

Копия Сварка, пайка, спотер, точечная сварка.ppt
- Количество слайдов: 49
 Виды сварки используемые в кузовном ремонте
Виды сварки используемые в кузовном ремонте
 3. TIG сварка") Виды сварки • • 1. MIG/MAG сварка 2. Контактная сварка(Точечная сварка) 3. TIG сварка 4. Пайка
Виды сварки • • 1. MIG/MAG сварка 2. Контактная сварка(Точечная сварка) 3. TIG сварка 4. Пайка
 Трехфазные") Источники питания аппаратов для различных видов сварки • • Трансформаторы Инвертор. Однофазные(220 В) Трехфазные (380 В)
Источники питания аппаратов для различных видов сварки • • Трансформаторы Инвертор. Однофазные(220 В) Трехфазные (380 В)
 Области применения сварки Процессы сварки МИГ или МАГ подходят для сварки всех обычных металлов, таких как нелегированные и низколегированные стали, нержавеющие стали, алюминий и некоторые другие цветные металлы. Более того, этот процесс сварки может быть использован во всех пространственных положениях. Благодаря своим многочисленным преимуществам сварка МИГ/МАГ находит широкое применение во многих областях промышленности.
Области применения сварки Процессы сварки МИГ или МАГ подходят для сварки всех обычных металлов, таких как нелегированные и низколегированные стали, нержавеющие стали, алюминий и некоторые другие цветные металлы. Более того, этот процесс сварки может быть использован во всех пространственных положениях. Благодаря своим многочисленным преимуществам сварка МИГ/МАГ находит широкое применение во многих областях промышленности.
 MIG/MAG сварка
MIG/MAG сварка
 Выбор зависит от толщины свариваемого металла: до 5 мм") MIG/MAG сварка Аппарат полуавтоматической сварки(полуавтомат) Выбор зависит от толщины свариваемого металла: до 5 мм – 150 -200 А от 5 мм – от 200 А
MIG/MAG сварка Аппарат полуавтоматической сварки(полуавтомат) Выбор зависит от толщины свариваемого металла: до 5 мм – 150 -200 А от 5 мм – от 200 А
 являются") Достоинства и недостатки Главными достоинствами процесса сварки МИГ/МАГ (по сравнению со сваркой ММА) являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий ток сварки. Низкое тепловложение, особенно при сварке короткой дугой (при сварке с короткими замыканиями), что делает этот способ наиболее подходящим для сварки тонколистового металла, а также для сварки во всех пространственных положениях. К недостаткам этого процесса по сравнению со сваркой покрытыми электродами можно отнести следующее: • оборудование более сложное и более дорогое; • сложнее выполнять сварку в труднодоступных местах, так как горелка, как правило, крупнее электрододержателя и должна находиться близко от зоны сварки, что не всегда возможно; • более сложная взаимосвязь между параметрами сварки; • предъявляются более высокие требования к подготовке и очистке кромок; • более сильное излучение от дуги.
Достоинства и недостатки Главными достоинствами процесса сварки МИГ/МАГ (по сравнению со сваркой ММА) являются высокая производительность и высокое качество сварного шва. Высокая производительность объясняется отсутствием потерь времени на смену электрода, а также тем, что этот способ позволяет использовать высокий ток сварки. Низкое тепловложение, особенно при сварке короткой дугой (при сварке с короткими замыканиями), что делает этот способ наиболее подходящим для сварки тонколистового металла, а также для сварки во всех пространственных положениях. К недостаткам этого процесса по сравнению со сваркой покрытыми электродами можно отнести следующее: • оборудование более сложное и более дорогое; • сложнее выполнять сварку в труднодоступных местах, так как горелка, как правило, крупнее электрододержателя и должна находиться близко от зоны сварки, что не всегда возможно; • более сложная взаимосвязь между параметрами сварки; • предъявляются более высокие требования к подготовке и очистке кромок; • более сильное излучение от дуги.
 Номинальный сварочный ток - 1 А на 0. 025 мм 40 А – 1 мм Подача проволоки равно делению режима тока
Номинальный сварочный ток - 1 А на 0. 025 мм 40 А – 1 мм Подача проволоки равно делению режима тока
; С газом (прямая полярность)") Полярность электродов Без газа (обратная полярность); С газом (прямая полярность)
Полярность электродов Без газа (обратная полярность); С газом (прямая полярность)
 Влияние полярности тока на процесс сварки Полярность тока сварки существенным образом сказывается на характере протекания процесса сварки МИГ/МАГ. Так, при использовании обратной полярности процесс сварки характеризуется следующими особенностями: • повышенный ввод тепла в изделие; • более глубокое проплавление; • меньшая скорость плавления электрода; • большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный, ИДС, . . . ). В то время как при сварке на прямой полярности наблюдается: • сниженный ввод тепла в изделие; • менее глубокое проплавление; • бóльшая скорость плавления электрода; • характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью).
