

85a7df4dfa2b3db1f2651a361a973c88.ppt
- Количество слайдов: 27
 Vent Gas Solutions for Meeting EPA, Quad-O Regulations Presented by: Larry S. Richards President & CEO Hy-Bon Engineering Co. August 2014
Vent Gas Solutions for Meeting EPA, Quad-O Regulations Presented by: Larry S. Richards President & CEO Hy-Bon Engineering Co. August 2014
 NSPS OOOO Storage Vessel Update Initial Draft Rule published: Aug 23, 2011 Draft Final Rule Posted by EPA August 5, 2013 Direct Final Adoption into the Federal Register September 23, 2013 78 FR 58416 -58448
NSPS OOOO Storage Vessel Update Initial Draft Rule published: Aug 23, 2011 Draft Final Rule Posted by EPA August 5, 2013 Direct Final Adoption into the Federal Register September 23, 2013 78 FR 58416 -58448
 EPA Amends Definition of Storage Vessel Affected Facility A single storage vessel located in the oil and natural gas production segment, natural gas processing segment or natural gas transmission and storage segment and has the potential for VOC emissions equal to or greater than 6 tpy taking into account requirements under a legally and practically enforceable limit in an operating permit or by other mechanism.
EPA Amends Definition of Storage Vessel Affected Facility A single storage vessel located in the oil and natural gas production segment, natural gas processing segment or natural gas transmission and storage segment and has the potential for VOC emissions equal to or greater than 6 tpy taking into account requirements under a legally and practically enforceable limit in an operating permit or by other mechanism.
 Applicability Date Same as current rule = August 23, 2011 Replacement storage vessel is considered a new source and an affected facility if it has PTE* of 6 tpy or more and is put into service after August 23, 2011
Applicability Date Same as current rule = August 23, 2011 Replacement storage vessel is considered a new source and an affected facility if it has PTE* of 6 tpy or more and is put into service after August 23, 2011
 Applicability Groups 3 Groups based on construction date, modification date, and PTE*: • • • Not an Affected Facility Group 1 Group 2 Not An Affected Facility Group 2 Group 1
Applicability Groups 3 Groups based on construction date, modification date, and PTE*: • • • Not an Affected Facility Group 1 Group 2 Not An Affected Facility Group 2 Group 1
 Determination of Affected Facility Each storage tank or vessel Date of installation, reconstruction, modification n Prior to Aug 23, 2011 (not affected) Aug 23, 2011 to April 12, 2013 (Group 1) After April 12, 2013 (Group 2)
Determination of Affected Facility Each storage tank or vessel Date of installation, reconstruction, modification n Prior to Aug 23, 2011 (not affected) Aug 23, 2011 to April 12, 2013 (Group 1) After April 12, 2013 (Group 2)
 Group 2 Constructed or modified after April 12, 2013 PTE of 6 tpy or greater Applicability determination and control by April 15, 2014 or 60 days after startup, whichever is later
Group 2 Constructed or modified after April 12, 2013 PTE of 6 tpy or greater Applicability determination and control by April 15, 2014 or 60 days after startup, whichever is later
 Group 1 Storage vessels constructed or modified between August 23, 2011 and April 12, 2013 PTE of 6 tpy or greater Initial determination by October 15, 2013 Initial notification by January 15, 2014 Control required by April 15, 2015
Group 1 Storage vessels constructed or modified between August 23, 2011 and April 12, 2013 PTE of 6 tpy or greater Initial determination by October 15, 2013 Initial notification by January 15, 2014 Control required by April 15, 2015
 95% control n n 40") Emission Limitations Proper capture n Vapor Recovery Units (Process) 95% control n n 40 CFR 60. 18 (flares) Vapor combustors 6 tons of VOC’s per year n Can trip that level with volumes as low as 20 to 50 bbls/oil per day, or 5 to 10 bbls/condensate per day
Emission Limitations Proper capture n Vapor Recovery Units (Process) 95% control n n 40 CFR 60. 18 (flares) Vapor combustors 6 tons of VOC’s per year n Can trip that level with volumes as low as 20 to 50 bbls/oil per day, or 5 to 10 bbls/condensate per day
