лекция 2 курс.pptx
- Количество слайдов: 142



Точная модель – точный зубной протез. Современный технологии получения рабочих моделей для несъемных и съемных конструкций. Лекцию читает: доцент кафедры ортопедической стоматологии Жеребцов Владимир Вячеславович

План лекции: 1. Определения понятия «оттиск» , «модель» . 2. Технологические манипуляции с гипсом и классификация гипса. 3. Классификация моделей. 4. Технология создания неразборных гипсовых моделей челюстей. 5. Технология создания разборных гипсовых моделей челюстей без штифтов, с использованием полимерного цоколя модели. 6. Технология создания разборных гипсовых моделей челюстей с использованием штифтов и полимерного цоколя модели. 7. Технология создания разборных гипсовых моделей челюстей с использованием штифтов и гипсового цоколя модели. 8. Технология дублирования гипсовых моделей и получения огнеупорных моделей челюстей. 9. Оборудование, инструменты и материалы для создания моделей челюстей.

Оттиск – это негативное изображение рельефа протезного ложа и прилежащих к нему участков полости рта (протезного поля)

Модель – это позитивное изображение рельефа протезного ложа и протезного поля воспроизведенных по слепкам

Модель – это образец для изготовления какого либо изделия, точно воспроизводя щий форму последнего.

Модель челюсти это точная репродукция поверхности твердых и мягких тканей, расположенных на протезном ложе и его границах.

Термином «протезное ложе» объединяются органы и ткани, находящиеся в непосредственном контакте с протезом (Е. И. Гаврилов).

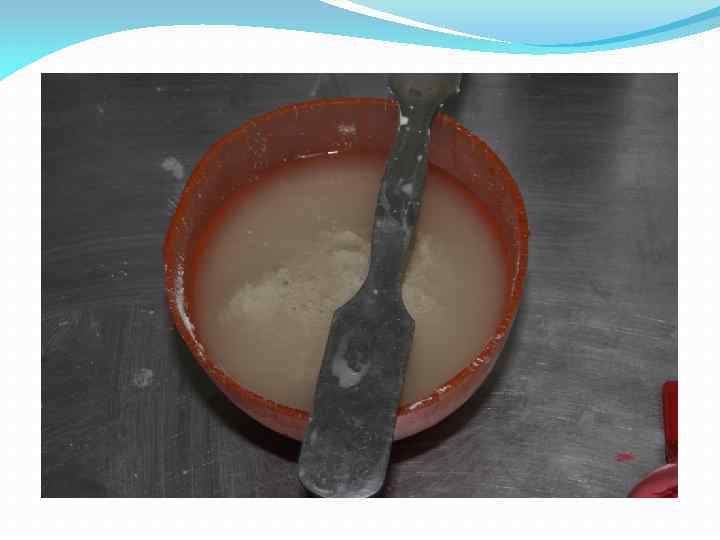
Правило 1. Стоматологические гипсы должны хранить ся в сухом месте. Емкости для хранения перед каждым новым заполнением должны очищаться. Правило 2. Используемые при работе с гипсами при боры и принадлежности должны быть чистыми, без ос татков использованного ранее гипса. Правило 3. Порция гипса должна быть не более, чем для двух трех слепков. Правило 4. Нельзя добавлять никаких средств в каче стве ускорителей застывания, в случае необходимости используйте быстротвердеющий гипс. Увеличение време ни замешивания на несколько секунд является лучшим способом ускорения застывания. Правило 5. Крайне важно для получения заданного рас ширения гипса соблюдать соотношение порошка и воды. Правило 6. Вода и порошок должны иметь температу ру 20(+1 1) градусов С. Правило 7. Порошок следует медленно засыпать в воду и давать ему погрузиться в воде. И только потом начинать мешать шпателем. Последующее машинное замешивание не должно превышать 30 секунд. При замешивании вруч ную это время составляет 1 минуту. Правило 8. Гипсовая смесь должна сразу же после за мешивания выливаться в форму. Время заливки нельзя уве личивать за счет вибрации и тем более добавлением воды! Правило 9. Гипс начинает твердеть, когда исчезает блеск с поверхности. Правило 10. Гипсовую модель можно вынимать из от тиска, когда температура модели понижается.

Подготовка Перед началом каждого нового замешивания гипса проверьте, чтобы принадлежности для замешивания были чистыми и сухими. Гипс любого вида должен замешиваться по возможности под вакуумом и при соблюдении соотношения замешивания порошка и воды. Следует сначала набрать воды, затем всыпать гипс. Вода для замешивания Стоматологический гипс обычно замешивается на хо рошо отстоявшейся водопроводной воде при температу ре 20(+1 1)°С. Засыпайте гипс равномерно, но быстро в течение приблизительно 10 секунд. По новым стандартам отсчет времени начинается с момента первого соприкосновения порошка и воды. Перед перемешиванием шпателем дайте гипсу погрузиться в воду приблизительно в течение 20 секунд. Слепочные гипсы (класс1) замешиваются вручную шпателем в течение ок. 30 секунд, а алебастровые гипсы (класс 2), твердые гипсы (класс 3) или супертвердые гипсы (класс 4) замешиваются в течение 60 секунд.

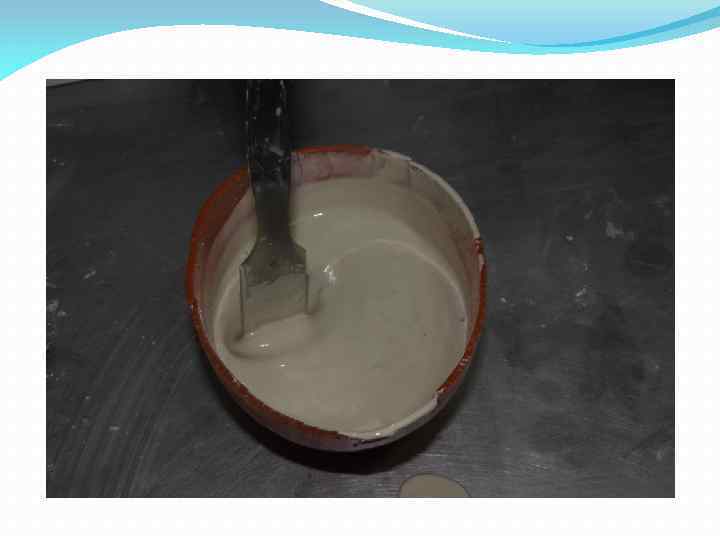
Замешивание в вакуумном приборе, как правило, хорошо воздействует на гипс. При машинном смешивании под вакуумом вам необходимо вдвое меньше времени для получения качественной смеси, чем при ручном замешивании, т. е. вручную — 60 сек. , в приборе — 30 сек. Заливка Готовая смесь должна сразу заливаться в формы. Вы не должны замешивать гипс более, чем на две три заливки, т. к. заливка также входит во время обработки матери ала. В конце этого времени начинается образование кристаллов, когда дальнейшая работа с гипсом бесполезна. Это следует также обязательно учитывать при использовании вибратора. Хотя заливка на вибраторе в основном позитивно сказывается на предотвращении пузырьков, прочности на давление и текучесть, вибрирование ни в коем случае не должно продолжаться при начале застывания. Время моделирования Как только исчезает блеск с поверхности гипса, мож но моделировать из гипса в течении приблизительно 60 секунд, а также обрезать. Начинающееся затем время за стывания различно в зависимости от сорта гипса. Мы даем время застывания для твердых гипсов (кл. З) приблизитель но 10 12 минут +/ 1, 5 мин.

