

Управ. опер. лекции 4 семестр.pptx
- Количество слайдов: 175
") Управление операциями (курс лекций)
Управление операциями (курс лекций)
 Введение в дисциплину управление операциями
Введение в дисциплину управление операциями
 – это наука, изучающая управления процессом производства продукции или") Общие термины. Операционный менеджмент (производственный) – это наука, изучающая управления процессом производства продукции или предоставление услуг в широком межотраслевом разрезе. – это наука об управлении производством. Производство – это высоко организованная открытая система, результатом деятельности которой является продукт (услуга). Управление производством – это комплекс действий и мер направленных на устойчивое развитие предприятия. Предприятие – это реально существующая открытая система, деятельность которой направлена на преобразование ресурсов в продукт.
Общие термины. Операционный менеджмент (производственный) – это наука, изучающая управления процессом производства продукции или предоставление услуг в широком межотраслевом разрезе. – это наука об управлении производством. Производство – это высоко организованная открытая система, результатом деятельности которой является продукт (услуга). Управление производством – это комплекс действий и мер направленных на устойчивое развитие предприятия. Предприятие – это реально существующая открытая система, деятельность которой направлена на преобразование ресурсов в продукт.
 Цель дисциплины в соответствии со стандартом бакалавриата министерства образования РФ – овладение студентами общекультурными и профессиональными компетенциями в области операционного менеджмента. Объект изучения – предприятия отраслевой сферы и предприятия услуг. Предмет изучения – принципы и методы управления производством.
Цель дисциплины в соответствии со стандартом бакалавриата министерства образования РФ – овладение студентами общекультурными и профессиональными компетенциями в области операционного менеджмента. Объект изучения – предприятия отраслевой сферы и предприятия услуг. Предмет изучения – принципы и методы управления производством.
 изучение теоретических основ управления производственной деятельности предприятия промышленной сферы (материального производства)") Задачи дисциплины: 1) изучение теоретических основ управления производственной деятельности предприятия промышленной сферы (материального производства) и сферы услуг; 2) освоение методов принятия стратегических, тактических и оперативных решений в сфере управления производственной деятельность предприятия. Производственная деятельность – это деятельность направленная на создание продукта; 3) овладение методами анализа и синтеза в сфере управления производственной деятельностью предприятия; 4) получения навыков использования широкого спектра методов и средств принятия решений в области операционного менеджмента.
Задачи дисциплины: 1) изучение теоретических основ управления производственной деятельности предприятия промышленной сферы (материального производства) и сферы услуг; 2) освоение методов принятия стратегических, тактических и оперативных решений в сфере управления производственной деятельность предприятия. Производственная деятельность – это деятельность направленная на создание продукта; 3) овладение методами анализа и синтеза в сфере управления производственной деятельностью предприятия; 4) получения навыков использования широкого спектра методов и средств принятия решений в области операционного менеджмента.
 Появление, становление и развитие управления операциями в 3 -х технологических укладах Доиндустриальный период В период с древних времён до 17 века. Преимущественно ручной труд, принцип универсальности, ремесленничество, собирательство, сельское хозяйство и т. д. . В качестве орудий труда используются примитивные инструменты (соха, плуг и т. д. ). В качестве средств труда используется труд животных. Индустриальный период В период с 17 века до середина 20 века. Появление и становление производства связан с развитием научных парадигм и смены картин мира механистическая, электрическая и современная. Появляются мануфактуры, а за ними первые предприятия. Механизация труда и в дальнейшем использование электричества, появление станков, конвейерных линий. Первые шаги к автоматизации производства Постиндустриальный С середины 20 века по сегодняшний период. Обусловлен период максимальной автоматизацией предприятий, минимальное вмешательство человека в производства. Человек выполняет преимущественно контролирующую функцию. Основной упор на производство услуг (высокие технологии).
Появление, становление и развитие управления операциями в 3 -х технологических укладах Доиндустриальный период В период с древних времён до 17 века. Преимущественно ручной труд, принцип универсальности, ремесленничество, собирательство, сельское хозяйство и т. д. . В качестве орудий труда используются примитивные инструменты (соха, плуг и т. д. ). В качестве средств труда используется труд животных. Индустриальный период В период с 17 века до середина 20 века. Появление и становление производства связан с развитием научных парадигм и смены картин мира механистическая, электрическая и современная. Появляются мануфактуры, а за ними первые предприятия. Механизация труда и в дальнейшем использование электричества, появление станков, конвейерных линий. Первые шаги к автоматизации производства Постиндустриальный С середины 20 века по сегодняшний период. Обусловлен период максимальной автоматизацией предприятий, минимальное вмешательство человека в производства. Человек выполняет преимущественно контролирующую функцию. Основной упор на производство услуг (высокие технологии).
 Основные вехи развития управления операциями зарубежом Годы События Авторы 1776 Разработка учения о разделении труда (специализация труда) А. Смит 1798 Реализация принципа взаимозаменяемости деталей на сборке Э. Уитни 1878 «Принципы научного управления» (механистический подход) Ф. У. Тейлор 1916 Разработка «Диаграммы Гантта» планирование последовательности выполнения операций) Г. Л. Гант 1922 Изучение трудовых движений. Возникновение производственной психологии Ф. Гилберт и Л. Гилберт 1913 1942 Создание синхронизированных сборочных линий Г. Форд / У. Соренсон 1924 1950 Внедрение системы контроля качества У. Шухарт/ У. Э. Деминг 1938 Создание компьютера Дж. Атанасов 1957 Разработка методов критического пути СРМ Многие авторы
Основные вехи развития управления операциями зарубежом Годы События Авторы 1776 Разработка учения о разделении труда (специализация труда) А. Смит 1798 Реализация принципа взаимозаменяемости деталей на сборке Э. Уитни 1878 «Принципы научного управления» (механистический подход) Ф. У. Тейлор 1916 Разработка «Диаграммы Гантта» планирование последовательности выполнения операций) Г. Л. Гант 1922 Изучение трудовых движений. Возникновение производственной психологии Ф. Гилберт и Л. Гилберт 1913 1942 Создание синхронизированных сборочных линий Г. Форд / У. Соренсон 1924 1950 Внедрение системы контроля качества У. Шухарт/ У. Э. Деминг 1938 Создание компьютера Дж. Атанасов 1957 Разработка методов критического пути СРМ Многие авторы
 Годы События Авторы 1960 Разработка системы планирования потребностей Многие авторы в материалах MRP 1975 Развитие стратегического менеджмента У. Скиннер 1980 Разработка компьютерного проектирования CAD Многие авторы 1981 Создание гибких производственных систем FMS Многие авторы 1985 Разработка протокола (стандарта) Многие авторы производственной автоматизации MAP. 1987 Создание интегрированных производств 1988 по сегодня Процессный подход IDEF 0 1995 Развитие менеджмента цепи поставок SCM Многие авторы (логистика) 2000 по сегодня Концепция устойчивого развития предприятия. Многие авторы Снижение издержек, полная автоматизация производства. 2003 по сегодня Принципы бережливого производства компьютерных Многие авторы Японская концепция
Годы События Авторы 1960 Разработка системы планирования потребностей Многие авторы в материалах MRP 1975 Развитие стратегического менеджмента У. Скиннер 1980 Разработка компьютерного проектирования CAD Многие авторы 1981 Создание гибких производственных систем FMS Многие авторы 1985 Разработка протокола (стандарта) Многие авторы производственной автоматизации MAP. 1987 Создание интегрированных производств 1988 по сегодня Процессный подход IDEF 0 1995 Развитие менеджмента цепи поставок SCM Многие авторы (логистика) 2000 по сегодня Концепция устойчивого развития предприятия. Многие авторы Снижение издержек, полная автоматизация производства. 2003 по сегодня Принципы бережливого производства компьютерных Многие авторы Японская концепция
 Развитие направления управления операциями в России До 1917 г. Российская империя при Николае 2 Страна активно развивается и выходит на первое место по темпам производства и индустриализации. Строятся железнодорожные магистрали, развивается горна обогатительная деятельность, промысел. Кораблестроение и машиностроение имеет положительную тенденцию. Рост ВВП и ВНП. 1917 -1928 Укрепление власти большевиков и пролетариата После октябрьской революции в стране наблюдается значительный экономический спад. Некоторые предприятия разрушены, а те которые сохранились работали на минимальных мощностях. Производственный сектор стоит на месте не развивается. Россия перестаёт быть лидером в международных отношениях.
Развитие направления управления операциями в России До 1917 г. Российская империя при Николае 2 Страна активно развивается и выходит на первое место по темпам производства и индустриализации. Строятся железнодорожные магистрали, развивается горна обогатительная деятельность, промысел. Кораблестроение и машиностроение имеет положительную тенденцию. Рост ВВП и ВНП. 1917 -1928 Укрепление власти большевиков и пролетариата После октябрьской революции в стране наблюдается значительный экономический спад. Некоторые предприятия разрушены, а те которые сохранились работали на минимальных мощностях. Производственный сектор стоит на месте не развивается. Россия перестаёт быть лидером в международных отношениях.
 1929 -1933 Первая пятилетка 1933 -1937 Вторая пятилетка 1938 -1942 Третья пятилетка 1941 -1945 Великая Перемещение производственного отечественная война сектора преимущественно в Сибирский и Четвёртая пятилетка Уральско-Волжский район. Ускоренное развитие военной промышленности. 1946 -1950 Преимущественно использование и развитие классической теории производственного менеджмент Ф. Тейлора. Приглашались Американские и Европейские специалисты по производственному менеджменту. Развитие плановой экономики. 1960 Развитие автоматизированных систем управления производства АСУП. 1975 -1980 Период спада экономики СССР. В этот время плановая экономика показала свою «не эффективность» посредствам перепроизводства не нужного товара и недопроизводства необходимого (нарушение спроса и предложения).
1929 -1933 Первая пятилетка 1933 -1937 Вторая пятилетка 1938 -1942 Третья пятилетка 1941 -1945 Великая Перемещение производственного отечественная война сектора преимущественно в Сибирский и Четвёртая пятилетка Уральско-Волжский район. Ускоренное развитие военной промышленности. 1946 -1950 Преимущественно использование и развитие классической теории производственного менеджмент Ф. Тейлора. Приглашались Американские и Европейские специалисты по производственному менеджменту. Развитие плановой экономики. 1960 Развитие автоматизированных систем управления производства АСУП. 1975 -1980 Период спада экономики СССР. В этот время плановая экономика показала свою «не эффективность» посредствам перепроизводства не нужного товара и недопроизводства необходимого (нарушение спроса и предложения).
. Нарастание экономического кризиса СССР 1990 -1991 Развал") 1983 -1990 Развитие кооперативного производства (зачатки предпринимательства). Нарастание экономического кризиса СССР 1990 -1991 Развал СССР 1991 -2000 Полная разруха производственного сектора и НИИ 2000 по Стабильный рост экономики народного хозяйства. сегодня Развитие производственного сектора. Попытки перейти в постиндустриальное общество. 2003 -2004 Курс В. В. Путина на Модернизацию производства 2007 Курс В. В. Путина на развитие новейших технологий. Например, создания ОАО «Роснано» . Проект 2009 Продолжение курса, проект «Сколково» аналог «Кремниевой долины» 20132015……… В результате экономической агрессии стран запада в РФ происходит замещение импортного производства отечественными аналогами
1983 -1990 Развитие кооперативного производства (зачатки предпринимательства). Нарастание экономического кризиса СССР 1990 -1991 Развал СССР 1991 -2000 Полная разруха производственного сектора и НИИ 2000 по Стабильный рост экономики народного хозяйства. сегодня Развитие производственного сектора. Попытки перейти в постиндустриальное общество. 2003 -2004 Курс В. В. Путина на Модернизацию производства 2007 Курс В. В. Путина на развитие новейших технологий. Например, создания ОАО «Роснано» . Проект 2009 Продолжение курса, проект «Сколково» аналог «Кремниевой долины» 20132015……… В результате экономической агрессии стран запада в РФ происходит замещение импортного производства отечественными аналогами
 Междисциплинарные связи Основы менеджмента. Занимается исследованием общих вопросов связанных с функциями управления на предприятии. Планирование, организация, мотивация, координация, контроль. Стратегический менеджмент. Помогает определить миссию, видение, цели, стратегию и тактику предприятия. Изучает внутреннюю и внешнюю среду предприятия. Теория заинтересованных сторон. Маркетинг. Занимается изучением рыночной среды, выявляет, анализирует спрос и предложения товаров и услуг. Отвечает на вопросы, что производить? Сколько? Когда? и для кого? Занимается продвижением товаров и услуг. Рекламная и PR деятельность. Логистика. Занимается оптимизацией материальных и нематериальных потоков. Оптимизация складской деятельности. Оптимизация процессов погрузки, разгрузки, маршрутов передвижения. Охрана труда. Техника безопасности для персонала. Условия труда.
Междисциплинарные связи Основы менеджмента. Занимается исследованием общих вопросов связанных с функциями управления на предприятии. Планирование, организация, мотивация, координация, контроль. Стратегический менеджмент. Помогает определить миссию, видение, цели, стратегию и тактику предприятия. Изучает внутреннюю и внешнюю среду предприятия. Теория заинтересованных сторон. Маркетинг. Занимается изучением рыночной среды, выявляет, анализирует спрос и предложения товаров и услуг. Отвечает на вопросы, что производить? Сколько? Когда? и для кого? Занимается продвижением товаров и услуг. Рекламная и PR деятельность. Логистика. Занимается оптимизацией материальных и нематериальных потоков. Оптимизация складской деятельности. Оптимизация процессов погрузки, разгрузки, маршрутов передвижения. Охрана труда. Техника безопасности для персонала. Условия труда.
 Менеджмент персонала. Решает вопросы связанные с управлением системой персонала на предприятии. Мотивация, стимулирование, организация работы, рабочего и служащего персонала. Отвечает за найм персонала. Изучает рынок трудовых ресурсов. Теория организаций. Занимается вопросами в области организационной структуры управления. Решает проблемы структурных и иерархических взаимосвязей подразделений и должностей. Корпоративная культура, организационное поведение. Организация, управление и оптимизация человеческих ресурсов. Управление конфликтами на предприятии. Изучение социально-психологической составляющей. Управление качеством. Основная задача снижение или в лучшем случае исключение брака на предприятии. Проводит постоянный мониторинг качества на протяжении всего производственного цикла продукта. Отслеживает соответствие разнообразных стандартов качества продукта (ГОСТ, ТУ, ISO).
Менеджмент персонала. Решает вопросы связанные с управлением системой персонала на предприятии. Мотивация, стимулирование, организация работы, рабочего и служащего персонала. Отвечает за найм персонала. Изучает рынок трудовых ресурсов. Теория организаций. Занимается вопросами в области организационной структуры управления. Решает проблемы структурных и иерархических взаимосвязей подразделений и должностей. Корпоративная культура, организационное поведение. Организация, управление и оптимизация человеческих ресурсов. Управление конфликтами на предприятии. Изучение социально-психологической составляющей. Управление качеством. Основная задача снижение или в лучшем случае исключение брака на предприятии. Проводит постоянный мониторинг качества на протяжении всего производственного цикла продукта. Отслеживает соответствие разнообразных стандартов качества продукта (ГОСТ, ТУ, ISO).
 Управленческие решения. Предлагают методологическую базу для принятия верных и своевременных решений. Исследование систем управления. Предлагает множество методов исследования в области решения управленческих и производственных задач. Антикризисное управление. Разрабатывает стратегию выхода предприятия из кризисной ситуации с наименьшими потерями. Отвечает за устойчивое развитие предприятия. Финансовый менеджмент. Решает проблемы связанные с денежными потоками на предприятие. Разрабатывает разные схемы использование активов предприятия. И другие.
Управленческие решения. Предлагают методологическую базу для принятия верных и своевременных решений. Исследование систем управления. Предлагает множество методов исследования в области решения управленческих и производственных задач. Антикризисное управление. Разрабатывает стратегию выхода предприятия из кризисной ситуации с наименьшими потерями. Отвечает за устойчивое развитие предприятия. Финансовый менеджмент. Решает проблемы связанные с денежными потоками на предприятие. Разрабатывает разные схемы использование активов предприятия. И другие.
 Отрасли народного хозяйства в РФ Промышленность: -электроэнергетика -топливная; -черная металлургия; -цветная металлургия; -химическая и нефтехимическая -машиностроение и металлообработка; -лёгкая; -пищевая; -промтовары народного потребления. Услуги: -парикмахерские и салоны красоты; -ремонт и обслуживание; -финансовый сектор; -консалтинг; -медицинские; -общественное питание; -транспорт и связь. Предприятия торговли: -оптовая торговля (склады, ангары, порты); -розничная торговля (магазины и супермаркеты) Хозяйство: -сельское; -лесное ; -ЖКХ; -рыбное.
