L_OTD_3.ppt
- Количество слайдов: 28



Виробничі процеси на лісопиляльно деревообробних виробництвах 1. Виробничий процес на складах пиловочної сировини 1. 1. Зберігання сировини на складах 1. 2. Сортування пиловочної сировини 1. 3. Підготовка пиловочної сировини до розпилювання 1. 4. Розрахунок обладнання для складів пиловочної сировини, структурна схема і планування 2. Технологічні схеми виготовлення пилопродукції 2. 1. Структурні схеми виготовлення пилопродукції 2. 2. Характеристика обладнання лісопиляльних потоків, розрахунок продуктивності 3. Сушіння пиломатеріалів і заготовок

1. Виробничий процес на складах пиловочної сировини Структурна схема підготовки сировини до розпилювання: 1 – постачання сировини в колодах залізницею; 2 – постачання сировини в хлистах автотранспортом; 3 – штабелі несортованих колод; 4 – штабелі хлистів; 5 – розкряжування хлистів; 6 – сортування колод; 7 – штабелі сортованих колод; 8 – обмивання колод; 9 – пошук металевих включень; 10 – видалення металевих включень; 11 – корування колод; 12 – орієнтація колод по вершинному торцю; 13 – лісопиляльний цех; 14 – перероблення кускових відходів на технологічну тріску; 15 – сортування тріски; 16 – бункер для кори; 17 – бункер для тирси; 18 – бункер для технологічної тріски

1. 1. Зберігання сировини на складах Круглі лісоматеріали по стійкості порід деревини при зберіганні до поразки комахами, грибами і розтріскуванню підрозділяються на наступні класи

Способи зберігання круглих лісоматеріалів: сухий і вологий. Вологий спосіб зберігання застосовують для круглих лісоматеріалів, призначених для розпилювання, лущення і стругання, а також сортиментів для виробництва копальневої стійки і балансів. Для вологого зберігання формують штабеля таких типів

Сухий спосіб зберігання застосовується для лісоматеріалів, використовуваних в круглому вигляді (будівельні, щоглові, гидробудівельні колоди, рудстійка, баланси) Круглі лісоматеріали при сухому способі зберігання укладають в такі штабеля

ЗАГАЛЬНІ ВИМОГИ ДО ПЛАНУВАННЯ СКЛАДІВ І УКЛАДАННЯ ШТАБЕЛІВ 1. Територія складу перед укладанням круглих лісоматеріалів в штабеля повинна бути очищена від кори, тріски, старої деревини, сміття, вирівняна і ущільнена. Водоймища, використовувані для затоплення деревини, повинні не рідше як один раз на рік очищатися від кори і топляків. Водоймища, що мають рибогосподарське значення, використовувати для затоплення лісоматеріалів забороняється. 2. Планування території складу, розташування і укладання штабелів, розміщення транспортних і навантажувально розвантажувальних механізмів повинні проводитися з урахуванням вимог стандарту, протипожежних норм будівельного проектування складів лісових матеріалів і відповідною нормативно технічною документацією, затвердженою в установленому порядку.

3. Для кожного штабеля повинна бути обладнана підштабельна основа з колод підкладок. Висота підштабельної основи повинна бути не менше 15 см при вологому способі зберігання і не менше 25 см при сухому способі зберігання. Конструкція його вибирається залежно від грунту. На слабких грунтах під колоди підкладки повинен бути зроблений суцільний настил з низькосортних колод. Для колод підкладок і настилу повинні застосовуватися круглі лісоматеріали, не уражені біологічними руйнівниками. На крупних постійних складах рекомендується застосовувати збірні залізобетонні підстави. 4. Розміри штабелю залежать від механізму, вживаного при укладанні. Для унеможливлення розсипання кінцеві частини штабелів повинні бути викладені з урахуванням кута природного розсипу колод. 5. У один і той же штабель укладають круглі лісоматеріали, що відрізняються за довжиною: для хвойних – не більше ніж 1 м, для листяних – 0, 5 м. Лісоматеріали повинні бути укладені відземками і вершинами в різні боки і вирівняні по одній із сторін штабелю. Кінці лісоматеріалів не повинні виступати за вирівняну поверхню більш ніж на 0, 5 м. 6. Інтервали між штабелями при вологому зберіганні лісоматеріалів хвойних порід повинні складати не більше 1 м при висоті штабелю до 8 м і не більше 1, 5 м – при більшій висоті штабелю, для листяних порід – не більше 0, 6 м.

7. Інтервали між штабелями при сухому зберіганні повинні бути не менше їхньої висоти. Інтервали між штабелями клітками повинні бути: у ряду – не менше 0, 5 м, між рядами – не менше 1 м. 8. Для запобігання заболочуванню і розмиву грунту при дощуванні на території складу повинен влаштовуватися дренаж. Дренажні лінії розміщують в розривах між штабелями і приєднують до колектора, по якому вода відводиться у водоймище. 9. Кожен штабель круглих лісоматеріалів забезпечують табличкою з вказівкою номера штабелю, сортименту, породи, розміру, сортності, кількості і кубатури колод, часу початку і кінця викладання, режиму зберігання і пропонований час розбирання. На складах підприємств, де за технологією передбачена постійна переробка штабелів і зберігання лісоматеріалів не перевищує 3 місяців, допускається не вказувати на штабелі кількість і кубатуру колод, час початку і кінця викладання і передбачуваний час розбирання.