Распаковка Обычно застывшая модель вынимается из слепка не ранее, чем через 30 минут после заливки. Альгинатные и гидроколлоидные слепки после очистки, дезинфекции и нейтрализации из за отсутствия постоянства объема должны отливаться из гипса. Т. к. они агрессивны по отноше нию к стоматологическому гипсу, распаковка должна про исходить через 30 минут. Расширение Каждый гипс расширяется в конце застывания. На степень расширения влияет состав гипса, а также температура окружающей среды или влажности воздуха. Если модель при комнатной температуре и более низкой влажности воздуха лежит дольше, расширение снижается приблизительно на 30%. Иногда необходимое смачивание модели повышает вновь незначительно расширение уже застывшего гипса.

По назначению: диагностические, которые подлежат изучению для уточнения диагноза, планирования конструкции будущего протеза; контрольные, которые по своей сути являются диагностическими, так как регистрируют состояние полости рта до, в процессе и после лечения. Их еще называют серийными моделями; рабочие, на которых изготавливают зубные протезы, аппараты; вспомогательные модели зубного ряда, противоположные протезируемой челюсти.
, создаваемые посредством использования одной порции однотипного материала по назначению")
По условиям получения: неразборные (монолитные), создаваемые посредством использования одной порции однотипного материала по назначению это могут быть как диагностические, так и рабочие модели разборные, создаваемые зубным техником в лаборатории из гипса III и IV покаления. По назначению это всегда рабочие модели челюстей; огнеупорные, создаваемые зубным техником из огнеупорных материалов после дублирования гипсовых моделей челюстей в специальной кювете. По назначению это всегда рабочие модели челюстей, предназначенные для литья сплавов металлов на них.

Способ получения неразборной гипсовой модели челюсти включает следующие манипуляции: Проводимую врачом оценку качества оттиска. Подготовку оттиска. Оттиск после промывки должен быть дезинфицирован. Для снятия внутренних напряжений поверхность оттиска обрабатывают специальной жидкостью для снятия поверхностного натяжения Подготовку гипса. Замешивание порошка гипса и воды (из расчета 100 r порошка на 22 - 24 мл воды) проводят одним из способов Ручным С использованием вакуумных смесителей Заполнение oттиска предполагает порционное внесение гипса с помощью шпателя (ручной вариант) или непосредственно, но наиболее оправданным вариантом является использование специальных устройств - вибростоликов

Оформление цоколя гипсовой модели проводят следующими способами: с помощью шпателя с использованием стандартной резиновой пустотелой формы (колоты) для цоколя, в которую, после ее заливки гипсом, помещают заполненный гипсом оттиск с использованием элементов артикуляционных цоколей, входящих в комплект большинства современных артикуляторов.

Удаление оттискной ложки и оттискного материала с модели челюсти проводят после кристаллизации гипса Механическую обработку цоколя гипсовой модели челюсти (с помощью режущих инструментов (гипсовый нож) и специальных приборов (обрезной станок), направленную на придание ему равномерной толщины и параллельности боковых граней за счет удаления излишков гипса.

























Три основных способа создания разборных гипсовых моделей челюстей: без штифтов, с использованием полимерного цоколя модели; с использованием штифтов и гипсового цоколя модели.