 Why VRU’s ? “As long as certain operating requirements are met, we believe it is appropriate to take into account reductions in VOC emissions that result from the recovery of vapor and routing of it to a VRU when determining the VOC PTE from a storage vessel for purposes of determining affected facility status. Routing of vapor through a VRU to a process reduces VOC emissions without secondary environmental impacts (e. g. , NOX emissions) and is responsible conservation of our energy resources. However, it does not totally eliminate VOC emissions, since the VRU cannot operate 100 percent of the time due to maintenance and repair down time. Our September 28, 2012, letter clarified that the cover and closed vent requirements must be met when VRU is used to meet the 95 percent reduction emission standards. That said, we previously determined that routing of vapor through a cover and properly operated closed-vent system would recover all vapor routed to the system as long as the VRU is operating (i. e. , 95 percent of the vapor being routed to a line when operating for 95 percent of the time). In light of the above, as long with those requirements, we believe that it is appropriate to exclude 95 percent of the vapor that would otherwise be emitted if not recovered when determining PTE for purposes of determining affected facility status. As a result of this comment, and based on our prior clarification of this issue, the final amendments to § 60. 5365(e) include a provision that ‘‘any vapor from the storage vessel that is recovered and routed to a process through a VRU designed and operated as specified in this section is not required to be included in the determination of VOC potential to emit for purposes of determining affected facility status. ’’
Why VRU’s ? “As long as certain operating requirements are met, we believe it is appropriate to take into account reductions in VOC emissions that result from the recovery of vapor and routing of it to a VRU when determining the VOC PTE from a storage vessel for purposes of determining affected facility status. Routing of vapor through a VRU to a process reduces VOC emissions without secondary environmental impacts (e. g. , NOX emissions) and is responsible conservation of our energy resources. However, it does not totally eliminate VOC emissions, since the VRU cannot operate 100 percent of the time due to maintenance and repair down time. Our September 28, 2012, letter clarified that the cover and closed vent requirements must be met when VRU is used to meet the 95 percent reduction emission standards. That said, we previously determined that routing of vapor through a cover and properly operated closed-vent system would recover all vapor routed to the system as long as the VRU is operating (i. e. , 95 percent of the vapor being routed to a line when operating for 95 percent of the time). In light of the above, as long with those requirements, we believe that it is appropriate to exclude 95 percent of the vapor that would otherwise be emitted if not recovered when determining PTE for purposes of determining affected facility status. As a result of this comment, and based on our prior clarification of this issue, the final amendments to § 60. 5365(e) include a provision that ‘‘any vapor from the storage vessel that is recovered and routed to a process through a VRU designed and operated as specified in this section is not required to be included in the determination of VOC potential to emit for purposes of determining affected facility status. ’’
 Why the current focus on tank battery emissions? • Technology advancements to see and analyze these gas streams • Realization that industry and nationwide inventories understated • Dramatically higher volumes of VOC’s & other contaminants • Focus on reduction of greenhouse gases • All resulted in heightened regulations & enforcement
Why the current focus on tank battery emissions? • Technology advancements to see and analyze these gas streams • Realization that industry and nationwide inventories understated • Dramatically higher volumes of VOC’s & other contaminants • Focus on reduction of greenhouse gases • All resulted in heightened regulations & enforcement
 Gas. Find. IR Camera The invention of the FLIR Gas Find IR Camera’s in 2004 allowed industry (and regulators) to see these gas streams for the first time
Gas. Find. IR Camera The invention of the FLIR Gas Find IR Camera’s in 2004 allowed industry (and regulators) to see these gas streams for the first time

 Understanding this gas stream • 3 Phase separation – as pressure is reduced on the liquid, heavier hydrocarbon gases are released. • Methane versus ethane, butane & propane • Higher levels of benzene & H 2 S • Heavier than air, so exposure to employees and community is higher • Higher BTU, so more valuable • 2, 000 to 3, 000 BTU vs. 1, 000 BTU typical pipeline gas • Sells for 2. 5 X normal NYMEX gas prices
