

TPDAP_rabota_1_N.ppt
- Количество слайдов: 51
 Тольяттинский Государственный Университет Кафедра автоматизации технологических процессов и производств Презентация № 1 Дисциплина: Технологические процессы дискретных автоматизированных производств. На тему: Процессы токарной обработки РАБОТУ ВЫПОЛНИЛИ: ВЕСЕЛОВА А. С. ВОРОБЬЕВА Д. В. ГААГ А. С. ГОРБАТЮК Ю. А. ГРУППА: УКБ – 1201 ПРЕПОДАВАТЕЛЬ: КАНДИДАТ ТЕХНИЧЕСКИХ НАУК, ДОЦЕНТ, ПЛЕХАНОВ В. М. Тольятти 2015 г.
Тольяттинский Государственный Университет Кафедра автоматизации технологических процессов и производств Презентация № 1 Дисциплина: Технологические процессы дискретных автоматизированных производств. На тему: Процессы токарной обработки РАБОТУ ВЫПОЛНИЛИ: ВЕСЕЛОВА А. С. ВОРОБЬЕВА Д. В. ГААГ А. С. ГОРБАТЮК Ю. А. ГРУППА: УКБ – 1201 ПРЕПОДАВАТЕЛЬ: КАНДИДАТ ТЕХНИЧЕСКИХ НАУК, ДОЦЕНТ, ПЛЕХАНОВ В. М. Тольятти 2015 г.
 АННОТАЦИЯ В данной работе рассмотрены вопросы автоматизации токарной обработки, токарновинторезного станка, его устройство и классификация, а так же приспособления для закрепления заготовок.
АННОТАЦИЯ В данной работе рассмотрены вопросы автоматизации токарной обработки, токарновинторезного станка, его устройство и классификация, а так же приспособления для закрепления заготовок.
 СОДЕРЖАНИЕ Введение 1. Общие сведения о токарной обработки 2. Токарно-винторезный станок 2. 1 Устройство и классификация 2. 2 Устройство токарно-винторезного станка на примере модификации 16 К 20 2. 3 Главный привод. Механизм подач. Коробка подач 2. 4 Суппорт 2. 5 Резцедержатель, фартук и разъемная гайка 2. 6 Задняя бабка 3. Приспособления для закрепления заготовок. 4. Автоматизация токарного производства. Заключение Список использованных источников Контрольные вопросы по теме
СОДЕРЖАНИЕ Введение 1. Общие сведения о токарной обработки 2. Токарно-винторезный станок 2. 1 Устройство и классификация 2. 2 Устройство токарно-винторезного станка на примере модификации 16 К 20 2. 3 Главный привод. Механизм подач. Коробка подач 2. 4 Суппорт 2. 5 Резцедержатель, фартук и разъемная гайка 2. 6 Задняя бабка 3. Приспособления для закрепления заготовок. 4. Автоматизация токарного производства. Заключение Список использованных источников Контрольные вопросы по теме
 ВВЕДЕНИЕ Токарная обработка является одной из разновидностей обработки металловрезанием. Она осуществляется срезанием с поверхностей заготовки определенного слоя металла (припуска) резцами, сверлами и другими режущими инструментами. Вращение заготовки, посредством которого совершается процесс заготовки резания, называется главным движением, а поступательное движением перемещение инструмента, обеспечивающее непрерывность этого процесса, — движением подачи. Благодаря определенному сочетанию подачи этих движений на токарных станках можно обрабатывать цилиндрические, конические, фасонные, резьбовые и другие поверхности. При токарной обработке измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки. В единичном и мелкосерийном производстве используются универсальные измерительные инструменты — штангенциркули, микрометры, нутромеры и др. , а в крупносерийном и массовом — предельные калибры.
ВВЕДЕНИЕ Токарная обработка является одной из разновидностей обработки металловрезанием. Она осуществляется срезанием с поверхностей заготовки определенного слоя металла (припуска) резцами, сверлами и другими режущими инструментами. Вращение заготовки, посредством которого совершается процесс заготовки резания, называется главным движением, а поступательное движением перемещение инструмента, обеспечивающее непрерывность этого процесса, — движением подачи. Благодаря определенному сочетанию подачи этих движений на токарных станках можно обрабатывать цилиндрические, конические, фасонные, резьбовые и другие поверхности. При токарной обработке измерительные инструменты применяются для определения размеров, формы и взаимного расположения отдельных поверхностей деталей как в процессе их изготовления, так и после окончательной обработки. В единичном и мелкосерийном производстве используются универсальные измерительные инструменты — штангенциркули, микрометры, нутромеры и др. , а в крупносерийном и массовом — предельные калибры.
 ОБЩИЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКИ На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т. д. Основными видами работ, выполняемых на токарных станках, работ являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; накатывание (рис. 1). Инструменты, применяемые для выполнения этих процессов, называются режущими. При работе на токарных станках используются различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др. Процесс резания подобен процессу расклинивания, а рабочая часть режущих инструментов — клину (рис. 2).
ОБЩИЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКИ На токарных станках обрабатываются детали типа тел вращения: валы, зубчатые колеса, шкивы, втулки, кольца, муфты, гайки и т. д. Основными видами работ, выполняемых на токарных станках, работ являются: обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов; вытачивание канавок; отрезание частей заготовки; обработка отверстий сверлением, растачиванием, зенкерованием, развертыванием; нарезание резьбы; накатывание (рис. 1). Инструменты, применяемые для выполнения этих процессов, называются режущими. При работе на токарных станках используются различные режущие инструменты: резцы, сверла, зенкеры, развертки, метчики, плашки, резьбонарезные головки и др. Процесс резания подобен процессу расклинивания, а рабочая часть режущих инструментов — клину (рис. 2).
