса, его структуру и расходимость). Энергию импульса W, необходимую для расплавления металла без выплеска, можно ориентировочно оценить по формуле: W = 0, 885 Тпл т r 2/(a )1/2 (Дж), где длительность импульса; r радиус сфокусированного пучка. Длительность импульса характеризует время воздействия излучения на материал и, следовательно, является временем, за которое происходит нагрев и расплавление металла. Для каждого материала и толщины, которую необходимо проплавить, существует оптимальный диапазон длительностей импульса, в пределах которого возможно получение сварного соединения без чрезмерного выброса материала из зоны нагрева. Диапазон оптимальной длительности импульса для сварки различных материалов не совпадает. Увеличение энергии импульса сдвигает диапазон оптимальных длительностей в сторону их увеличения. При увеличении мощности путем сокращения длительности импульса достигается большая глубина проплавления, но при этом увеличивается количество испаряющегося вещества. Поэтому область длительностей импульса при фиксированной энергии излучения должна иметь ограничения по минимуму и максимуму.
 ЛАЗЕРНАЯ СВАРКА МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН Исходя из расчета распространения теплоты по уравнению для поверхностного источника в полубесконечном теле, описывающего зависимость глубины проплавления от длительности импульса, определили оптимальные диапазоны длительностей. Для меди оптимальная длительность находится в пределах 10 4 5 4 с , для алюминия составляет 5 10 4 2 10 3 с, для стали 5 10 3 8 10 3 с. Наиболее благоприятной формой импульса излучения при сварке является трапецеидальная или треугольная с относительно крутым передним и пологим задним фронтом. В течение первой части импульса проплавляется основная часть металла, при этом, как правило, реализуется режим глубокого проплавления. За время постепенного и относительно медленного спадания интенсивности во второй части импульса увеличивается количество жидкой фазы (в основном за счет плавления металла у краев сварочной ванны без интенсивного испарения). Диаметр сфокусированного луча влияет как на площадь обработки, так и на плотность мощности Е (Вт/см 2). При выборе диаметра сфокусированного луча следует учитывать соотношение необходимой площади нагрева с плотностью мощности, требуемой для получения заданной глубины проплавления. Для сварки используют диаметры сфокусированного луча в диапазоне от 0, 05 до 1, 0 мм. Формирование необходимого диаметра луча зависит также от фокусного расстояния линзы, которое при сварке выбирается в диапазоне от 30 до 100 мм.
ЛАЗЕРНАЯ СВАРКА МАТЕРИАЛОВ МАЛЫХ ТОЛЩИН Исходя из расчета распространения теплоты по уравнению для поверхностного источника в полубесконечном теле, описывающего зависимость глубины проплавления от длительности импульса, определили оптимальные диапазоны длительностей. Для меди оптимальная длительность находится в пределах 10 4 5 4 с , для алюминия составляет 5 10 4 2 10 3 с, для стали 5 10 3 8 10 3 с. Наиболее благоприятной формой импульса излучения при сварке является трапецеидальная или треугольная с относительно крутым передним и пологим задним фронтом. В течение первой части импульса проплавляется основная часть металла, при этом, как правило, реализуется режим глубокого проплавления. За время постепенного и относительно медленного спадания интенсивности во второй части импульса увеличивается количество жидкой фазы (в основном за счет плавления металла у краев сварочной ванны без интенсивного испарения). Диаметр сфокусированного луча влияет как на площадь обработки, так и на плотность мощности Е (Вт/см 2). При выборе диаметра сфокусированного луча следует учитывать соотношение необходимой площади нагрева с плотностью мощности, требуемой для получения заданной глубины проплавления. Для сварки используют диаметры сфокусированного луча в диапазоне от 0, 05 до 1, 0 мм. Формирование необходимого диаметра луча зависит также от фокусного расстояния линзы, которое при сварке выбирается в диапазоне от 30 до 100 мм.
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ • Геометрия сварного шва или размеры литой зоны (глубина и диаметр проплавления), определяющие прочность сварного соединения, зависят, прежде всего, от энергии, затраченной на нагрев, времени, в течение которого этот нагрев осуществляется, и диаметра пятна излучения на поверхности свариваемых деталей. • Для различных материалов с отличающимися теплофизическими свойствами при одних и тех же характеристиках излучения размеры литой зоны будут неодинаковыми. Однако характер из зависимости от параметров излучения в общих чертах оказывается подобным. • На рисунке показаны зависимости глубины h и диаметра зоны d проплавления некоторых металлов от энергии излучения лазера при постоянных длительности импульса и диаметре светового пятна. Как видно из графиков, с увеличением энергии импульсов глубина проплавления и диаметр точки увеличиваются. h, мм d, мм Рис. Зависимость глубины (а) и диаметра (б) зоны плавления от энергии излучения: 1 − медь; 2 – никель; 3 – молибден W, Дж
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ • Геометрия сварного шва или размеры литой зоны (глубина и диаметр проплавления), определяющие прочность сварного соединения, зависят, прежде всего, от энергии, затраченной на нагрев, времени, в течение которого этот нагрев осуществляется, и диаметра пятна излучения на поверхности свариваемых деталей. • Для различных материалов с отличающимися теплофизическими свойствами при одних и тех же характеристиках излучения размеры литой зоны будут неодинаковыми. Однако характер из зависимости от параметров излучения в общих чертах оказывается подобным. • На рисунке показаны зависимости глубины h и диаметра зоны d проплавления некоторых металлов от энергии излучения лазера при постоянных длительности импульса и диаметре светового пятна. Как видно из графиков, с увеличением энергии импульсов глубина проплавления и диаметр точки увеличиваются. h, мм d, мм Рис. Зависимость глубины (а) и диаметра (б) зоны плавления от энергии излучения: 1 − медь; 2 – никель; 3 – молибден W, Дж
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ • Вследствие неравномерного распределения температуры на поверхности в зоне нагрева, имеющего максимум на оси луча, диаметр зоны проплавления при малых значениях энергии излучения оказывается меньше диаметра светового пятна. При увеличении энергии зона проплавления расширяется и, как правило, превышает световое пятно по диаметру на 25 50% (рисунок на предыдущем слайде). • Сварка лучом мощного лазера с глубоким проплавлением принципиально отличается от сварки малых толщин специфическим формированием сварного шва за счет наличия парогазового канала, что сказывается на особенностях технологии этого способа. • Основными параметрами режимов лазерной сварки с глубоким проплавлением являются мощность лазерного излучения; скорость сварки; параметры фокусирующей системы. • Геометрия проплавления, то есть глубина и ширина шва, в значительной степени зависит от всех основных параметров лазерной сварки. Оптимальной для метода сварки с глубоким проплавлением является "кинжальная" форма поперечного сечения шва. • Диаметр сфокусированного луча оказывает непосредственное влияние на плотность мощности и соответственно на геометрию проплавления. Оптимальным является диаметр луча, обеспечивающий "кинжальное" проплавление с коэффициентом формы шва более 1, 0. Под коэффициентом формы шва понимается отношение глубины проплавления к ширине шва.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ • Вследствие неравномерного распределения температуры на поверхности в зоне нагрева, имеющего максимум на оси луча, диаметр зоны проплавления при малых значениях энергии излучения оказывается меньше диаметра светового пятна. При увеличении энергии зона проплавления расширяется и, как правило, превышает световое пятно по диаметру на 25 50% (рисунок на предыдущем слайде). • Сварка лучом мощного лазера с глубоким проплавлением принципиально отличается от сварки малых толщин специфическим формированием сварного шва за счет наличия парогазового канала, что сказывается на особенностях технологии этого способа. • Основными параметрами режимов лазерной сварки с глубоким проплавлением являются мощность лазерного излучения; скорость сварки; параметры фокусирующей системы. • Геометрия проплавления, то есть глубина и ширина шва, в значительной степени зависит от всех основных параметров лазерной сварки. Оптимальной для метода сварки с глубоким проплавлением является "кинжальная" форма поперечного сечения шва. • Диаметр сфокусированного луча оказывает непосредственное влияние на плотность мощности и соответственно на геометрию проплавления. Оптимальным является диаметр луча, обеспечивающий "кинжальное" проплавление с коэффициентом формы шва более 1, 0. Под коэффициентом формы шва понимается отношение глубины проплавления к ширине шва.
 ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ • Однако геометрические размеры проплавления зависят не только от диаметра сфокусированного луча, но и от его положения относительно поверхности свариваемых деталей. • Сфокусированный луч может быть заглублен под поверхность материала или располагаться над ним. Оптимальная величина этого смещения, обеспечивающая максимальную глубину проплавления, зависит от материала, толщины свариваемых деталей и режимов сварки. Рис. Зависимость глубины проплавления от положения фокальной плоскости относительно поверхности материала. • На рисунке представлена зависимость глубины проплавления от положения сфокусированного луча. В большинстве случаев наилучшие результаты достигаются при заглублении фокуса под поверхностью материала (на рис. отрицательное значение соответствует заглублению). Заглубление колеблется от 0, 5 до 2, 0 мм. В случае смещения от этого значения глубина проплавления падает, ухудшается качество формирования шва.
ФИЗИЧЕСКИЕ ОСОБЕННОСТИ ОБРАЗОВАНИЯ СВАРНОГО СОЕДИНЕНИЯ ПРИ СВАРКЕ С ГЛУБОКИМ ПРОПЛАВЛЕНИЕМ • Однако геометрические размеры проплавления зависят не только от диаметра сфокусированного луча, но и от его положения относительно поверхности свариваемых деталей. • Сфокусированный луч может быть заглублен под поверхность материала или располагаться над ним. Оптимальная величина этого смещения, обеспечивающая максимальную глубину проплавления, зависит от материала, толщины свариваемых деталей и режимов сварки. Рис. Зависимость глубины проплавления от положения фокальной плоскости относительно поверхности материала. • На рисунке представлена зависимость глубины проплавления от положения сфокусированного луча. В большинстве случаев наилучшие результаты достигаются при заглублении фокуса под поверхностью материала (на рис. отрицательное значение соответствует заглублению). Заглубление колеблется от 0, 5 до 2, 0 мм. В случае смещения от этого значения глубина проплавления падает, ухудшается качество формирования шва.
 ЗАЩИТА МЕТАЛЛА ШВА ОТ ОКИСЛЕНИЯ • Помимо рассмотренных основных параметров на качество сварки оказывают влияние и некоторые вспомогательные параметры. В первую очередь это относится к средствам защиты металла шва от окисления. Одним из возможных методов защиты шва от окисления является газовая защита. • При этом методе защитный газ через сопло подается в зону взаимодействия источника энергии с материалом. Специфика лазерной сварки обуславливает применение специальных сопл и составов защитных газов, обеспечивающих как надежную защиту, так и эффективное проплавление. • Функцию защиты сварного шва от окисления могут выполнять различные газы. Однако вследствие разницы в физических свойствах разные газы оказывают разное влияние на снижение экранирующего действия факела, а следовательно, и на эффективность проплавления. • Газы, имеющие более высокий потенциал ионизации и теплопроводность, обеспечивают наивысшую эффективность проплавления. Наилучшие результаты дает защита шва гелием. Достаточно эффективно могут быть использованы аргон, азот и углекислый газ. • На качество защиты в существенной степени влияет правильный выбор расхода газа. При недостаточном расходе газа не будет обеспечено качество защиты. На основании экспериментальных данных были получены следующие диапазоны расхода для некоторых защитных газов: Не (50 60) 10 5 м 3/с; 50%Не + 50%Ar (45 55) 10 5 м 3/с; Ar (15 20) 10 5 м 3/с.
ЗАЩИТА МЕТАЛЛА ШВА ОТ ОКИСЛЕНИЯ • Помимо рассмотренных основных параметров на качество сварки оказывают влияние и некоторые вспомогательные параметры. В первую очередь это относится к средствам защиты металла шва от окисления. Одним из возможных методов защиты шва от окисления является газовая защита. • При этом методе защитный газ через сопло подается в зону взаимодействия источника энергии с материалом. Специфика лазерной сварки обуславливает применение специальных сопл и составов защитных газов, обеспечивающих как надежную защиту, так и эффективное проплавление. • Функцию защиты сварного шва от окисления могут выполнять различные газы. Однако вследствие разницы в физических свойствах разные газы оказывают разное влияние на снижение экранирующего действия факела, а следовательно, и на эффективность проплавления. • Газы, имеющие более высокий потенциал ионизации и теплопроводность, обеспечивают наивысшую эффективность проплавления. Наилучшие результаты дает защита шва гелием. Достаточно эффективно могут быть использованы аргон, азот и углекислый газ. • На качество защиты в существенной степени влияет правильный выбор расхода газа. При недостаточном расходе газа не будет обеспечено качество защиты. На основании экспериментальных данных были получены следующие диапазоны расхода для некоторых защитных газов: Не (50 60) 10 5 м 3/с; 50%Не + 50%Ar (45 55) 10 5 м 3/с; Ar (15 20) 10 5 м 3/с.