Отрасли народного хозяйства в РФ Промышленность: -электроэнергетика -топливная; -черная металлургия; -цветная металлургия; -химическая и нефтехимическая -машиностроение и металлообработка; -лёгкая; -пищевая; -промтовары народного потребления. Услуги: -парикмахерские и салоны красоты; -ремонт и обслуживание; -финансовый сектор; -консалтинг; -медицинские; -общественное питание; -транспорт и связь. Предприятия торговли: -оптовая торговля (склады, ангары, порты); -розничная торговля (магазины и супермаркеты) Хозяйство: -сельское; -лесное ; -ЖКХ; -рыбное.
 Промышленное предприятие – организация, производящая промышленную продукцию и являющаяся, как правило, точечным объектом: завод, фабрика, шахта, карьер, рудник, комбинат и др. Производственный комбинат - это крупное предприятие, которое производит продукцию, требующую сложной поэтапной технологической обработки. Завод - промышленное предприятие с механизированными процессами производства. Фабрика — это предприятие или несколько предприятий, на которых с помощью машин, станков выпускается большое количество однотипных изделий, товаров. С экономической точки зрения междуфабрикой и заводом нет различий. Комбинат — это крупное предприятие, которое производит продукцию, требующую сложной поэтапной технологической обработки.
Промышленное предприятие – организация, производящая промышленную продукцию и являющаяся, как правило, точечным объектом: завод, фабрика, шахта, карьер, рудник, комбинат и др. Производственный комбинат - это крупное предприятие, которое производит продукцию, требующую сложной поэтапной технологической обработки. Завод - промышленное предприятие с механизированными процессами производства. Фабрика — это предприятие или несколько предприятий, на которых с помощью машин, станков выпускается большое количество однотипных изделий, товаров. С экономической точки зрения междуфабрикой и заводом нет различий. Комбинат — это крупное предприятие, которое производит продукцию, требующую сложной поэтапной технологической обработки.
 Производственная структура предприятия
Производственная структура предприятия
 Для предприятия характерно выделение элементов производственной структуры нескольких уровней: • для предприятия — цехи, хозяйства; • для цеха — участки, отделения; • для участка — рабочие места. Цех — это технологически и организационно обособленное производственное подразделение, выполняющее определенную часть производственного процесса предприятия. По типу: -основные; -вспомогательные; -обслуживающие.
Для предприятия характерно выделение элементов производственной структуры нескольких уровней: • для предприятия — цехи, хозяйства; • для цеха — участки, отделения; • для участка — рабочие места. Цех — это технологически и организационно обособленное производственное подразделение, выполняющее определенную часть производственного процесса предприятия. По типу: -основные; -вспомогательные; -обслуживающие.
 Участок представляет собой относительно обособленную группу рабочих мест, бывают следующих видов: -участки с технологической специализацией - выполняются сходные технологические операции и установлено однотипное оборудование; -участки предметной специализации - закрепляется группа однотипных изделий, обрабатываемых на рабочих местах, где выполняются разнообразные технологические операции Рабочее место — часть производственной площади, оснащенная всем необходимым для выполнения отдельных операций производственного процесса одним или группой рабочих.
Участок представляет собой относительно обособленную группу рабочих мест, бывают следующих видов: -участки с технологической специализацией - выполняются сходные технологические операции и установлено однотипное оборудование; -участки предметной специализации - закрепляется группа однотипных изделий, обрабатываемых на рабочих местах, где выполняются разнообразные технологические операции Рабочее место — часть производственной площади, оснащенная всем необходимым для выполнения отдельных операций производственного процесса одним или группой рабочих.
 По уровню автоматизации Рабочее место Ручного труда Механизированного Автоматизированного По количеству единиц оборудования Рабочее место Без оборудования С одной единицей С несколькими единицами (рабочая зона)
По уровню автоматизации Рабочее место Ручного труда Механизированного Автоматизированного По количеству единиц оборудования Рабочее место Без оборудования С одной единицей С несколькими единицами (рабочая зона)
 По числу основных рабочих Рабочее место Индивидуальные Бригадныее По уровню специализации Рабочее место Специальные Специализированные Универсальные
По числу основных рабочих Рабочее место Индивидуальные Бригадныее По уровню специализации Рабочее место Специальные Специализированные Универсальные
 По степени подвижности Рабочее место Стационарные Передвижные По условиям труда Рабочее место С нормальными условиями С тяжёлыми и вредными условиями С особо тяжёлыми и опасными для жизни
По степени подвижности Рабочее место Стационарные Передвижные По условиям труда Рабочее место С нормальными условиями С тяжёлыми и вредными условиями С особо тяжёлыми и опасными для жизни
 Основным элементом производственной структуры предприятия является: цех, производственной структуры цеха — участок, производственной структуры участка — рабочее место. Цех (75 -100 человек)х Участок (20 -25 человек)х Рабочее место (1 -5 человек)х
Основным элементом производственной структуры предприятия является: цех, производственной структуры цеха — участок, производственной структуры участка — рабочее место. Цех (75 -100 человек)х Участок (20 -25 человек)х Рабочее место (1 -5 человек)х
 Предприятие Цех 1 Цех 2 Участок 1 Участок 2 Р. Место 1 Р. Место 2 Р. Место 3
Предприятие Цех 1 Цех 2 Участок 1 Участок 2 Р. Место 1 Р. Место 2 Р. Место 3
, обрабатывающих (О) и") В зависимости от наличия в составе основного производства предприятия заготовительных (3), обрабатывающих (О) и сборочных (С) цехов выделяются предприятия со следующими типами производственной структуры: 1 - предприятия с полным технологическим циклом (3+ 0+ С); 2 - предприятия с неполным технологическим циклом; 2. 1 - механосборочные предприятия (О + С); 2. 2 - сборочные предприятия (С); 2. 3 - заготовительные предприятия (3); 2. 4 - обрабатывающие предприятия (О); 2. 5 - предприятия подетальной специализации (3 + О).
В зависимости от наличия в составе основного производства предприятия заготовительных (3), обрабатывающих (О) и сборочных (С) цехов выделяются предприятия со следующими типами производственной структуры: 1 - предприятия с полным технологическим циклом (3+ 0+ С); 2 - предприятия с неполным технологическим циклом; 2. 1 - механосборочные предприятия (О + С); 2. 2 - сборочные предприятия (С); 2. 3 - заготовительные предприятия (3); 2. 4 - обрабатывающие предприятия (О); 2. 5 - предприятия подетальной специализации (3 + О).

 Конспект Козловский производственный менеджмент страница 196 -198. Состав основных и вспомогательных цехов, обслуживающих хозяйств машиностроительного предприятия. Производственная структура предприятий разнообразна и зависит от многих факторов, основными из которых являются: 1) характер продукции и технологии ее изготовления; 2) масштаб производства; 3) уровень и форма специализации предприятия, его кооперирования с другими предприятиями.
Конспект Козловский производственный менеджмент страница 196 -198. Состав основных и вспомогательных цехов, обслуживающих хозяйств машиностроительного предприятия. Производственная структура предприятий разнообразна и зависит от многих факторов, основными из которых являются: 1) характер продукции и технологии ее изготовления; 2) масштаб производства; 3) уровень и форма специализации предприятия, его кооперирования с другими предприятиями.
 Принципы рационального размещения подразделений предприятия 1. Расположение процесса. цехов по ходу производственного 2. Расположение складов у входа/выхода предприятия. 3. Расположение потребителям. вспомогательных цехов ближе к 4. Размещение производственных объектов с учетом рациональности перевозок.
Принципы рационального размещения подразделений предприятия 1. Расположение процесса. цехов по ходу производственного 2. Расположение складов у входа/выхода предприятия. 3. Расположение потребителям. вспомогательных цехов ближе к 4. Размещение производственных объектов с учетом рациональности перевозок.
. 6. Блочное строение") 5. Размещение производственных объектов с учетом внешних факторов (природных, общественных, техногенных). 6. Блочное строение элементов производственной структуры. 7. Выделение зон однородных элементов производственной структуры. 8. Обеспечение возможности наращивания модифицирования производственной структуры. 9. Максимальное использование объема (земельного участка, зданий, помещении). и и площади
5. Размещение производственных объектов с учетом внешних факторов (природных, общественных, техногенных). 6. Блочное строение элементов производственной структуры. 7. Выделение зон однородных элементов производственной структуры. 8. Обеспечение возможности наращивания модифицирования производственной структуры. 9. Максимальное использование объема (земельного участка, зданий, помещении). и и площади
 Задание по видео материалу Название фильма «Вся жизнь завод» . Предприятие «Юппа» Вопросы: 1. Выполнить описательный анализ рабочего места сотрудников завода. Технико-технологическая оснастка рабочих мест. 2. Какие требования предъявляются к рабочему персоналу? 3. Выполнить описательный анализ организации труда и отдыха на предприятии.
Задание по видео материалу Название фильма «Вся жизнь завод» . Предприятие «Юппа» Вопросы: 1. Выполнить описательный анализ рабочего места сотрудников завода. Технико-технологическая оснастка рабочих мест. 2. Какие требования предъявляются к рабочему персоналу? 3. Выполнить описательный анализ организации труда и отдыха на предприятии.
 Типы процессов
Типы процессов
 Рабочие процессы в сфере сервиса материального производства производственные процессы сервисные процессы
Рабочие процессы в сфере сервиса материального производства производственные процессы сервисные процессы
 Типы процессов на предприятии Рабочий процесс – это целенаправленная деятельность по созданию продукта для удовлетворения потребностей покупателя. Результатом рабочего процесса является продукт. Продукт бывает следующих видов: -изделие; -интеллектуальная продукция; -обработанные материалы (полуфабрикаты); -услуги. Рабочий процесс на предприятии состоит из операций: -основные (непосредственное создание продукта); -вспомогательные (качество, перемещение); -обслуживающие (создание условий для бесперебойной и эффективной работы). Операция — это часть рабочего процесса, выполняемая над одним или несколькими предметами труда на одном или нескольких одинаковых рабочих местах без переналадки средств труда с участием или/и под контролем одного или нескольких работников (бригады, команды).
Типы процессов на предприятии Рабочий процесс – это целенаправленная деятельность по созданию продукта для удовлетворения потребностей покупателя. Результатом рабочего процесса является продукт. Продукт бывает следующих видов: -изделие; -интеллектуальная продукция; -обработанные материалы (полуфабрикаты); -услуги. Рабочий процесс на предприятии состоит из операций: -основные (непосредственное создание продукта); -вспомогательные (качество, перемещение); -обслуживающие (создание условий для бесперебойной и эффективной работы). Операция — это часть рабочего процесса, выполняемая над одним или несколькими предметами труда на одном или нескольких одинаковых рабочих местах без переналадки средств труда с участием или/и под контролем одного или нескольких работников (бригады, команды).
 Цель управления операциями на предприятии: максимизация выхода оперирующей системы и минимизация входа Общая схема рабочего процесса Вход (ресурсы) Рабочий процесс (стадии раб. п. , технология, требования) Выход (продукт) Эффективность рабочего процесса = Выход / Вход Эффективность рабочего процесса = Полезный результат / Затраты на его получения
Цель управления операциями на предприятии: максимизация выхода оперирующей системы и минимизация входа Общая схема рабочего процесса Вход (ресурсы) Рабочий процесс (стадии раб. п. , технология, требования) Выход (продукт) Эффективность рабочего процесса = Выход / Вход Эффективность рабочего процесса = Полезный результат / Затраты на его получения
 Процесс труда — это рабочий процесс, требующий приложения живого или/и овеществленного труда. Естественный процесс — это рабочий процесс, не требующий приложения ни живого, ни овеществленного труда. Простой процесс — это рабочий процесс, в котором предмет труда подвергается последовательному ряду связанных между собой операций, в результате чего получается готовый или частичный продукт. Сложный процесс — это рабочий процесс, в котором готовый (или частичный) продукт получается путем соединения нескольких частичных продуктов (полуфабрикатов). Полный процесс — это рабочий процесс, охватывающий полный комплекс работ, необходимых для получения конечного результата данного процесса. Частичный процесс — это незаконченная часть полного рабочего процесса, охватывающая лишь часть работ, необходимых для получения конечного результата данного процесса.
Процесс труда — это рабочий процесс, требующий приложения живого или/и овеществленного труда. Естественный процесс — это рабочий процесс, не требующий приложения ни живого, ни овеществленного труда. Простой процесс — это рабочий процесс, в котором предмет труда подвергается последовательному ряду связанных между собой операций, в результате чего получается готовый или частичный продукт. Сложный процесс — это рабочий процесс, в котором готовый (или частичный) продукт получается путем соединения нескольких частичных продуктов (полуфабрикатов). Полный процесс — это рабочий процесс, охватывающий полный комплекс работ, необходимых для получения конечного результата данного процесса. Частичный процесс — это незаконченная часть полного рабочего процесса, охватывающая лишь часть работ, необходимых для получения конечного результата данного процесса.
 Рабочий центр - это завод, цех, участок, рабочее место. Рабочий центр можно представить следующим образом: 1)Предмет труда – это объекты рабочего процесса, для создания которых к ним прикладывается живой и овеществлённый труд: -деталь – предмет который не может быть разделён на части -комплектующие - это покупные изделия, которые не изготавливаются на предприятии, а поступают в готовом виде; -сборочная еденица (узел) – сопряжение нескольких деталей -комплексы и комплекты – сопряжение нескольких узлов и деталей. 2)Средства труда – это орудия труда используемые в рабочем процессе для преобразования предмета труда в товар. 3)Живой труд – действия человека по реализации рабочего процесса, связанные с затратами нервно-мышечной энергии (физические и интеллектуальные усилия).
Рабочий центр - это завод, цех, участок, рабочее место. Рабочий центр можно представить следующим образом: 1)Предмет труда – это объекты рабочего процесса, для создания которых к ним прикладывается живой и овеществлённый труд: -деталь – предмет который не может быть разделён на части -комплектующие - это покупные изделия, которые не изготавливаются на предприятии, а поступают в готовом виде; -сборочная еденица (узел) – сопряжение нескольких деталей -комплексы и комплекты – сопряжение нескольких узлов и деталей. 2)Средства труда – это орудия труда используемые в рабочем процессе для преобразования предмета труда в товар. 3)Живой труд – действия человека по реализации рабочего процесса, связанные с затратами нервно-мышечной энергии (физические и интеллектуальные усилия).
 Параллельность рабочих процессов (совмещение проц. )") Принципы рациональной организации производственного процесса Специализация (предметная, технологическая) Параллельность рабочих процессов (совмещение проц. ) Непрерывность (без простоев, минимальные перерывы) Пропорциональность (раб. м. , персонал, оборудование, производительность) Гибкость и адаптивность к условиям внешней среды Прямоточность ( кратчайший маршрут движения предмета труда в пространстве и времени) Ритмичность (повторяемость, интервал) Адаптивность (систем производства к внешним экономическим условиям) Интегративность процессов производства
Принципы рациональной организации производственного процесса Специализация (предметная, технологическая) Параллельность рабочих процессов (совмещение проц. ) Непрерывность (без простоев, минимальные перерывы) Пропорциональность (раб. м. , персонал, оборудование, производительность) Гибкость и адаптивность к условиям внешней среды Прямоточность ( кратчайший маршрут движения предмета труда в пространстве и времени) Ритмичность (повторяемость, интервал) Адаптивность (систем производства к внешним экономическим условиям) Интегративность процессов производства
 Типы производств Массовое производство непрерывный выпуск, постоянная номенклатура, крупный объём производства, узкая специализация. Производство – авто, бытовая техника, универсам. Серийное производство – периодический выпуск в крупном объёме широкой или постоянной номенклатуры. Инструментально е производство, станки, приспособления. Единичное производство – выпуск широкой номенклатуры продукции в малом объёме. Ювелирные работы, индивидуальные заказы, эксклюзивная продукция.
Типы производств Массовое производство непрерывный выпуск, постоянная номенклатура, крупный объём производства, узкая специализация. Производство – авто, бытовая техника, универсам. Серийное производство – периодический выпуск в крупном объёме широкой или постоянной номенклатуры. Инструментально е производство, станки, приспособления. Единичное производство – выпуск широкой номенклатуры продукции в малом объёме. Ювелирные работы, индивидуальные заказы, эксклюзивная продукция.
 рабочие места массового типа, специализированные на выполнении одной непрерывно повторяющейся деталеопераций; 2) рабочие") 1) рабочие места массового типа, специализированные на выполнении одной непрерывно повторяющейся деталеопераций; 2) рабочие места серийного типа, специализированные на выполнении нескольких различных детале-операций, повторяющихся через определенные интервалы времени; 3) рабочие места единичного типа, специализированные на выполнении большого числа различных детале-операций, повторяющихся через неопределенные интервалы времени или не повторяющихся вообще.
1) рабочие места массового типа, специализированные на выполнении одной непрерывно повторяющейся деталеопераций; 2) рабочие места серийного типа, специализированные на выполнении нескольких различных детале-операций, повторяющихся через определенные интервалы времени; 3) рабочие места единичного типа, специализированные на выполнении большого числа различных детале-операций, повторяющихся через неопределенные интервалы времени или не повторяющихся вообще.