 И РЕЗЦА (6) 1 — стружка; 2 —") РИС. 2. СХЕМЫ РАБОТЫ КЛИНА (А) И РЕЗЦА (6) 1 — стружка; 2 — резец; 3 — заготовка; 4 — снимаемый слой металла; Р сила, действующая на резей и клин при работе; (5 — угол заострения. )
РИС. 2. СХЕМЫ РАБОТЫ КЛИНА (А) И РЕЗЦА (6) 1 — стружка; 2 — резец; 3 — заготовка; 4 — снимаемый слой металла; Р сила, действующая на резей и клин при работе; (5 — угол заострения. )
 ОБЩИЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКИ При действии усилия на резец его режущая кромка врезается в заготовку, а передняя поверхность, непрерывно сжимая лежащий впереди слой металла и преодолевая силы сцепления его частиц, отделяет их от основной массы в виде стружки. Слой металла, срезаемый при обработке, называется припуском. Все способы обработки металлов, основанные на удалении припуска и превращении его в стружку, определяются понятием резание металла. Для успешной работы необходимо, чтобы процесс резания протекал непрерывно и быстро. Форма обрабатываемой детали обеспечивается, с одной стороны, относительным движением заготовки и инструмента, с другой, — геометрией инструмента. Процесс резания возможен при наличии основных движений: главного движения — вращения заготовки и поступательного движения резца, называемого движением подачи, которое может совершаться вдоль или поперек изделия, а также под постоянным или изменяющимся углом к оси вращения изделия.
ОБЩИЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКИ При действии усилия на резец его режущая кромка врезается в заготовку, а передняя поверхность, непрерывно сжимая лежащий впереди слой металла и преодолевая силы сцепления его частиц, отделяет их от основной массы в виде стружки. Слой металла, срезаемый при обработке, называется припуском. Все способы обработки металлов, основанные на удалении припуска и превращении его в стружку, определяются понятием резание металла. Для успешной работы необходимо, чтобы процесс резания протекал непрерывно и быстро. Форма обрабатываемой детали обеспечивается, с одной стороны, относительным движением заготовки и инструмента, с другой, — геометрией инструмента. Процесс резания возможен при наличии основных движений: главного движения — вращения заготовки и поступательного движения резца, называемого движением подачи, которое может совершаться вдоль или поперек изделия, а также под постоянным или изменяющимся углом к оси вращения изделия.
 а - обработка наружных цилиндрических поверхностей; б обработка наружных конических поверхностей; в - обработка торцов и уступов; г — вытачивание канавок, отрезка заготовки; д - обработка внутренних цилиндрических и конических поверхностей; е сверление, зенкерование и развертывание отверстий; ж нарезание наружной резьбы; з нарезание внутренней 'резьбы; и — обработка фасонных поверхностей; к накатывание рифлений; 1 проходной прямой резец; 2 - проходной упорный резец 3 - проходной отогнутый резец; 4 - отрезной резец; 5 - канавочный резец; б - расточной резец; 7 - сверло; 8 - зенкер; 9 - развертка; 10 — резьбовой резец; 11 - метчик; 12 фасонный резец; 13 - накатка (стрелками показаны направления перемещения инструмента вращения заготовки) РИС. 1. ОСНОВНЫЕ ВИДЫ ТОКАРНЫХ РАБОТ
а - обработка наружных цилиндрических поверхностей; б обработка наружных конических поверхностей; в - обработка торцов и уступов; г — вытачивание канавок, отрезка заготовки; д - обработка внутренних цилиндрических и конических поверхностей; е сверление, зенкерование и развертывание отверстий; ж нарезание наружной резьбы; з нарезание внутренней 'резьбы; и — обработка фасонных поверхностей; к накатывание рифлений; 1 проходной прямой резец; 2 - проходной упорный резец 3 - проходной отогнутый резец; 4 - отрезной резец; 5 - канавочный резец; б - расточной резец; 7 - сверло; 8 - зенкер; 9 - развертка; 10 — резьбовой резец; 11 - метчик; 12 фасонный резец; 13 - накатка (стрелками показаны направления перемещения инструмента вращения заготовки) РИС. 1. ОСНОВНЫЕ ВИДЫ ТОКАРНЫХ РАБОТ
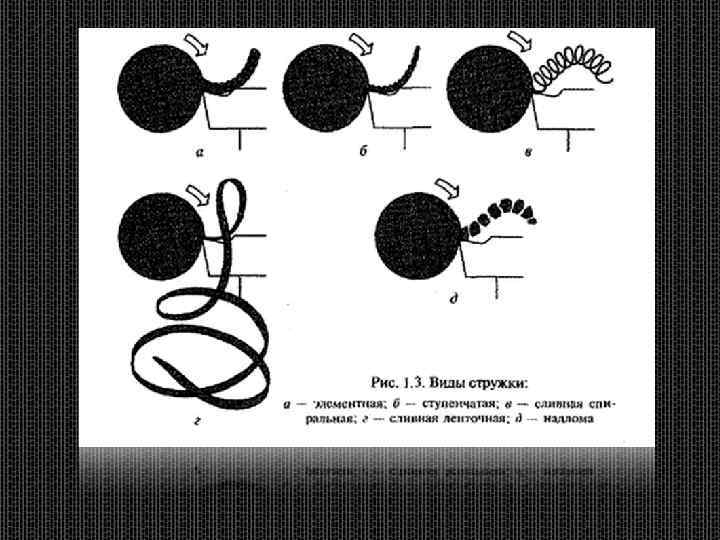
 ОБЩИЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКИ Вращение заготовки называется главным движением, так как оно выполняется с большей скоростью. На обрабатываемой заготовке выделяются следующие поверхности; обрабатываемая, обработанная и поверхность резания. При срезании припуска образуется элемент, называемый стружкой. Выделяются следующие виды стружки (рис. 3): Ø Ø элементная стружка (стружка скалывания) образуется при обработке твердых и маловязких материалов с низкой скоростью резания (например, при обработке твердых сталей). Отдельные элементы такой стружки слабо связаны между собой или совсем не связаны; ступенчатая стружка образуется при обработке стали средней твердости, алюминия и его сплавов со средней скоростью резания. Она представляет собой ленту — гладкую со стороны резца и зазубренную с внутренней стороны; слитая стружка образуется при обработке мягкой стали» меди, свинца, олова и некоторых пластмасс при высокой скорости резания. Эта стружка имеет вид спирали или длинной (часто путаной) ленты; стружка надлома образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
ОБЩИЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКИ Вращение заготовки называется главным движением, так как оно выполняется с большей скоростью. На обрабатываемой заготовке выделяются следующие поверхности; обрабатываемая, обработанная и поверхность резания. При срезании припуска образуется элемент, называемый стружкой. Выделяются следующие виды стружки (рис. 3): Ø Ø элементная стружка (стружка скалывания) образуется при обработке твердых и маловязких материалов с низкой скоростью резания (например, при обработке твердых сталей). Отдельные элементы такой стружки слабо связаны между собой или совсем не связаны; ступенчатая стружка образуется при обработке стали средней твердости, алюминия и его сплавов со средней скоростью резания. Она представляет собой ленту — гладкую со стороны резца и зазубренную с внутренней стороны; слитая стружка образуется при обработке мягкой стали» меди, свинца, олова и некоторых пластмасс при высокой скорости резания. Эта стружка имеет вид спирали или длинной (часто путаной) ленты; стружка надлома образуется при резании малопластичных материалов (чугуна, бронзы) и состоит из отдельных кусочков.