Влияние полярности тока на процесс сварки Полярность тока сварки существенным образом сказывается на характере протекания процесса сварки МИГ/МАГ. Так, при использовании обратной полярности процесс сварки характеризуется следующими особенностями: • повышенный ввод тепла в изделие; • более глубокое проплавление; • меньшая скорость плавления электрода; • большой выбор реализуемых типов переноса металла, позволяющий выбрать оптимальный (с короткими замыканиями, крупнокапельный, мелкокапельный, струйный, ИДС, . . . ). В то время как при сварке на прямой полярности наблюдается: • сниженный ввод тепла в изделие; • менее глубокое проплавление; • бóльшая скорость плавления электрода; • характер переноса электродного металла крайне неблагоприятен (крупнокапельный с низкой регулярностью).
 Назначение защитного газа - Изолирование места сварки от кислорода атмосферы MIG сварка – в среде инертного газа (аргон) MAG сварка – в среде активного защитного газа (углекислота- СО 2) Введение в газовую смесь кислорода помогает установить дугу при более низком значении тока
Назначение защитного газа - Изолирование места сварки от кислорода атмосферы MIG сварка – в среде инертного газа (аргон) MAG сварка – в среде активного защитного газа (углекислота- СО 2) Введение в газовую смесь кислорода помогает установить дугу при более низком значении тока
 Расстояние сварочного электрода от свариваемого металла. Немаловажным определением оптимального процесса сварки также являются вылет электрода и выпуск электрода. Вылет электрода - это расстояние от точки токопровода до торца сварочной проволоки. С увеличением вылета ухудшаются устойчивость горения дуги и формирование шва, интенсивнее разбрызгивается металл. Малый вылет затрудняет процесс сварки, вызывает подгорание газового сопла и токоподводящего наконечника. Выпуск электрода - это расстояние от торца горелки (сопла) до торца сварочной проволоки. С увеличением выпуска ухудшается газовая защита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
Расстояние сварочного электрода от свариваемого металла. Немаловажным определением оптимального процесса сварки также являются вылет электрода и выпуск электрода. Вылет электрода - это расстояние от точки токопровода до торца сварочной проволоки. С увеличением вылета ухудшаются устойчивость горения дуги и формирование шва, интенсивнее разбрызгивается металл. Малый вылет затрудняет процесс сварки, вызывает подгорание газового сопла и токоподводящего наконечника. Выпуск электрода - это расстояние от торца горелки (сопла) до торца сварочной проволоки. С увеличением выпуска ухудшается газовая защита зоны сварки. При малом выпуске усложняется техника сварки, особенно угловых и тавровых соединений.
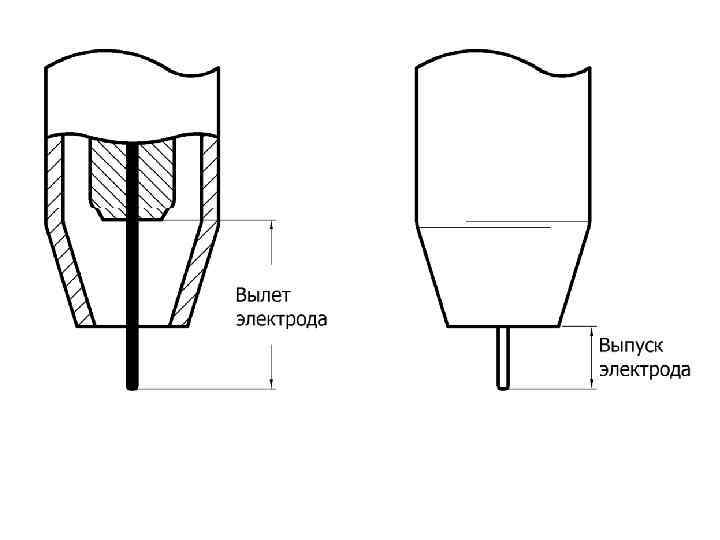
 Выпуск и вылет зависят от диаметра сварочной проволоки: Диаметр проволоки, мм 0, 5 - 0, 8 1, 0 - 1, 4 1, 6 - 2, 0 2, 5 - 3, 0 Вылет электрода, мм 7 - 10 8 - 15 15 - 25 18 - 30 Выпуск электрода, мм 7 - 10 7 - 14 14 - 20 16 - 20 Расход газа, л/мин 5 - 8 8 - 16 15 - 20 20 - 30
Выпуск и вылет зависят от диаметра сварочной проволоки: Диаметр проволоки, мм 0, 5 - 0, 8 1, 0 - 1, 4 1, 6 - 2, 0 2, 5 - 3, 0 Вылет электрода, мм 7 - 10 8 - 15 15 - 25 18 - 30 Выпуск электрода, мм 7 - 10 7 - 14 14 - 20 16 - 20 Расход газа, л/мин 5 - 8 8 - 16 15 - 20 20 - 30
 Виды сварочных швов и глубина проплавления
Виды сварочных швов и глубина проплавления
 Направление движения сварочного пистолета • На глубину проплавления, высоту валика и ширину. Рисссс!!!!