 Сравнительная технико-экономическая характеристика типов производства Признаки сравнения 1. Номенклатура 2. Объём 3. Специализация раб. м. 4. Технология 5. Оборудование 6. Автоматизация Массовое Серийное Единичное Ограниченност ь постоянство Ограниченное разнообразие повторяемость Партиями Большое разнообразие, неповторимость Еденичный Широкая Универсальность Пооперационная Несколько операционное Гибкая (робототехника) Попереходная Универсальное Большой постоянный Узкая Маршрутная Специальное Жёсткая (конвеерная) ЧПУ
Сравнительная технико-экономическая характеристика типов производства Признаки сравнения 1. Номенклатура 2. Объём 3. Специализация раб. м. 4. Технология 5. Оборудование 6. Автоматизация Массовое Серийное Единичное Ограниченност ь постоянство Ограниченное разнообразие повторяемость Партиями Большое разнообразие, неповторимость Еденичный Широкая Универсальность Пооперационная Несколько операционное Гибкая (робототехника) Попереходная Универсальное Большой постоянный Узкая Маршрутная Специальное Жёсткая (конвеерная) ЧПУ
 Признаки сравнения Массовое Серийное Единичные 7. Движение предметов труда Параллельный Последовательно - паралельный Последовательный 8. Скорость материального потока Быстро Синхронизированн ое Медленное Постоянно низкие Переменная Высокие 10. Незавершённое производство Низкий Переменная Высокое 11. Использование оборудования 70 -80% 20 -75% 5 -25% 12. Квалификация рабочих Средняя/низкая Средняя Высокая 13. Расположение оборудования Цепное Групповое и цепное Групповое 9. Запасы материалов Д/З дописать другие признаки сравнения. Козловский производственный менеджмент стр. 127 -129.
Признаки сравнения Массовое Серийное Единичные 7. Движение предметов труда Параллельный Последовательно - паралельный Последовательный 8. Скорость материального потока Быстро Синхронизированн ое Медленное Постоянно низкие Переменная Высокие 10. Незавершённое производство Низкий Переменная Высокое 11. Использование оборудования 70 -80% 20 -75% 5 -25% 12. Квалификация рабочих Средняя/низкая Средняя Высокая 13. Расположение оборудования Цепное Групповое и цепное Групповое 9. Запасы материалов Д/З дописать другие признаки сравнения. Козловский производственный менеджмент стр. 127 -129.
 Конспект. Учебник Козловский В. А. «Производственный менеджмент» 1. Техническое обслуживания производства. Инструментальное хозяйство предприятия. Ремонтное хозяйство предприятия. Энергетическое хозяйство предприятия. 2. Транспортно-складское обслуживание производства. Организация транспортного хозяйства предприятия. Организация складского хозяйства предприятия.
Конспект. Учебник Козловский В. А. «Производственный менеджмент» 1. Техническое обслуживания производства. Инструментальное хозяйство предприятия. Ремонтное хозяйство предприятия. Энергетическое хозяйство предприятия. 2. Транспортно-складское обслуживание производства. Организация транспортного хозяйства предприятия. Организация складского хозяйства предприятия.
 Задание по видео материалу Составить подробную технологическую карту производства продукта представленного в видео материале. Основные требования: понятность, логичность, подробность.
Задание по видео материалу Составить подробную технологическую карту производства продукта представленного в видео материале. Основные требования: понятность, логичность, подробность.
 Производственный цикл
Производственный цикл
 Ритм производства Ритмичность производства – изготовление предметов или отдельных партий должно повторяться через строго определенные промежутки времени. Ритм (штучный) – интервал времени между запуском (выпуском) двух смежных единиц продукции.
Ритм производства Ритмичность производства – изготовление предметов или отдельных партий должно повторяться через строго определенные промежутки времени. Ритм (штучный) – интервал времени между запуском (выпуском) двух смежных единиц продукции.
 Расчет среднего ритма выпуска единицы продукции: где r – средний ритм выпуска единицы продукции; Fэ - эффективный фонд времени работы оборудования, час. N – объем выпуска продукции за расчетный период, шт. Темп – характеризует количество деталей, выпускаемых за единицу времени (шт/час):
Расчет среднего ритма выпуска единицы продукции: где r – средний ритм выпуска единицы продукции; Fэ - эффективный фонд времени работы оборудования, час. N – объем выпуска продукции за расчетный период, шт. Темп – характеризует количество деталей, выпускаемых за единицу времени (шт/час):
 Ритм партии Партия — это определенное количество одинаковых предметов, над которыми каждая операция выполняется непрерывно, с однократной затратой подготовительно заключительного времени. Ритм партии – интервал времени между моментами запуска ( или выпуска) двух смежных партий продукции. n – количество деталей в партии, шт.
Ритм партии Партия — это определенное количество одинаковых предметов, над которыми каждая операция выполняется непрерывно, с однократной затратой подготовительно заключительного времени. Ритм партии – интервал времени между моментами запуска ( или выпуска) двух смежных партий продукции. n – количество деталей в партии, шт.
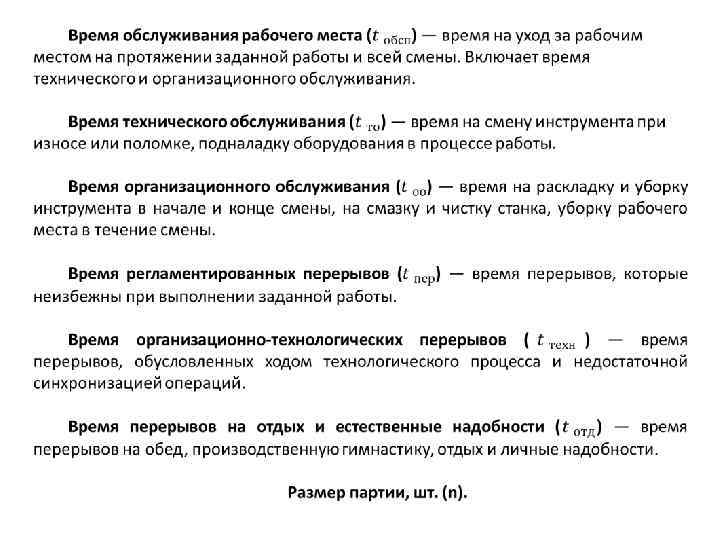
 Норма времени на операцию
Норма времени на операцию
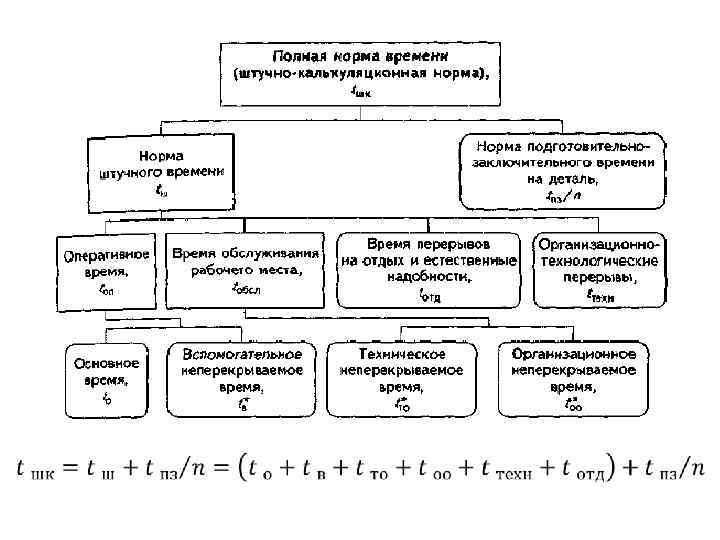
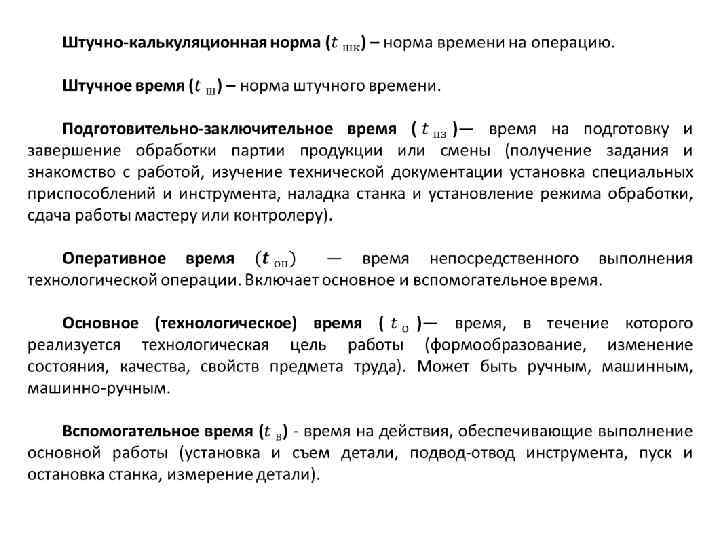
 Операционный цикл Т 0 - это длительность выполнения операции над партией продукции. Длительность операционного цикла зависит от следующих факторов: 1) времени выполнения операции над единицей продукции (норма штучного времени); 2) размера партии; 3) количества единиц оборудования на операции.
Операционный цикл Т 0 - это длительность выполнения операции над партией продукции. Длительность операционного цикла зависит от следующих факторов: 1) времени выполнения операции над единицей продукции (норма штучного времени); 2) размера партии; 3) количества единиц оборудования на операции.
 Расчет операционного цикла Единиц продукции - 1, количество рабочих мест -1: ti – норма времени на выполнение i-той операции. Единиц продукции – n, рабочих мест – 1: Единиц продукции – n, рабочих мест – q:
Расчет операционного цикла Единиц продукции - 1, количество рабочих мест -1: ti – норма времени на выполнение i-той операции. Единиц продукции – n, рабочих мест – 1: Единиц продукции – n, рабочих мест – q:
 Порядок прохождения партии через операцию Операция состоит из переходов. Переход – часть операции, выполняемая над одной или несколькими поверхностями детали одним или несколькими инструментами одновременно при одном режиме обработки.
Порядок прохождения партии через операцию Операция состоит из переходов. Переход – часть операции, выполняемая над одной или несколькими поверхностями детали одним или несколькими инструментами одновременно при одном режиме обработки.
 Порядок прохождения партии через операцию Виды прохождения партии через операцию: Попереходное – при котором все количество предметов труда проходит сначала через первый переход, затем через второй переход, затем через третий и так до последнего перехода операции. 1 2 3 4 Переналадка 1 2 3 Переход 2 4 5
Порядок прохождения партии через операцию Виды прохождения партии через операцию: Попереходное – при котором все количество предметов труда проходит сначала через первый переход, затем через второй переход, затем через третий и так до последнего перехода операции. 1 2 3 4 Переналадка 1 2 3 Переход 2 4 5
 Пооперационное – при котором сначала первый предмет труда проходит через все переходы, затем второй, третий, и так до последней единицы партии продукции. Установка, снятие Штука 1 Переход 1 Штука 4 Переналадка Переход 2
Пооперационное – при котором сначала первый предмет труда проходит через все переходы, затем второй, третий, и так до последней единицы партии продукции. Установка, снятие Штука 1 Переход 1 Штука 4 Переналадка Переход 2
 Технологический цикл – суммарное время выполнения всех технологических операций технологического процесса. Длительность технологического цикла определяется суммой операционных циклов. Длительность технологического цикла определяется степенью параллельности выполнения смежных операций. Виды движения предметов труда в процессе производства: 1)последовательное; 2)параллельное; 3)смешанное (параллельно-последовательное); 4)сложного процесса.
Технологический цикл – суммарное время выполнения всех технологических операций технологического процесса. Длительность технологического цикла определяется суммой операционных циклов. Длительность технологического цикла определяется степенью параллельности выполнения смежных операций. Виды движения предметов труда в процессе производства: 1)последовательное; 2)параллельное; 3)смешанное (параллельно-последовательное); 4)сложного процесса.
 •
•
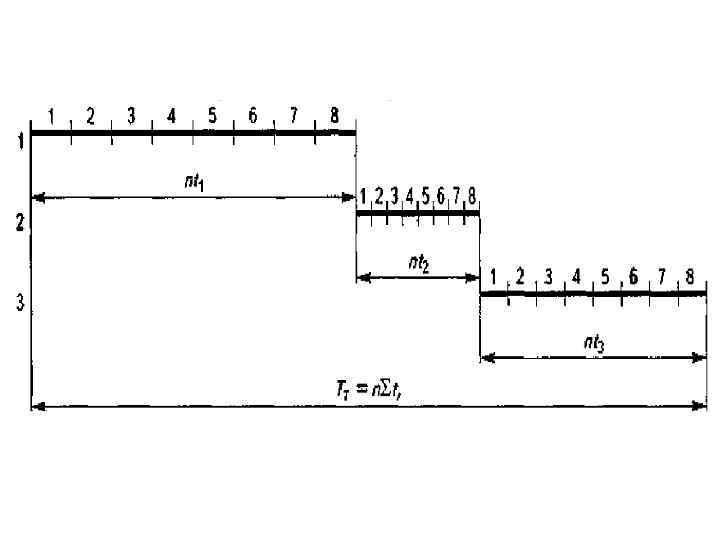
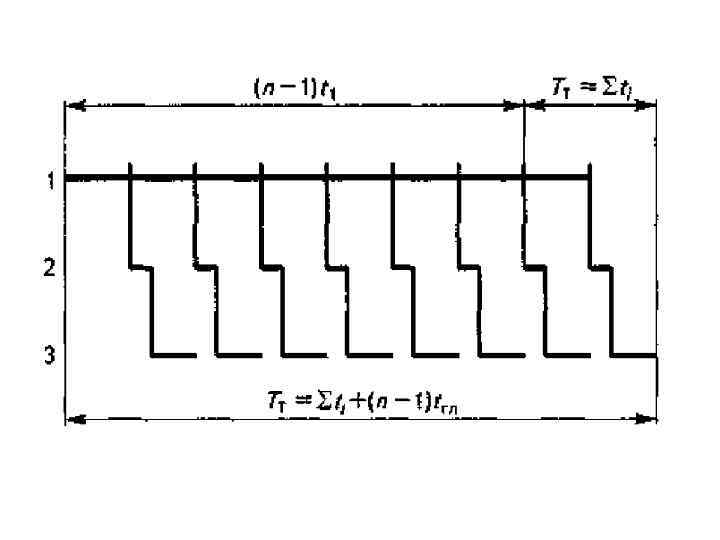
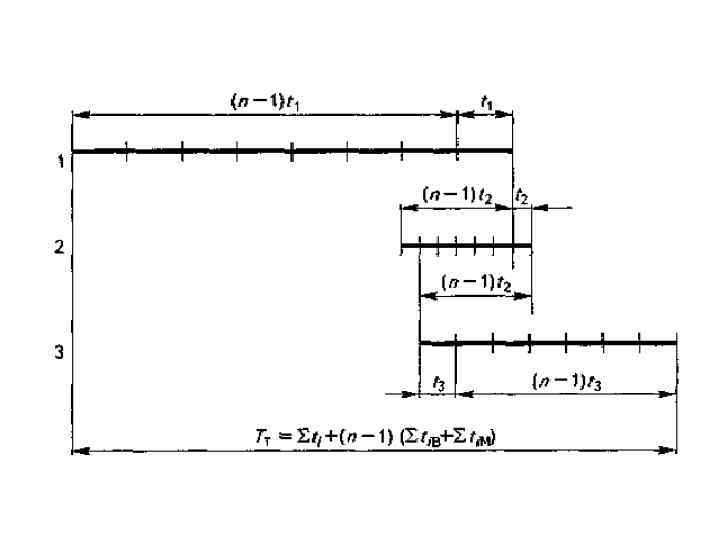
 Параллельное движение – характеризуется тем, что одновременно все операции выполняются над разными единицами партии продукции одного наименования, каждая такая единица проходит через все операции технологического процесса непрерывно и независимо от остальных единиц. Передача единиц продукции с операции на операцию осуществляется по несколько штук (передаточной или транспортной партией р, меньшей п), или по одной штуке (р = 1): где (n-p) Х (timax / qimax) – операционный цикл максимальной продолжительности; ti max - норма времени на операции с максимальным операционным циклом; qi max - число рабочих мест на операции с максимальным операционным циклом.
Параллельное движение – характеризуется тем, что одновременно все операции выполняются над разными единицами партии продукции одного наименования, каждая такая единица проходит через все операции технологического процесса непрерывно и независимо от остальных единиц. Передача единиц продукции с операции на операцию осуществляется по несколько штук (передаточной или транспортной партией р, меньшей п), или по одной штуке (р = 1): где (n-p) Х (timax / qimax) – операционный цикл максимальной продолжительности; ti max - норма времени на операции с максимальным операционным циклом; qi max - число рабочих мест на операции с максимальным операционным циклом.