1. 2. Сортування пиловочної сировини Перед розпилюванням пиловочник слід сортувати за породами, діаметрами, довжинами та якістю. Сортування колод за діаметрами необхідне при груповому розпилюванні колод з точністю ± 1 см, якщо кількість колод певного діаметру в партії не перевищує 3 % то з точністю ± 2 см. При індивідуальному способі розпилювання колод рекомендується підсортовувати колоди на 2… 3 групи діаметрів.

Принципова схема сортувального конвеєра для колод 1 – завантажувальний механізм; 2 – шиберний пристрій з лісонакопичувачем; 3 – приймальний конвеєр; 4 – вимірник розмірів колод; 5 – пульт керування; 6 – система керування й обліку; 7 – сортувальний конвеєр; 8 – двосторонні скидувачі колод; 9 – лісонакопичувачі; 10 – лісонакопичувачі для дрібних колод; 11 – стріловий гідроманіпулятор; 12 – розбірник пачок колод

Сортувальний конвеєр

Склад круглих лісоматеріалів

Склад круглих лісоматеріалів

1. 3. Підготовка пиловочної сировини до розпилювання включає роботи пов'язані з сортуванням, тепловою обробкою і коруванням колод. У лісопильному виробництві у зимовий період року проводять теплове оброблення деревини з метою розморожування деревини на задану глибину. Для цього застосовують відкриті басейни та криті басейни прохідного типу. Пристрій для розморожування колод Сверд. НДІПД: 1 – скидувач колод; 2 – поздовжній конвеєр; 3 – поперечний ланцюговий транспортер приймального пристрою; 4 – механізм поштучної видачі колод; 5 – важелі мотовила; 6 – вивантажувальний транспортер; 7 – похилі напрямники; 8– підтримувальний трос; 9 – люк для чищення басейну; 10 – подавальний ланцюговий транспортер

Корувальні верстати а – роторний; б – принцип дії тупих корознімачів; в – поздовжньоножовий; 1 – станина; 2 – статор; 3 – ротор; 4 – механізм подачі; 5 – електродвигун; 6 – відсикач колод; 7 – корувальна голівка; 8 – ножі


1. 4. Розрахунок обладнання для складів пиловочної сировини, структурна схема і планування Схема складу пиловочної сировини двохрамного лісозаводу I – приймальня частина сортувального конвеєра; 2 – сортувальний конвеєр; 3 – автоматичні скидувачі; 4 – колодонакопичувачі; 5 – пульт керування; 6 – підкранові рейки; 7 – залізнична колія; 8 – штабелі несортованої сировини; 9 – штабелі відсортованої сировини; 10 – живильник; 11 – механізм поштучної видачі колод; 12 – конвеєр прогріву; 13 – поздовжній ланцюговий конвеєр; 14 – механізм розвертання колод; 15 – поперечний конвеєр

Схема складу сировини лісозаводу, обладнаного баштовими кранами I – залізничні колії; 2 – підкранові колії; 3 – сортувальний конвеєр, 4 – переносний живильник конвеєра; 5 – пульт керування оператора; 6 – колодоскидувач; 7 – накопичувачі; 8 – баштовий кран; 9 – лінія прогріву; 10 – поперечний конвеєр; 11 – штабеля несортованої пиловочної сировини; 12 – штабеля сортованої пиловочної сировини; 13 – поздовжній ланцюговий конвеєр для подачі колод в корувальне відділення

Розрахунок обладнання Кількість підйомно транспортного обладнання визначають: де Qзм – змінний вантажообіг складу, м 3/зм; Пзм – змінна продуктивність обладнання, м 3/зм; Кв – коефіцієнт використання розвантажувального обладнання, Кв = 0, 5… 0, 7. Продуктивність кранів: де Кр – коефіцієнт використання робочого часу; Кс – коефіцієнт суміщення операцій; V – середній об’єм пачки, м 3; τ – тривалість циклу, с. де h, l 1, l 2 – відповідно середні: висота підйому вантажа, переміщення вантажної каретки та переміщення крана, м, υвіз, υкр – відповідно швидкості піднімання вантажа, переміщення вантажної каретки та переміщення карана, м/с; t 1 – час хахоплення вантажа, с; t 2 – час на відчеплення вантажа, с.