Направление движения сварочного пистолета • На глубину проплавления, высоту валика и ширину. Рисссс!!!!
 Сварка полуавтоматом в среде газа • Экономия времени, не требующая смену электродов и зачистку швов от шлака. • Используется СО 2 - шов имеет чешуйчатый рельеф • Используется смесь газов аргона и СО 2 (80% и 20% соответственно) – шов гладкий и ровный
Сварка полуавтоматом в среде газа • Экономия времени, не требующая смену электродов и зачистку швов от шлака. • Используется СО 2 - шов имеет чешуйчатый рельеф • Используется смесь газов аргона и СО 2 (80% и 20% соответственно) – шов гладкий и ровный
, стальная трубка, внутри") Сварка полуавтоматом без газа • Специальная флюсовая проволока (сварочная порошковая проволока), стальная трубка, внутри которой находиться сварочный порошок – флюс, схож по составу с обмазкой обычных электродов. • Отсутствие газовых баллонов • Попадание шлака от использованного флюса в зону сварки (следует сверху готового шва накладывать дополнительные швы
Сварка полуавтоматом без газа • Специальная флюсовая проволока (сварочная порошковая проволока), стальная трубка, внутри которой находиться сварочный порошок – флюс, схож по составу с обмазкой обычных электродов. • Отсутствие газовых баллонов • Попадание шлака от использованного флюса в зону сварки (следует сверху готового шва накладывать дополнительные швы
 • Низкая жесткость флюсовой проволоки- не допускаются изгибы шланга • Простота осуществления процесса сваривания • Скорость осуществления сварочных работ • Соблюдение условие полярности фазного провода и массы(обратная полярность), на обрабатываемое изделие(металл) “+” , держак горелки “-”. Необходимо для создания высокой температуры при плавлении флюса и образованию среды с защитным газом.
• Низкая жесткость флюсовой проволоки- не допускаются изгибы шланга • Простота осуществления процесса сваривания • Скорость осуществления сварочных работ • Соблюдение условие полярности фазного провода и массы(обратная полярность), на обрабатываемое изделие(металл) “+” , держак горелки “-”. Необходимо для создания высокой температуры при плавлении флюса и образованию среды с защитным газом.
 Сварка алюминия полуавтоматом • Алюминий весьма капризный металл. • Для его сварки полуавтоматическим методом требуется качественный инвертор и навыки сварщика. • Сварить алюминий можно любым полуавтоматом. • Превосходное качество сварных швов и очень важен отличный внешний вид детали, то используют полуавтоматс функцией сварки алюминия и импульсным режимом сварки (импульсная сварка) или инверторным аппаратом аргонодуговой сварки на переменном токе. • Полуавтоматическая сварка алюминия популярна из-за своей скорости. Во втором случае сварочный процесс протекает в 3 раза медленнее.
Сварка алюминия полуавтоматом • Алюминий весьма капризный металл. • Для его сварки полуавтоматическим методом требуется качественный инвертор и навыки сварщика. • Сварить алюминий можно любым полуавтоматом. • Превосходное качество сварных швов и очень важен отличный внешний вид детали, то используют полуавтоматс функцией сварки алюминия и импульсным режимом сварки (импульсная сварка) или инверторным аппаратом аргонодуговой сварки на переменном токе. • Полуавтоматическая сварка алюминия популярна из-за своей скорости. Во втором случае сварочный процесс протекает в 3 раза медленнее.
 Требования • В качестве защитного газа при сварке алюминия используют чистый аргон или смесь аргона и гелия (для толстых листов). • Для сварки вам потребуется алюминиевая сварочная проволока для полуавтоматов сплошного сечения. • Алюминиевая проволока очень мягкая, шланг горелки не должен превышать 3 метра и должен быть прямым, без скручиваний. Чтобы уменьшить трение проволоки, обычный канал в горелке заменяют на специальный тефлоновый канал для алюминия. • Если же Вам не хватает длинны шланга горелки, и нет возможности приблизить источник (аппарат) к свариваемой заготовке, тогда Вам нужен полуавтомат с отдельно подающим механизмом или кабель пакетом (с возможностью оснащения, удлинения кабель пакета до 20 м. ), что позволяет отдалиться от источника и использовать 3 метровую горелку, с минимальной вероятность залома проволоки в канале горелки.