 РОБОТИЗИРОВАННЫЙ КОМПЛЕКС С YLR-5000 ДЛЯ ДИСТАНЦИОННОЙ СВАРКИ Мощность 5. 3 к. Вт Транспортное волокно 100 мкм Длина волокна 50 м BPP 4. 2 мм x мрад Диаметр пятна в 1. 4 м 0, 6 мм
РОБОТИЗИРОВАННЫЙ КОМПЛЕКС С YLR-5000 ДЛЯ ДИСТАНЦИОННОЙ СВАРКИ Мощность 5. 3 к. Вт Транспортное волокно 100 мкм Длина волокна 50 м BPP 4. 2 мм x мрад Диаметр пятна в 1. 4 м 0, 6 мм
 УНИВЕРСАЛЬНАЯ ЛАЗЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА
УНИВЕРСАЛЬНАЯ ЛАЗЕРНАЯ ТЕХНОЛОГИЧЕСКАЯ УСТАНОВКА
 ВОЛОКОННЫЙ ЛАЗЕР В СУДОСТРОЕНИИ Монфалкон, Италия Первая поставка сварочного портала с волоконным лазером 10 к. Вт для гибридной сварки в производстве. Верфь Финкантиери в Монфалконе, 2007 г.
ВОЛОКОННЫЙ ЛАЗЕР В СУДОСТРОЕНИИ Монфалкон, Италия Первая поставка сварочного портала с волоконным лазером 10 к. Вт для гибридной сварки в производстве. Верфь Финкантиери в Монфалконе, 2007 г.
 КОМПЛЕКС ДЛЯ СВАРКИ ТРУБОПРОВОДОВ В РАБОТЕ
КОМПЛЕКС ДЛЯ СВАРКИ ТРУБОПРОВОДОВ В РАБОТЕ
 ЛАЗЕРНАЯ МАРКИРОВКА И ГРАВИРОВКА РАЗЛИЧНЫХ МАТЕРИАЛОВ • Гравировка предназначена для получения надписей, рисунков, а также схематических художественных изображений с целью увеличения срока их пользования. • Маркировка – это процесс нанесения определенной информации на детали и изделия с целью их дальнейшего распознавания. • Процесс лазерной маркировки состоит в модификации поверхности материала под действием лазерного излучения. • Излучение вызывает локальный разогрев, плавление и частичное испарение материала в области, ограниченной размерами пятна излучения. Это обуславливает высокую степень разрешения при небольшом термомеханическом воздействии на маркируемое изделие. Достоинства лазерной маркировки: • Миниатюрность наносимого знака. Ширина линии (образующей) знака может быть порядка 10 мкм при размерах самого знака до нескольких десятков микрометров. • Отсутствие механического воздействия на изделие, что позволяет осуществлять маркировку тонкостенных, хрупких деталей, а также узлов и деталей в сборе.
ЛАЗЕРНАЯ МАРКИРОВКА И ГРАВИРОВКА РАЗЛИЧНЫХ МАТЕРИАЛОВ • Гравировка предназначена для получения надписей, рисунков, а также схематических художественных изображений с целью увеличения срока их пользования. • Маркировка – это процесс нанесения определенной информации на детали и изделия с целью их дальнейшего распознавания. • Процесс лазерной маркировки состоит в модификации поверхности материала под действием лазерного излучения. • Излучение вызывает локальный разогрев, плавление и частичное испарение материала в области, ограниченной размерами пятна излучения. Это обуславливает высокую степень разрешения при небольшом термомеханическом воздействии на маркируемое изделие. Достоинства лазерной маркировки: • Миниатюрность наносимого знака. Ширина линии (образующей) знака может быть порядка 10 мкм при размерах самого знака до нескольких десятков микрометров. • Отсутствие механического воздействия на изделие, что позволяет осуществлять маркировку тонкостенных, хрупких деталей, а также узлов и деталей в сборе.
 ЛАЗЕРНАЯ МАРКИРОВКА И ГРАВИРОВКА РАЗЛИЧНЫХ МАТЕРИАЛОВ • Высокие точность и качество нанесения знаков, что гарантирует надежность и стабильность их считывания фотоэлектронными устройствами. • Высокая скорость и производительность процесса. • Возможность полной автоматизации процесса. • При использовании лазеров различной длины волны круг маркируемых материалов очень широк: металлы, пластик, полупроводники, резина, кожа, спецсплавы, дерево и т. д. • Возможность маркировки в труднодоступных местах.
ЛАЗЕРНАЯ МАРКИРОВКА И ГРАВИРОВКА РАЗЛИЧНЫХ МАТЕРИАЛОВ • Высокие точность и качество нанесения знаков, что гарантирует надежность и стабильность их считывания фотоэлектронными устройствами. • Высокая скорость и производительность процесса. • Возможность полной автоматизации процесса. • При использовании лазеров различной длины волны круг маркируемых материалов очень широк: металлы, пластик, полупроводники, резина, кожа, спецсплавы, дерево и т. д. • Возможность маркировки в труднодоступных местах.
 ОБОРУДОВАНИЕ И ТЕХНОЛОГИИ ЛАЗЕРНОЙ МАРКИРОВКИ • В настоящее время, несмотря на многообразие лазеров, реальное коммерческое применение для маркировки получили системы с твердотельными лазерами с длиной волны 1. 06 мкм и СО 2 - лазерами (10. 6 мкм). • Современный лазерный комплекс для маркировки содержит, как правило: - управляющий компьютер; - источник излучения; - системы передачи, перемещения и контроля параметров излучения. • Для промышленного применения используют лазерные маркеры со сканаторными и портальными системами развертки луча.
ОБОРУДОВАНИЕ И ТЕХНОЛОГИИ ЛАЗЕРНОЙ МАРКИРОВКИ • В настоящее время, несмотря на многообразие лазеров, реальное коммерческое применение для маркировки получили системы с твердотельными лазерами с длиной волны 1. 06 мкм и СО 2 - лазерами (10. 6 мкм). • Современный лазерный комплекс для маркировки содержит, как правило: - управляющий компьютер; - источник излучения; - системы передачи, перемещения и контроля параметров излучения. • Для промышленного применения используют лазерные маркеры со сканаторными и портальными системами развертки луча.