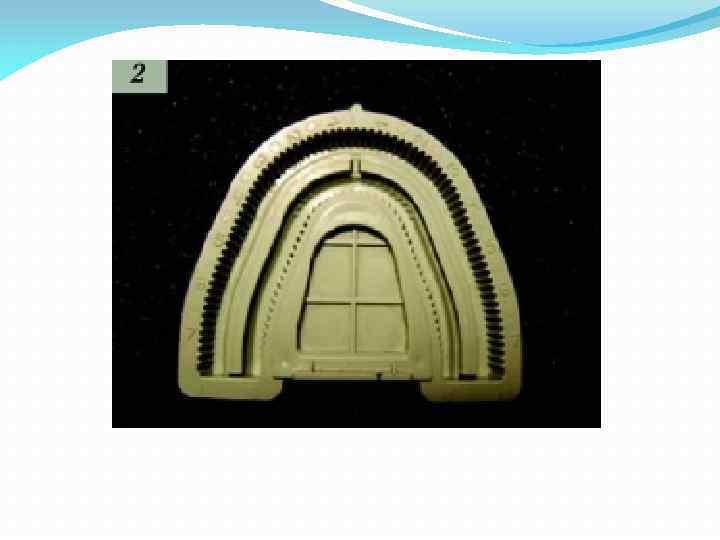
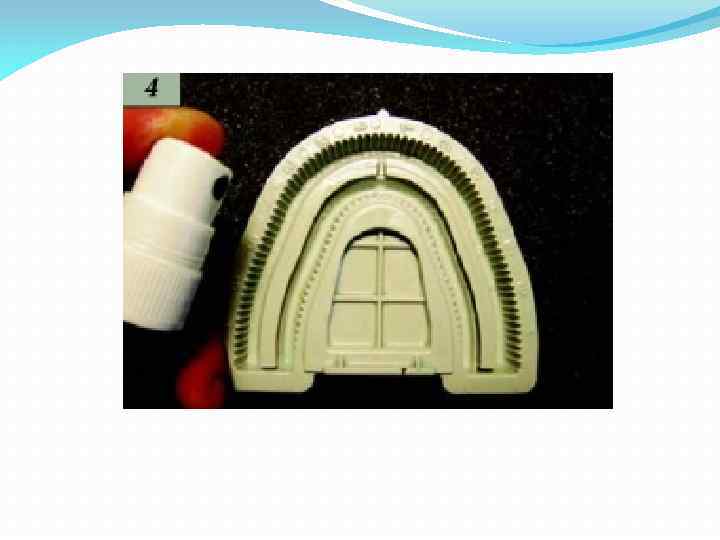
Способ получения разборных гипсовых моделей челюстей без штифтов, с использованием полимерного цоколя (системы Модель трэй; Ню Лоджик Трэй модель; Дай Лок) Набор приспособлений для данного способа включает в себя: частичные и полные полимерные цоколи (Е Z трэй цоколи) многоразового использования; одноразовые пластмассовые ретенционные направляющие для извлечения модели из полимерного цоколя; приспособление, представляющее собой небольшой пресс для извлечения моделей зубных рядов из полимерного цоколя.
 подготовки оттиска")
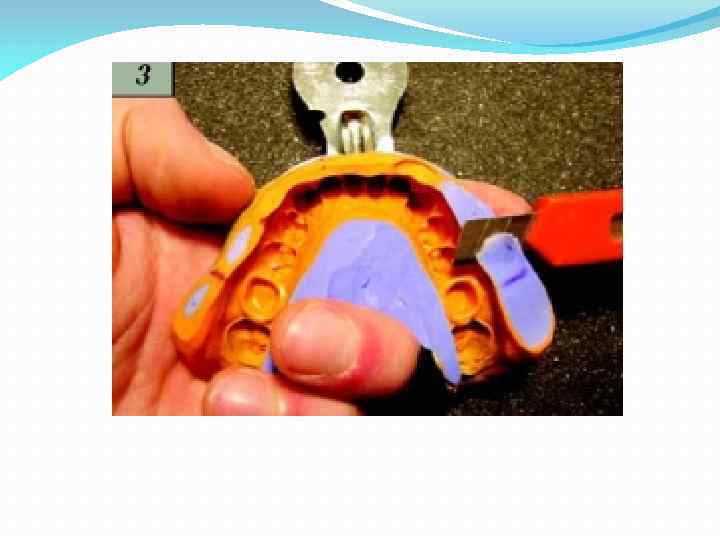
Создание разборных моделей по этому способу состоит из следующих основных этапов: 1) подготовки оттиска (края оттиска подрезаются так, чтобы он плотно прилегал к основанию полимерного цоколя); 2) подготовки полимерного цоколя с ретенционными направляющими 3) получения модели: супергипсом последовательно заполняют оттиск и цоколь на вибростоле, после чего оттиск устанавливают в цоколь; 4) отделения оттиска от модели, которое проводят после кристаллизации гипса; 5) извлечения модели из цоколя при помощи специального пресса (при этом ретенционные направляющие свободно выходят из цоколя); б) удаления излишков гипса твердосплавной фрезой и распиливания модели на фрагменты с помощью лобзика или с использованием алмазного диска; 7) установку фрагментов модели после обработки на свое место для дальнейшего моделирования каркасов цельнолитых мостовидных протезов.

Достоинствами получения разборных моделей по этой методике являются: ° отсутствие необходимости использовать дополнительные устройства для получения моделей; ° наличие универсальных цоколей, которые используются как для верхней, так и для нижней челюстей. При этом пластиковое основание защищает модель от линейного расширения, возникающего при распиливании гипса; ° отсутствие необходимости отмечать будущее место распила модели; ° распиливание модели зубного ряда позволяет каждому фрагменту модели занять свое место без усилий, так как нумерация на внутренней поверхности цоколя служит ориентиром для быстрого установления фрагмента на свое место; ° затраты рабочего времени на получение модели не превышают 10 мин (без учета времени затвердевания гипса); ° использование минимального количества супергипса.

К недостаткам данного способа следует отнести недолговечность многоразовых цоколей при фиксации пластмассовых ретенционных направляющих. Кроме того, процесс распиливания модели достаточно трудоемкий: при использовании алмазного диска происходит перегрев (плавление) пластмассовых ретенционных направляющих; при использовании лобзика очень сложно сделать ровный распил из за наличия двух разных по структуре материалов (гипса и полимера)



Система K'volution Средняя перегородка, делящая модель сразу на две части, позволяет уменьшить влияние расширения гипса на изменение формы зубного ряда уже во время затвердевания

Не распилив зубной ряд на мелкие сегменты, их не возможно вставить на место. Причиной всё тоже расширение гипса, однако, как и в первой системе, после сепарации каждый маленький сегмент идеально точно встаёт на своё место которое в точности соответствует положению в слепке.

Штампики и сегменты модели легко достаются из основания лёгким нажатием, снизу. Образующиеся во время изготовления модели опорные канты являются отличным индикатором правильной посадки штампиков и сегментов зубного ряда. Благодаря специальной геометрии ретенционных зубчиков все сегменты, без каких либо дополнительных фиксаторов надёжно удерживаются в основании.

Способ получения разборных гипсовых моделей челюстей с использованием штифтов и полимерного цоколя расходные наборы: разметочных и основных цокольных пластинок; основных и разметочных штифтов; самоклеющейся защитной пленки; подставок (трегеров) для фиксации оттиска; пластинок для фиксации оттиска специальной массой «Силификс» ; ручных фрез для удаления излишков защитной пленки;

Последовательность получения разборной модели состоит в следующем: подготовке оттиска (края оттиска подрезаются для создания равномерного прилегания к разметочной пластинке); установке и центрировании прозрачной разметочной пластинки укреплении оттиска специальным материалом на подставке подготовке цокольной рабочей пластинки: установке рабочих штифтов погружении рабочей пластинки со штифтами в супергипс, которым заполнен оттиск извлечении из оттиска рабочей пластинки с моделью после затвердевания гипса отделении от цоколя модели фрагмента зубного ряда.

Итак коротко о преимуществах системы изготовления моделей Kiefer Plus: Полностью компенсируется расширение гипса — Ваша мастермодель является точным отображением ситуации в полости рта. Многоразовые базисные платы — долговечность базисных плат позволяет значительно сократить расходы на изготовление модели. Отсутствует сверление — отсутствуют затраты на приобретение сверлильного устройства и часто ломающихся специальных свёрл. Отсутствие изолирующих материалов — всегда идеальная посадка штампиков и сегментов зубного ряда на основании. Отсутствие вклеивания штифтов — позволяет использовать рабочие штифты несколько раз, что снижает себестоимость модели. Отсутствие цокольного гипса — идеально точная модель, не изменяющаяся с течением времени. Только 70 гр. супер-гипса на одну модель — значительная экономия супергипса. Время на изготовление одной модели около 5 мин. — вы экономите самое главное — своё рабочее время.

Вначале подрезаем, слепок и отмечаем, среднюю линию.


Затем закрепляем слепок на специальной подставке при помощи пластелиноподобного материала Silifix и ориентируем его под разметочной платой.

Обкладываем, слепок Silifix-ом блокируем, все ненужные полости и отмечаем, линии распила. Устанавливаем, обратно разметочную плату и между намеченными линиями распила при помощи разметочных штифтов находим, места, где будут установлены рабочие штифты. .