2. Технологічні схеми виготовлення пилопродукції 2. 1. Структурні схеми виготовлення пилопродукції Структурна схема потоку з виробництва обрізних пиломатеріалів: 1 – лісопиляльна рама; 2 – торцювальний верстат; 3 – обрізний верстат; 4 – торцювальний верстат; 5 – рубильна машина; 6 – накопичувач технологічної тріски


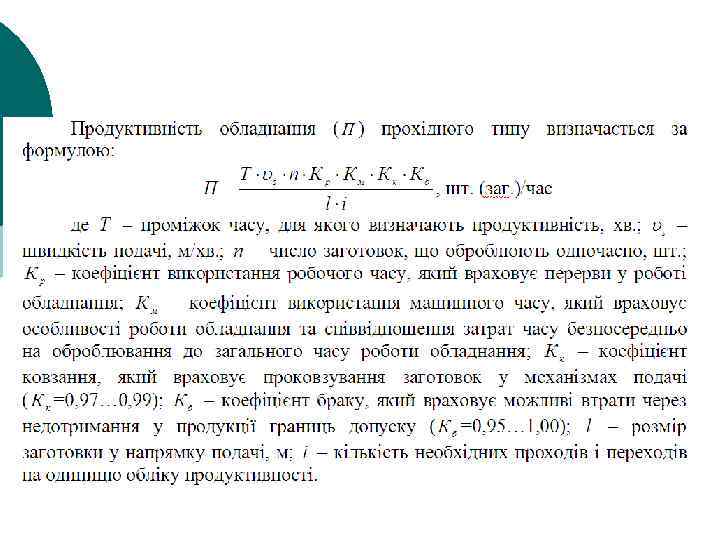
2. 2. Характеристика обладнання лісопиляльних потоків, розрахунок продуктивності Залежно від типу головного обладнання розрізняють лісопиляльні потоки з використанням: лісопиляльних рам; агрегатного обладнання. стрічкопилкового обладнання; круглопилкових верстатів;


3. Сушіння пиломатеріалів і заготовок Сушіння – процес видалення з деревини вологи. Технологічна мета процесу сушіння визначається зміною фізичних та експлуатаційних властивостей деревини при зміні її вологості, а саме: а) забезпечення стабільності розмірів і форми деталей (зниження вологості деревини до величини, яка відповідає умовам експлуатації виробів з деревини, повторне зволоження деревини не допускається); б) запобігання біопошкоджень деревини (суху деревину менше пошкоджують гриби та комахи); в) зменшення маси з одночасним підвищенням міцності (при зменшенні вологості відповідно зменшується маса деревини, а показники міцності зростають); г) покращується якість склеювання та опорядження деревини (суха деревина краще склеюється та опоряджується, ніж волога).

Сушіння деревини є складним тепломасообмінним процесом. За видом підведення тепла до пиломатеріалів розрізняють такі способи сушіння: конвективне; кондуктивне, радіаційне, електричне (діелектричне, індукційне). Існують комбіновані способи сушіння, в яких одночасно використовують різні види передачі тепла або суміщають інші ознаки різних видів сушіння. Кондуктивний (контактний) спосіб сушіння відбувається в пароповітряному (газовому) середовищі з передачею теплоти до висушуваного матеріалу при його контакті з нагрітими поверхнями. Радіаційний спосіб сушіння відбувається в пароповітряному (газовому) середовищі при передачі тепла до висушуваного матеріалу тепловим випромінюванням нагрітих поверхонь. Ефективність радіаційного сушіння визначається густиною потоку інфрачервоних променів та їх проникністю в деревину. Електричний спосіб сушіння: індукційне сушіння відбувається в пароповітряному середовищі, матеріал розміщено в електромагнітному полі промислової частоти, а передача теплоти до матеріалу здійснюється від феромагнітних прокладок (розміщених в штабелі), які нагріваються індукційними (вихрьовими) струмами (їх ще називають струмами Фуко); діелектричне сушіння відбувається в пароповітряному середовищі, матеріал розміщено в електромагнітному полі струмів високої (1, 0. . . 13, 8 МГц) та надвисокої (біля 109 Гц) частоти, де тепло акумулюється в матеріалі за рахунок діелектричних втрат.
, яке передає тепло")
Конвективний спосіб сушіння. Сушіння проводиться в газоповітряному середовищі (повітря, перегріта пара), яке передає тепло деревині шляхом конвекції. Конвективний спосіб сушіння розділяють на два основні види: конвективно атмосферний та конвективно тепловий. Конвективно теплове сушіння можна розділити на такі підвиди: пароповітряне, при якому тепло передається до матеріалу конвективним способом від нагрітого вологого повітря (паро повітряна суміш); газове, з використанням агента обробки – топкових газів; парове з використанням агента обробки – перегрітої пари або пари органічних речовин; рідинне, з використанням агента обробки – розчинів гідрофільних рідин або розплавів гідрофобних рідин; ротаційне, при якому додатково використовується відцентровий ефект при обертанні матеріалу; вакуумне, при застосуванні різних способів нагрівання матеріалу; адсобційне, при використанні для висушування агента обробки різних адсорбентів (солей, спиртів. . ); конденсаційне, при якому використовуються різного типу кондиці онери, які висушують агент обробки.

L_OTD_3.ppt