 Принцип построения сканаторной и портальной систем развертки луча в лазерных маркерах
Принцип построения сканаторной и портальной систем развертки луча в лазерных маркерах
 перемещают лазерный луч со") ОБОРУДОВАНИЕ И ТЕХНОЛОГИИ ЛАЗЕРНОЙ МАРКИРОВКИ • Сканаторы (или устройства сканирования) перемещают лазерный луч со скоростью до 6 м/с и обеспечивают точность отслеживания контура до 1. 5 мкм. • Объективы сканаторов позволяют обрабатывать изделия и поверхности размерами до 250 х250 мм. • Современные двигатели и новые технические решения обеспечивают скорость перемещения луча в портальных системах до 3. 5 м/с при высокой точности повторения контура. При этом портальные системы работают на поле порядка 750 х450 мм. • Сканаторы используются как для твердотельных, так и для СО 2 лазеров. • Портальные системы используются, в основном, для СО 2 -лазеров. Это связано с особенностями фокусировки излучения различной длины волны, которая накладывает ограничения на размеры рабочего поля и на возможность комбинации системы развертки с конкретным лазерным излучателем.
ОБОРУДОВАНИЕ И ТЕХНОЛОГИИ ЛАЗЕРНОЙ МАРКИРОВКИ • Сканаторы (или устройства сканирования) перемещают лазерный луч со скоростью до 6 м/с и обеспечивают точность отслеживания контура до 1. 5 мкм. • Объективы сканаторов позволяют обрабатывать изделия и поверхности размерами до 250 х250 мм. • Современные двигатели и новые технические решения обеспечивают скорость перемещения луча в портальных системах до 3. 5 м/с при высокой точности повторения контура. При этом портальные системы работают на поле порядка 750 х450 мм. • Сканаторы используются как для твердотельных, так и для СО 2 лазеров. • Портальные системы используются, в основном, для СО 2 -лазеров. Это связано с особенностями фокусировки излучения различной длины волны, которая накладывает ограничения на размеры рабочего поля и на возможность комбинации системы развертки с конкретным лазерным излучателем.
 ОБОРУДОВАНИЕ И ТЕХНОЛОГИИ ЛАЗЕРНОЙ МАРКИРОВКИ • Лазеры, интегрируемые в системы и станки для маркировки, должны иметь широкий диапазон, линейность и монотонность изменения параметров, стабильность характеристик излучения. • Отпаянные СО 2 – лазеры с высокоточной накачкой – основные типы излучателей для маркирующих систем на базе СО 2 – лазеров. • Они имеют небольшие габариты, удобны в управлении и обеспечивают мощность 100 -200 Вт (при плотности мощности излучения в зоне контакта с материалом не выше 105 Вт/см 2). • СО 2 – лазеры используются, в основном, для маркировки неметаллических материалов или металлов с неметаллическим покрытием (окрашенных, анодированных и проч. ).
ОБОРУДОВАНИЕ И ТЕХНОЛОГИИ ЛАЗЕРНОЙ МАРКИРОВКИ • Лазеры, интегрируемые в системы и станки для маркировки, должны иметь широкий диапазон, линейность и монотонность изменения параметров, стабильность характеристик излучения. • Отпаянные СО 2 – лазеры с высокоточной накачкой – основные типы излучателей для маркирующих систем на базе СО 2 – лазеров. • Они имеют небольшие габариты, удобны в управлении и обеспечивают мощность 100 -200 Вт (при плотности мощности излучения в зоне контакта с материалом не выше 105 Вт/см 2). • СО 2 – лазеры используются, в основном, для маркировки неметаллических материалов или металлов с неметаллическим покрытием (окрашенных, анодированных и проч. ).
") ОБОРУДОВАНИЕ И ТЕХНОЛОГИИ ЛАЗЕРНОЙ МАРКИРОВКИ • Твердотельные лазеры (в отличие от СО 2 -лазеров) за счет модуляции добротности могут генерировать мощные импульсы высокой частоты (до десятков к. Гц) при низкой средней мощности излучения (десятки ватт), обеспечивая плотность мощности излучения в зоне контакта на уровне (1 -5) 108 Вт/см 2 и более. • Такие параметры обеспечивают интенсивное воздействие излучения на материал при минимальном общем его нагреве. • Это позволяет применять твердотельные лазеры для маркировки металлов, тугоплавких сплавов и сталей, высоко твердой керамики. • Системы для маркировки на базе лазеров с диодной накачкой значительно компактнее, легче, проще в обслуживании и гораздо надежнее систем с ламповой накачкой. • Они потребляют гораздо меньше электроэнергии и, как правило, не требуют водяного охлаждения.
ОБОРУДОВАНИЕ И ТЕХНОЛОГИИ ЛАЗЕРНОЙ МАРКИРОВКИ • Твердотельные лазеры (в отличие от СО 2 -лазеров) за счет модуляции добротности могут генерировать мощные импульсы высокой частоты (до десятков к. Гц) при низкой средней мощности излучения (десятки ватт), обеспечивая плотность мощности излучения в зоне контакта на уровне (1 -5) 108 Вт/см 2 и более. • Такие параметры обеспечивают интенсивное воздействие излучения на материал при минимальном общем его нагреве. • Это позволяет применять твердотельные лазеры для маркировки металлов, тугоплавких сплавов и сталей, высоко твердой керамики. • Системы для маркировки на базе лазеров с диодной накачкой значительно компактнее, легче, проще в обслуживании и гораздо надежнее систем с ламповой накачкой. • Они потребляют гораздо меньше электроэнергии и, как правило, не требуют водяного охлаждения.
 Характеристики излучения твердотельных лазеров маркирующих систем.
Характеристики излучения твердотельных лазеров маркирующих систем.
 ОБОРУДОВАНИЕ ЛАЗЕРНОЙ МАРКИРОВКИ И ГРАВИРОВКИ
ОБОРУДОВАНИЕ ЛАЗЕРНОЙ МАРКИРОВКИ И ГРАВИРОВКИ
 ПРИМЕНЕНИЕ ЛАЗЕРНОЙ МАРКИРОВКИ • Лазерная маркировка применяется в различных отраслях промышленности: пищевой, ювелирной авиастроительной, атомной и др. Это универсальный метод нанесения информации на детали и изделия. • Маркировка изделий массового производства. Учитывая минимальность воздействия на материал, можно наносить информацию на готовое изделие (после его тестирования) без дополнительных операций. • Маркировка может наноситься на готовое изделие. Это дает производителю возможность маркировать продукт после его сортировки тем логотипом, который используется тем или иным держателем торговой марки. • Нанесение информации (спецзнаков) непосредственно на изделие, позволяет также обеспечить высокую степень защиты изделий от подделки. • Лазерная маркировка изделий массового производства применяется при производстве подшипников, часовых механизмов, микросхем, форсунок двигателей и деталей автомобилей.