Каждый сегмент, или штампик нуждается как минимум в двух штифтиках, если сегмент большой то следует поставить три штифта.

Затем на рабочую плату наклеиваем самоклеющуюся плёночку и прокалываем её разметочными штифтами.

Таким, образом, , мы. перенесли запланированное расположение штифтов на рабочую плату. Остаётся только при помощи ручной фрезы открыть отверстия и установить рабочие штифты. .
 положить гипс на плату вокруг штифтов,")
Теперь заливаем гипсом слепок (только 70 гр. гипса) положить гипс на плату вокруг штифтов, и аккуратно перевернув, положить её на слепок. После кристаллизации гипса Ваша модель готова! Все эти этапы, по времени занимают, около 5 минут. !
 воду! Во-первых, этим")
После заливки гипса, подставку со слепком погружаем в тёплую (около 36°C) воду! Во-первых, этим мы возвращаем слепок в туже температурную среду, в которой он был в полости рта! Металлическая слепочная ложка охлаждает слепок, при нормальной комнатной температуре 20°C, до 18°C. А это практически 100% разница по сравнению с температурой в полости рта (36°C) в которой находился слепочный материал во время снятия слепка. Таким образом, мы практически исключаем возможные температурные изменения слепка. Во вторых если гипс кристаллизуется во влажной или в водной среде это значительно улучшает его качество, поверхность становиться глаже, а края более стабильными. И третье, в тёплой водяной бане Silifix снова становиться мягким и из него легко достаётся модель и слепок.
 снимаем сначала ложку, а затем")
Когда гипс полностью затвердел (примерно 30 -40 мин. ) снимаем сначала ложку, а затем слепок. При работе в такой последовательности вы не поломаете даже самые тонкие участки модели.

Лёгким постукиванием молоточка по краям и задней части платы, держась за зубной ряд, снимаем, его. Идеально гладкая поверхность внутренней части зубного ряда, обращённая к модельному основанию является гарантией точной посадки всех сегментов модели.

Распиливать модель удобнее всего алмазным, диском, снизу. Это самый быстрый и надёжный способ. Вы. ни когда не повредите границы штампиков.

Результат. — идеально точная разборная мастермодель.

Платы Kiefer Plus легко артикулируются в любую известную систему артикуляторов или акклюдаторов при помощи артикуляционных плат.


Система моделей Kiefer Plus это не только высокоточные разборные модели для изготовления коронок и мостов, но и более сложные разборные модели для одномоментного ( на одной модели) изготовления комбинированных протезов. На такой модели Вы имеете возможность изготовить как первичные (не съёмные) части комбинированной конструкции, так и вторичный бюгельный протез. Вам не потребуется изготовление фрезерной модели, так как специальные рабочие штифты с гаечками рис. будут надёжно удерживать штампики на плате во время фрезерования.

Кроме того, используя специальную кювету для дублирования Superdub Вы имеете возможность сравнительно недорогим способом, обжигая керамику на огнеупорных штампиках, идеально точно встающих в вашу мастер модель, делать цельно керамические реставрации такие как вкладки, виниры одиночные коронки.

И, пожалуй последнее, что касается системы Kiefer Plus это рациональное хранение моделей практически не занимающее места. Достаточно снять самоклеющуюся плёночку с рабочей платы и положить её вместе со штампиками и сегментами зубного ряда в полиэтиленовый пакетик.

Достоинствами в получении разборных моделей по этому способу являются: ° в этом способе также, как и в предыдущем, не используются аппараты для сверления отверстий и обрезки цоколя модели, нет повторного контакта гипса с водой, экономится супергипс; ° точность и быстрота создания моделей (затраты времени не превышают 10 мин); ° многоразовое использование рабочих пластинок; ° отсутствие необходимости использования дополнительного оборудования; ° небольшой ассортимент расходных (самоклеющаяся пленка и штифты). материалов

К недостаткам способа следует отнести необходимость предварительной разметки оттиска и наличие различных пластинок для верхней и нижней челюстей.

Способ получения разборных гипсовых моделей челюстей с использованием штифтов и гипсового цоколя с использованием системы Пиндекс. Создание разборных моделей этим способом предполагает достаточно большой расход гипса, что может привести к его неконтролируемому линейному расширению. Кроме того, требуется использование дополнительного оборудования и материалов: прибора для обрезки моделей челюстей; прибора для сверления отверстий клея для фиксации штифтов; изолирующих средств.
 окантовки оттиска")
Последовательность создания разборной модели челюсти данным способом состоит из следующих этапов: 1) окантовки оттиска специальной силиконовой массой для выравнивания высоты его краев; 2) заполнения отпечатков зубного ряда в оттиске супергипсом. После затвердевания гипса модель зубного ряда извлекается из оттиска, излишки гипса удаляются с внешней и внутренней стороны с помощью фрезы; 3) выравнивания рельефа поверхности модели зубного ряда, которая будет обращена к цоколю; 4) создания отверстий в модели зубного ряда с помощью перфоратора, куда с помощью держателя вводятся и фиксируются клеем двойные штифты с металлической втулкой; 5) нанесения изолирующих средств и установки металлических втулок, которые будут располагаться в будущем цоколе модели, после высыхания клея на поверхности фрагмента модели (зубной ряд); 6) получения цоколя разборной гипсовой модели челюсти. Для этого применяют стандартную резиновую форму для цоколя модели, в которую порциями вносят супергипс. При заполнении цокольной резиновой формы модели на область втулок наносится порция супергипса для предотвращения образования пор, после чего модель зубного ряда помещается в резиновую форму (колоту); 7) извлечения модели (после кристаллизации гипса) из резиновой формы, удаления излишков гипса и шлифования цоколя на специальном обрезном приборе; 8) отделения зубного ряда от цоколя и распиливания его на фрагменты, которые после обработки устанавливаются обратно на свои гнезда в цоколе.

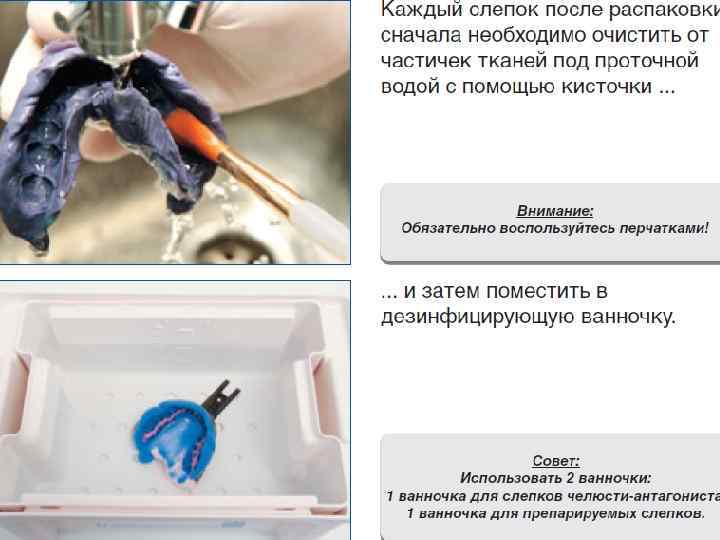
Каждый слепок после распаковки сначала необходимо очистить от частичек тканей под проточной водой с помощью кисточки и затем поместить в дезинфицирующую ванночку.