Требования • В качестве защитного газа при сварке алюминия используют чистый аргон или смесь аргона и гелия (для толстых листов). • Для сварки вам потребуется алюминиевая сварочная проволока для полуавтоматов сплошного сечения. • Алюминиевая проволока очень мягкая, шланг горелки не должен превышать 3 метра и должен быть прямым, без скручиваний. Чтобы уменьшить трение проволоки, обычный канал в горелке заменяют на специальный тефлоновый канал для алюминия. • Если же Вам не хватает длинны шланга горелки, и нет возможности приблизить источник (аппарат) к свариваемой заготовке, тогда Вам нужен полуавтомат с отдельно подающим механизмом или кабель пакетом (с возможностью оснащения, удлинения кабель пакета до 20 м. ), что позволяет отдалиться от источника и использовать 3 метровую горелку, с минимальной вероятность залома проволоки в канале горелки.
 • Используйте специальные контактные наконечники для сварки. У наконечников для сварки алюминия отверстие больше, чем у наконечников для сварки стали, так как алюминий во время нагрева сильнее расширяется, чем сталь. • Для идеальной сварки алюминия сварочный полуавтомат mig должен обладать 4 -х роликовым прижимным механизмом. Ролики должны иметь U-образную канавку. Здесь важно максимально уменьшить давление прижимного механизма. Подача проволоки будет больше, чем при сварке стали. • Все вышеперечисленные меры нужны, чтобы аппарат для сварки алюминия не заминал мягкую проволоку при ее подаче во время сварки.
• Используйте специальные контактные наконечники для сварки. У наконечников для сварки алюминия отверстие больше, чем у наконечников для сварки стали, так как алюминий во время нагрева сильнее расширяется, чем сталь. • Для идеальной сварки алюминия сварочный полуавтомат mig должен обладать 4 -х роликовым прижимным механизмом. Ролики должны иметь U-образную канавку. Здесь важно максимально уменьшить давление прижимного механизма. Подача проволоки будет больше, чем при сварке стали. • Все вышеперечисленные меры нужны, чтобы аппарат для сварки алюминия не заминал мягкую проволоку при ее подаче во время сварки.

 1. Сварка дюрали, алюминия полуавтоматом, настройка аппарата
1. Сварка дюрали, алюминия полуавтоматом, настройка аппарата
 Сложность алюминиевой сварки • Главная сложность сварки — оксидная пленка алюминия, возникающая на поверхности во время сварочного процесса, температура расплавления которой значительно выше (2050 *С) температуры плавления самого металла. Технология сварки алюминия такова, что нужно пробить этот слой пленки и расплавить сам металл, здесь идеально поможет сварка с импульсом. • Во время сварки очень велика вероятность прожога алюминиевой детали из-за высокой его теплопроводности и низкой температуры плавления. Поэтому, перед сваркой детали из алюминия, рекомендуем ее предварительно прогреть, чтобы увеличить тем самым глубину провара. • Обязательно перед началом сварки зачищайте деталь металической щеткой. Это поможет разбить слой оксидной пленки, увеличит проплавление детали и скорость сварки. • Как и в других видах сварки, в этом процессе важно поддерживать постоянную длину дуги. При Mig сварке алюминия длина дуги обычно 12 -15 мм. Если длина дуги меньше необходимого — будет прожог, если больше — несплавление. Этот параметр зависит от толщины детали и химического состава сплава алюминия. При различных марках сплава алюминия разные параметры режима сварки. • Так как алюминий быстро остывает и твердеет, возникают сложности с заваркой кратера в конце шва. Здесь требуются или навык или специальный сварочный полуавтомат, дающий большой сварочный ток в начале сварки, разогревая деталь и пробивая окисную пленку, и низкий ток в конце сварки для заварки кратера шва (режим 4 такта).