Understanding this gas stream • 3 Phase separation – as pressure is reduced on the liquid, heavier hydrocarbon gases are released. • Methane versus ethane, butane & propane • Higher levels of benzene & H 2 S • Heavier than air, so exposure to employees and community is higher • Higher BTU, so more valuable • 2, 000 to 3, 000 BTU vs. 1, 000 BTU typical pipeline gas • Sells for 2. 5 X normal NYMEX gas prices
 Challenges in Compression • Analogy is compressing steam versus air • Heavier, wetter gas stream to compress • Liquids fall out in piping from tanks • Dew point can cause the gas to return to liquid form at higher discharge pressures (based on compression ratios) • H 2 S and CO 2 (often with water vapor) cause higher levels of corrosion • Volume of gas spikes & drops during separator dumps; and over life of battery • Low pressure system must NEVER pull in oxygen into the pipeline
Challenges in Compression • Analogy is compressing steam versus air • Heavier, wetter gas stream to compress • Liquids fall out in piping from tanks • Dew point can cause the gas to return to liquid form at higher discharge pressures (based on compression ratios) • H 2 S and CO 2 (often with water vapor) cause higher levels of corrosion • Volume of gas spikes & drops during separator dumps; and over life of battery • Low pressure system must NEVER pull in oxygen into the pipeline
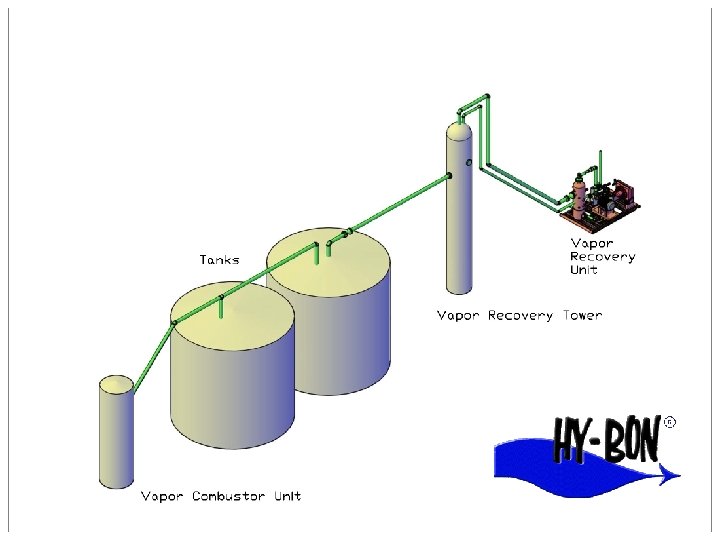
 “Best in Class” Solutions for Effective Capture & Control Requires a Total Solutions Approach Emission Surveys to Accurately determine volumes, gas analysis & pressures Vapor Recovery Towers “Real” Vapor Recovery Units Enclosed Combustors Proper Design & Installation Data Logging & Volume Metering Maintenance & Tracking program
“Best in Class” Solutions for Effective Capture & Control Requires a Total Solutions Approach Emission Surveys to Accurately determine volumes, gas analysis & pressures Vapor Recovery Towers “Real” Vapor Recovery Units Enclosed Combustors Proper Design & Installation Data Logging & Volume Metering Maintenance & Tracking program
 VR Towers A vapor recovery tower is a tall pressure vessel which is installed between the production separator(s) and the liquid storage tanks A Vapor Recovery Tower technically meets the standards of being a pressure vessel and thus is considered by the EPA to be process equipment. It is not considered to be a storage tank and is not subject to the Quad O Regulations. “Best in Class” VRT’s are engineered for proper retention time to allow gas to separate from the liquid, and have no potential for liquid traps in gas vapor piping to VRU. Oil gravity feeds from the tower to the tanks, allowing no oxygen ingress and allowing vent gas modeling with a one to two psig seperator pressure
VR Towers A vapor recovery tower is a tall pressure vessel which is installed between the production separator(s) and the liquid storage tanks A Vapor Recovery Tower technically meets the standards of being a pressure vessel and thus is considered by the EPA to be process equipment. It is not considered to be a storage tank and is not subject to the Quad O Regulations. “Best in Class” VRT’s are engineered for proper retention time to allow gas to separate from the liquid, and have no potential for liquid traps in gas vapor piping to VRU. Oil gravity feeds from the tower to the tanks, allowing no oxygen ingress and allowing vent gas modeling with a one to two psig seperator pressure
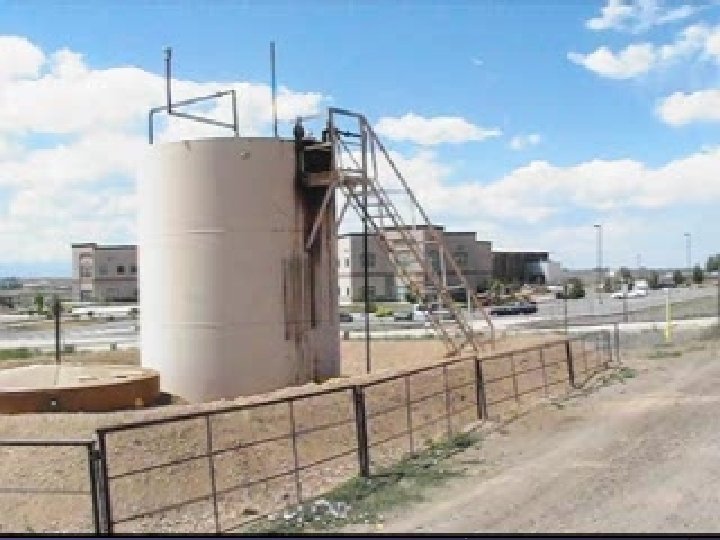
 Typical Permian Basin Tank Battery with a Vapor Recovery Tower & VRU installed
Typical Permian Basin Tank Battery with a Vapor Recovery Tower & VRU installed
 “Real” Vapor Recovery Units A vapor recovery unit is a specialized compression package designed specifically to capture low pressure, wet gas streams from oil and condensate storage tanks A Vapor Recovery Unit meets the following technical definition of a VRU as defined by the Natural Gas STAR Program, the EPA, and multiple state regulatory agencies: §Correct compressor selection (for wet gas streams) including rotary vane, rotary screw, vapor jet, or eductor/venturi jet / Recips are not recommended §Pressure sensing devices off the tanks or tower §An automated bypass system §Ability to vary the speed of the compressor based on changing volumes of the gas. VRU’s are automated systems which start, stop and bypass automatically as pressure is increased in the tanks or tower. Variable frequency drives are recommended. “Best in Class” VRU’s incorporate Variable frequency drives for changing volumes, automation packages to document compliance, and versatile designs for long term changes in tank battery oil volumes and corrosive gas streams