 •
•
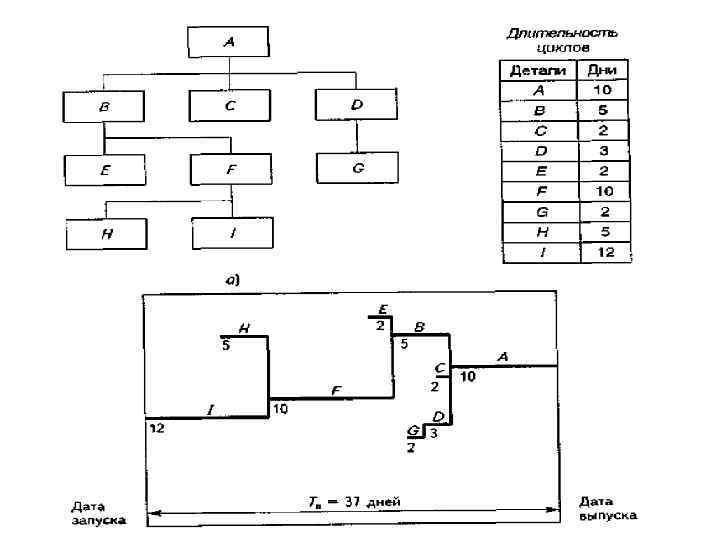
 Технологический цикл сложного процесса представляет собой отрезок времени от момента начала самых ранних до момента завершения самых поздних работ из числа тех, что составляют простые процессы данного сложного процесса. Технологический цикл Тт не включает время перерывов и время естественных процессов, поэтому он всегда меньше действительной длительности производственного цикла Тп.
Технологический цикл сложного процесса представляет собой отрезок времени от момента начала самых ранних до момента завершения самых поздних работ из числа тех, что составляют простые процессы данного сложного процесса. Технологический цикл Тт не включает время перерывов и время естественных процессов, поэтому он всегда меньше действительной длительности производственного цикла Тп.
 Производственный цикл Длительность производственного цикла – отрезок времени от его начала до завершения: Тп= Тт +Те + Тп, где Тт – время выполнения всех технологических операций; Те – время естественных процессов; Тп – время регламентированных и нерегламентированных перерывов. Сокращение длительности цикла: 1. Сокращение длительности технологических операций; 2. Сокращение длительности естественных процессов; 3. Сокращение длительности перерывов.
Производственный цикл Длительность производственного цикла – отрезок времени от его начала до завершения: Тп= Тт +Те + Тп, где Тт – время выполнения всех технологических операций; Те – время естественных процессов; Тп – время регламентированных и нерегламентированных перерывов. Сокращение длительности цикла: 1. Сокращение длительности технологических операций; 2. Сокращение длительности естественных процессов; 3. Сокращение длительности перерывов.
по определению представляет собой технологический") Время выполнения всех основных и вспомогательных технологических операций (Тт )по определению представляет собой технологический цикл. Продолжительность естественных процессов (Те) определяется ориентировочно по нормативам или опытным путем. Там, где возможно, для сокращения длительности естественных процессов они заменяются искусственными, выполняемыми с приложением живого и/или овеществленного труда (например, сушка, охлаждение). Время перерывов (Тп) учитывает регламентированные перерывы, возникающие в пределах рабочих смен и между ними, которые не учтены в Тт и Те. Междусменных режимных перерывов, связанных с принятым режимом работы рабочего центра (количеством рабочих дней в году, числом рабочих смен в сутки, продолжительностью рабочей смены). Внутрисменных перерывов партионности, связанных с пролеживанием предметов труда в ожидании окончания обработки на операции последней единицы партии продукции и передачи партии целиком на последующую операцию. внутрисменных Вперерывов ожидания, связанных с пролеживанием предметов труда в ожидании освобождения занятого рабочего места.
Время выполнения всех основных и вспомогательных технологических операций (Тт )по определению представляет собой технологический цикл. Продолжительность естественных процессов (Те) определяется ориентировочно по нормативам или опытным путем. Там, где возможно, для сокращения длительности естественных процессов они заменяются искусственными, выполняемыми с приложением живого и/или овеществленного труда (например, сушка, охлаждение). Время перерывов (Тп) учитывает регламентированные перерывы, возникающие в пределах рабочих смен и между ними, которые не учтены в Тт и Те. Междусменных режимных перерывов, связанных с принятым режимом работы рабочего центра (количеством рабочих дней в году, числом рабочих смен в сутки, продолжительностью рабочей смены). Внутрисменных перерывов партионности, связанных с пролеживанием предметов труда в ожидании окончания обработки на операции последней единицы партии продукции и передачи партии целиком на последующую операцию. внутрисменных Вперерывов ожидания, связанных с пролеживанием предметов труда в ожидании освобождения занятого рабочего места.
 Расчёт производственного цикла:
Расчёт производственного цикла:
 Решения задач по производственному циклу на семинаре
Решения задач по производственному циклу на семинаре
 Производственная мощность
Производственная мощность
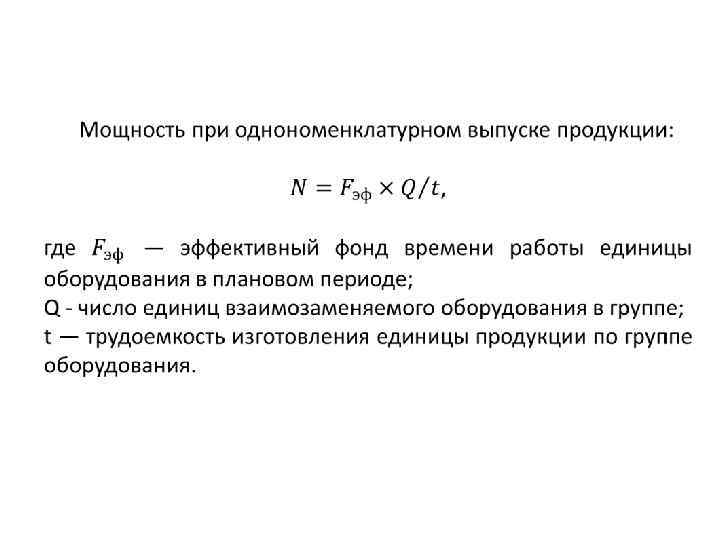
 Мощность — это максимально возможный выход системы за определенный период. Производственная мощность предприятия (цеха, участка) — это максимально возможный выпуск продукции за определенный период в определенных количественных соотношениях и номенклатуре при наиболее эффективном использовании определенного набора производственных ресурсов (производственного оборудования и площадей).
Мощность — это максимально возможный выход системы за определенный период. Производственная мощность предприятия (цеха, участка) — это максимально возможный выпуск продукции за определенный период в определенных количественных соотношениях и номенклатуре при наиболее эффективном использовании определенного набора производственных ресурсов (производственного оборудования и площадей).
 Время Ресурсы: -материальные -финансовые -трудовые Пространство Факторы внутренней среды Вход Процессы: -производства -управления Выход (производственная мощность) Факторы внешней среды: экономические, политические, социальные, технологические
Время Ресурсы: -материальные -финансовые -трудовые Пространство Факторы внутренней среды Вход Процессы: -производства -управления Выход (производственная мощность) Факторы внешней среды: экономические, политические, социальные, технологические
 Стратегические решения: планирование и обоснование экономической целесообразности размера предприятия на долгосрочный период на основе прогноза максимального спроса Тактические решения: связаны с планированием загрузки имеющихся производственных мощностей (станки, оборудование ). Оперативные решения: связаны с учетом фактической загрузки и состояния отдельных элементов производственных мощностей (диспетчеризация, перераспределение, распределение)
Стратегические решения: планирование и обоснование экономической целесообразности размера предприятия на долгосрочный период на основе прогноза максимального спроса Тактические решения: связаны с планированием загрузки имеющихся производственных мощностей (станки, оборудование ). Оперативные решения: связаны с учетом фактической загрузки и состояния отдельных элементов производственных мощностей (диспетчеризация, перераспределение, распределение)
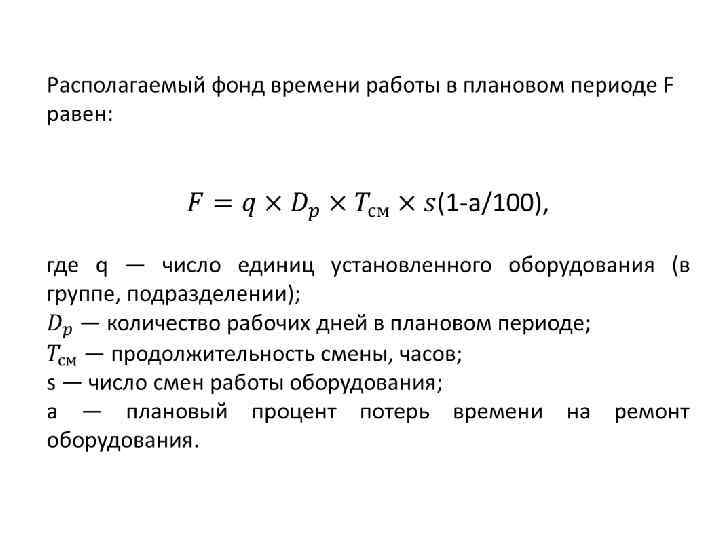
 — это максимум мощности, который может быть достигнут в идеальных условиях.") Проектируемая мощность (100%) — это максимум мощности, который может быть достигнут в идеальных условиях. В реальных условиях практически невозможно достигнуть 100% проектируемой мощности. Ожидаемая мощность – обычно составляет около 92% от проектируемой. Пример расчёта нормативной мощности Предприятие, производящее изделие А, имеет оборудование с эффективностью 90% и коэффициентом использования мощности 80%. Три производственные линии используются для выпуска изделия А. Линии работают 7 дней в неделю по три 8 часовых смены в день. Каждая линия спроектирована на 120 стандартных изделий А в час. Необходимо определить нормативную мощность предприятия (изделий в неделю). При расчете нормативной мощности умножаем проектируемую мощность (которая равна произведению числа линий, времени работы линии в часах и числа изделий в час) на коэффициент использования мощности и эффективность. Оборудование используется семь дней в неделю, три смены в день. Таким образом, каждая производственная линия работает 168 часов в неделю (168 = 7 х 3 х 8). По этой информации нормативная мощность может быть определена следующим образом: Нормативная мощность = Проектируемая мощность х Эффективность х Коэфф. использ. мощности = = 120 х 3 х 168 х 0, 9 х 0, 8 = 43 546 изделий (в неделю).
Проектируемая мощность (100%) — это максимум мощности, который может быть достигнут в идеальных условиях. В реальных условиях практически невозможно достигнуть 100% проектируемой мощности. Ожидаемая мощность – обычно составляет около 92% от проектируемой. Пример расчёта нормативной мощности Предприятие, производящее изделие А, имеет оборудование с эффективностью 90% и коэффициентом использования мощности 80%. Три производственные линии используются для выпуска изделия А. Линии работают 7 дней в неделю по три 8 часовых смены в день. Каждая линия спроектирована на 120 стандартных изделий А в час. Необходимо определить нормативную мощность предприятия (изделий в неделю). При расчете нормативной мощности умножаем проектируемую мощность (которая равна произведению числа линий, времени работы линии в часах и числа изделий в час) на коэффициент использования мощности и эффективность. Оборудование используется семь дней в неделю, три смены в день. Таким образом, каждая производственная линия работает 168 часов в неделю (168 = 7 х 3 х 8). По этой информации нормативная мощность может быть определена следующим образом: Нормативная мощность = Проектируемая мощность х Эффективность х Коэфф. использ. мощности = = 120 х 3 х 168 х 0, 9 х 0, 8 = 43 546 изделий (в неделю).
 Производственная мощность предприятия определяется по мощности ведущих цехов, цеха - по мощности ведущих участков, участка - по мощности ведущего оборудования.
Производственная мощность предприятия определяется по мощности ведущих цехов, цеха - по мощности ведущих участков, участка - по мощности ведущего оборудования.
.") Полная мощность рассчитывается исходя из числа смен, которое соответствует круглосуточному режиму работы (обычно трехсменному). Режимная мощность определяется исходя из принятого режима работы оборудования, участка, цеха с соблюдением 41 -часовой рабочей недели.
Полная мощность рассчитывается исходя из числа смен, которое соответствует круглосуточному режиму работы (обычно трехсменному). Режимная мощность определяется исходя из принятого режима работы оборудования, участка, цеха с соблюдением 41 -часовой рабочей недели.
 По результатам расчета коэффициента использования мощности намечаются организационно-технические мероприятия по устранению «узких мест» и улучшению использования производственной мощности.
По результатам расчета коэффициента использования мощности намечаются организационно-технические мероприятия по устранению «узких мест» и улучшению использования производственной мощности.
 Способы повышения производственной мощности предприятия Увеличение располагаемого времени работы фонда Сокращение трудоемкости продукции Увеличение количества единиц Совершенствование установленного оборудования изготовления продукции Увеличение оборудования сменности Улучшение организации оборудования работы Повышение серийности производства ремонта Расширение унификации, нормализации, стандартизации продукции Сокращение производственных циклов Улучшение производственных пространства технологии Обновление и модернизация оборудования использования Повышение уровня технологической площадей и оснащенности производства Рациональное планирование работ, Постоянное обновление и пересмотр норм устранение «узких мест» в производстве времени Углубление специализации, развитие Рациональная организация кооперирования подразделений и рабочих местах предприятий труда на
Способы повышения производственной мощности предприятия Увеличение располагаемого времени работы фонда Сокращение трудоемкости продукции Увеличение количества единиц Совершенствование установленного оборудования изготовления продукции Увеличение оборудования сменности Улучшение организации оборудования работы Повышение серийности производства ремонта Расширение унификации, нормализации, стандартизации продукции Сокращение производственных циклов Улучшение производственных пространства технологии Обновление и модернизация оборудования использования Повышение уровня технологической площадей и оснащенности производства Рациональное планирование работ, Постоянное обновление и пересмотр норм устранение «узких мест» в производстве времени Углубление специализации, развитие Рациональная организация кооперирования подразделений и рабочих местах предприятий труда на
 Планирование производственных мощностей Способ 1. Когда спрос на товары и услуги может быть спрогнозирован с достаточной степенью точности, планирование производственной мощности выполняется просто: будущий спрос прогнозируется традиционными методами (обычно используется регрессионный анализ); на этой основе выполняется прямой расчет требуемой мощности. Решение задач на семинаре. Способ 2. Когда будущий спрос на товары и нормативная мощность подвержены значительным случайным воздействиям, для принятия плановых решений применяются вероятностные модели требуемой мощности (дерево решений EMV, МАИ, нечёткие множества и т. д. ); дальнейшая последовательность действий аналогична способу 1. Решение задачи на семинаре 5 семестр.
Планирование производственных мощностей Способ 1. Когда спрос на товары и услуги может быть спрогнозирован с достаточной степенью точности, планирование производственной мощности выполняется просто: будущий спрос прогнозируется традиционными методами (обычно используется регрессионный анализ); на этой основе выполняется прямой расчет требуемой мощности. Решение задач на семинаре. Способ 2. Когда будущий спрос на товары и нормативная мощность подвержены значительным случайным воздействиям, для принятия плановых решений применяются вероятностные модели требуемой мощности (дерево решений EMV, МАИ, нечёткие множества и т. д. ); дальнейшая последовательность действий аналогична способу 1. Решение задачи на семинаре 5 семестр.
 Обоснование производственной мощности Анализ критической точки – обоснование производственной мощности путем отбора выпуска продукции с наименьшими затратами. Анализируют постоянные и переменные затраты и доход. Постоянные затраты— это затраты, которые существуют, даже если ничего не производится. Переменные затраты — это затраты, которые варьируются с изменением объема производства. Главная компонента в переменных затратах — это затраты труда и материалов.
Обоснование производственной мощности Анализ критической точки – обоснование производственной мощности путем отбора выпуска продукции с наименьшими затратами. Анализируют постоянные и переменные затраты и доход. Постоянные затраты— это затраты, которые существуют, даже если ничего не производится. Переменные затраты — это затраты, которые варьируются с изменением объема производства. Главная компонента в переменных затратах — это затраты труда и материалов.