Сложность алюминиевой сварки • Главная сложность сварки — оксидная пленка алюминия, возникающая на поверхности во время сварочного процесса, температура расплавления которой значительно выше (2050 *С) температуры плавления самого металла. Технология сварки алюминия такова, что нужно пробить этот слой пленки и расплавить сам металл, здесь идеально поможет сварка с импульсом. • Во время сварки очень велика вероятность прожога алюминиевой детали из-за высокой его теплопроводности и низкой температуры плавления. Поэтому, перед сваркой детали из алюминия, рекомендуем ее предварительно прогреть, чтобы увеличить тем самым глубину провара. • Обязательно перед началом сварки зачищайте деталь металической щеткой. Это поможет разбить слой оксидной пленки, увеличит проплавление детали и скорость сварки. • Как и в других видах сварки, в этом процессе важно поддерживать постоянную длину дуги. При Mig сварке алюминия длина дуги обычно 12 -15 мм. Если длина дуги меньше необходимого — будет прожог, если больше — несплавление. Этот параметр зависит от толщины детали и химического состава сплава алюминия. При различных марках сплава алюминия разные параметры режима сварки. • Так как алюминий быстро остывает и твердеет, возникают сложности с заваркой кратера в конце шва. Здесь требуются или навык или специальный сварочный полуавтомат, дающий большой сварочный ток в начале сварки, разогревая деталь и пробивая окисную пленку, и низкий ток в конце сварки для заварки кратера шва (режим 4 такта).
 Инверторный источник питания Преимущества перед источником переменного тока • Малый вес • Плавная регулировка напряжения • Низкая нагрузка на электросеть
Инверторный источник питания Преимущества перед источником переменного тока • Малый вес • Плавная регулировка напряжения • Низкая нагрузка на электросеть
 Принципиальное отличие инверторных источников питания от источников питания, выполненных по традиционной схеме, заключается в том, что в них сетевое напряжение выпрямляется и с помощью электронных ключей (IGBT модулей) преобразуется в переменное напряжение частотой в 50 к. Гц, которое питает сварочный трансформатор с дальнейшим выпрямлением сварочного тока. При этом значительно снижаются размеры и масса трансформатора. Управление работой электронных ключей осуществляется методом широтно-импульсной модуляции с учетом сигналов обратной связи, что обеспечивает широкие возможности высокоскоростного управления сварочным током, формированием оптимальной формы внешней вольтамперной характеристики и цикла сварки. Данные инверторы имеют различные функции настроек. Позволяют точно настраивать и управлять режимами сварки, что дает возможность производить сварку высокого качества различных металлов и сплавов.
Принципиальное отличие инверторных источников питания от источников питания, выполненных по традиционной схеме, заключается в том, что в них сетевое напряжение выпрямляется и с помощью электронных ключей (IGBT модулей) преобразуется в переменное напряжение частотой в 50 к. Гц, которое питает сварочный трансформатор с дальнейшим выпрямлением сварочного тока. При этом значительно снижаются размеры и масса трансформатора. Управление работой электронных ключей осуществляется методом широтно-импульсной модуляции с учетом сигналов обратной связи, что обеспечивает широкие возможности высокоскоростного управления сварочным током, формированием оптимальной формы внешней вольтамперной характеристики и цикла сварки. Данные инверторы имеют различные функции настроек. Позволяют точно настраивать и управлять режимами сварки, что дает возможность производить сварку высокого качества различных металлов и сплавов.
 Преимущества инвертора • Компактный и легкий Преобразование сетевой энергии в 50 к. Гц с помощью IGBT модулей, позволяет значительно снизить вес и габариты. • Высокая производительность и низкое энергопотребление Эффективность использования потребляемой электроэнергии составляет до 85%. Это достигается за счет снижения неэффективных энергозатрат в самом источнике питания. • Полная управляемость и точность процесса. Обеспечивается непрерывной обработкой сигналов по току и напряжению электронными ключами, с частотой отклика порядка 1/50000 сек, что дает возможность контролировать сварочный процесс на каждом микроотрезке времени. Это позволяет автоматизировать сварку и проводить ее с большой точностью и производительностью. • Микропроцессорное управление Многообразие задаваемых параметров с цифровой индикацией позволяет точно устанавливать режимы сварки. • Напряжение 220/380 В Имеется возможность подключения инвертора на 220 или 380 Вольт.
Преимущества инвертора • Компактный и легкий Преобразование сетевой энергии в 50 к. Гц с помощью IGBT модулей, позволяет значительно снизить вес и габариты. • Высокая производительность и низкое энергопотребление Эффективность использования потребляемой электроэнергии составляет до 85%. Это достигается за счет снижения неэффективных энергозатрат в самом источнике питания. • Полная управляемость и точность процесса. Обеспечивается непрерывной обработкой сигналов по току и напряжению электронными ключами, с частотой отклика порядка 1/50000 сек, что дает возможность контролировать сварочный процесс на каждом микроотрезке времени. Это позволяет автоматизировать сварку и проводить ее с большой точностью и производительностью. • Микропроцессорное управление Многообразие задаваемых параметров с цифровой индикацией позволяет точно устанавливать режимы сварки. • Напряжение 220/380 В Имеется возможность подключения инвертора на 220 или 380 Вольт.