 РИС. 4. ОСНОВНЫЕ ТОКАРНЫЕ СТАНКИ а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный, г — токарно-карусельный
РИС. 4. ОСНОВНЫЕ ТОКАРНЫЕ СТАНКИ а — токарно-винторезный, б — токарно-револьверный, в — лоботокарный, г — токарно-карусельный
 ОБЩИЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКИ Токарная обработка выполняется на токарных станках разных типов, различающихся по назначению, компоновке, степени автоматизации и другим признакам. К станкам токарной группы относятся: токарновинторезные, токарно-револьверные, лоботокарные, токарно-карусельные (рис. 4), токарные автоматы и полуавтоматы, токарные станки с программным управлением.
ОБЩИЕ СВЕДЕНИЯ О ТОКАРНОЙ ОБРАБОТКИ Токарная обработка выполняется на токарных станках разных типов, различающихся по назначению, компоновке, степени автоматизации и другим признакам. К станкам токарной группы относятся: токарновинторезные, токарно-револьверные, лоботокарные, токарно-карусельные (рис. 4), токарные автоматы и полуавтоматы, токарные станки с программным управлением.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК УСТРОЙСТВО И КЛАССИФИКАЦИЯ Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК УСТРОЙСТВО И КЛАССИФИКАЦИЯ Токарно-винторезные станки предназначены для обработки, включая нарезание резьбы, единичных деталей и малых групп деталей. Однако бывают станки без ходового винта. На таких станках можно выполнять все виды токарных работ, кроме нарезания резьбы резцом. Техническими параметрами, по которым классифицируют токарно-винторезные станки, являются наибольший диаметр наибольшая длина L обрабатываемой заготовки (детали) и масса станка. Наибольшая длина L обрабатываемой детали определяется расстоянием между центрами станка. Легкие токарные станки применяются в инструментальном производстве, приборостроении, часовой промышленности, в экспериментальных и опытных цехах предприятий. Эти станки выпускаются как с механической подачей, так и без нее.
 И МЕХАНИЗМЫ ТОКАРНОВИНТОРЕЗНОГО СТАНКА 1 - передняя бабка, 2") РИСУНОК 1. СБОРОЧНЫЕ ЕДИНИЦЫ (УЗЛЫ) И МЕХАНИЗМЫ ТОКАРНОВИНТОРЕЗНОГО СТАНКА 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 – электро-пусковая аппаратура, 13 коробка скоростей, 14 – шпиндель.
РИСУНОК 1. СБОРОЧНЫЕ ЕДИНИЦЫ (УЗЛЫ) И МЕХАНИЗМЫ ТОКАРНОВИНТОРЕЗНОГО СТАНКА 1 - передняя бабка, 2 - суппорт, 3 - задняя бабка, 4 - станина, 5 и 9 - тумбы, 6 - фартук, 7 - ходовой винт, 8 ходовой валик, 10 - коробка подач, 11 - гитары сменных шестерен, 12 – электро-пусковая аппаратура, 13 коробка скоростей, 14 – шпиндель.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК УСТРОЙСТВО И КЛАССИФИКАЦИЯ На средних станках производится 70 - 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК УСТРОЙСТВО И КЛАССИФИКАЦИЯ На средних станках производится 70 - 80% общего объема токарных работ. Эти станки предназначены для чистовой и получистовой обработки, а также для нарезания резьб разных типов и характеризуются высокой жесткостью, достаточной мощностью и широким диапазоном частот вращения шпинделя и подач инструмента, что позволяет обрабатывать детали на экономичных режимах с применением современных прогрессивных инструментов из твердых сплавов и сверхтвердых материалов. Средние станки оснащаются различными приспособлениями, расширяющими их технологические возможности, облегчающими труд рабочего и позволяющими повысить качество обработки, и имеют достаточно высокий уровень автоматизации.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК УСТРОЙСТВО И КЛАССИФИКАЦИЯ Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16 К 20 завода "Красный пролетарий" показан на рисунке внизу.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК УСТРОЙСТВО И КЛАССИФИКАЦИЯ Крупные и тяжелые токарные станки применяются в основном в тяжелом и энергетическом машиностроении, а также в других отраслях для обработки валков прокатных станов, железнодорожных колесных пар, роторов турбин и др. Все сборочные единицы (узлы) и механизмы токарно-винторезных станков имеют одинаковое название, назначение и расположение. Смотри рисунок вверху. Типичный токарно-винторезный станок 16 К 20 завода "Красный пролетарий" показан на рисунке внизу.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДИФИКАЦИИ 16 К 20 Рукоятки управления: 2 - сблокированная управление, 3, 5, 6 установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 – изменения направления нареза-ния резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 направляющие станины.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК МОДИФИКАЦИИ 16 К 20 Рукоятки управления: 2 - сблокированная управление, 3, 5, 6 установки подачи или шага нарезаемой резьбы, 7, 12 - управления частотой вращения шпинделя, 10 - установки нормального и увеличенного шага резьбы и для нарезания многозаходных резьб, 11 – изменения направления нареза-ния резьбы (лево- или правозаходной), 17 - перемещения верхних салазок, 18 - фиксации пиноли, 20 - фиксации задней бабки, 21 - штурвал перемещения пиноли, 23 - включения ускоренных перемещений суппорта, 24 - включения и выключения гайки ходового винта, 25 - управления изменением направления вращения шпинделя и его остановкой, 26 - включения и выключения подачи, 28 поперечного перемещения салазок, 29 - включения продольной автоматической подачи, 27 - кнопка включения и выключения главного электродвигателя, 31 - продольного перемещения салазок; Узлы станка: 1 - станина, 4 - коробка подач, 8 - кожух ременной передачи главного привода, 9 - передняя бабка с главным приводом, 13 - электрошкаф, 14 экран, 15 - защитный щиток, 16 - верхние салазки, 19 - задняя бабка, 22 - суппорт продольного перемещения, 30 - фартук, 32 - ходовой винт, 33 направляющие станины.