 Важным элементом анализа критической точки является функция дохода До хо д Затраты/ доход ы трат за е упны к Сово Переменные затраты Убыток Прибыль Критическая точка Постоянные затраты Объем продукции
Важным элементом анализа критической точки является функция дохода До хо д Затраты/ доход ы трат за е упны к Сово Переменные затраты Убыток Прибыль Критическая точка Постоянные затраты Объем продукции
 TR = P×Q Общие затраты (TC) TC =") Расчет критической точки Общий доход (TR) TR = P×Q Общие затраты (TC) TC = F+V×Q Критическая точка в ВЕР (Q) = F / (P – V) единицах продукции Критическая точка в ВЕР (Руб. ) = ВЕР (Q)×P = F×P / P – V = F / (1 –V/P) денежных единицах Прибыль TR-TC = P×Q – (F+V×Q) = (P-V) × Q – F Для однопродуктового ВЕР (Руб. ) = F / (1 – V/P) случая критическая точка в денежных единицах Для многопродуктового ВЕР(Руб. )=F / ∑ ((1 – Vi / Pi) X Wi) случая критическая точка в денежных единицах
Расчет критической точки Общий доход (TR) TR = P×Q Общие затраты (TC) TC = F+V×Q Критическая точка в ВЕР (Q) = F / (P – V) единицах продукции Критическая точка в ВЕР (Руб. ) = ВЕР (Q)×P = F×P / P – V = F / (1 –V/P) денежных единицах Прибыль TR-TC = P×Q – (F+V×Q) = (P-V) × Q – F Для однопродуктового ВЕР (Руб. ) = F / (1 – V/P) случая критическая точка в денежных единицах Для многопродуктового ВЕР(Руб. )=F / ∑ ((1 – Vi / Pi) X Wi) случая критическая точка в денежных единицах
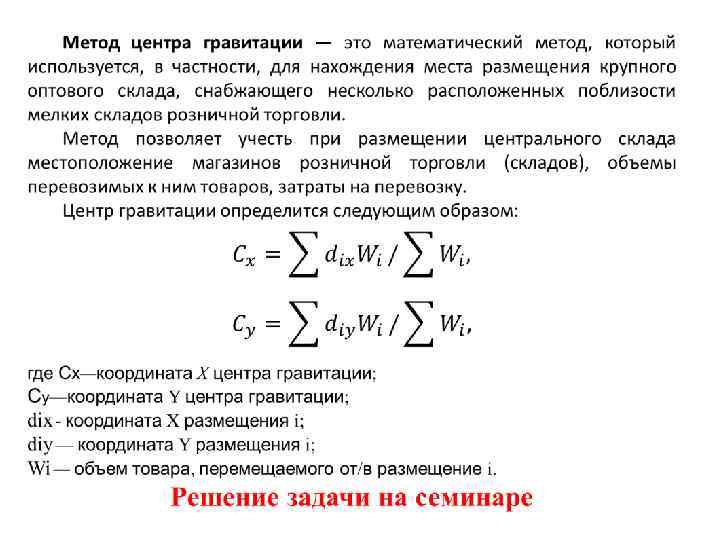
") где TR — общий доход, руб. ; ТС — общие затраты, руб. ; BEP(Q) — критическая точка в единицах продукции, шт. ; ВЕР(Руб. ) — критическая точка в денежных единицах, руб. ; Р— цена единицы продукции, руб. ; Q—количество произведенных единиц, шт. ; F — постоянные затраты, руб. ; V— переменные затраты на единицу продукции, руб. ; W— процент каждого товара в общем объеме продаж в денежных единицах; i — индекс товара. Решение 2 -х задач на семинаре
где TR — общий доход, руб. ; ТС — общие затраты, руб. ; BEP(Q) — критическая точка в единицах продукции, шт. ; ВЕР(Руб. ) — критическая точка в денежных единицах, руб. ; Р— цена единицы продукции, руб. ; Q—количество произведенных единиц, шт. ; F — постоянные затраты, руб. ; V— переменные затраты на единицу продукции, руб. ; W— процент каждого товара в общем объеме продаж в денежных единицах; i — индекс товара. Решение 2 -х задач на семинаре
 Инвестирование в развитие производственной мощности При определении стратегии инвестирования необходимо ответить на ряд вопросов: 1) будут ли инвестиции способствовать завоеванию покупателей и доли рынка; 2) что инвестиции привнесут в конкурентное преимущество (в гибкость процесса, качество товара, уровень 3) какие изменения финансовых результатов повлекут за собой инвестиции. Выбирается одна или несколько альтернатив проектов развития производственных мощностей посредствам метода чистой текущей стоимости и чистого дисконтированного дохода. В результате выбирается самый прибыльный вариант для предприятия. Наиболее подробно алгоритм расчёта см. в рабочей тетради 2 по дисциплине проектный менеджмент Шагеев Д. А. .
Инвестирование в развитие производственной мощности При определении стратегии инвестирования необходимо ответить на ряд вопросов: 1) будут ли инвестиции способствовать завоеванию покупателей и доли рынка; 2) что инвестиции привнесут в конкурентное преимущество (в гибкость процесса, качество товара, уровень 3) какие изменения финансовых результатов повлекут за собой инвестиции. Выбирается одна или несколько альтернатив проектов развития производственных мощностей посредствам метода чистой текущей стоимости и чистого дисконтированного дохода. В результате выбирается самый прибыльный вариант для предприятия. Наиболее подробно алгоритм расчёта см. в рабочей тетради 2 по дисциплине проектный менеджмент Шагеев Д. А. .
 Выбор места размещения предприятия
Выбор места размещения предприятия
 Стратегии размещения для сферы производства и сферы услуг Размещение в сфере производства Размещение в сфере услуг Центральная проблема - затраты Центральная проблема - выручка Материальные затраты Транспортные затраты (по доставке сырья, материалов и готовой продукции) Затраты на энергию Затраты на обработку Затраты на труд Затраты на материалы Налоги и пр. Объем / выручка Территория обслуживания Объем закупок Конкуренция Реклама / продвижение продукции на рынок / ценообразование Нематериальные и будущие затраты Позиция профсоюзов Качество жизни Образование Местные власти Физические параметры Парковка / доступность Безопасность / освещенность Внешний вид / облик Дочерний бизнес
Стратегии размещения для сферы производства и сферы услуг Размещение в сфере производства Размещение в сфере услуг Центральная проблема - затраты Центральная проблема - выручка Материальные затраты Транспортные затраты (по доставке сырья, материалов и готовой продукции) Затраты на энергию Затраты на обработку Затраты на труд Затраты на материалы Налоги и пр. Объем / выручка Территория обслуживания Объем закупок Конкуренция Реклама / продвижение продукции на рынок / ценообразование Нематериальные и будущие затраты Позиция профсоюзов Качество жизни Образование Местные власти Физические параметры Парковка / доступность Безопасность / освещенность Внешний вид / облик Дочерний бизнес
 Размещение в сфере производства Размещение в сфере услуг Выводы Затраты в основном зависят от размещения производства Большинство основных затрат связаны с местоположением предприятия Слабый контакт с потребителями требует особого внимания к идентифицируемым затратам Сложно определяемые затраты могут быть объективно оценены Выводы Выручка главным образом зависит от местоположения предприятия Доходы находятся в тесной зависимости от контактов с потребителями Затраты относительно стабильны для данного района, поэтому критической является функция выручки, которая может меняться Методы Взвешивание факторов Анализ критической точки Карты пересечений Линейное программирование (транспортный метод) Методы Корреляционный анализ факторов Расчеты по транспорту Анализ демографической ситуации на обслуживаемой территории Анализ интенсивности закупок на обслуживаемой территории
Размещение в сфере производства Размещение в сфере услуг Выводы Затраты в основном зависят от размещения производства Большинство основных затрат связаны с местоположением предприятия Слабый контакт с потребителями требует особого внимания к идентифицируемым затратам Сложно определяемые затраты могут быть объективно оценены Выводы Выручка главным образом зависит от местоположения предприятия Доходы находятся в тесной зависимости от контактов с потребителями Затраты относительно стабильны для данного района, поэтому критической является функция выручки, которая может меняться Методы Взвешивание факторов Анализ критической точки Карты пересечений Линейное программирование (транспортный метод) Методы Корреляционный анализ факторов Расчеты по транспорту Анализ демографической ситуации на обслуживаемой территории Анализ интенсивности закупок на обслуживаемой территории
 Методы взвешивания — назначение весов и предельных значений для различных факторов, учет и измерение материальных затрат (налогов, затрат на труд и др. ), исследование нематериальных затрат, рассмотрение затрат в краткосрочном и долгосрочном периодах. Факторы Вес Затраты на труд в регионе Размер заработной платы Значимость профсоюзов Изменения заработной платы Изменение значимости профсоюзов 8, 29 5, 99 5, 44 4, 81 Всего 23, 95 Доступность и продуктивность ресурсов в регионе Доступность рабочей силы Затраты на энергию Добавленная стоимость Трудовые потери 6, 66 4, 93 4, 70 4, 09 Всего 20, 38
Методы взвешивания — назначение весов и предельных значений для различных факторов, учет и измерение материальных затрат (налогов, затрат на труд и др. ), исследование нематериальных затрат, рассмотрение затрат в краткосрочном и долгосрочном периодах. Факторы Вес Затраты на труд в регионе Размер заработной платы Значимость профсоюзов Изменения заработной платы Изменение значимости профсоюзов 8, 29 5, 99 5, 44 4, 81 Всего 23, 95 Доступность и продуктивность ресурсов в регионе Доступность рабочей силы Затраты на энергию Добавленная стоимость Трудовые потери 6, 66 4, 93 4, 70 4, 09 Всего 20, 38
 властей Рост дохода на душу населения Налоги Изменения") Факторы Вес Фискальная политика местных (региональных) властей Рост дохода на душу населения Налоги Изменения в налогах Деловая активность в регионе Рост дефицита местного бюджета 4, 65 4, 50 4, 09 4, 03 3, 59 Всего 20, 86 Затраты на регулирование занятости в регионе Фонды социального страхования Пособия по безработице Средний размер страховой суммы Чистые выплаты из фонда занятости 5, 73 4, 75 5, 16 4, 16 Всего 19, 8 Основные показатели уровня жизни в регионе Образование Прожиточный минимум Общественный транспорт Медицинское обслуживание 4, 86 3, 56 3, 21 3, 38 Всего 15, 01 Итого 100
Факторы Вес Фискальная политика местных (региональных) властей Рост дохода на душу населения Налоги Изменения в налогах Деловая активность в регионе Рост дефицита местного бюджета 4, 65 4, 50 4, 09 4, 03 3, 59 Всего 20, 86 Затраты на регулирование занятости в регионе Фонды социального страхования Пособия по безработице Средний размер страховой суммы Чистые выплаты из фонда занятости 5, 73 4, 75 5, 16 4, 16 Всего 19, 8 Основные показатели уровня жизни в регионе Образование Прожиточный минимум Общественный транспорт Медицинское обслуживание 4, 86 3, 56 3, 21 3, 38 Всего 15, 01 Итого 100
 разработка перечня соответствующих факторов (табл. ); 2)") Метод взвешивания предполагает выполнение следующих шагов: 1) разработка перечня соответствующих факторов (табл. ); 2) присвоение веса каждому из факторов, отражающего степень его важности для компании; 3) разработка шкалы оценок для каждого из факторов (например, 1— 10 или 1— 100 пунктов); 4) оценка факторов по шкале для каждого варианта размещения; 5) оценка каждого варианта размещения по сумме факторов с учетом их весов; 6) выработка рекомендаций о выборе варианта размещения, основываясь на поиске альтернативы с максимальной итоговой оценкой. Методы взвешивания может быть реализован в форме: 1. SWOT - анализ; 2. STEP - анализ. Подробнее смотри лекции по методам принятия управленческих решений и рабочую тетрадь номер 1 по проектному менеджменту Шагеев Д. А.
Метод взвешивания предполагает выполнение следующих шагов: 1) разработка перечня соответствующих факторов (табл. ); 2) присвоение веса каждому из факторов, отражающего степень его важности для компании; 3) разработка шкалы оценок для каждого из факторов (например, 1— 10 или 1— 100 пунктов); 4) оценка факторов по шкале для каждого варианта размещения; 5) оценка каждого варианта размещения по сумме факторов с учетом их весов; 6) выработка рекомендаций о выборе варианта размещения, основываясь на поиске альтернативы с максимальной итоговой оценкой. Методы взвешивания может быть реализован в форме: 1. SWOT - анализ; 2. STEP - анализ. Подробнее смотри лекции по методам принятия управленческих решений и рабочую тетрадь номер 1 по проектному менеджменту Шагеев Д. А.
 — это метод сравнительного анализа затрат по вариантам") Методы безубыточного размещения (location break-even methods) — это метод сравнительного анализа затрат по вариантам размещения, позволяющий сделать выбор наиболее эффективного из имеющегося набора альтернатив. Анализ критической точки при размещении включает три шага: 1) определение постоянных и переменных затрат для каждого варианта размещения; 2) построение графа «затраты/результат» для каждого варианта размещения с затратами на вертикальной оси и годовым результатом на горизонтальной оси; 3) выбор варианта размещения с наименьшими суммарными затратами на заданный результат. Решение 2 -х задач на семинаре
Методы безубыточного размещения (location break-even methods) — это метод сравнительного анализа затрат по вариантам размещения, позволяющий сделать выбор наиболее эффективного из имеющегося набора альтернатив. Анализ критической точки при размещении включает три шага: 1) определение постоянных и переменных затрат для каждого варианта размещения; 2) построение графа «затраты/результат» для каждого варианта размещения с затратами на вертикальной оси и годовым результатом на горизонтальной оси; 3) выбор варианта размещения с наименьшими суммарными затратами на заданный результат. Решение 2 -х задач на семинаре
 Карта пересечений Переменные затраты Постоянные затраты А В С С Совокупные затраты С Затраты/ доход В В А Постоянные затраты Объем продукции
Карта пересечений Переменные затраты Постоянные затраты А В С С Совокупные затраты С Затраты/ доход В В А Постоянные затраты Объем продукции
 Транспортный метод - является определение наилучших путей перевозки грузов из нескольких пунктов снабжения в несколько пунктов назначения (потребления), обеспечивающих наименьшие суммарные затраты по производству и транспортировке товаров. Для поиска начального решения используется систематизированная процедура под названием правило «северо-западного угла» . Данное правило требует, чтобы определение числа перевозимых единиц начиналось в левом верхнем углу таблицы (т. е. в «северо-западном углу» ) и выполнялись следующие условия: 1) следует израсходовать всю мощность источника в строке прежде, чем двинуться вниз к следующей строке; 2) необходимо удовлетворить потребность каждого потребителя в графе прежде, чем двинуться к следующей графе вправо; 3) нужно проверить, что все потребности удовлетворены, а мощности полностью использованы (израсходованы). Решение задачи на семинаре
Транспортный метод - является определение наилучших путей перевозки грузов из нескольких пунктов снабжения в несколько пунктов назначения (потребления), обеспечивающих наименьшие суммарные затраты по производству и транспортировке товаров. Для поиска начального решения используется систематизированная процедура под названием правило «северо-западного угла» . Данное правило требует, чтобы определение числа перевозимых единиц начиналось в левом верхнем углу таблицы (т. е. в «северо-западном углу» ) и выполнялись следующие условия: 1) следует израсходовать всю мощность источника в строке прежде, чем двинуться вниз к следующей строке; 2) необходимо удовлетворить потребность каждого потребителя в графе прежде, чем двинуться к следующей графе вправо; 3) нужно проверить, что все потребности удовлетворены, а мощности полностью использованы (израсходованы). Решение задачи на семинаре
 Организация производства непоточными методами
Организация производства непоточными методами
 Метод организации производства - это способ осуществления производственного процесса, совокупность и приемов его реализации характеризующихся рядом признаков главным из которых является взаимосвязь последовательности выполнения операций техпроцесса с порядком размещения оборудования и степени непрерывности производственного процесса. В зависимости от особенностей производственного процесса и типа производства на рабочих местах участка, цеха применяется определенный метод организации производства непоточный или поточный.
Метод организации производства - это способ осуществления производственного процесса, совокупность и приемов его реализации характеризующихся рядом признаков главным из которых является взаимосвязь последовательности выполнения операций техпроцесса с порядком размещения оборудования и степени непрерывности производственного процесса. В зависимости от особенностей производственного процесса и типа производства на рабочих местах участка, цеха применяется определенный метод организации производства непоточный или поточный.
 размеры и") На выбор методов организации поточного или непоточного производства влияют следующие факторы: 1) размеры и масса изделия (чем крупнее изделие и больше его масса, тем труднее организовать поточное производство); 2) количество изделий подлежащих выпуску за определенный период времени (год, квартал, месяц, сутки); при выпуске небольшого количества изделий, как правило, нецелесообразно организовывать поточное производство ( слишком большие капитальные затраты); 3) периодичность выпуска изделий, т. е. они могут выпускаться регулярно и нерегулярно; при регулярном (ритмичном) выпуске, например, по 20 изделий ежемесячно, целесообразно организовать поточное производство, а если регулярность неопределенная или через различные периоды времени и в различных количествах, то приходится использовать непоточные методы организации производства; 4) точность и шероховатость поверхности деталей; при высокой точности и малой шероховатости следует применять непоточные методы.
На выбор методов организации поточного или непоточного производства влияют следующие факторы: 1) размеры и масса изделия (чем крупнее изделие и больше его масса, тем труднее организовать поточное производство); 2) количество изделий подлежащих выпуску за определенный период времени (год, квартал, месяц, сутки); при выпуске небольшого количества изделий, как правило, нецелесообразно организовывать поточное производство ( слишком большие капитальные затраты); 3) периодичность выпуска изделий, т. е. они могут выпускаться регулярно и нерегулярно; при регулярном (ритмичном) выпуске, например, по 20 изделий ежемесячно, целесообразно организовать поточное производство, а если регулярность неопределенная или через различные периоды времени и в различных количествах, то приходится использовать непоточные методы организации производства; 4) точность и шероховатость поверхности деталей; при высокой точности и малой шероховатости следует применять непоточные методы.