“Real” Vapor Recovery Units A vapor recovery unit is a specialized compression package designed specifically to capture low pressure, wet gas streams from oil and condensate storage tanks A Vapor Recovery Unit meets the following technical definition of a VRU as defined by the Natural Gas STAR Program, the EPA, and multiple state regulatory agencies: §Correct compressor selection (for wet gas streams) including rotary vane, rotary screw, vapor jet, or eductor/venturi jet / Recips are not recommended §Pressure sensing devices off the tanks or tower §An automated bypass system §Ability to vary the speed of the compressor based on changing volumes of the gas. VRU’s are automated systems which start, stop and bypass automatically as pressure is increased in the tanks or tower. Variable frequency drives are recommended. “Best in Class” VRU’s incorporate Variable frequency drives for changing volumes, automation packages to document compliance, and versatile designs for long term changes in tank battery oil volumes and corrosive gas streams

 System Configuration Automated bypass allows precise pressure control and extends driver / compressor life dramatically. VRU’s cannot operate effectively without this element in their design
System Configuration Automated bypass allows precise pressure control and extends driver / compressor life dramatically. VRU’s cannot operate effectively without this element in their design
 System Configuration Automated liquid transfer systems are imperative due to the amount of condensate derived from this wet gas stream.
System Configuration Automated liquid transfer systems are imperative due to the amount of condensate derived from this wet gas stream.
 Enclosed Combustors An enclosed combuster is a form of gas flare that burns or “combusts” the gas at a much higher combustion efficiency than a typical open flare design The enclosed design eliminates visibility of the flame from the road or community – it appears like a piece of production equipment “Best in Class” enclosed combusters maintain 99% + control efficiency – which largely eliminates smoke trails and soot emissions (black carbon) New regulatons (EPA Quad O) require data logging to document control requirements are being met. Testing ports for emissions testing are highly recommended for pending regulations
Enclosed Combustors An enclosed combuster is a form of gas flare that burns or “combusts” the gas at a much higher combustion efficiency than a typical open flare design The enclosed design eliminates visibility of the flame from the road or community – it appears like a piece of production equipment “Best in Class” enclosed combusters maintain 99% + control efficiency – which largely eliminates smoke trails and soot emissions (black carbon) New regulatons (EPA Quad O) require data logging to document control requirements are being met. Testing ports for emissions testing are highly recommended for pending regulations
 “Best in Class” Solution • Conduct emission surveys to get accurate field data on gas analysis, volumes and required discharge pressures. • Use of Vapor Recovery Towers to eliminate oxygen ingress potential, especially in truck loaded batteries • Use of “real” Vapor Recovery Units to capture gas volume off the towers or tanks. Document runs times & volumes. • When volumes off tanks are below 10 mcfd or exceed 6 tons despite use of VRT, utilize an enclosed combuster to burn residual gas in a inconspicuous and compliant manner • Insure proper installation, and establish a maintenance program on the equipment and track / document run times and compliance
“Best in Class” Solution • Conduct emission surveys to get accurate field data on gas analysis, volumes and required discharge pressures. • Use of Vapor Recovery Towers to eliminate oxygen ingress potential, especially in truck loaded batteries • Use of “real” Vapor Recovery Units to capture gas volume off the towers or tanks. Document runs times & volumes. • When volumes off tanks are below 10 mcfd or exceed 6 tons despite use of VRT, utilize an enclosed combuster to burn residual gas in a inconspicuous and compliant manner • Insure proper installation, and establish a maintenance program on the equipment and track / document run times and compliance
 The NEXT STEP: A Pilot Program – Evaluate 10 Sites in one Basin Accurate vent volumes & accurate extended gas analysis at each site Allows for management decisions based on fact
The NEXT STEP: A Pilot Program – Evaluate 10 Sites in one Basin Accurate vent volumes & accurate extended gas analysis at each site Allows for management decisions based on fact