 РИСУНОК 2. ОБЩИЙ ВИД И РАЗМЕЩЕНИЕ ОРГАНОВ УПРАВЛЕНИЯ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОД. 16 К 20
РИСУНОК 2. ОБЩИЙ ВИД И РАЗМЕЩЕНИЕ ОРГАНОВ УПРАВЛЕНИЯ ТОКАРНО-ВИНТОРЕЗНОГО СТАНКА МОД. 16 К 20
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ГЛАВНЫЙ ПРИВОД. МЕХАНИЗМ ПОДАЧ. КОРОБКА ПОДАЧ Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке 3 показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5. Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево - через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ГЛАВНЫЙ ПРИВОД. МЕХАНИЗМ ПОДАЧ. КОРОБКА ПОДАЧ Главный привод станка. В передней бабке размещены коробка скоростей и шпиндель, которые приводят во вращение обрабатываемую деталь при выбранных глубине резания и подаче. На рисунке 3 показано устройство коробки скоростей, которая работает следующим образом. Заготовка зажимается в кулачковом патроне, который крепится к фланцу шпинделя 13. Вращение от электродвигателя 1 через ременную передачу 2 и муфту включения 3 передается на вал 5. Блок из трех шестерен 7, 8 и 9, расположенный на валу 5, с помощью реечной передачи связан с рукояткой 17. Этой рукояткой блок шестерен вводится в зацепление с зубчатым колесом 4 (или 10, или 11), жестко закрепленным на валу 6. Колеса 4 и 12 сопряжены соответственно с колесами 15 и 16, которые передают крутящий момент шпинделю через зубчатую муфту 14, соединенную с рукояткой 18. Если муфта передвинута вправо, то шпиндель получает вращение через зубчатое колесо 16, а если влево - через зубчатое колесо 15. Таким образом коробка скоростей обеспечивает шесть ступеней частоты вращения шпинделя.
 РИСУНОК 3. УСТРОЙСТВО КОРОБКИ СКОРОСТЕЙ.
РИСУНОК 3. УСТРОЙСТВО КОРОБКИ СКОРОСТЕЙ.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ГЛАВНЫЙ ПРИВОД. МЕХАНИЗМ ПОДАЧ. КОРОБКА ПОДАЧ Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта. Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок слева), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ГЛАВНЫЙ ПРИВОД. МЕХАНИЗМ ПОДАЧ. КОРОБКА ПОДАЧ Механизм подач. Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта. Привод этого механизма осуществляется от коробки скоростей через трензель (смотри рисунок слева), который состоит из четырех зубчатых колес а, б, в, г, связанных с рукояткой 19, переключением которой осуществляется реверс (т. е. изменение направления вращения) вала 20 (приводного вала суппорта). Позиции а, б, в, г, 19 и 20 (см. рисунки). При крайнем нижнем положении рукоятки 19 (положение А) зубчатые колеса а, б, в, г соединены последовательно и направление вращения вала 20 совпадает с направлением вращения шпинделя. При верхнем положении рукоятки 19 (положение В) соединены только зубчатые колеса а, в, г и направление вращения вала 20 изменяется на противоположное. В среднем положении рукоятки 19 (положение Б) зубчатые колеса б и в не соединяются с зубчатым колесом а и вал 20 не вращается.
 РИСУНОК 4. МЕХАНИЗМ ПОДАЧ.
РИСУНОК 4. МЕХАНИЗМ ПОДАЧ.
") ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ГЛАВНЫЙ ПРИВОД. МЕХАНИЗМ ПОДАЧ. КОРОБКА ПОДАЧ С помощью гитары (смотри рисунок слева) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ГЛАВНЫЙ ПРИВОД. МЕХАНИЗМ ПОДАЧ. КОРОБКА ПОДАЧ С помощью гитары (смотри рисунок слева) устанавливают (настраивают) зубчатые колеса с определенным передаточным отношением, обеспечивающим необходимое перемещение суппорта на один оборот шпинделя. Расстояние L между валами 1 и 2 является постоянным. На валу 2 свободно установлен приклон 3 гитары, закрепленный болтом 4. Ось 5 промежуточных колес вис можно перемещать по радиальному пазу, тем самым изменяя расстояние А между центрами колес c и d. Дуговой паз приклона 3 позволяет регулировать размер В.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ГЛАВНЫЙ ПРИВОД. МЕХАНИЗМ ПОДАЧ. КОРОБКА ПОДАЧ Коробка подач. Назначение коробки подач - изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (смотри рисунок слева) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом - рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево - входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ГЛАВНЫЙ ПРИВОД. МЕХАНИЗМ ПОДАЧ. КОРОБКА ПОДАЧ Коробка подач. Назначение коробки подач - изменять скорости вращения ходового винта и ходового вала, чем достигается перемещение суппорта с выбранной скоростью в продольном и поперечном направлениях. Вал 14 в подшипниках 15 (смотри рисунок слева) коробки подач получает вращение от зубчатых колес гитары; вместе с ним вращается и имеет возможность перемещаться вдоль него зубчатое колесо П с рычагом 10. На одном конце рычага 10 вращается (на оси) зубчатое колесо 12, сопряженное с зубчатым колесом 11, а на другом - рукоятка 9, с помощью которой рычаг 10 перемещается вдоль вала 14 и может занимать любое из десяти положений (по числу зубчатых колес в механизме 1 Нортона). В каждом из таких положений рычаг 10 поворачивается и удерживается штифтом 9, который входит в соответствующие отверстия на передней стенке 7 коробки подач. При этом зубчатое колесо 12 входит в зацепление с соответствующим зубчатым колесом 13 механизма 1, в результате чего устанавливается выбранное число оборотов вала 2. Вместе с валом 2 вращается зубчатое колесо 3, которое можно перемещать вдоль него рукояткой. При перемещении вправо зубчатое колесо 3 посредством кулачковой муфты 4 соединяется с ходовым винтом 5 и передает ему вращательное движение, а при перемещении влево - входит в зацепление с зубчатым колесом 8 и передает вращательное движение ходовому валу 6.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК СУППОРТ Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит (рисунок 5) из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК СУППОРТ Суппорт предназначен для перемещения во время обработки режущего инструмента, закрепленного в резцедержателе. Он состоит (рисунок 5) из нижних салазок (продольного суппорта) 1, которые перемещаются по направляющим станины с помощью рукоятки 15 и обеспечивают перемещение резца вдоль заготовки. На нижних салазках по направляющим 12 перемещаются поперечные салазки (поперечный суппорт) 3, которые обеспечивают перемещение резца перпендикулярно оси вращения заготовки (детали). На поперечных салазках 3 расположена поворотная плита 4, которая закрепляется гайкой 10. По направляющим 5 поворотной плиты 4 перемещаются (с помощью рукоятки 13) верхние салазки 11, которые вместе с плитой 4 могут поворачиваться в горизонтальной плоскости относительно поперечных салазок и обеспечивать перемещение резца под углом к оси вращения заготовки (детали). Резцедержатель (резцовая головка) 6 с болтами 8 крепится к верхним салазкам с помощью рукоятки 9, которая перемещается по винту 7. Привод перемещения суппорта производится от ходового винта 2, от ходового вала, расположенного под ходовым винтом, или вручную. Включение автоматических подач производится рукояткой 14.