В нижней челюсти подъязычные крылышки и вестибюлярные участки обрезать острым скальпелем. В верхней челюсти также обрезать вестибюлярные участки и нёбо.

В зависимости от полученного слепка и использованного для него материала слепки необходимо предварительно соответствующим образом обработать. Силиконовые слепки перед заливкой обрабатываются спреем для снятия напряжения для силикона. Полиэфирные слепки (Impregum™, Permadyne™) следует слегка промыть под проточной водой (гипс прочно „сцепляется“ с сухим полиэфиром, что приводит к образованию неровной поверхности гипса).

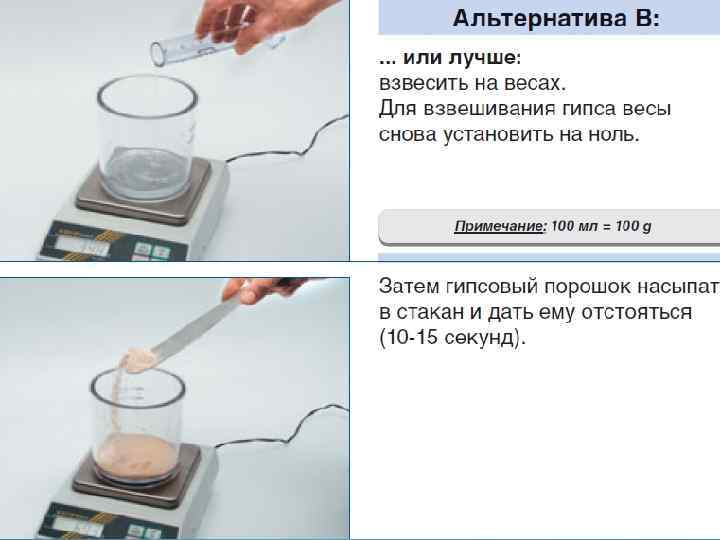
Отмерить с помощью мерного стакана точное количество дистиллированной воды согласно указаниям производителя. . . или лучше: взвесить на весах. Для взвешивания гипса весы снова установить на ноль.
. Сначала")
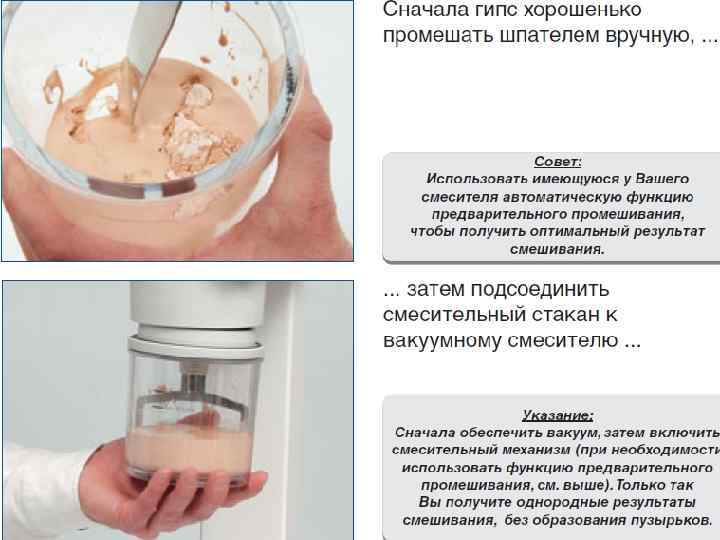
Затем гипсовый порошок насыпать в стакан и дать ему отстояться (10 15 секунд). Сначала гипс хорошенько промешать шпателем вручную, . . .

. . . затем подсоединить смесительный стакан к вакуумному смесителю. . . и смешивать гипс около 60 секунд при 350 оборотах в минуту

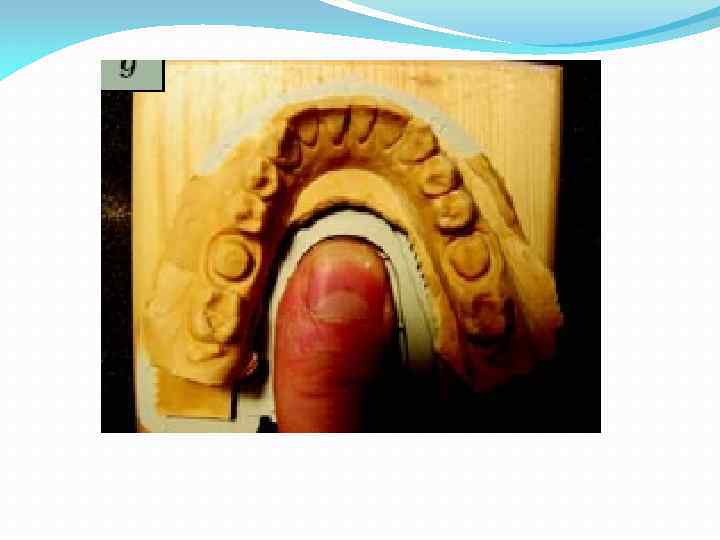
Слепок зафиксировать на краю вибростолика, осторожно залить зубы гипсом при самой минимальной настройке вибростолика с помощью зонда чуть выше границы препарирования. Только после этого слепок равномерно заполнить гипсом с помощью шпателя с одной стороны.

После того как гипс достиг кремообразной консистенции, зубной ряд доделать без вибростолика. В результате Вы получите стабильную и достаточного размера модель зубного ряда. Для получения ровной поверхности базиса на гипс накладывается адапта.

Ложку нижней челюсти после отвердения сначала слегка приподнять с щечной стороны с помощью ножа для гипса. Затем оттискную ложку равномерно высвободить со всех сторон. . .

. . . и только после этого снять с фронтальной области модели. Совет: Чтобы при снятии индивидуальной ложки не повредить зубы, ее можно осторожно надрезать с помощью отрезного диска.