 Процессы, протекающие при сварке: Инверторные источники питания Разбрызгивание Сварочная проволока График протекания процесса сварки Традиционные источники питания
Процессы, протекающие при сварке: Инверторные источники питания Разбрызгивание Сварочная проволока График протекания процесса сварки Традиционные источники питания
 • Стабилизированный старт дуги За счет введения новых технологий сварки , дуга постоянна и стабильна. • Селектор индивидуального контроля Управление тумблером на панели управления (индивидуально или автоматически) позволяет сделать управление более легким и быстрым. • Низкое разбрызгивание Конструктивная функция уменьшения залипания проволоки заложена в принципиальной схеме аппарата. • Контроль заварки кратера Предотвращение образования микропор и трещин на этапе старта и заварки кратера. • Функция продувки Проверка подачи газа, очистка газом контактногонаконечника и сопла.
• Стабилизированный старт дуги За счет введения новых технологий сварки , дуга постоянна и стабильна. • Селектор индивидуального контроля Управление тумблером на панели управления (индивидуально или автоматически) позволяет сделать управление более легким и быстрым. • Низкое разбрызгивание Конструктивная функция уменьшения залипания проволоки заложена в принципиальной схеме аппарата. • Контроль заварки кратера Предотвращение образования микропор и трещин на этапе старта и заварки кратера. • Функция продувки Проверка подачи газа, очистка газом контактногонаконечника и сопла.
 TIG сварка Сварка углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Способ также широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности.
TIG сварка Сварка углеродистых, конструкционных и нержавеющих сталей, алюминия и его сплавов, титана, никеля, меди, латуней, кремнистых бронз, а так же разнородных металлов и сплавов; наплавка одних металлов на другие. Способ также широко применяется в химической, теплоэнергетической, нефтеперерабатывающей, авиационно-космической, пищевой, автомобилестроительной и других отраслях промышленности.
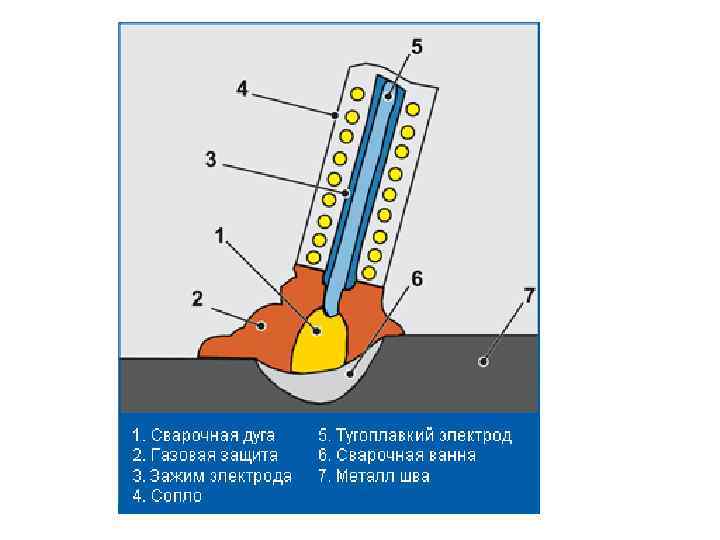
 Сущность процесса сварки TIG Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся электродом и изделием. Дуга, сварочная ванна, торец сварочной проволоки и кристаллизирующийся шов защищены от воздействия окружающей среды инертным газом, подаваемым в зону сварки горелкой. Сварное соединение образуется за счет расплавленного основного металла или металла присадочной проволоки. За рубежом принято для краткости называть этот процесс как сварка ТИГ (TIG – Tungsten Inert Gas).
Сущность процесса сварки TIG Кромки свариваемого изделия и присадочный металл расплавляются дугой, горящей между неплавящимся электродом и изделием. Дуга, сварочная ванна, торец сварочной проволоки и кристаллизирующийся шов защищены от воздействия окружающей среды инертным газом, подаваемым в зону сварки горелкой. Сварное соединение образуется за счет расплавленного основного металла или металла присадочной проволоки. За рубежом принято для краткости называть этот процесс как сварка ТИГ (TIG – Tungsten Inert Gas).
 2. Процесса сварки TIG
2. Процесса сварки TIG
 3. Процесса сварки TIG
3. Процесса сварки TIG
 Влияние полярности • Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями: • сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится); • зона расплавления широкая, но неглубокая; • наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва. В то время как при сварке на прямой полярности наблюдается: • повышенный ввод тепла в изделие; • зона расплавления узкая, но глубокая.