ПРИМЕНЕНИЕ ЛАЗЕРНОЙ МАРКИРОВКИ • Лазерная маркировка применяется в различных отраслях промышленности: пищевой, ювелирной авиастроительной, атомной и др. Это универсальный метод нанесения информации на детали и изделия. • Маркировка изделий массового производства. Учитывая минимальность воздействия на материал, можно наносить информацию на готовое изделие (после его тестирования) без дополнительных операций. • Маркировка может наноситься на готовое изделие. Это дает производителю возможность маркировать продукт после его сортировки тем логотипом, который используется тем или иным держателем торговой марки. • Нанесение информации (спецзнаков) непосредственно на изделие, позволяет также обеспечить высокую степень защиты изделий от подделки. • Лазерная маркировка изделий массового производства применяется при производстве подшипников, часовых механизмов, микросхем, форсунок двигателей и деталей автомобилей.
 ПРИМЕНЕНИЕ ЛАЗЕРНОЙ МАРКИРОВКИ • Маркировка серийных изделий с оперативно изменяющейся информацией. • Управляемость лазерного излучения позволяет наносить динамически меняющуюся информацию об изделии, хранящуюся в компьютере: номера партии и изделия, дату и время выпуска. • Также эффективно решаются подобные задачи производстве информационных табличек для сборных изделий и механизмов (автомобили, двигатели), тепловыделяющих элементов. Рис. Маркировка изделий с меняющейся информацией.
ПРИМЕНЕНИЕ ЛАЗЕРНОЙ МАРКИРОВКИ • Маркировка серийных изделий с оперативно изменяющейся информацией. • Управляемость лазерного излучения позволяет наносить динамически меняющуюся информацию об изделии, хранящуюся в компьютере: номера партии и изделия, дату и время выпуска. • Также эффективно решаются подобные задачи производстве информационных табличек для сборных изделий и механизмов (автомобили, двигатели), тепловыделяющих элементов. Рис. Маркировка изделий с меняющейся информацией.
 ПРИМЕНЕНИЕ ЛАЗЕРНОЙ МАРКИРОВКИ • Маркировка изделий с повышенными требованиями к стойкости маркировки. • Уникальные свойства лазерного излучения и выбор собственно материала позволяют совместить высокую стойкость маркировки и сохранение свойств маркируемого изделия. • Это важно при маркировке клавиатур компьютеров, пластиковых изделий автомобилей, телефонных и других кнопок. • Маркировка штрихкодов на изделии позволяет автоматизировать процесс учета и контроля и обеспечивает высокую степень защиты изделий от подделки.
ПРИМЕНЕНИЕ ЛАЗЕРНОЙ МАРКИРОВКИ • Маркировка изделий с повышенными требованиями к стойкости маркировки. • Уникальные свойства лазерного излучения и выбор собственно материала позволяют совместить высокую стойкость маркировки и сохранение свойств маркируемого изделия. • Это важно при маркировке клавиатур компьютеров, пластиковых изделий автомобилей, телефонных и других кнопок. • Маркировка штрихкодов на изделии позволяет автоматизировать процесс учета и контроля и обеспечивает высокую степень защиты изделий от подделки.
 НОВЫЕ ВОЗМОЖНОСТИ СОВРЕМЕННЫХ ЛАЗЕРНЫХ СИСТЕМ ДЛЯ МАРКИРОВКИ • Все твердотельные лазеры, используемые для маркировки, имеют несколько оптимизируемых параметров: частоту и длительность импульса, распределение мощности по пятну нагрева и т. д. На рисунке показано состояние поверхности нержавеющей стали после маркировки тремя лазерными системами при нормированных условиях обработки (одинаковое перекрытие пучков, визуально похожий результат воздействия).
НОВЫЕ ВОЗМОЖНОСТИ СОВРЕМЕННЫХ ЛАЗЕРНЫХ СИСТЕМ ДЛЯ МАРКИРОВКИ • Все твердотельные лазеры, используемые для маркировки, имеют несколько оптимизируемых параметров: частоту и длительность импульса, распределение мощности по пятну нагрева и т. д. На рисунке показано состояние поверхности нержавеющей стали после маркировки тремя лазерными системами при нормированных условиях обработки (одинаковое перекрытие пучков, визуально похожий результат воздействия).
 НОВЫЕ ВОЗМОЖНОСТИ СОВРЕМЕННЫХ ЛАЗЕРНЫХ СИСТЕМ ДЛЯ МАРКИРОВКИ • Рисунки структуры после обработки имеют существенные отличия: - Волоконный лазер ( «Мини. Маркер – М 10» ), имея высокостабильные пространственно-временные характеристики излучения, формирует четкую, ярко выраженную симметричную структуру. - Лазеры с ламповой накачкой ( «Бета Маркер – 2010» ) практически не позволяет сформировать периодическую структуру на металле ввиду изменения пространственного распределения энергии излучения от импульса к импульсу. - Лазеры с диодной накачкой ( «Дио Маркер –Д 10» ) занимают промежуточное положение. • Некоторое нарушение периодичности структуры связано с высокой пиковой мощностью излучения и с нестабильностью, вызываемой процессами плавления и выноса продуктов разрушения из зоны взаимодействия при формировании «точки» на металле.
НОВЫЕ ВОЗМОЖНОСТИ СОВРЕМЕННЫХ ЛАЗЕРНЫХ СИСТЕМ ДЛЯ МАРКИРОВКИ • Рисунки структуры после обработки имеют существенные отличия: - Волоконный лазер ( «Мини. Маркер – М 10» ), имея высокостабильные пространственно-временные характеристики излучения, формирует четкую, ярко выраженную симметричную структуру. - Лазеры с ламповой накачкой ( «Бета Маркер – 2010» ) практически не позволяет сформировать периодическую структуру на металле ввиду изменения пространственного распределения энергии излучения от импульса к импульсу. - Лазеры с диодной накачкой ( «Дио Маркер –Д 10» ) занимают промежуточное положение. • Некоторое нарушение периодичности структуры связано с высокой пиковой мощностью излучения и с нестабильностью, вызываемой процессами плавления и выноса продуктов разрушения из зоны взаимодействия при формировании «точки» на металле.
 ЦВЕТНАЯ МАРКИРОВКА МЕТАЛЛОВ • Эффект цветной маркировки некоторых металлов и сплавов формируется стандартными режимами только у систем с волоконными лазерами. • Суть цветной маркировки – образование оксидных пленок соответствующего состава на поверхности материала. • Этот эффект наблюдается только на тех металлах и сплавах, которые способны образовывать цветные окислы. Это могут быть, например, железо, титан и их сплавы, цирконий и др. Рис. Цветные изображения при маркировке системой «Мини. Маркер-М 10» с импульсным волоконным лазером (полированная нержавеющая сталь).