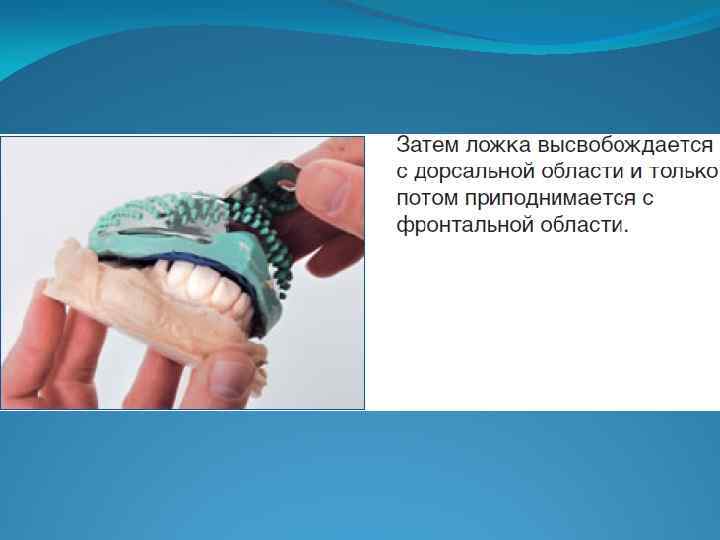
Слепок верхней челюсти высвобождается с помощью ножа для гипса сначала в области премоляров. Затем ложка высвобождается с дорсальной области и только потом приподнимается с фронтальной области.

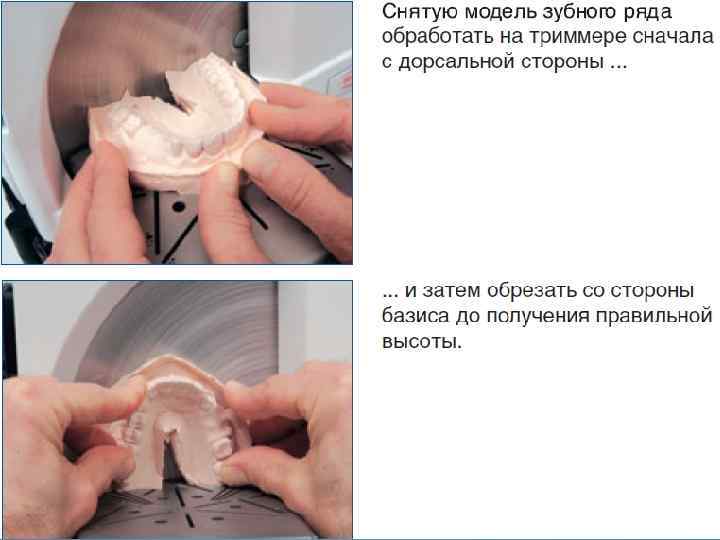
Снятую модель зубного ряда обработать на триммере сначала с дорсальной стороны. . . и затем обрезать со стороны базиса до получения правильной высоты.

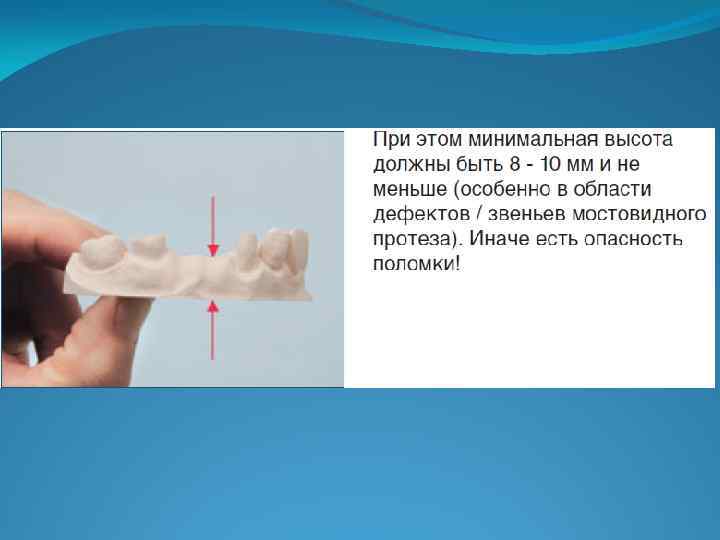
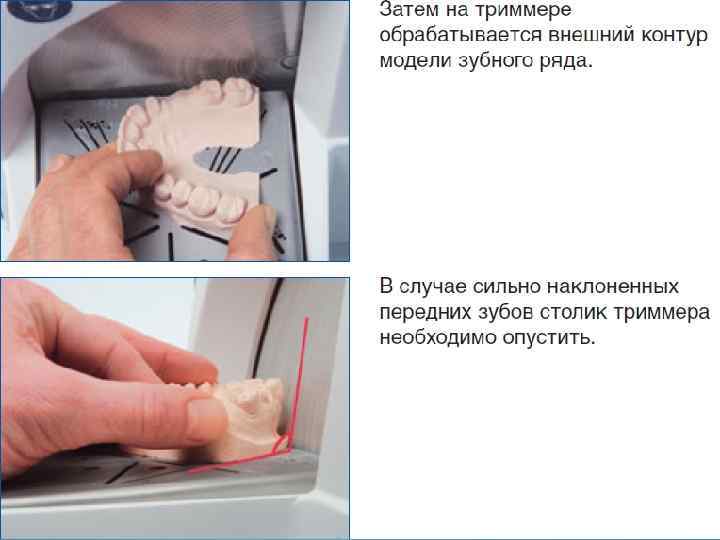
При этом минимальная высота должны быть 8 10 мм и не меньше (особенно в области дефектов / звеньев мостовидного протеза). Иначе есть опасность поломки! Затем на триммере обрабатывается внешний контур модели зубного ряда.

В случае сильно наклоненных передних зубов столик триммера необходимо опустить. Плоскость окклюзии должна быть параллельна плоскости стола.

Теперь модель зубного ряда пришлифовать с помощью фрезы или бумажного валика с лингвальной или соответственно с палатинальной стороны при низком числе оборотов, придерживаясь конической формы. Зубной ряд можно ошлифовать на триммере для обработки моделей зубных рядов.

Обозначить запланированные разрезы сегментов модели. Разрезы должны быть параллельными, чтобы обеспечить легкое снятие частей моделей.