Влияние полярности • Так при использовании обратной полярности процесс сварки ТИГ характеризуется следующими особенностями: • сниженный ввод тепла в изделие и повышенный в электрод (поэтому при сварке на обратной полярности неплавящийся электрод должен быть большего диаметра при одном и том же токе; в противном случае он будет перегреваться и быстро разрушится); • зона расплавления широкая, но неглубокая; • наблюдается эффект катодной чистки поверхности основного металла, когда под действием потока положительных ионов происходит разрушение окисной и нитридной пленок (так называемое катодное распыление), что улучшает сплавление кромок и формирование шва. В то время как при сварке на прямой полярности наблюдается: • повышенный ввод тепла в изделие; • зона расплавления узкая, но глубокая.
 Достоинства и недостатки • По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами: • позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам; • практически не требуется обработка поверхности шва после сварки; • обеспечивается хороший визуальный контроль сварочной ванны и дуги; • благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла; • как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях; • также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва. К недостаткам этого способа сварки можно отнести низкую производительность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом).
Достоинства и недостатки • По сравнению с другими способами сварки (ММА, МИГ/МАГ, сварка под флюсом) сварка ТИГ характеризуется следующими преимуществами: • позволяет получить сварные швы высокого качества применительно к практически всем металлам и сплавам; • практически не требуется обработка поверхности шва после сварки; • обеспечивается хороший визуальный контроль сварочной ванны и дуги; • благодаря отсутствию переноса металла через дугу не имеет места разбрызгивание металла; • как и в случае сварочных процессов МИГ/МАГ и ММА сварку ТИГ можно выполнять во всех пространственных положениях; • также как и в случае сварки МИГ/МАГ при сварке ТИГ нет шлака, а это означает, что не бывает шлаковых включений в металл шва. К недостаткам этого способа сварки можно отнести низкую производительность и высокую стоимость источника питания (по сравнению со сваркой плавящимся электродом).
 • Меньше всего воздействует на структуру высокопрочных сталей • Применяется при изготовлении") Контактная сварка(точечная) • Меньше всего воздействует на структуру высокопрочных сталей • Применяется при изготовлении автомобилей , при кузовном ремонте • Имеет регулировки регулятора времени, регулятора давления, регулятора тока
Контактная сварка(точечная) • Меньше всего воздействует на структуру высокопрочных сталей • Применяется при изготовлении автомобилей , при кузовном ремонте • Имеет регулировки регулятора времени, регулятора давления, регулятора тока
, давление не") Два вида электродов точечной сварки • 1. Скоба При увеличении длины скобы(электрода), давление не изменяется • 2. Щипцы При увеличении длины электродов вдвое, давление на электроды уменьшиться на 1/3
Два вида электродов точечной сварки • 1. Скоба При увеличении длины скобы(электрода), давление не изменяется • 2. Щипцы При увеличении длины электродов вдвое, давление на электроды уменьшиться на 1/3
 Назначение электродов контактной сварки • Подводить ток, фиксировать детали, отводить тепло.
Назначение электродов контактной сварки • Подводить ток, фиксировать детали, отводить тепло.
 Последовательность этапов точечной сварки • Время сжатия, время подачи тока, время охлаждения.
Последовательность этапов точечной сварки • Время сжатия, время подачи тока, время охлаждения.