 Непоточное производство используется единичном и серийном производстве. преимущественно в Непоточный метод организации производства характеризуется следующими признаками: 1) на рабочих местах обрабатываются разные по конструкции и технологии изготовления предметы труда, поскольку выпуск их небольшой; 2) рабочие места размещаются на однотипных группах оборудования без определенной связи с последовательностью выполнения операций, например, группы токарных, фрезерных, сверлильных операций и др. ; 3) детали перемещаются в процессе изготовления сложными маршрутами, в связи с чем возникают большие перерывы в обработке. После каждой операции детали, как правило, поступают в цеховые промежуточные кладовые, пока освободится рабочее место для выполнения следующей операции.
Непоточное производство используется единичном и серийном производстве. преимущественно в Непоточный метод организации производства характеризуется следующими признаками: 1) на рабочих местах обрабатываются разные по конструкции и технологии изготовления предметы труда, поскольку выпуск их небольшой; 2) рабочие места размещаются на однотипных группах оборудования без определенной связи с последовательностью выполнения операций, например, группы токарных, фрезерных, сверлильных операций и др. ; 3) детали перемещаются в процессе изготовления сложными маршрутами, в связи с чем возникают большие перерывы в обработке. После каждой операции детали, как правило, поступают в цеховые промежуточные кладовые, пока освободится рабочее место для выполнения следующей операции.
 В условиях единичного производства непоточный метод осуществляется в форме единично-технологического (обрабатываемые предметы труда не повторяются). В серийном производстве непоточный метод принимает две формы: 1) партионно-технологический метод (предметы труда проходят обработку партиями, которые периодически повторяются); 2) предметно-групповой метод (вся совокупность предметов труда разделяется на технологически подобные группы).
В условиях единичного производства непоточный метод осуществляется в форме единично-технологического (обрабатываемые предметы труда не повторяются). В серийном производстве непоточный метод принимает две формы: 1) партионно-технологический метод (предметы труда проходят обработку партиями, которые периодически повторяются); 2) предметно-групповой метод (вся совокупность предметов труда разделяется на технологически подобные группы).
 Характеристики непоточного производства В непоточном производстве применяется, как правило, универсальное оборудование. Разработка технологических процессов для каждого изделия носит индивидуальный характер. Приспособления, оснастка, специальный инструмент обычно стоят дорого и списываются при снятии изделия с производства задолго до их физического износа. Все это удорожает себестоимость продукции и не способствует эффективности производства. Непоточное производство может быть специализировано в следующих формах: 1)технологической; 2)предметной (наиболее эффективная организация участков); 3)смешанной.
Характеристики непоточного производства В непоточном производстве применяется, как правило, универсальное оборудование. Разработка технологических процессов для каждого изделия носит индивидуальный характер. Приспособления, оснастка, специальный инструмент обычно стоят дорого и списываются при снятии изделия с производства задолго до их физического износа. Все это удорожает себестоимость продукции и не способствует эффективности производства. Непоточное производство может быть специализировано в следующих формах: 1)технологической; 2)предметной (наиболее эффективная организация участков); 3)смешанной.
 специализированы") Технологическая форма специализации характеризуется созданием цехов и участков, на которых оборудование (рабочие места) специализированы по признаку их технологической однородности и размеров. Например, в механообрабатывающих цехах могут быть участки, созданные по видам металлорежущих станков, которые разделяются еще на группы крупных, средних и малых станков (токарных, фрезерных, сверлильных и др. ). При предметной форме специализации создаются производственные цехи и участки, специализированные по предметам. Они могут быть предметно-замкнутыми (ПЗУ) и предметно-групповыми (ПГУ). На ПЗУ (в технологическом отношении) должны выполняться, как правило, все (от первой до последней) операции, необходимые для обработки деталей или сборки сборочной единицы. Поскольку полностью замкнуть процесс изготовления детали на одном участке (в цехе) в некоторых случаях по ряду причин не представляется возможным допускается некоторая кооперация с участками данного цеха или других цехов.
Технологическая форма специализации характеризуется созданием цехов и участков, на которых оборудование (рабочие места) специализированы по признаку их технологической однородности и размеров. Например, в механообрабатывающих цехах могут быть участки, созданные по видам металлорежущих станков, которые разделяются еще на группы крупных, средних и малых станков (токарных, фрезерных, сверлильных и др. ). При предметной форме специализации создаются производственные цехи и участки, специализированные по предметам. Они могут быть предметно-замкнутыми (ПЗУ) и предметно-групповыми (ПГУ). На ПЗУ (в технологическом отношении) должны выполняться, как правило, все (от первой до последней) операции, необходимые для обработки деталей или сборки сборочной единицы. Поскольку полностью замкнуть процесс изготовления детали на одном участке (в цехе) в некоторых случаях по ряду причин не представляется возможным допускается некоторая кооперация с участками данного цеха или других цехов.
 При предметно-групповой форме организации непоточного производства создаются предметные, групповые или подетально-групповые участки на основе использования групповой технологии обработки деталей. К достоинствами ПГУ можно отнести: 1) отсутствие времени на переналадку оборудования, что приводит к снижению себестоимости обработки деталей, повышению производительности и увеличению коэффициента использования оборудования; 2) упрощение внутрицехового оперативно-производственного планирования и управления за счет сокращения внешних связей каждого участка; 3) повышение степени саморегулирования участком вследствие увеличения внутренних связей на участке. Однако в некоторых случаях не удается производить детали на одном участке (ПЗУ или ПГУ) по ряду причин (слишком малая загрузка того или иного оборудования, необходимость вынесения отдельных операций по санитарногигиеническим или технологическим условиям в отдельные помещения и т. д. ). В таком случае используется смешанная форма специализации производства, т. е. обработка деталей ведется на технологических и ПЗУ (ПГУ) участках.
При предметно-групповой форме организации непоточного производства создаются предметные, групповые или подетально-групповые участки на основе использования групповой технологии обработки деталей. К достоинствами ПГУ можно отнести: 1) отсутствие времени на переналадку оборудования, что приводит к снижению себестоимости обработки деталей, повышению производительности и увеличению коэффициента использования оборудования; 2) упрощение внутрицехового оперативно-производственного планирования и управления за счет сокращения внешних связей каждого участка; 3) повышение степени саморегулирования участком вследствие увеличения внутренних связей на участке. Однако в некоторых случаях не удается производить детали на одном участке (ПЗУ или ПГУ) по ряду причин (слишком малая загрузка того или иного оборудования, необходимость вынесения отдельных операций по санитарногигиеническим или технологическим условиям в отдельные помещения и т. д. ). В таком случае используется смешанная форма специализации производства, т. е. обработка деталей ведется на технологических и ПЗУ (ПГУ) участках.
 Недостатки смешанной формы специализации производства: 1. Технологический маршрут разрывается на отдельные части, если выделяемые операции не начальные и не конечные. 2. Значительно удлиняется маршрут движения деталей в связи с заходами их в другие цехи (участки) и возрастает продолжительность производственного цикла за счет увеличения времени транспортировки. 3. Снижается ответственность единого лица за сроки изготовления деталей и их качество. 4. Появляются оборотные заделы между участками, что вызывает потребность складских помещений и обусловливает рост незавершенного производства.
Недостатки смешанной формы специализации производства: 1. Технологический маршрут разрывается на отдельные части, если выделяемые операции не начальные и не конечные. 2. Значительно удлиняется маршрут движения деталей в связи с заходами их в другие цехи (участки) и возрастает продолжительность производственного цикла за счет увеличения времени транспортировки. 3. Снижается ответственность единого лица за сроки изготовления деталей и их качество. 4. Появляются оборотные заделы между участками, что вызывает потребность складских помещений и обусловливает рост незавершенного производства.
 На практике различают следующие разновидности ПЗУ обработки деталей: 1. Участки с одинаковыми или однородными технологическими процессами или маршрутами движения (например, обработка корпусов одного типа, но разных размеров); 2. Участки разнообразных деталей, сходных по конфигурации и операциям обработки (например, детали плоские, детали типа тел вращения и др. ); 3. Участки деталей, сходных по габаритам и операциям обработки (например, детали крупные, мелкие и т. д. ); 4. участки деталей из материалов и заготовок определенного вида (штамповок, сплавов, пластмасс, керамики и т. д. ).
На практике различают следующие разновидности ПЗУ обработки деталей: 1. Участки с одинаковыми или однородными технологическими процессами или маршрутами движения (например, обработка корпусов одного типа, но разных размеров); 2. Участки разнообразных деталей, сходных по конфигурации и операциям обработки (например, детали плоские, детали типа тел вращения и др. ); 3. Участки деталей, сходных по габаритам и операциям обработки (например, детали крупные, мелкие и т. д. ); 4. участки деталей из материалов и заготовок определенного вида (штамповок, сплавов, пластмасс, керамики и т. д. ).
 Объёмные проектные расчёты создания участков
Объёмные проектные расчёты создания участков
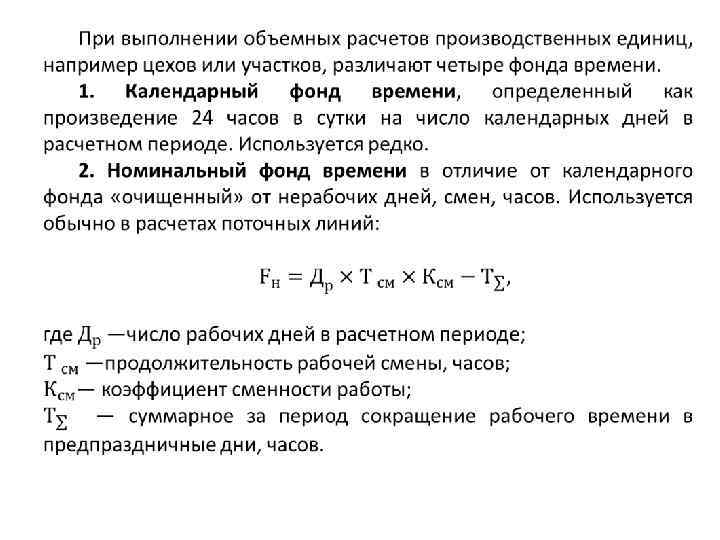
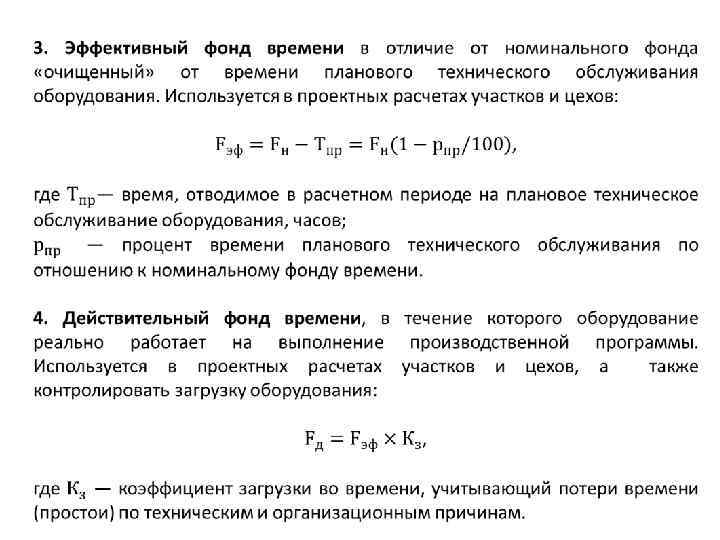
 по характеру участия рабочих в производственном") Разделение труда рабочих идет по трем направлениям: 1) по характеру участия рабочих в производственном процессе они делятся на основных и вспомогательных; 2) по технологической характеристике выполняемых работ рабочие делятся по профессиям и специальностям; 3) по сложности выполняемых работ рабочие подразделяются по уровням их квалификации (по разрядам). Основные принципы распределения работ: а) квалификация рабочего должна соответствовать сложности выполняемых работ; б) необходимо обеспечивать максимальную однородность выполняемых рабочим работ, соответствующих его профессиональной подготовке; в) для повышения специализации следует разделять функции основных и вспомогательных рабочих. г) следует учитывать, какие операции может выполнять один рабочий, а какие целесообразнее поручать бригаде.
Разделение труда рабочих идет по трем направлениям: 1) по характеру участия рабочих в производственном процессе они делятся на основных и вспомогательных; 2) по технологической характеристике выполняемых работ рабочие делятся по профессиям и специальностям; 3) по сложности выполняемых работ рабочие подразделяются по уровням их квалификации (по разрядам). Основные принципы распределения работ: а) квалификация рабочего должна соответствовать сложности выполняемых работ; б) необходимо обеспечивать максимальную однородность выполняемых рабочим работ, соответствующих его профессиональной подготовке; в) для повышения специализации следует разделять функции основных и вспомогательных рабочих. г) следует учитывать, какие операции может выполнять один рабочий, а какие целесообразнее поручать бригаде.
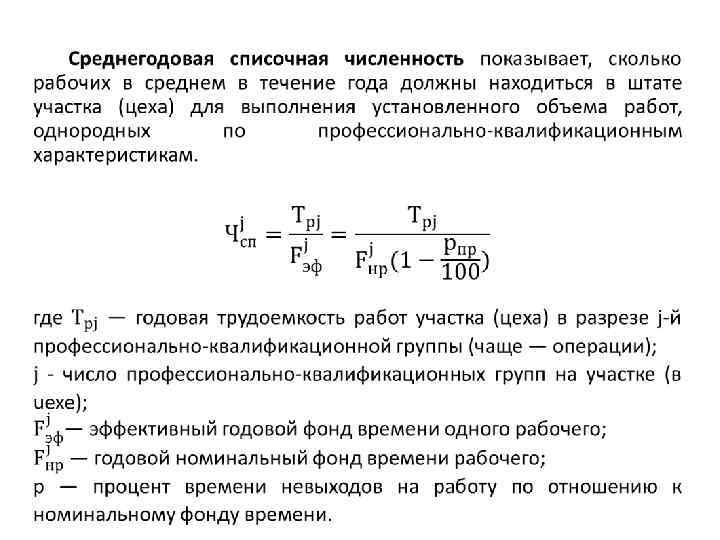
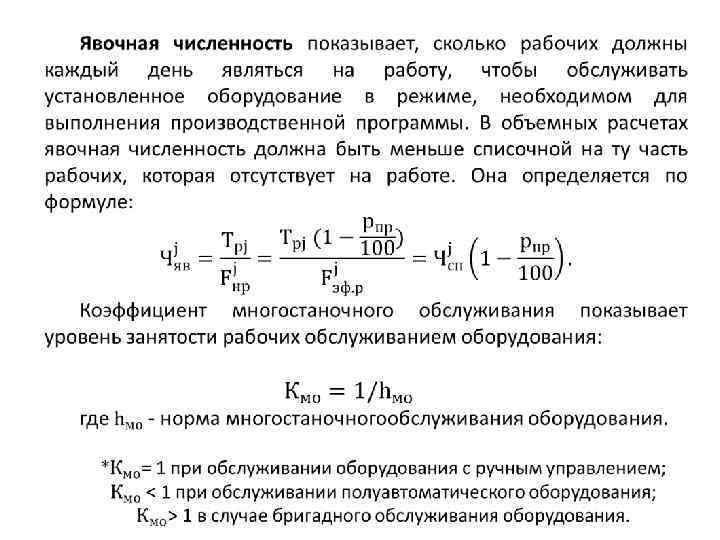
 Методы расчёта длительности цикла обработки партии деталей Суммарное время обработки партий изделий на ПЗУ, или так называемая совокупная длительность цикла Тсц, зависит от времени простоев и пролёживания. Таким образом, может быть определена: 1. Путем построения графической модели процесса обработки; 2. Путём построения аналитической модели процесса обработки. На практике: 1) в общем случае невозможно довести загрузку всех рабочих мест на ПЗУ до 100%; 2) коэффициенты загрузки рабочих мест зависят от организации процесса обработки партий на ПЗУ. Решение задачи на семинаре
Методы расчёта длительности цикла обработки партии деталей Суммарное время обработки партий изделий на ПЗУ, или так называемая совокупная длительность цикла Тсц, зависит от времени простоев и пролёживания. Таким образом, может быть определена: 1. Путем построения графической модели процесса обработки; 2. Путём построения аналитической модели процесса обработки. На практике: 1) в общем случае невозможно довести загрузку всех рабочих мест на ПЗУ до 100%; 2) коэффициенты загрузки рабочих мест зависят от организации процесса обработки партий на ПЗУ. Решение задачи на семинаре
:") Методы оптимизации запуска партий деталей в обработку Метод Джонсона (только для двух операционных участков): Шаг 1. В матрице времени обработки отыскивается минимальный элемент. Если минимум достигается в первом столбце, то соответствующую ему (по строке) партию деталей следует запускать в обработку первой (последующей). Если во втором столбце, то партию следует обрабатывать последней (предыдущей). Строка, где найден минимум, из дальнейшего рассмотрения исключается (вычеркивается). Шаг 2. Если в матрице остались невычеркнутые строки, то необходимо перейти к шагу 1.