ЦВЕТНАЯ МАРКИРОВКА МЕТАЛЛОВ • Эффект цветной маркировки некоторых металлов и сплавов формируется стандартными режимами только у систем с волоконными лазерами. • Суть цветной маркировки – образование оксидных пленок соответствующего состава на поверхности материала. • Этот эффект наблюдается только на тех металлах и сплавах, которые способны образовывать цветные окислы. Это могут быть, например, железо, титан и их сплавы, цирконий и др. Рис. Цветные изображения при маркировке системой «Мини. Маркер-М 10» с импульсным волоконным лазером (полированная нержавеющая сталь).
 ЦВЕТНАЯ МАРКИРОВКА МЕТАЛЛОВ Каждому цвету соответствует свое значение интегральной температуры, которая при широком изменении параметров режима (мощности, скорости, частоты) лежит в узком диапазоне: - для красного цвета 1. 12 – 1. 30; - для голубого цвета 0. 49 – 0. 57; - для желтого цвета 1. 04 – 1. 09. Рис. Цветные изображения при маркировке системой «Мини. Маркер-М 10» с импульсным волоконным лазером (полированная нержавеющая сталь). • Условие постоянства интегральной температуры является необходимым, но для получения эффекта цветной маркировки, требуются еще условия, связанные с пространственно-временными характеристиками излучения и их стабильностью. • Именно эти последние условия выполняются у волоконных лазеров, что и определяет возможность получения цветной маркировки.
ЦВЕТНАЯ МАРКИРОВКА МЕТАЛЛОВ Каждому цвету соответствует свое значение интегральной температуры, которая при широком изменении параметров режима (мощности, скорости, частоты) лежит в узком диапазоне: - для красного цвета 1. 12 – 1. 30; - для голубого цвета 0. 49 – 0. 57; - для желтого цвета 1. 04 – 1. 09. Рис. Цветные изображения при маркировке системой «Мини. Маркер-М 10» с импульсным волоконным лазером (полированная нержавеющая сталь). • Условие постоянства интегральной температуры является необходимым, но для получения эффекта цветной маркировки, требуются еще условия, связанные с пространственно-временными характеристиками излучения и их стабильностью. • Именно эти последние условия выполняются у волоконных лазеров, что и определяет возможность получения цветной маркировки.
 МЕТОДЫ БЫСТРОГО ПРОТОТИПИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ • Методы формирования трехмерных объектов не путем удаления материала (точение, фрезерование, электроэрозионная обработка) или изменение формы заготовки (ковка, штамповка, прессовка), а постепенное наращивание (добавление) материала или изменение фазового состояния вещества в заданной области пространства. • Послойное формирование трехмерных объектов по их компьютерным образам – Rapid Phototyping – возможность производства на ограниченном пространстве с быстрой и недорогой модификацией технологического цикла. • Этот метод в настоящее время находит применение в различных отраслях промышленности; особенно он эффективен в машиностроении, автомобиле- и самолетостроении, производстве медицинской техники и инструментов. • Комплекс работ по изготовлению детали методами быстрого прототипирования включает три основных этапа: - на первом этапе создается компьютерная модель будущей детали; - на втором этапе на установке прототипирования по созданной компьютерной модели осуществляется выращивание прототипа будущей детали; - на третьем этапе по выращенному прототипу изготавливают металлические отливки с помощью точного литейного оборудования и специальных технологий. • Максимально достижимая точность с использованием существующих технологий составляет ± 0. 05 мм. В большинстве случаев точность находится в пределах ± 0. 1 мм.
МЕТОДЫ БЫСТРОГО ПРОТОТИПИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ • Методы формирования трехмерных объектов не путем удаления материала (точение, фрезерование, электроэрозионная обработка) или изменение формы заготовки (ковка, штамповка, прессовка), а постепенное наращивание (добавление) материала или изменение фазового состояния вещества в заданной области пространства. • Послойное формирование трехмерных объектов по их компьютерным образам – Rapid Phototyping – возможность производства на ограниченном пространстве с быстрой и недорогой модификацией технологического цикла. • Этот метод в настоящее время находит применение в различных отраслях промышленности; особенно он эффективен в машиностроении, автомобиле- и самолетостроении, производстве медицинской техники и инструментов. • Комплекс работ по изготовлению детали методами быстрого прототипирования включает три основных этапа: - на первом этапе создается компьютерная модель будущей детали; - на втором этапе на установке прототипирования по созданной компьютерной модели осуществляется выращивание прототипа будущей детали; - на третьем этапе по выращенному прототипу изготавливают металлические отливки с помощью точного литейного оборудования и специальных технологий. • Максимально достижимая точность с использованием существующих технологий составляет ± 0. 05 мм. В большинстве случаев точность находится в пределах ± 0. 1 мм.