 РИСУНОК 5. СУППОРТ.
РИСУНОК 5. СУППОРТ.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК СУППОРТ Устройство поперечного суппорта показано на рисунке 6 внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим - связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК СУППОРТ Устройство поперечного суппорта показано на рисунке 6 внизу. По направляющим продольного суппорта 1 ходовым винтом 12, оснащенным рукояткой 10, перемещаются салазки поперечного суппорта. Ходовой винт 12 закреплен одним концом в продольном суппорте 1, а другим - связан с гайкой (состоящей из двух частей 15 и 13 и клина 14), которая крепится к поперечным салазкам 9. Затягивая винт 16, раздвигают (клином 14) гайки 15 и 13, благодаря чему. выбирается зазор между ходовым винтом 12 и гайкой 15. Величину перемещения поперечного суппорта определяют по лимбу 11. К поперечному суппорту крепится (гайками 7) поворотная плита 8, вместе с которой поворачиваются верхние салазки 6 и резцедержатель 5. На некоторых станках на поперечных салазках 9 устанавливается задний резцедержатель 2 для проточки канавок, отрезки и других работ, которые могут быть выполнены перемещением поперечного суппорта, а также кронштейн 3 с щитком 4, защищающим рабочего от попадания стружки и смазочно-охлаждающей жидкости.
 РИСУНОК 6. ПОПЕРЕЧНЫЙ СУППОРТ.
РИСУНОК 6. ПОПЕРЕЧНЫЙ СУППОРТ.
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК РЕЗЦЕДЕРЖАТЕЛЬ, ФАРТУК И РАЗЪЕМНАЯ ГАЙКА Устройство резцедержателя показано на рисунке слева. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК РЕЗЦЕДЕРЖАТЕЛЬ, ФАРТУК И РАЗЪЕМНАЯ ГАЙКА Устройство резцедержателя показано на рисунке слева. В центрирующей расточке верхних салазок 5 установлена коническая оправка 3 с резьбовым концом. На конусе оправки установлена четырехсторонняя резцовая головка 6. При вращении рукоятки 4 головка 2 перемещается вниз по резьбе конической оправки 3 и через шайбу 1 и упорный подшипник обеспечивает жесткую посадку резцовой головки 6 на конической поверхности оправки 3. От поворота при закреплении резцовая головка удерживается шариком, который заклинивается между поверхностями, образованными пазом на основании конической оправки 3 и отверстием в резцовой головке 6. При необходимости сменить позицию инструмента рукоятку 4 поворачивают против часовой стрелки. При этом головка 2 поворачивается и перемещается вверх по резьбе конической оправки 3, снимая усилие затяжки резцовой головки 6 на конусе конической оправки 3. Одновременно головка 2 поворачивает резцовую головку 6 посредством тормозных колодок, фрикционно связанных с поверхностью расточки головки 2 и соединенных с резцовой головкой 6 штифтами 7. При этом шарик, расположенный у основания конической оправки 3, не препятствует повороту резцовой головки, так как он утапливается в отверстие, сжимая пружину. Если в процессе работы рукоятка 4 (в зажатом положении) стала останавливаться в неудобном положении, то, изменяя толщину шайбы 1, можно установить ее в удобное для рабочего положение
 РИСУНОК 7. УСТРОЙСТВО РЕЗЦЕДЕРЖАТЕЛЯ
РИСУНОК 7. УСТРОЙСТВО РЕЗЦЕДЕРЖАТЕЛЯ
 ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ЗАДНЯЯ БАБКА Устройство задней бабки показано на рисунке 7. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК ЗАДНЯЯ БАБКА Устройство задней бабки показано на рисунке 7. В корпусе 1 (при вращении винта 5 маховиком 7) перемещается пиноль 4, закрепляемая рукояткой 3. В пиноли устанавливается центр 2 с коническим хвостовиком (или инструмент). Задняя бабка перемещается по направляющим станка вручную или с помощью продольного суппорта. В рабочем неподвижном положении задняя бабка фиксируется рукояткой 6, которая соединена с тягой 8 и рычагом 9. Сила прижима рычага 9 тягой 8 к станине регулируется гайкой 11 и винтом 12. Более жесткое крепление задней бабки производится с помощью гайки 13 и винта 14, который прижимает к станине рычаг 10.