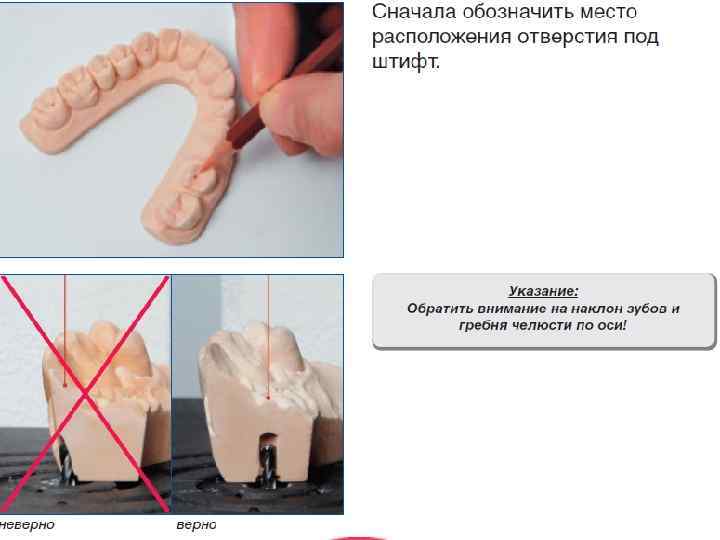
Модель разместить на рабочей поверхности прибора для сверления отверстий под штифты и лазерный пойнтер направить на отмеченные отверстия под штифты. Результат: Как для штифтов с одной головкой, как например, у Bi-Pin, . . .

. . . так и для одиночных штифтов, как Smart-Pin, просверлить отверстия, которые проходят точно под прямым углом к базису. Штифты обработать секундным клеем, самым тонким слоем (для особенно точной работы стоит использовать держатель для штифтов). . .

. . . и плотно приклеить в зубном ряду. После отвердения клея на штифты для их защиты и более легкого обнаружения надеть резиновые колпачки.
, ç резиновых манжет")
Система изготовления модели Pin-Cast состоит из å формирователей цоколя (двух размеров), ç резиновых манжет (три высоты), é магнитов для цокольных пластин и è ретенционных дисков для артикуляторных пластин. Выбрать подходящий формирователь цоколя и установить магнит на формирователь цоколя.

Выбрать резиновую манжету зависимости от длины штифтов и закрепить на формирователе цоколя. Гипс для цоколей смешать в вакуумном смесителе в соответствии с указаниями производителя относительно смешивания.
 и после краткого")
Тем временем обработать зубной ряд изолирующим средством Isofix (гипс от гипса) и после краткого времени воздействия промыть. Штифты предварительно залить на вибростолике с помощью шпателя или кисточки.

Затем на вибростолике плавно залить гипс для цоколя до края манжеты. Установить под углом зубной ряд на вибростолик, при минимальной настройке вибростолика, . . .

. . . и медленно опустить на формирователь цоколя. После отвердения гипса удалить формирователь цоколя из резиновой манжеты.

Сначала слегка обработать на триммере нижнюю часть Splitcast. Затем обработать на триммере внешний контур модели.

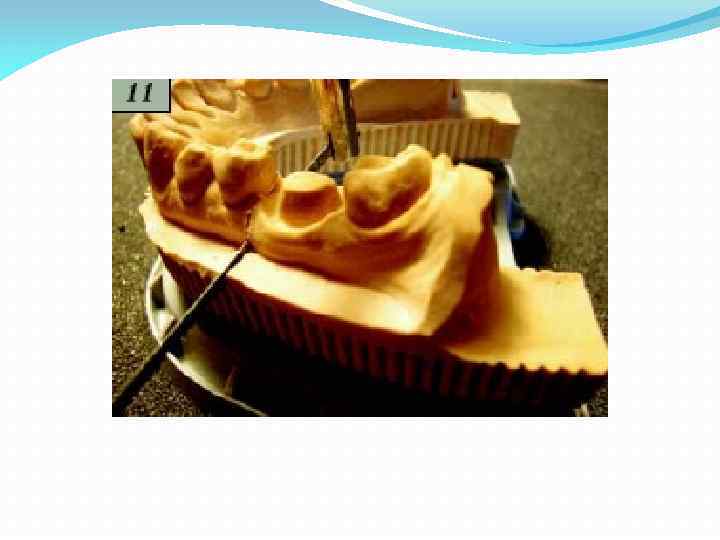
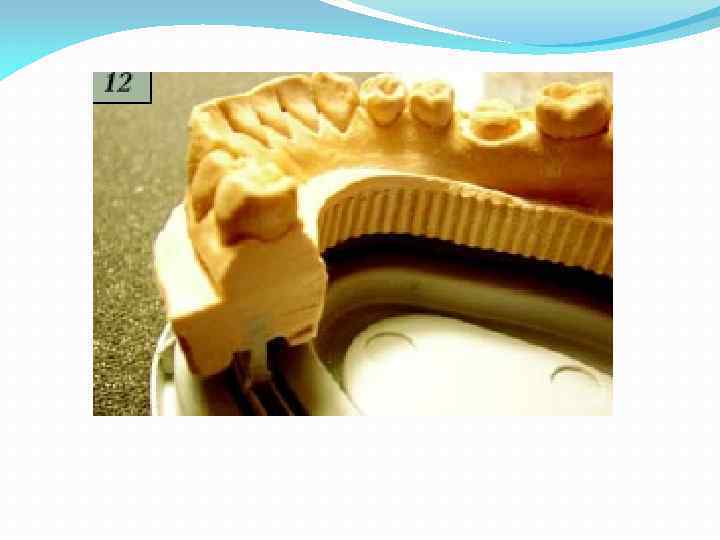
Первый распил выполняется лобзиком возле зубов, находящихся рядом с областью препарирования. Затем зубной ряд установить обратно на цоколь и выполнить разрез вдоль маркировки.

С помощью Plastercut штампики распилить со стороны базиса примерно 10. 000 оборотах в минуту. . . почти до границы препарирования, . . .

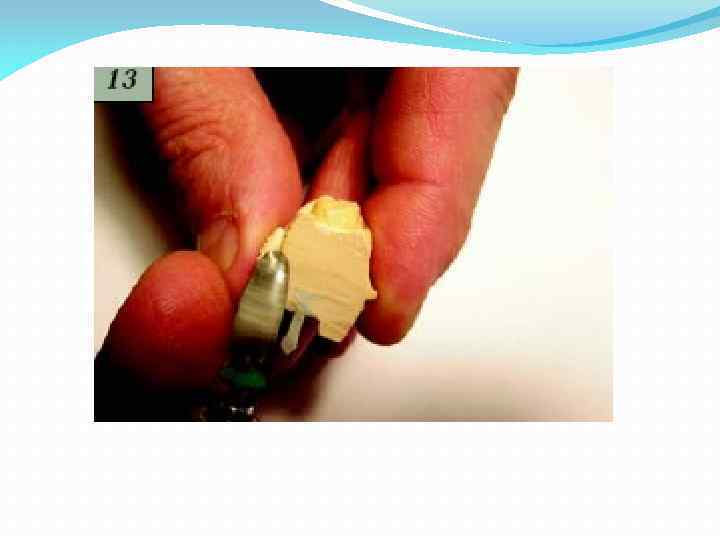
Теперь проверьте, легко ли снимаются с цоколя отдельные сегменты, они не должны мешать при этом другу. Результат: Разборная и готовая отлакированная рабочая модель.