 МЕТОДЫ БЫСТРОГО ПРОТОТИПИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ Принцип формирования деталей по SLS/SLM технологии: На рабочую подложку наносится слой порошка контролируемой толщины (10 -100µm). Затем, при помощи лазерного излучения, в качестве источника тепла, размещенный порошок переплавляется в локальных областях. После лазерной обработки, поверх переплавленного материала наносится новый слой порошка и процесс повторяется до полного изготовления детали. Phenix PM 100 T/PM 100 T dental
МЕТОДЫ БЫСТРОГО ПРОТОТИПИРОВАНИЯ С ИСПОЛЬЗОВАНИЕМ ЛАЗЕРНОГО ИЗЛУЧЕНИЯ Принцип формирования деталей по SLS/SLM технологии: На рабочую подложку наносится слой порошка контролируемой толщины (10 -100µm). Затем, при помощи лазерного излучения, в качестве источника тепла, размещенный порошок переплавляется в локальных областях. После лазерной обработки, поверх переплавленного материала наносится новый слой порошка и процесс повторяется до полного изготовления детали. Phenix PM 100 T/PM 100 T dental
 ОБЛАСТИ ПРИМЕНЕНИЯ БЫСТРОГО ПРОТОТИПИРОВАНИЯ Медицина изготовление костных и зубных имплантатов. Изготовления оснастки и функциональных элементов. Изготовления специфического мелкосерийного инструментария Аэрокосмическая Машиностроение изготовление прототипов внедряемых деталей. Отработка дизайна. Изготовление специфических деталей для авто- и мото-спортивной областей. Мелкосерийное производство. Изготовление штампов. промышленность Изготовления сложных элементов, оснастки, компонентов двигателей. Точное изготовление деталей из труднообрабатываемых и дорогостоящих материалов. Изготовление штампов. Энергетический сектор Изготовление небольших серий функциональных элементов. Производство уникальных элементов для атомной промышленности. Использование специфических материалов, в том числе труднообрабатываемых и реактивных металлов
ОБЛАСТИ ПРИМЕНЕНИЯ БЫСТРОГО ПРОТОТИПИРОВАНИЯ Медицина изготовление костных и зубных имплантатов. Изготовления оснастки и функциональных элементов. Изготовления специфического мелкосерийного инструментария Аэрокосмическая Машиностроение изготовление прототипов внедряемых деталей. Отработка дизайна. Изготовление специфических деталей для авто- и мото-спортивной областей. Мелкосерийное производство. Изготовление штампов. промышленность Изготовления сложных элементов, оснастки, компонентов двигателей. Точное изготовление деталей из труднообрабатываемых и дорогостоящих материалов. Изготовление штампов. Энергетический сектор Изготовление небольших серий функциональных элементов. Производство уникальных элементов для атомной промышленности. Использование специфических материалов, в том числе труднообрабатываемых и реактивных металлов
 ЛАЗЕРНАЯ НАПЛАВКА 1. Наплавочная ячейка 2. Блок управления 3. Дозатор порошка 2 3 1
ЛАЗЕРНАЯ НАПЛАВКА 1. Наплавочная ячейка 2. Блок управления 3. Дозатор порошка 2 3 1
 ЭЛЕМЕНТЫ ЛАЗЕРНОЙ НАПЛАВОЧНОЙ УСТАНОВКИ Координатный стол Оптическая голова
ЭЛЕМЕНТЫ ЛАЗЕРНОЙ НАПЛАВОЧНОЙ УСТАНОВКИ Координатный стол Оптическая голова
 ПРОГРАММНАЯ ОБРАБОТКА ИЗОБРАЖЕНИЯ ДЕТАЛИ Фотография Выделение контрастного торца Конечный контур обхода Корректировка Выделение контура
ПРОГРАММНАЯ ОБРАБОТКА ИЗОБРАЖЕНИЯ ДЕТАЛИ Фотография Выделение контрастного торца Конечный контур обхода Корректировка Выделение контура
 ПРОЦЕСС БЕЗ ФИЛЬТРА НАПЛАВКИ С ФИЛЬТРОМ
ПРОЦЕСС БЕЗ ФИЛЬТРА НАПЛАВКИ С ФИЛЬТРОМ
 ПРИМЕРЫ Наплавка объемной надписи Наплавка кольца по спирали НАПЛАВКИ Ремонт лопатки турбины Лопатка турбины после конечной обработки
ПРИМЕРЫ Наплавка объемной надписи Наплавка кольца по спирали НАПЛАВКИ Ремонт лопатки турбины Лопатка турбины после конечной обработки
 МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ • За последние два десятилетия были созданы лазерные технологии лечения различных заболеваний, и лазер стал привычным и эффективным инструментом для врачей крупных медицинских центров. • В последнее время лазерные диоды и лазеры с полупроводниковой накачкой начали вытеснять из медицинских аппаратов лазеры других типов. • Это обусловлено следующими преимуществами лазерных диодов и лазеров с полупроводниковой накачкой: - малые вес, энергопотребление и габариты; - отсутствие потребности в жидкостном охлаждении; - простота в обращении, отсутствие необходимости в частом проведении регламентных работ и квалифицированном обслуживании; - высокая стабильность параметров, простота управления характеристиками излучения (мощностью, модуляцией и, в определенной степени, длиной волны излучения); - низкая чувствительность к механическим и климатическим воздействиям. • Эти преимущества, а также снижение цены аппаратов и стоимости их эксплуатации создали предпосылки к более широкому их внедрению в массовое здравоохранение, включая амбулаторно-поликлиническую службу, службу скорой помощи и мобильные полевые госпитали. • Дополнительные возможности медицинских применений открываются при использовании волоконных лазеров с накачкой от полупроводниковых лазеров.
МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ • За последние два десятилетия были созданы лазерные технологии лечения различных заболеваний, и лазер стал привычным и эффективным инструментом для врачей крупных медицинских центров. • В последнее время лазерные диоды и лазеры с полупроводниковой накачкой начали вытеснять из медицинских аппаратов лазеры других типов. • Это обусловлено следующими преимуществами лазерных диодов и лазеров с полупроводниковой накачкой: - малые вес, энергопотребление и габариты; - отсутствие потребности в жидкостном охлаждении; - простота в обращении, отсутствие необходимости в частом проведении регламентных работ и квалифицированном обслуживании; - высокая стабильность параметров, простота управления характеристиками излучения (мощностью, модуляцией и, в определенной степени, длиной волны излучения); - низкая чувствительность к механическим и климатическим воздействиям. • Эти преимущества, а также снижение цены аппаратов и стоимости их эксплуатации создали предпосылки к более широкому их внедрению в массовое здравоохранение, включая амбулаторно-поликлиническую службу, службу скорой помощи и мобильные полевые госпитали. • Дополнительные возможности медицинских применений открываются при использовании волоконных лазеров с накачкой от полупроводниковых лазеров.
 МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ • Наибольшим неудобством для медиков в аппаратуре прежних поколений и во многих современных аппаратах является то, что лазерный излучатель представляет собой конструкцию из дискретных элементов, требующих точной юстировки. • При этом возникают сложности с сохранением юстировки при неминуемых механических воздействиях, с необходимостью восстановления после замены вышедших из строя элементов, например ламп накачки. • Дополнительная сложность заключается в проблеме защиты оптических поверхностей от влаги и загрязнений, приводящих к снижению выходной мощности или выходу лазера из строя. • Волоконные лазеры позволяют создать аппараты, в которых формирование излучения, управление его свойствами, суммирование излучения (в том числе с разными длинами волн) осуществляются внутри оптических волоконных элементов и не требуют юстировки дискретных элементов. • В готовом устройстве исключается попадание влаги и пыли внутрь оптического тракта вплоть до выходного торца световода, что выгодно отличает подобные лазеры, например, от лазеров на кристаллах с полупроводниковой накачкой. • Благодаря этому удается повысить надежность медицинских аппаратов, снизить влияние на них окружающей среды и механических воздействий, упростить и удешевить их эксплуатацию.
МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ • Наибольшим неудобством для медиков в аппаратуре прежних поколений и во многих современных аппаратах является то, что лазерный излучатель представляет собой конструкцию из дискретных элементов, требующих точной юстировки. • При этом возникают сложности с сохранением юстировки при неминуемых механических воздействиях, с необходимостью восстановления после замены вышедших из строя элементов, например ламп накачки. • Дополнительная сложность заключается в проблеме защиты оптических поверхностей от влаги и загрязнений, приводящих к снижению выходной мощности или выходу лазера из строя. • Волоконные лазеры позволяют создать аппараты, в которых формирование излучения, управление его свойствами, суммирование излучения (в том числе с разными длинами волн) осуществляются внутри оптических волоконных элементов и не требуют юстировки дискретных элементов. • В готовом устройстве исключается попадание влаги и пыли внутрь оптического тракта вплоть до выходного торца световода, что выгодно отличает подобные лазеры, например, от лазеров на кристаллах с полупроводниковой накачкой. • Благодаря этому удается повысить надежность медицинских аппаратов, снизить влияние на них окружающей среды и механических воздействий, упростить и удешевить их эксплуатацию.
 МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ • При воздействии лазерного излучения на биологические ткани излучение с различными длинами волн поглощается неодинаково в разных компонентах этих тканей. Рис. Спектральные зависимости коэффициентов поглощения в воде (k 1), оксимемоглобине (k 2) и меланине (k 3) излучений: 1 - диодного лазера (λ =0, 97 мкм); 2 - лазера на Yb – активированном волокне (λ = 1, 03 – 1, 12 мкм); 3 – рамановского волоконного лазера (λ = 1, 12 – 1, 7 мкм); 4 – лазера на Er – активированном волокне (λ = 1, 53 – 1, 62 мкм); 5 - лазера на Tm – активированном волокне (λ = 1, 9 – 2, 0 мкм). • Каждая длина волны реализует специфическое воздействие на биоткань, которое может быть оптимальным для различных медицинских технологий. • Излучение с длиной волны около 0. 81 мкм (полупроводниковый лазер) и 1. 06 мкм (YAG: Nd-лазер или волоконный лазер на Yb), глубоко проникающее в ткани, оптимально для лазерной термотерапии опухолей. • Приходящееся на локальные максимумы коэффициентов поглощения в воде и оксигемоглобине излучение лазерных диодов с длиной волны 0. 97 мкм хорошо сочетает режущие и кровоостанавливающие свойства.
МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ • При воздействии лазерного излучения на биологические ткани излучение с различными длинами волн поглощается неодинаково в разных компонентах этих тканей. Рис. Спектральные зависимости коэффициентов поглощения в воде (k 1), оксимемоглобине (k 2) и меланине (k 3) излучений: 1 - диодного лазера (λ =0, 97 мкм); 2 - лазера на Yb – активированном волокне (λ = 1, 03 – 1, 12 мкм); 3 – рамановского волоконного лазера (λ = 1, 12 – 1, 7 мкм); 4 – лазера на Er – активированном волокне (λ = 1, 53 – 1, 62 мкм); 5 - лазера на Tm – активированном волокне (λ = 1, 9 – 2, 0 мкм). • Каждая длина волны реализует специфическое воздействие на биоткань, которое может быть оптимальным для различных медицинских технологий. • Излучение с длиной волны около 0. 81 мкм (полупроводниковый лазер) и 1. 06 мкм (YAG: Nd-лазер или волоконный лазер на Yb), глубоко проникающее в ткани, оптимально для лазерной термотерапии опухолей. • Приходящееся на локальные максимумы коэффициентов поглощения в воде и оксигемоглобине излучение лазерных диодов с длиной волны 0. 97 мкм хорошо сочетает режущие и кровоостанавливающие свойства.
 МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ • Излучение с длиной волны около 1. 56 мкм (волоконный лазер на активированном ионами Er волокне) слабо поглощается в гемоглобине и меланине, но хорошо в воде. Поэтому оно может быть использовано для лазерной термополастики хрящей при коррекции формы носовой перегородки, когда необходимо нагреть хрящ при минимальном воздействии на кровосодержащие ткани. Носовой ход до (1) и после (2) процедуры коррекции 2 1 = 1. 56 мкм
МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ • Излучение с длиной волны около 1. 56 мкм (волоконный лазер на активированном ионами Er волокне) слабо поглощается в гемоглобине и меланине, но хорошо в воде. Поэтому оно может быть использовано для лазерной термополастики хрящей при коррекции формы носовой перегородки, когда необходимо нагреть хрящ при минимальном воздействии на кровосодержащие ткани. Носовой ход до (1) и после (2) процедуры коррекции 2 1 = 1. 56 мкм
 МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ С помощью аппаратов с длиной волны 1. 56 мкм также получены результаты по регенерации хрящевой ткани межпозвонковых дисков. до операции грыжевое выпячивание спустя 3 месяца после ППЛДД
МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ С помощью аппаратов с длиной волны 1. 56 мкм также получены результаты по регенерации хрящевой ткани межпозвонковых дисков. до операции грыжевое выпячивание спустя 3 месяца после ППЛДД
 МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ Характеристики лазерных скальпелей, разработанных «ИРЭ – Полюс» Лазерный скальпель в эндоскопическом отделении, ДГКБ № 20 им. Тимирязева, Москва Лазерный скальпель в ЛОР операционной, Морозовская ДГКБ, Москва
МЕДИЦИНСКИЕ АППАРАТЫ НА ОСНОВЕ ПОЛУПРОВОДНИКОВЫХ И ВОЛОКОННЫХ ЛАЗЕРОВ Характеристики лазерных скальпелей, разработанных «ИРЭ – Полюс» Лазерный скальпель в эндоскопическом отделении, ДГКБ № 20 им. Тимирязева, Москва Лазерный скальпель в ЛОР операционной, Морозовская ДГКБ, Москва
 ЛАЗЕРНОЕ СКЛЕРОЗИРОВАНИЕ ПОДКОЖНОЙ ВЕНЫ ПРИ ВАРИКОЗНОЙ БОЛЕЗНИ ВЕН До лечения λ=0, 97 мкм Через 7 месяцев
ЛАЗЕРНОЕ СКЛЕРОЗИРОВАНИЕ ПОДКОЖНОЙ ВЕНЫ ПРИ ВАРИКОЗНОЙ БОЛЕЗНИ ВЕН До лечения λ=0, 97 мкм Через 7 месяцев
 ОМОЛОЖЕНИЕ КОЖИ МЕТОДОМ ФРАКЦИОННОГО ФОТОТЕРМОЛИЗА λ=1, 56 МКМ Удаление морщин Омоложение кожи
ОМОЛОЖЕНИЕ КОЖИ МЕТОДОМ ФРАКЦИОННОГО ФОТОТЕРМОЛИЗА λ=1, 56 МКМ Удаление морщин Омоложение кожи
 СПАСИБО ЗА ВНИМАНИЕ!
СПАСИБО ЗА ВНИМАНИЕ!