 РИСУНОК 8. ЗАДНЯЯ БАБКА
РИСУНОК 8. ЗАДНЯЯ БАБКА
 ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК Для крепления заготовок на токарных станках применяют двух-, трех- и четырехкулачковые патроны с ручным и механизированным приводом зажима. 1, 2 и 3 — кулачки; 4 — диск; 5 — зубчатое колесо; 6 — корпус патрона Наиболее широко распространен трехкулачковый самоцентрирующий патрон (рис. 8). Кулачки 7, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК Для крепления заготовок на токарных станках применяют двух-, трех- и четырехкулачковые патроны с ручным и механизированным приводом зажима. 1, 2 и 3 — кулачки; 4 — диск; 5 — зубчатое колесо; 6 — корпус патрона Наиболее широко распространен трехкулачковый самоцентрирующий патрон (рис. 8). Кулачки 7, 2 и 3 патрона перемещаются одновременно с помощью диска 4. На одной стороне этого диска выполнены пазы (имеющие форму архимедовой спирали), в которых расположены нижние выступы кулачков, а на другой — нарезано коническое зубчатое колесо, сопряженное с тремя коническими зубчатыми колесами 5. При повороте ключом одного из колес 5 диск 4 (благодаря зубчатому зацеплению) также поворачивается и посредством спирали перемещает одновременно и равномерно все три кулачка по пазам корпуса 6 патрона. В зависимости от направления вращения диска кулачки приближаются к центру патрона или удаляются от него, зажимая или освобождая деталь. Кулачки обычно изготовляют трехступенчатыми и для повышения износостойкости закаливают. Различают кулачки крепления заготовок по внутренней и наружной поверхностям; при креплении по внутренней поверхности заготовка должна иметь отверстие, в котором могут разместиться кулачки.
 РИС. 9. ТРЕХКУЛАЧКОВЫЙ САМОЦЕНТРИРУЮЩИЙ ПАТРОН
РИС. 9. ТРЕХКУЛАЧКОВЫЙ САМОЦЕНТРИРУЮЩИЙ ПАТРОН
 ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали. В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. В зависимости от формы и размеров обрабатываемых деталей применяют различные центры (рис. 4. 12). Угол при вершине рабочей части центра (рис. 4. 12, а) обычно равен 60°. Конические поверхности рабочей 1 и хвостовой 2 частей центра не должны иметь забоин, так как это приводит к погрешностям при обработке заготовок. Диаметр опорной части 3 меньше малого диаметра конуса хвостовой части, что позволяет выбивать центр из гнезда без повреждения конической поверхности хвостовой части.
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК В трехкулачковых самоцентрирующих патронах закрепляют заготовки круглой и шестигранной формы или круглые прутки большого диаметра. В двухкулачковых самоцентрирующих патронах закрепляют различные фасонные отливки и поковки; кулачки таких патронов, как правило, предназначены для закрепления только одной детали. В четырехкулачковых самоцентрирующих патронах закрепляют прутки квадратного сечения, а в патронах с индивидуальной регулировкой кулачков — детали прямоугольной или несимметричной формы. В зависимости от формы и размеров обрабатываемых деталей применяют различные центры (рис. 4. 12). Угол при вершине рабочей части центра (рис. 4. 12, а) обычно равен 60°. Конические поверхности рабочей 1 и хвостовой 2 частей центра не должны иметь забоин, так как это приводит к погрешностям при обработке заготовок. Диаметр опорной части 3 меньше малого диаметра конуса хвостовой части, что позволяет выбивать центр из гнезда без повреждения конической поверхности хвостовой части.
 РИС. 4. 12. ТИПЫ ЦЕНТРОВ а — упорный; б — обратный; в — полуцентр упорный; г — со сферической рабочей частью; д — с рифленой поверхностью рабочего конуса; е — с твердосплавным наконечником; 1 — рабочая часть; 2 — хвостовая часть; 3 — опорная часть
РИС. 4. 12. ТИПЫ ЦЕНТРОВ а — упорный; б — обратный; в — полуцентр упорный; г — со сферической рабочей частью; д — с рифленой поверхностью рабочего конуса; е — с твердосплавным наконечником; 1 — рабочая часть; 2 — хвостовая часть; 3 — опорная часть
 ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК При обработке с большими скоростями резания и нагрузками применяют задние вращающиеся центры (рис. 4. 13). В хвостовой части 4 центра на опорах качения 2, 3 и 5 смонтирована ось, на конце которой выполнена рабочая часть 1 центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой. Хомутики (рис. 4. 14) служат для передачи вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка. Хомутик надевают на заготовку и закрепляют винтом 1 (рис. 4. 14, а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона. При обработке заготовки в центрах передачу движения ей может осуществлять поводковый патрон через палец-поводок и хомутик, который крепится на детали винтом. Для сокращения вспомогательного времени при черновой обработке в центрах валов диаметром 15. . . 90 мм применяют самозажимные поводковые патроны. Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. Мембранные патроны применяют в том случае, когда необходимо обработать партию заготовок с высокой точностью центрирования.
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК При обработке с большими скоростями резания и нагрузками применяют задние вращающиеся центры (рис. 4. 13). В хвостовой части 4 центра на опорах качения 2, 3 и 5 смонтирована ось, на конце которой выполнена рабочая часть 1 центра, что обеспечивает ее вращение вместе с обрабатываемой заготовкой. Хомутики (рис. 4. 14) служат для передачи вращения от шпинделя к обрабатываемой заготовке, установленной в центрах станка. Хомутик надевают на заготовку и закрепляют винтом 1 (рис. 4. 14, а), при этом хвостовик 2 хомутика упирается в палец поводкового патрона. При обработке заготовки в центрах передачу движения ей может осуществлять поводковый патрон через палец-поводок и хомутик, который крепится на детали винтом. Для сокращения вспомогательного времени при черновой обработке в центрах валов диаметром 15. . . 90 мм применяют самозажимные поводковые патроны. Цанговые патроны применяют главным образом для закрепления холоднотянутого прутка или для повторного зажима заготовок по предварительно обработанной поверхности. Мембранные патроны применяют в том случае, когда необходимо обработать партию заготовок с высокой точностью центрирования.