Методы оптимизации запуска партий деталей в обработку Метод Джонсона (только для двух операционных участков): Шаг 1. В матрице времени обработки отыскивается минимальный элемент. Если минимум достигается в первом столбце, то соответствующую ему (по строке) партию деталей следует запускать в обработку первой (последующей). Если во втором столбце, то партию следует обрабатывать последней (предыдущей). Строка, где найден минимум, из дальнейшего рассмотрения исключается (вычеркивается). Шаг 2. Если в матрице остались невычеркнутые строки, то необходимо перейти к шагу 1.
 Деталь A B C D E F Время обработки партии по операциям, часов 1 2 (2, 3) 6, 1 (1, 2) 2, 2 4, 8 (1) (1, 2) 5, 7 (0, 8) 4, 3 9, 2 (0, 6)
Деталь A B C D E F Время обработки партии по операциям, часов 1 2 (2, 3) 6, 1 (1, 2) 2, 2 4, 8 (1) (1, 2) 5, 7 (0, 8) 4, 3 9, 2 (0, 6)
 График обработки партий деталей на ПЗУ в последовательности E-B-D-A-C-F График обработки партий деталей на ПЗУ в последовательности E-D-B-A-C-F
График обработки партий деталей на ПЗУ в последовательности E-B-D-A-C-F График обработки партий деталей на ПЗУ в последовательности E-D-B-A-C-F
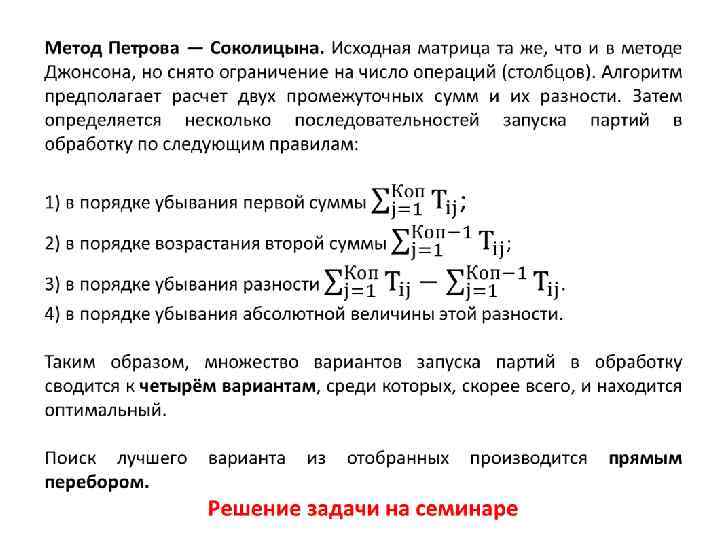
 Организация производства поточными методами
Организация производства поточными методами
 Организация производства поточными методами Поточное производство – форма организации производства, основанная на ритмичной повторяемости согласованных во времени технологических операций, выполняемых на специализированных рабочих местах , расположенных по ходу следования операций технологического процесса изготовления одного или нескольких изделий. Преимущества: высокая эффективность производства; Недостаток: узкая номенклатура продукции Применение: массовое и крупносерийное производство Способы расширения области использования: Метод групповой обработки деталей; Концепция гибких потоков (Тоyota)
Организация производства поточными методами Поточное производство – форма организации производства, основанная на ритмичной повторяемости согласованных во времени технологических операций, выполняемых на специализированных рабочих местах , расположенных по ходу следования операций технологического процесса изготовления одного или нескольких изделий. Преимущества: высокая эффективность производства; Недостаток: узкая номенклатура продукции Применение: массовое и крупносерийное производство Способы расширения области использования: Метод групповой обработки деталей; Концепция гибких потоков (Тоyota)
 устойчивый спрос на продукцию на достаточно длительную перспективу;") Предпосылками организации поточного производства являются: 1) устойчивый спрос на продукцию на достаточно длительную перспективу; 2) унифицированные элементы, модули; 3) наличие в конструкциях разных поколений одного изделия достаточного количества одинаковых или сходных компонентов; 4) наличие на предприятии развитой компьютерной базы данных.
Предпосылками организации поточного производства являются: 1) устойчивый спрос на продукцию на достаточно длительную перспективу; 2) унифицированные элементы, модули; 3) наличие в конструкциях разных поколений одного изделия достаточного количества одинаковых или сходных компонентов; 4) наличие на предприятии развитой компьютерной базы данных.
 Структурный элемент поточного производства Поточная линия – совокупность рабочих мест, оснащенных всем необходимым и расположенных по ходу технологического процесса. Принципы организации поточного производства: • прямоточность; • ритмичность; • специализация; • непрерывность; .
Структурный элемент поточного производства Поточная линия – совокупность рабочих мест, оснащенных всем необходимым и расположенных по ходу технологического процесса. Принципы организации поточного производства: • прямоточность; • ритмичность; • специализация; • непрерывность; .
, которая представляет собой совокупность рабочих") Основным структурным элементом поточного производства является поточная линия (ПЛ), которая представляет собой совокупность рабочих мест, оснащенных всем необходимым для выполнения операций и расположенных строго по ходу технологического процесса. Типы ПЛ: прямолинейную, круговую, П-, Г-, U-образную
Основным структурным элементом поточного производства является поточная линия (ПЛ), которая представляет собой совокупность рабочих мест, оснащенных всем необходимым для выполнения операций и расположенных строго по ходу технологического процесса. Типы ПЛ: прямолинейную, круговую, П-, Г-, U-образную
однопредметные непрерывные поточные линии (ОНПЛ); 2)многопредметные непрерывные поточные линии") Можно выделить четыре разновидности линий: 1)однопредметные непрерывные поточные линии (ОНПЛ); 2)многопредметные непрерывные поточные линии (МНПЛ); 3) однопредметные прерывные поточные линии (ОППЛ); 4) многопредметные прерывные поточные линии (МППЛ);
Можно выделить четыре разновидности линий: 1)однопредметные непрерывные поточные линии (ОНПЛ); 2)многопредметные непрерывные поточные линии (МНПЛ); 3) однопредметные прерывные поточные линии (ОППЛ); 4) многопредметные прерывные поточные линии (МППЛ);
 По числу предметов производства, изготавливаемых на потоке Поточные линии Однопредметные Многопредметные По степени непрерывности движения предметов на потоке Поточные линии Непрерывные По характеру перемещения предметов на потоке Поточные линии С принудительным движением С полу свободным Со свободным движением
По числу предметов производства, изготавливаемых на потоке Поточные линии Однопредметные Многопредметные По степени непрерывности движения предметов на потоке Поточные линии Непрерывные По характеру перемещения предметов на потоке Поточные линии С принудительным движением С полу свободным Со свободным движением
 Однопредметный поток: узкая специализация рабочих мест, ориентация на выпуск одного вида продукции, полная невозможность или высокая сложность переналадки. Многопредметные потоки: допускают переналадку в определенных пределах. Непрерывные линии: непрерывное перемещение изделий по рабочим местам в рамках параллельного вида их движения по операциям. Прерывные линии: строятся на основе использования параллельно-последовательного вида движения изделий по операциям, тем самым допускается пролеживание деталей на рабочих местах.
Однопредметный поток: узкая специализация рабочих мест, ориентация на выпуск одного вида продукции, полная невозможность или высокая сложность переналадки. Многопредметные потоки: допускают переналадку в определенных пределах. Непрерывные линии: непрерывное перемещение изделий по рабочим местам в рамках параллельного вида их движения по операциям. Прерывные линии: строятся на основе использования параллельно-последовательного вида движения изделий по операциям, тем самым допускается пролеживание деталей на рабочих местах.
 Принудительное движение: означает наличие единого транспортного средства для перемещения деталей и заготовок между всеми рабочими местами линии — конвейера, работающего в жестком, заранее заданном режиме, определяемом ритмом линии. Полусвободное движение: наличие конвейера, управляемого человеком. Свободное движение: отсутствие конвейера и применение для транспортировки изделий механических средств (тележек, скатов, гравитационных лотков, рольгангов и пр. )
Принудительное движение: означает наличие единого транспортного средства для перемещения деталей и заготовок между всеми рабочими местами линии — конвейера, работающего в жестком, заранее заданном режиме, определяемом ритмом линии. Полусвободное движение: наличие конвейера, управляемого человеком. Свободное движение: отсутствие конвейера и применение для транспортировки изделий механических средств (тележек, скатов, гравитационных лотков, рольгангов и пр. )
 Сравнительная характеристика поточных линий Наименование поточных линий Число наименований изделий Ритм Наличие переналадк и Транспортные средства Однопредметные непрерывные Одно изделие Равная или кратная ритму Принудительный Нет Конвейер Многопредметные непрерывные Большое число типоразмеров подобных изделий Равная или кратная ритму Принудительный Нет Конвейер Однопредметные прерывные Одно изделие Неравная или некратная ритму Свободный Нет Рольганги, скаты, склизы и т. п. Многопредметные прерывные 2 -10 наименований изделий Неравная или некратная ритму Частный ритм Есть Рольганги, скаты, склизы и т. п. Продолжительн ость операций
Сравнительная характеристика поточных линий Наименование поточных линий Число наименований изделий Ритм Наличие переналадк и Транспортные средства Однопредметные непрерывные Одно изделие Равная или кратная ритму Принудительный Нет Конвейер Многопредметные непрерывные Большое число типоразмеров подобных изделий Равная или кратная ритму Принудительный Нет Конвейер Однопредметные прерывные Одно изделие Неравная или некратная ритму Свободный Нет Рольганги, скаты, склизы и т. п. Многопредметные прерывные 2 -10 наименований изделий Неравная или некратная ритму Частный ритм Есть Рольганги, скаты, склизы и т. п. Продолжительн ость операций
 Комплексы механизации и автоматизации ПЛ Непрерывного транспорта: продуктопроводы, конвейеры— ленточные, пластинчатые, цепные. Периодического транспорта: тельферы, электрокары. мостовые краны, лифты, Роботизированный транспорт: роботы-загрузчики, роботыштабелеры, робокары.
Комплексы механизации и автоматизации ПЛ Непрерывного транспорта: продуктопроводы, конвейеры— ленточные, пластинчатые, цепные. Периодического транспорта: тельферы, электрокары. мостовые краны, лифты, Роботизированный транспорт: роботы-загрузчики, роботыштабелеры, робокары.
 Кран козловый
Кран козловый
 Продуктопровод
Продуктопровод
 Мостовой кран
Мостовой кран

 Тельфер Роботы загрузчики
Тельфер Роботы загрузчики
 Роботы-штабелеры Робокар
Роботы-штабелеры Робокар
 повышение производительности труда, что является результатом механизации и автоматизации операций") Преимущества поточного производства 1) повышение производительности труда, что является результатом механизации и автоматизации операций (включая транспортные), внедрения эффективных технологий, оптимальная планировка рабочих мест, приобретения рабочими навыков выполнения повторяющихся операций; 2) сокращение длительности производственного цикла; 3) уменьшение заделов незавершенного производства и ускорение оборачиваемости оборотных средств в результате сокращения длительности производственного цикла;
Преимущества поточного производства 1) повышение производительности труда, что является результатом механизации и автоматизации операций (включая транспортные), внедрения эффективных технологий, оптимальная планировка рабочих мест, приобретения рабочими навыков выполнения повторяющихся операций; 2) сокращение длительности производственного цикла; 3) уменьшение заделов незавершенного производства и ускорение оборачиваемости оборотных средств в результате сокращения длительности производственного цикла;
 повышение качества продукции, снижение брака как результат улучшения технологической и трудовой дисциплины, стандартизации") 4) повышение качества продукции, снижение брака как результат улучшения технологической и трудовой дисциплины, стандартизации и контроля качества продукции; 5) снижение себестоимости продукции, что является результатом всего комплекса мер по рациональной организации производственного процесса и сокращению затрат всех видов ресурсов.
4) повышение качества продукции, снижение брака как результат улучшения технологической и трудовой дисциплины, стандартизации и контроля качества продукции; 5) снижение себестоимости продукции, что является результатом всего комплекса мер по рациональной организации производственного процесса и сокращению затрат всех видов ресурсов.
 — это поточные линии, в") Основы организации однопредметных непрерывных поточных линий Непрерывно-поточные линии (НПЛ) — это поточные линии, в которых обеспечивается непрерывное движение предметов по операциям технологического процесса (т. е. движение без межоперационного пролеживания) при непрерывной работе рабочих и оборудования на рабочих местах (т. е. работа без простоев). Работают на принципе параллельности: -непрерывность; -нет прореживания; -минимизация сроков изготовления; -минимизация незавершённого производства -
Основы организации однопредметных непрерывных поточных линий Непрерывно-поточные линии (НПЛ) — это поточные линии, в которых обеспечивается непрерывное движение предметов по операциям технологического процесса (т. е. движение без межоперационного пролеживания) при непрерывной работе рабочих и оборудования на рабочих местах (т. е. работа без простоев). Работают на принципе параллельности: -непрерывность; -нет прореживания; -минимизация сроков изготовления; -минимизация незавершённого производства -
 Плюсы: -непрерывность; -нет прореживания; -минимизация сроков изготовления; -минимизация незавершённого производства. Минусы: -поштучная передача (передача мелкими транспортными партиями); -наличие перерывов на рабочих местах — требует применения специальных методов синхронизации операций на линии.
Плюсы: -непрерывность; -нет прореживания; -минимизация сроков изготовления; -минимизация незавершённого производства. Минусы: -поштучная передача (передача мелкими транспортными партиями); -наличие перерывов на рабочих местах — требует применения специальных методов синхронизации операций на линии.
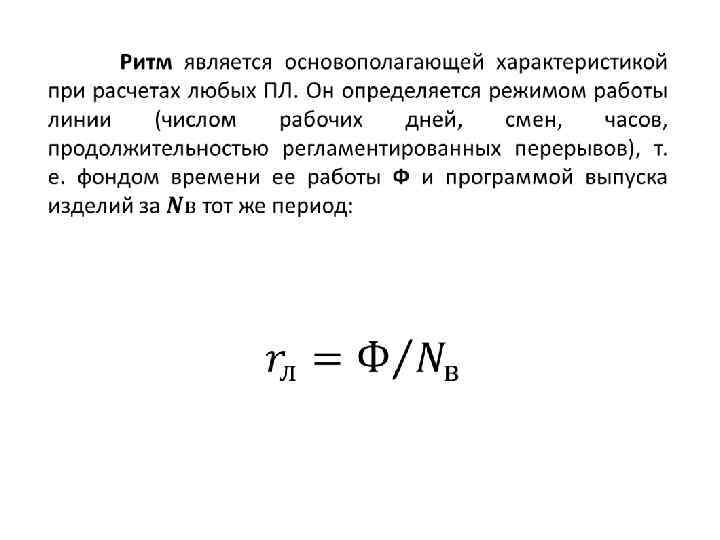
 разбиение или объединение операций; 2) комбинирование различных вариантов порядка") Способы синхронизации являются НПЛ: 1) разбиение или объединение операций; 2) комбинирование различных вариантов порядка выполнения переходов и их перегруппирование в новые операции; 3)концентрация операций, совмещение времени выполнения нескольких переходов с использованием агрегированных средств технологического оснащения; 4) интенсификация режимов работы; 5) совмещение времени машинных и ручных работ; 6) рационализация рабочих приемов.
Способы синхронизации являются НПЛ: 1) разбиение или объединение операций; 2) комбинирование различных вариантов порядка выполнения переходов и их перегруппирование в новые операции; 3)концентрация операций, совмещение времени выполнения нескольких переходов с использованием агрегированных средств технологического оснащения; 4) интенсификация режимов работы; 5) совмещение времени машинных и ручных работ; 6) рационализация рабочих приемов.
 Синхронизация – выравнивание продолжительности всех операций с ритмом линии для достижения полной и равномерной нагрузки рабочих мест. Число рабочих мест рассчитывается Расчетное количество рабочих мест (Ср) округляется до ближайшего большего целого числа (Спр).
Синхронизация – выравнивание продолжительности всех операций с ритмом линии для достижения полной и равномерной нагрузки рабочих мест. Число рабочих мест рассчитывается Расчетное количество рабочих мест (Ср) округляется до ближайшего большего целого числа (Спр).
 Однопредметные прерывные поточные линии изготавливают в течение длительного времени один вид продукции. Используется параллельно-последовательный вид движения предметов труда в процессе производства. Синхронизация операций на линии невозможна, то есть операции не равные и не кратные ритму. Используется свободный ритм движения.
Однопредметные прерывные поточные линии изготавливают в течение длительного времени один вид продукции. Используется параллельно-последовательный вид движения предметов труда в процессе производства. Синхронизация операций на линии невозможна, то есть операции не равные и не кратные ритму. Используется свободный ритм движения.