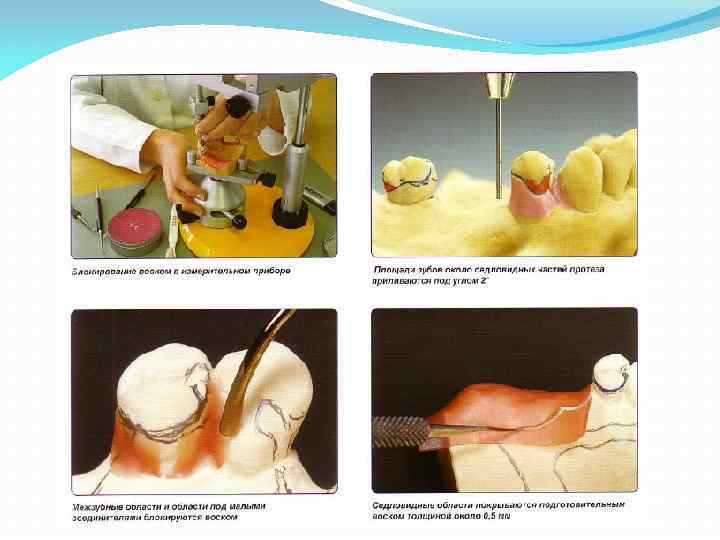
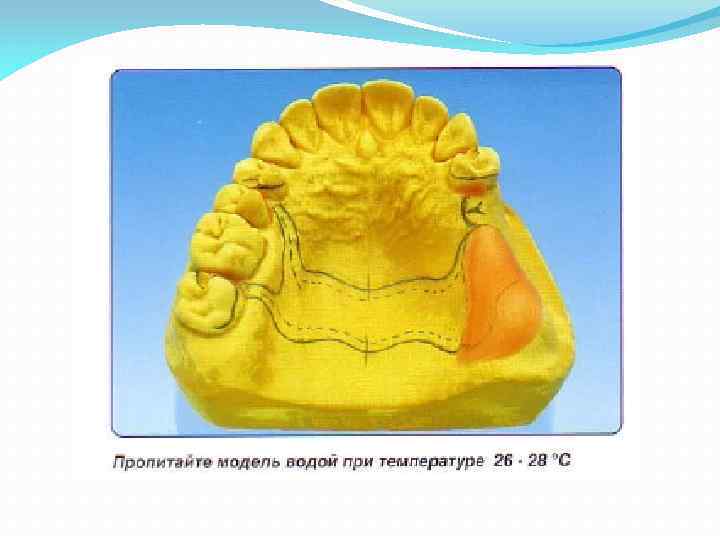
Подготовка модели к дублированию подготовительные этапы: ° высоту цоколя гипсовой модели челюсти с помощью режущего инструмента доводят до 1, 5 см, при этом боковая поверхность цоколя должна быть перпендикулярна его основанию. ° блокирование специальным розовым воском: а) десневого края и самых глубоких отделов поднутрений зубов, с созданием на опорных зубах ступеней под плечом кламмера б) тканевых поднутрений на альвеолярных гребнях ° контуры каркаса дугового (бюгельного) протеза покрываются бюгельным воском толщиной от 0, 3 до 1, 0 мм; ° если дублирование гипсовой модели челюсти планируется проводить при помощи дублирующего геля, то такая модель челюсти в течение 15 20 мин выдерживается в воде при температуре 38 'С, после чего ее просушивают салфетками.

Фиксация подготовленной модели челюсти в кювете для дублирования


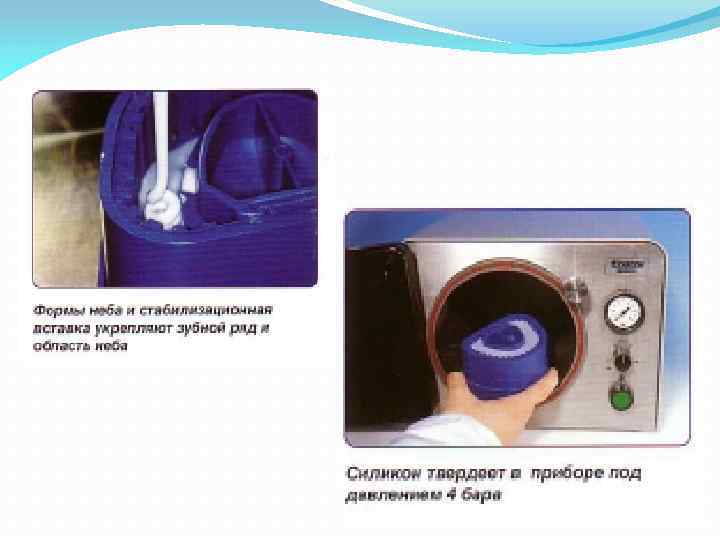
Подготовка дублирующей массы, которая зависит от используемого материала


Процесс дублирования гипсовой модели челюсти

Извлечение гипсовой модели челюсти из дублирующего материала проводят после отделения от кюветы его основания. При использовании термопластических гидроколлоидных масс


Получение огнеупорной модели челюсти зависит от выбора материала для ее создания и состава дублирующей массы: при использовании термопластигеских гидроколлоидных масс на основе агар arapa рекомендуется получать огнеупорную модель из материалов с минимальным временем схватывания, чтобы вода из дублирующей массы не успела вступить в реакцию с огнеупорным материалом; при использовании силиконовых дублирующих масс для получения огнеупорной модели применяют материалы на основе фосфатной связки, кварцевая составляющая которых достигает 70%.
 замешивание компонентов")
Последовательность основных манипуляций при получении огнеупорной модели челюсти состоит в следующем: 1) замешивание компонентов огнеупорной массы вначале шпателем вручную до образования однородно влажной массы (эта операция занимает около 15 с), а затем в смесителе в условиях вакуума в течение 60 с;
 заполнение формы в дублирующей кювете проводится при температуре 20 'С в течение 2,")
2) заполнение формы в дублирующей кювете проводится при температуре 20 'С в течение 2, 5 3 мин.
 извлечение огнеупорной модели челюсти из дублирующей массы начинается сжатым воздухом, а заканчивается вручную")
3) извлечение огнеупорной модели челюсти из дублирующей массы начинается сжатым воздухом, а заканчивается вручную и инструментально
 просушивание огнеупорных моделей.")
4) просушивание огнеупорных моделей.


лекция 2 курс.pptx