 РИС. 4. 13. ВРАЩАЮЩИЙСЯ ЦЕНТР 1 — рабочая часть; 2, 3 и 5 — опоры качения; 4 — хвостовая часть РИС. 4. 14. ТОКАРНЫЕ ХОМУТИКИ а — обычный: 1 — винт; 2 — хвостовик; б — самозатягивающий: 1 — упор; 2 — хвостовик; 3 — пружина; 4 — ось; 5 — призма
РИС. 4. 13. ВРАЩАЮЩИЙСЯ ЦЕНТР 1 — рабочая часть; 2, 3 и 5 — опоры качения; 4 — хвостовая часть РИС. 4. 14. ТОКАРНЫЕ ХОМУТИКИ а — обычный: 1 — винт; 2 — хвостовик; б — самозатягивающий: 1 — упор; 2 — хвостовик; 3 — пружина; 4 — ось; 5 — призма
 ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При соотношении l/D < 4 (где l — длина обрабатываемой заготовки, мм; D — диаметр заготовки, мм) заготовки закрепляют в патроне, при 4 < l/D< 10 — в центрах или в патроне с поджимом задним центром (рис. 4. 15), при l/D> 10 — в центрах или в патроне и центре задней бабки и с поддержкой люнетом (рис. 4. 16).
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК Способ установки и закрепления заготовок на станке выбирают в зависимости от их размеров, жесткости и требуемой точности обработки. При соотношении l/D < 4 (где l — длина обрабатываемой заготовки, мм; D — диаметр заготовки, мм) заготовки закрепляют в патроне, при 4 < l/D< 10 — в центрах или в патроне с поджимом задним центром (рис. 4. 15), при l/D> 10 — в центрах или в патроне и центре задней бабки и с поддержкой люнетом (рис. 4. 16).
 РИС. 4. 15. УСТАНОВКА ЗАГОТОВОК В ПАТРОНЕ С ПОДЖИМОМ ЗАДНИМ ЦЕНТРОМ 1 — заготовка; 2 и 3 — резцы РИС. 4. 16. ЛЮНЕТЫ а — подвижный; б — неподвижный: 1 — верхняя (откидная) часть; 2 — винты; 3 — болты; 4 — кулачки или ролики; 5 — планка; 6 — болт с гайкой
РИС. 4. 15. УСТАНОВКА ЗАГОТОВОК В ПАТРОНЕ С ПОДЖИМОМ ЗАДНИМ ЦЕНТРОМ 1 — заготовка; 2 и 3 — резцы РИС. 4. 16. ЛЮНЕТЫ а — подвижный; б — неподвижный: 1 — верхняя (откидная) часть; 2 — винты; 3 — болты; 4 — кулачки или ролики; 5 — планка; 6 — болт с гайкой
 ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК Самой распространенной является установка обрабатываемой заготовки в центрах станка. Заготовку обрабатывают в центрах в случае необходимости обеспечения концентричности обрабатываемых поверхностей при переустановке заготовки на станке, если последующую обработку выполняют на шлифовальном станке тоже в центрах и если это предусмотрено технологией обработки. Заготовки с отверстием устанавливают в центрах с помощью токарных оправок (рис. 4. 17). Для облегчения условий труда рабочих при закреплении заготовок на станки устанавливают механизированные приводы: пневматические, гидравлические, электрические и магнитные.
ПРИСПОСОБЛЕНИЯ ДЛЯ ЗАКРЕПЛЕНИЯ ЗАГОТОВОК Самой распространенной является установка обрабатываемой заготовки в центрах станка. Заготовку обрабатывают в центрах в случае необходимости обеспечения концентричности обрабатываемых поверхностей при переустановке заготовки на станке, если последующую обработку выполняют на шлифовальном станке тоже в центрах и если это предусмотрено технологией обработки. Заготовки с отверстием устанавливают в центрах с помощью токарных оправок (рис. 4. 17). Для облегчения условий труда рабочих при закреплении заготовок на станки устанавливают механизированные приводы: пневматические, гидравлические, электрические и магнитные.
:") РИС. 4. 17. ТОКАРНЫЕ ОПРАВКИ а — оправка с малой конусностью (обычно 1: 2000): 1 — центровое отверстие; 2 — хомутик; 3 — оправка; 4 — заготовка; б — цилиндрическая оправка: 1 — заготовка; 2 — оправка; 3 — прижимная шайба; 4 — шайба; в — разжимная (цанговая) оправка: 1 — заготовка; 2 — коническая оправка; 3, 5 — гайки; 4 — полая оправка; г — шпиндельная оправка: 1 — цанга; 2 — заготовка; 3 — разжимная оправка; 4 — патрон; д — оправка с упругой оболочкой: 1 — план-шайба; 2 — втулка; 3 — заготовка; 4 — отверстие для ввода гидропласта; 5, 6 — винт
РИС. 4. 17. ТОКАРНЫЕ ОПРАВКИ а — оправка с малой конусностью (обычно 1: 2000): 1 — центровое отверстие; 2 — хомутик; 3 — оправка; 4 — заготовка; б — цилиндрическая оправка: 1 — заготовка; 2 — оправка; 3 — прижимная шайба; 4 — шайба; в — разжимная (цанговая) оправка: 1 — заготовка; 2 — коническая оправка; 3, 5 — гайки; 4 — полая оправка; г — шпиндельная оправка: 1 — цанга; 2 — заготовка; 3 — разжимная оправка; 4 — патрон; д — оправка с упругой оболочкой: 1 — план-шайба; 2 — втулка; 3 — заготовка; 4 — отверстие для ввода гидропласта; 5, 6 — винт
 токарных станков облегчает работу токаря, одновременно сокращая") 4. Автоматизация токарного производства. Автоматизация загрузки (питания) токарных станков облегчает работу токаря, одновременно сокращая время на установку и закрепление деталей. Применяемые деталей загрузочные устройства зависят от геометрической формы, размеров и массы заготовок. Например, для изготовления деталей из прутка можно пропустить его через полый шпиндель станка, применив устройство автоматической подачи прутка в зону обработки. Как упоминалось выше, большое распространение получили устройства для штучных заготовок. гидравлических и других приводов.
4. Автоматизация токарного производства. Автоматизация загрузки (питания) токарных станков облегчает работу токаря, одновременно сокращая время на установку и закрепление деталей. Применяемые деталей загрузочные устройства зависят от геометрической формы, размеров и массы заготовок. Например, для изготовления деталей из прутка можно пропустить его через полый шпиндель станка, применив устройство автоматической подачи прутка в зону обработки. Как упоминалось выше, большое распространение получили устройства для штучных заготовок. гидравлических и других приводов.