 Однопредметные прерывные поточные линии Отсутствие синхронизации возникновение перерывов пролеживание деталей. Время перерывов: Пролеживающие между операциями изделия образуют межоперационный оборотный задел. Задел возникает из-за разницы производительности или сдвига начала работы на смежных операциях.
Однопредметные прерывные поточные линии Отсутствие синхронизации возникновение перерывов пролеживание деталей. Время перерывов: Пролеживающие между операциями изделия образуют межоперационный оборотный задел. Задел возникает из-за разницы производительности или сдвига начала работы на смежных операциях.
. Закрепляется от 2") Многопредметные переменно-поточные линии Поочередно или смешанно изготавливаются изделия нескольких наименований (типоразмеров). Закрепляется от 2 до 10 наименований подобных изделий, которые обрабатываются по единому типовому технологическому процессу. Изделия изготавливаются партиями. Для перехода к следующей партии изделий требуется переналадка.
Многопредметные переменно-поточные линии Поочередно или смешанно изготавливаются изделия нескольких наименований (типоразмеров). Закрепляется от 2 до 10 наименований подобных изделий, которые обрабатываются по единому типовому технологическому процессу. Изделия изготавливаются партиями. Для перехода к следующей партии изделий требуется переналадка.
 изделия. Работают без переналадки оборудования. При обработке") Многопредметные групповые поточные линии Изготавливаются родственные (подобные) изделия. Работают без переналадки оборудования. При обработке изделий самостоятельными партиями линия называется партионногрупповой. Разрабатывается групповой технологический процесс на деталь–представитель.
Многопредметные групповые поточные линии Изготавливаются родственные (подобные) изделия. Работают без переналадки оборудования. При обработке изделий самостоятельными партиями линия называется партионногрупповой. Разрабатывается групповой технологический процесс на деталь–представитель.
 Преимущества многопредметных групповых поточных линий • Повышение уровня гибкости производства – продукция поступает потребителя небольшими количествами; • Минимизация складских запасов; • Возможность корректировать объем и номенклатуру выпускаемой продукции в соответствии со спросом на рынке; • Более равномерная загрузка обеспечивающих производственных подразделений через систему «точно в срок»
Преимущества многопредметных групповых поточных линий • Повышение уровня гибкости производства – продукция поступает потребителя небольшими количествами; • Минимизация складских запасов; • Возможность корректировать объем и номенклатуру выпускаемой продукции в соответствии со спросом на рынке; • Более равномерная загрузка обеспечивающих производственных подразделений через систему «точно в срок»
 Непрерывные") ОНПЛ – классификация конвейеров Конвейеры Рабочие (технологические операции выполняются непосредственно на ленте конвейера) Непрерывные Рабочие двигаются по рабочей зоне вслед за конвейером Распределительные (конвейер выполняет только транспортные функции и для выполнения операции предметы труда снимаются с его ленты) Непрерывные (лента движется без остановок с заданной скоростью) Пульсирующие (движения и остановки ленты ритмично чередуются) Рабочие стоят или сидят на своих рабочих местах
ОНПЛ – классификация конвейеров Конвейеры Рабочие (технологические операции выполняются непосредственно на ленте конвейера) Непрерывные Рабочие двигаются по рабочей зоне вслед за конвейером Распределительные (конвейер выполняет только транспортные функции и для выполнения операции предметы труда снимаются с его ленты) Непрерывные (лента движется без остановок с заданной скоростью) Пульсирующие (движения и остановки ленты ритмично чередуются) Рабочие стоят или сидят на своих рабочих местах
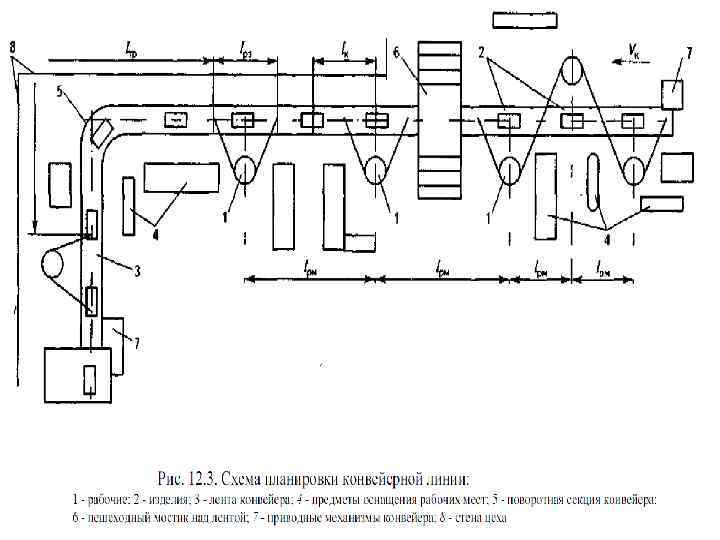
 Конвейер ленточный
Конвейер ленточный



 Задача!
Задача!
 Планирование трудового процесса и нормирование труда
Планирование трудового процесса и нормирование труда
 – совокупность умственных и физических способностей") Процесс труда и его элементы Труд (трудовые ресурсы) – совокупность умственных и физических способностей человека, необходимых для производства материальных благ. Процесс труда – способ взаимодействия рабочей силы с предметами труда и средствами производства, обеспечивающий производство продукции, выполнение работ. Процесс труда с точки зрения: • физиологии; • организации; • управления.
Процесс труда и его элементы Труд (трудовые ресурсы) – совокупность умственных и физических способностей человека, необходимых для производства материальных благ. Процесс труда – способ взаимодействия рабочей силы с предметами труда и средствами производства, обеспечивающий производство продукции, выполнение работ. Процесс труда с точки зрения: • физиологии; • организации; • управления.
 Трудовые элементы операции Производственный процесс состоит из технологических и нетехнологических операций. Операция является основным объектом нормирования труда. Операция включает: • трудовые движения; • трудовые действия ; • трудовые приемы
Трудовые элементы операции Производственный процесс состоит из технологических и нетехнологических операций. Операция является основным объектом нормирования труда. Операция включает: • трудовые движения; • трудовые действия ; • трудовые приемы
 Характеристика трудовых элементов операции Трудовое движение – простейший элемент трудового процесса – однократное перемещение рабочего органа человека (сделать шаг, протянуть руку, захватить деталь); Трудовое действие – сочетание нескольких последовательно выполняемых трудовых движений (включить станок, взять деталь) ; Трудовой прием – совокупность трудовых действий, являющихся законченной частью операции (установить деталь в приспособлении, снять деталь); Трудовой комплекс – совокупность последовательно выполняемых трудовых приемов
Характеристика трудовых элементов операции Трудовое движение – простейший элемент трудового процесса – однократное перемещение рабочего органа человека (сделать шаг, протянуть руку, захватить деталь); Трудовое действие – сочетание нескольких последовательно выполняемых трудовых движений (включить станок, взять деталь) ; Трудовой прием – совокупность трудовых действий, являющихся законченной частью операции (установить деталь в приспособлении, снять деталь); Трудовой комплекс – совокупность последовательно выполняемых трудовых приемов
 Рабочее время и его классификация Рабочее время –это время в течение которого работник должен исполнять трудовые обязанности. Рабочее время Время работы Время перерывов зависящие от рабочего не зависящие от рабочего Подготовительнозаключительное время (ПЗ) Отдых и личные надобности (ОТЛ) Потери из-за нарушений хода технологического процесса (ПНТ) Основное время (О) Потери из-за нарушений трудовой дисциплины (ПНД) Вспомогательное время (В) Время обслуживания рабочего места (ОРМ)
Рабочее время и его классификация Рабочее время –это время в течение которого работник должен исполнять трудовые обязанности. Рабочее время Время работы Время перерывов зависящие от рабочего не зависящие от рабочего Подготовительнозаключительное время (ПЗ) Отдых и личные надобности (ОТЛ) Потери из-за нарушений хода технологического процесса (ПНТ) Основное время (О) Потери из-за нарушений трудовой дисциплины (ПНД) Вспомогательное время (В) Время обслуживания рабочего места (ОРМ)
 Ненормируемое время Потери из-за нарушений трудовой дисциплины") Рабочее время Нормируемое время Подготовительнозаключительное время (ПЗ) Ненормируемое время Потери из-за нарушений трудовой дисциплины (ПНД) Основное время (О) Вспомогательное время (В) Время обслуживания рабочего места (ОРМ) Отдых и личные надобности (ОТЛ) Потери из-за нарушений хода технологического процесса (ПНТ)
Рабочее время Нормируемое время Подготовительнозаключительное время (ПЗ) Ненормируемое время Потери из-за нарушений трудовой дисциплины (ПНД) Основное время (О) Вспомогательное время (В) Время обслуживания рабочего места (ОРМ) Отдых и личные надобности (ОТЛ) Потери из-за нарушений хода технологического процесса (ПНТ)
 Способы изучения затрат рабочего времени 1. Фотография рабочего времени - изучение путём наблюдения и измерения всех затрат времени на протяжении полного рабочего дня или любой его части. Задачи фотографии выявить: • потери рабочего времени и установить причины потерь, • резервы роста производительности труда за счёт сокращения потерь рабочего времени,
Способы изучения затрат рабочего времени 1. Фотография рабочего времени - изучение путём наблюдения и измерения всех затрат времени на протяжении полного рабочего дня или любой его части. Задачи фотографии выявить: • потери рабочего времени и установить причины потерь, • резервы роста производительности труда за счёт сокращения потерь рабочего времени,
 Способы изучения затрат рабочего времени Хронометраж - изучение операции путём наблюдения и измерения всех затрат рабочего времени на выполнение отдельных элементов, циклически повторяющихся при изготовлении каждой единицы продукции. Задачи хронометража: • разработка норм и нормативов трудовых затрат • проверка качества действующих норм труда
Способы изучения затрат рабочего времени Хронометраж - изучение операции путём наблюдения и измерения всех затрат рабочего времени на выполнение отдельных элементов, циклически повторяющихся при изготовлении каждой единицы продукции. Задачи хронометража: • разработка норм и нормативов трудовых затрат • проверка качества действующих норм труда
 Нормирование труда – это установление меры труда на основе изучения и проектирования рационального трудового процесса. Задачи нормирования труда : • эффективное использование потенциала работника; • рациональное использование рабочего времени; • отражение изменений технологических процессов, оборудования и оснастки; • установление нормального уровня интенсивности труда; • обеспечение социальной защиты работников; • обеспечение взаимосвязи нормирования и стимулирования труда.
Нормирование труда – это установление меры труда на основе изучения и проектирования рационального трудового процесса. Задачи нормирования труда : • эффективное использование потенциала работника; • рациональное использование рабочего времени; • отражение изменений технологических процессов, оборудования и оснастки; • установление нормального уровня интенсивности труда; • обеспечение социальной защиты работников; • обеспечение взаимосвязи нормирования и стимулирования труда.
 Нормы и нормативы труда • Норма труда – это максимально допустимые в заданных условиях затраты живого труда, необходимые для выполнения единицы работы. • Нормативы – это относительные показатели, характеризующие степень использования затрат живого труда с учётом различных условий производства.
Нормы и нормативы труда • Норма труда – это максимально допустимые в заданных условиях затраты живого труда, необходимые для выполнения единицы работы. • Нормативы – это относительные показатели, характеризующие степень использования затрат живого труда с учётом различных условий производства.
 Норма численности нормированное задание • Норма численности определяет численность работников определённого профессиональноквалификационного состава, необходимую для выполнения заданного объёма работ. • Нормированное задание – совокупность работ, которые должны быть выполнены за установленный период времени (смену, месяц).
Норма численности нормированное задание • Норма численности определяет численность работников определённого профессиональноквалификационного состава, необходимую для выполнения заданного объёма работ. • Нормированное задание – совокупность работ, которые должны быть выполнены за установленный период времени (смену, месяц).
 Работодатель обязан") Обеспечение нормальных условий работы для выполнения норм выработки (ст. 163 ТК РФ) Работодатель обязан обеспечить нормальные условия для выполнения работниками норм выработки. К таким условиям, в частности, относятся: • исправное состояние помещений, сооружений, машин, технологической оснастки и оборудования; • своевременное обеспечение технической и иной необходимой для работы документацией; • надлежащее качество материалов, инструментов, иных средств и предметов, необходимых для выполнения работы, их своевременное предоставление работнику; • условия труда, соответствующие требованиям охраны труда и безопасности производства.
Обеспечение нормальных условий работы для выполнения норм выработки (ст. 163 ТК РФ) Работодатель обязан обеспечить нормальные условия для выполнения работниками норм выработки. К таким условиям, в частности, относятся: • исправное состояние помещений, сооружений, машин, технологической оснастки и оборудования; • своевременное обеспечение технической и иной необходимой для работы документацией; • надлежащее качество материалов, инструментов, иных средств и предметов, необходимых для выполнения работы, их своевременное предоставление работнику; • условия труда, соответствующие требованиям охраны труда и безопасности производства.
 Виды норм труда Основными видами норм труда являются нормы времени, выработки, численности, обслуживания и нормированные задания. Норма труда должна отражать меру труда. Норма труда должна быть обоснована с различных позиций: технических, организационных, психофизиологических, социальных, экономических и т. д.
Виды норм труда Основными видами норм труда являются нормы времени, выработки, численности, обслуживания и нормированные задания. Норма труда должна отражать меру труда. Норма труда должна быть обоснована с различных позиций: технических, организационных, психофизиологических, социальных, экономических и т. д.
 определяет необходимые затраты времени одного или группы") Норма времени • Норма времени (трудоёмкость операции) определяет необходимые затраты времени одного или группы рабочих на выполнение производственной операции или единицы работы в данных организационно-технических условиях. Норму времени измеряется в человеко-часах (человекоминутах). Разновидностью нормы времени является норма времени обслуживания. Норма времени обслуживания – необходимое время, установленное для обслуживания единицы оборудования, производственных площадей и объектов. Норму времени обслуживания используют для нормирования труда вспомогательных рабочих.
Норма времени • Норма времени (трудоёмкость операции) определяет необходимые затраты времени одного или группы рабочих на выполнение производственной операции или единицы работы в данных организационно-технических условиях. Норму времени измеряется в человеко-часах (человекоминутах). Разновидностью нормы времени является норма времени обслуживания. Норма времени обслуживания – необходимое время, установленное для обслуживания единицы оборудования, производственных площадей и объектов. Норму времени обслуживания используют для нормирования труда вспомогательных рабочих.
 Расчет нормы времени Оперативное время – сумма основного и вспомогательного не перекрываемого времени. Оперативное время - это время на выполнение производственной операции Топ = То + Тв (мин/оп) Штучное время – на выполнение операции по обработке единицы продукции и Штучно-калькуляционное время – полные затраты времени на изготовление единицы продукции в серийном производстве
Расчет нормы времени Оперативное время – сумма основного и вспомогательного не перекрываемого времени. Оперативное время - это время на выполнение производственной операции Топ = То + Тв (мин/оп) Штучное время – на выполнение операции по обработке единицы продукции и Штучно-калькуляционное время – полные затраты времени на изготовление единицы продукции в серийном производстве
, которое должно быть выполнено") Норма выработки • Норма выработки – это число изделий (операций), которое должно быть выполнено в единицу времени (час, смену). Норма выработки обратно пропорционально норме времени. Расчет нормы выработки за смену в: • массовом производстве: • серийном производстве
Норма выработки • Норма выработки – это число изделий (операций), которое должно быть выполнено в единицу времени (час, смену). Норма выработки обратно пропорционально норме времени. Расчет нормы выработки за смену в: • массовом производстве: • серийном производстве
 Норма обслуживания – это число производственных объектов (станков, рабочих мест, квадратных метров производственной площади и пр. ), закрепляемых за одним рабочим или бригадой. Норма обслуживания определяет производственные зоны вспомогательных рабочих, выполняющих функции обслуживания.
Норма обслуживания – это число производственных объектов (станков, рабочих мест, квадратных метров производственной площади и пр. ), закрепляемых за одним рабочим или бригадой. Норма обслуживания определяет производственные зоны вспомогательных рабочих, выполняющих функции обслуживания.
 Контрольная работа
Контрольная работа
 1. Используя лекции по дисциплине управления операциями составьте кроссворд. На одном") Задание кроссворд (сканворд) 1. Используя лекции по дисциплине управления операциями составьте кроссворд. На одном листе кроссворд и вопросы, а на другом ответы на вопросы. Оба листа должны быть подписаны (ФИО). Основные требования: 1) не менее 15 вопросов; 2) вопросы должны быть понятными; 3) вопросы должны быть короткими. 2. Далее, оба листа сдаются преподавателю. 3. Преподаватель раздаёт кроссворды для их решения.
Задание кроссворд (сканворд) 1. Используя лекции по дисциплине управления операциями составьте кроссворд. На одном листе кроссворд и вопросы, а на другом ответы на вопросы. Оба листа должны быть подписаны (ФИО). Основные требования: 1) не менее 15 вопросов; 2) вопросы должны быть понятными; 3) вопросы должны быть короткими. 2. Далее, оба листа сдаются преподавателю. 3. Преподаватель раздаёт кроссворды для их решения.