") 4. Точечная сварка (скоба)
4. Точечная сварка (скоба)
") 5. Точечная сварка(щипцы)
5. Точечная сварка(щипцы)
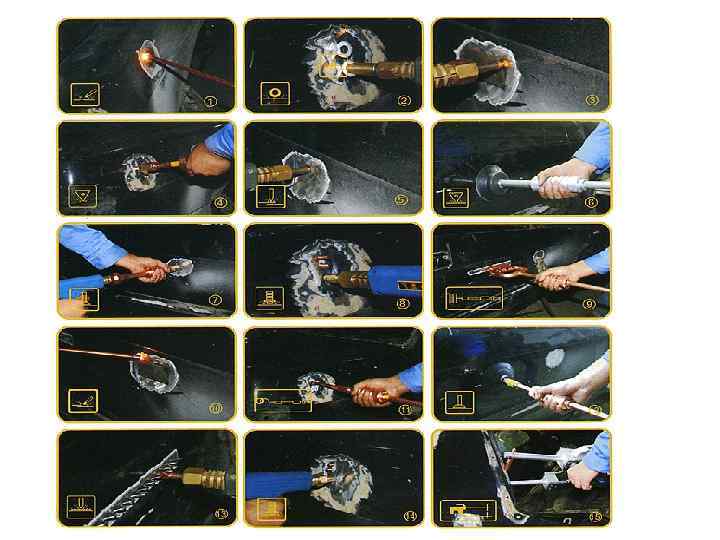
 Споттер Возможности : • 1. правка шишек подогревом • 2. варка вытяжной шайбы • 3. односторонняя сварка • 4. варка вытяжного угольника • 5. рихтовка листовых панелей • 6. вытягивание путём антифрикционного молота • 7. ремонт путём соединительных угольников • 8. варка винтов • 9. вытягивание способом плечом к плечу наплавленных элементов • 10. шовная наплавка • 11. вытягивание путём наварки шайбы и антифрикционного молота • 12. вытягивание молотком с присоской • 13. вытягивание путём наварки волны • 14. наплавка заклёпок/гвоздей • 15. двухсторонняя сварка точечными клещи
Споттер Возможности : • 1. правка шишек подогревом • 2. варка вытяжной шайбы • 3. односторонняя сварка • 4. варка вытяжного угольника • 5. рихтовка листовых панелей • 6. вытягивание путём антифрикционного молота • 7. ремонт путём соединительных угольников • 8. варка винтов • 9. вытягивание способом плечом к плечу наплавленных элементов • 10. шовная наплавка • 11. вытягивание путём наварки шайбы и антифрикционного молота • 12. вытягивание молотком с присоской • 13. вытягивание путём наварки волны • 14. наплавка заклёпок/гвоздей • 15. двухсторонняя сварка точечными клещи
 Преимущества споттера при кузовных работах и экономические показатели стоимости кузовного ремонта. 1. Технологическая схема при замене поврежденного заднего крыла • Арматурные работы: крышка багажника снятие/установка, внутренняя обивка багажника снятиеустановка, частичная разборка/сборка салона, локер колеса снятие/установка – 5 н/ч • Ремонтные работы: Замена заднего крыла – 10 н/ч • Окрасочные работы: Подготовка и окраска заднего крыла -5 н/ч • Общее количество нормо-часов - 20 н/ч
Преимущества споттера при кузовных работах и экономические показатели стоимости кузовного ремонта. 1. Технологическая схема при замене поврежденного заднего крыла • Арматурные работы: крышка багажника снятие/установка, внутренняя обивка багажника снятиеустановка, частичная разборка/сборка салона, локер колеса снятие/установка – 5 н/ч • Ремонтные работы: Замена заднего крыла – 10 н/ч • Окрасочные работы: Подготовка и окраска заднего крыла -5 н/ч • Общее количество нормо-часов - 20 н/ч
 Затраты на материалы: • Заднее крыло- от 2500 рублей и выше • Материалы для подготовки и окраски от 2000 рублей на деталь
Затраты на материалы: • Заднее крыло- от 2500 рублей и выше • Материалы для подготовки и окраски от 2000 рублей на деталь
 2. Ремонт с применением споттера • Арматурные работы: крышка багажника снятие/установка, внутренняя обивка багажника снятиеустановка, частичная разборка/сборка салона, локер колеса снятие/установка – 2 н/ч • Ремонтные работы: Ремонт заднего крыла – 5 н/ч • Окрасочные работы: Подготовка и окраска заднего крыла – 4 н/ч • Общее количество нормо-часов -11 н/ч
2. Ремонт с применением споттера • Арматурные работы: крышка багажника снятие/установка, внутренняя обивка багажника снятиеустановка, частичная разборка/сборка салона, локер колеса снятие/установка – 2 н/ч • Ремонтные работы: Ремонт заднего крыла – 5 н/ч • Окрасочные работы: Подготовка и окраска заднего крыла – 4 н/ч • Общее количество нормо-часов -11 н/ч
 Основные преимущества технологии кузовного ремонта с применением «споттера» : • 1. Повышение производительности кузовного участка за счет ускорения ремонтных процессов и расширения спектра выполняемых работ. • 2. Сокращение себестоимости ремонта до 30 -40% • 3. Сокращение объема арматурных работ до 4050% • 4. Сохранение заводских швов, стыков и антикоррозийных покрытий • 5. Сокращение площади окраски
Основные преимущества технологии кузовного ремонта с применением «споттера» : • 1. Повышение производительности кузовного участка за счет ускорения ремонтных процессов и расширения спектра выполняемых работ. • 2. Сокращение себестоимости ремонта до 30 -40% • 3. Сокращение объема арматурных работ до 4050% • 4. Сохранение заводских швов, стыков и антикоррозийных покрытий • 5. Сокращение площади окраски