 При изготовлении деталей крупными партиями для подачи заготовок на линию центров токарных станков из лотка накопителя может быть использован автооператор (питатель). Механизация работы на токарных станках широко применяется при закреплении заготовок с использованием механических, пневматических, гидравлических и других приводов. СОФ – совокупность взаимосвязанных автоматических систем, обеспечивающих управление технологическим процессом перемещения предметов производства и оснастки.
При изготовлении деталей крупными партиями для подачи заготовок на линию центров токарных станков из лотка накопителя может быть использован автооператор (питатель). Механизация работы на токарных станках широко применяется при закреплении заготовок с использованием механических, пневматических, гидравлических и других приводов. СОФ – совокупность взаимосвязанных автоматических систем, обеспечивающих управление технологическим процессом перемещения предметов производства и оснастки.
 Автоматизированные транспортно-складские системы (АТСС). 2) Автоматизированные системы (АС) инструментального обеспечения (АСИО).") Состав СОФ: 1) Автоматизированные транспортно-складские системы (АТСС). 2) Автоматизированные системы (АС) инструментального обеспечения (АСИО). 3) Системы автоматизированного контроля (САК). 4) АС удаления отходов (АСУО). 5) АС управления технологическим оборудованием (АСУТО). 6) АС управления технологическим процессом (АСУТП).
Состав СОФ: 1) Автоматизированные транспортно-складские системы (АТСС). 2) Автоматизированные системы (АС) инструментального обеспечения (АСИО). 3) Системы автоматизированного контроля (САК). 4) АС удаления отходов (АСУО). 5) АС управления технологическим оборудованием (АСУТО). 6) АС управления технологическим процессом (АСУТП).
 ЗАКЛЮЧЕНИЕ На токарных станках производится обработка наружных и внутренних цилиндрических, конических, фасонных поверхностей, торцевых плоскостей; нарезка резьбы внутренней и наружной резцами, метчиками и плашками; обрабатываются отверстия сверлами, зенкерами, развертками; накатывается рельеф и мелкомодульные зубчатые колеса и другое. Таким образом, токарная обработка является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте и точности обрабатываемых поверхностей. Однако универсальность токарной обработки (универсальные методы, универсальное оборудование) способствует увеличению стоимости изготовления, т. к. многие операции требуют ручного труда высокой квалификации.
ЗАКЛЮЧЕНИЕ На токарных станках производится обработка наружных и внутренних цилиндрических, конических, фасонных поверхностей, торцевых плоскостей; нарезка резьбы внутренней и наружной резцами, метчиками и плашками; обрабатываются отверстия сверлами, зенкерами, развертками; накатывается рельеф и мелкомодульные зубчатые колеса и другое. Таким образом, токарная обработка является одним из самых универсальных видов обработки. Этим методом можно получать детали любой формы при любых требованиях к чистоте и точности обрабатываемых поверхностей. Однако универсальность токарной обработки (универсальные методы, универсальное оборудование) способствует увеличению стоимости изготовления, т. к. многие операции требуют ручного труда высокой квалификации.
 корпусные, опорные;") КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 1. На токарных станках обрабатываются детали типа А) корпусные, опорные; емкостные; Б) валы, зубчатые колеса, шкивы, втулки В) плоскостные; рычажные, грузовые, тяговые 2. Основными видами работ, выполняемых на токарных станках, являются А)выплавление заготовок, термическая обработка Б) вытачивание канавок; отрезание частей заготовки В) обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов;
КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 1. На токарных станках обрабатываются детали типа А) корпусные, опорные; емкостные; Б) валы, зубчатые колеса, шкивы, втулки В) плоскостные; рычажные, грузовые, тяговые 2. Основными видами работ, выполняемых на токарных станках, являются А)выплавление заготовок, термическая обработка Б) вытачивание канавок; отрезание частей заготовки В) обработка цилиндрических, конических, фасонных, торцовых поверхностей, уступов;
 режущие Б)режуще-деформирующие") КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 3. Инструменты, применяемые для выполнения токарных процессов А) режущие Б)режуще-деформирующие В)деформирующие 4. Для успешной работы необходимо, чтобы процесс резания протекал А)периодически и медленно Б) непрерывно и быстро В)периодически и быстро
КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 3. Инструменты, применяемые для выполнения токарных процессов А) режущие Б)режуще-деформирующие В)деформирующие 4. Для успешной работы необходимо, чтобы процесс резания протекал А)периодически и медленно Б) непрерывно и быстро В)периодически и быстро
 вращение заготовки Б) поступательное") КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 5. Основное движение процесса резания А) вращение заготовки Б) поступательное движение резца В) вращение резца 6. Выделяются следующие виды стружки при токарной обработке А) элементная стружка Б) ступенчатая стружка В) линейная стружка
КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 5. Основное движение процесса резания А) вращение заготовки Б) поступательное движение резца В) вращение резца 6. Выделяются следующие виды стружки при токарной обработке А) элементная стружка Б) ступенчатая стружка В) линейная стружка
 КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 7. Для чего на токарных станках применяют двух-, трех- и четырех-кулачковые патроны А) крепления заготовок Б) крепления режущего инструмента 8. Способ установки и закрепления заготовок на станке выбирают в зависимости от А) размеров, жесткости Б) требуемой точности обработки В)дальнейшего применения заготовки
КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 7. Для чего на токарных станках применяют двух-, трех- и четырех-кулачковые патроны А) крепления заготовок Б) крепления режущего инструмента 8. Способ установки и закрепления заготовок на станке выбирают в зависимости от А) размеров, жесткости Б) требуемой точности обработки В)дальнейшего применения заготовки
 токарных станков А) облегчает работу токаря") КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 9. Автоматизация загрузки (питания) токарных станков А) облегчает работу токаря Б) сокращает время на установку и закрепление деталей В)уменьшает стоимость получаемой заготовки 10. Применяемые загрузочные устройства зависят от А) геометрической формы заготовок Б) размеров заготовок В)материалов заготовок
КОНТРОЛЬНЫЕ ВОПРОСЫ ПО ТЕМЕ 9. Автоматизация загрузки (питания) токарных станков А) облегчает работу токаря Б) сокращает время на установку и закрепление деталей В)уменьшает стоимость получаемой заготовки 10. Применяемые загрузочные устройства зависят от А) геометрической формы заготовок Б) размеров заготовок В)материалов заготовок