

орг пред.pptx
- Количество слайдов: 8
 ТИПЫ, ФОРМЫ И МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА Камаров Азим экономика 3 -курс
ТИПЫ, ФОРМЫ И МЕТОДЫ ОРГАНИЗАЦИИ ПРОИЗВОДСТВА Камаров Азим экономика 3 -курс
 Тип производства определяется комплексной характеристикой технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций Кз. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
Тип производства определяется комплексной характеристикой технических, организационных и экономических особенностей производства, обусловленных широтой номенклатуры, регулярностью, стабильностью и объемом выпуска продукции. Основным показателем, характеризующим тип производства, является коэффициент закрепления операций Кз. Коэффициент закрепления операций для группы рабочих мест определяется как отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест:
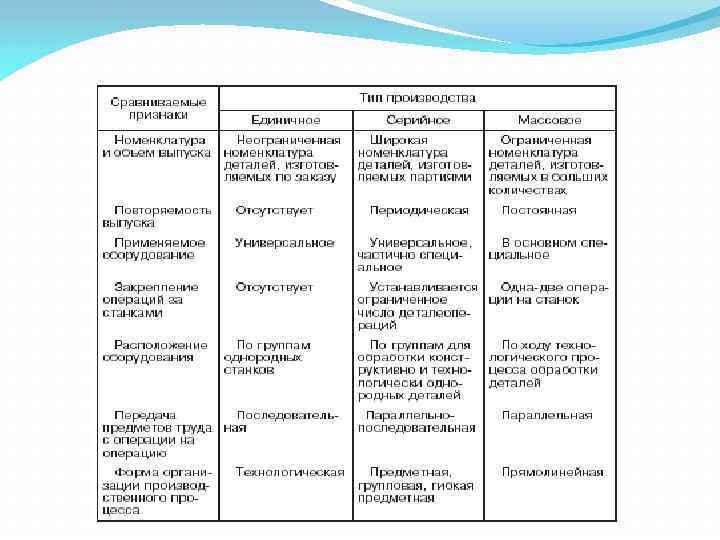
 Различают три типа производства: единичное, серийное, массовое. Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства обычно выше 40. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно), для среднесерийного производства - от 11 до 20 (включительно), для крупносерийного производства - от 1 до 10 (включительно). Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
Различают три типа производства: единичное, серийное, массовое. Единичное производство характеризуется малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматриваются. Коэффициент закрепления операций для единичного производства обычно выше 40. Серийное производство характеризуется изготовлением или ремонтом изделий периодически повторяющимися партиями. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. Для мелкосерийного производства коэффициент закрепления операций от 21 до 40 (включительно), для среднесерийного производства - от 11 до 20 (включительно), для крупносерийного производства - от 1 до 10 (включительно). Массовое производство характеризуется большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Коэффициент закрепления операций для массового производства принимается равным 1.
 Методы организации производства представляют собой совокупность способов, приемов и правил рационального сочетания основных элементов производственного процесса в пространстве и во времени на стадиях функционирования, проектирования и совершенствования организации производства. Метод организации индивидуального производства используется в условиях единичного выпуска продукции или ее производства малыми сериями и предполагает: отсутствие специализации на рабочих местах; применение широкоуниверсального оборудования, расположение его группами по функциональному назначению; последовательное перемещение деталей с операции на операцию партиями. Условия обслуживания рабочих мест отличаются тем, что рабочие почти постоянно пользуются одним набором инструментов и небольшим количеством универсальных приспособлений, требуется лишь периодическая замена затупившегося или изношенного инструмента. В противоположность этому подвозка деталей к рабочим местам и оправка деталей при выдаче новой и приемке законченной работы происходят несколько раз в течение смены. Поэтому возникает необходимость в гибкой организации транспортного обслуживания рабочих мест.
Методы организации производства представляют собой совокупность способов, приемов и правил рационального сочетания основных элементов производственного процесса в пространстве и во времени на стадиях функционирования, проектирования и совершенствования организации производства. Метод организации индивидуального производства используется в условиях единичного выпуска продукции или ее производства малыми сериями и предполагает: отсутствие специализации на рабочих местах; применение широкоуниверсального оборудования, расположение его группами по функциональному назначению; последовательное перемещение деталей с операции на операцию партиями. Условия обслуживания рабочих мест отличаются тем, что рабочие почти постоянно пользуются одним набором инструментов и небольшим количеством универсальных приспособлений, требуется лишь периодическая замена затупившегося или изношенного инструмента. В противоположность этому подвозка деталей к рабочим местам и оправка деталей при выдаче новой и приемке законченной работы происходят несколько раз в течение смены. Поэтому возникает необходимость в гибкой организации транспортного обслуживания рабочих мест.
 Метод организации синхронизированного производства. Основные принципы организации синхронизированного производства разработаны в 60 -е годы в японской компания "Toyota". Метод синхронизированного производства интегрирует ряд традиционных функций организации производственных процессов: оперативного планирования, контроля складских запасов, управления качеством продукции. Суть метода в отказе от производства продукции крупными партиями и создании непрерывно-поточного многопредметного производства, в котором на всех стадиях производственного цикла требуемый узел или деталь поставляется к месту последующей операции точно в необходимое время. Поставленная цель реализуется путем создания групповых, многопредметных поточных линий и использования принципа вытягивания в управлении ходом производства. Основными правилами организации производственного процесса в этом случае являются: изготовление продукции мелкими партиями; формирование серий деталей и применение групповой технологии в целях сокращения времени наладки оборудования; преобразование кладовых материалов и полуфабрикатов в буферные склады; переход от цеховой структуры производства к предметноспециализированным подразделениям; передача функций управления непосредственно исполнителям.
Метод организации синхронизированного производства. Основные принципы организации синхронизированного производства разработаны в 60 -е годы в японской компания "Toyota". Метод синхронизированного производства интегрирует ряд традиционных функций организации производственных процессов: оперативного планирования, контроля складских запасов, управления качеством продукции. Суть метода в отказе от производства продукции крупными партиями и создании непрерывно-поточного многопредметного производства, в котором на всех стадиях производственного цикла требуемый узел или деталь поставляется к месту последующей операции точно в необходимое время. Поставленная цель реализуется путем создания групповых, многопредметных поточных линий и использования принципа вытягивания в управлении ходом производства. Основными правилами организации производственного процесса в этом случае являются: изготовление продукции мелкими партиями; формирование серий деталей и применение групповой технологии в целях сокращения времени наладки оборудования; преобразование кладовых материалов и полуфабрикатов в буферные склады; переход от цеховой структуры производства к предметноспециализированным подразделениям; передача функций управления непосредственно исполнителям.
 Ежедневно рабочий-станочник совершает ряд операций по проверке своего оборудования. Началу рабочего дня предшествуют смазка, отладка станка, закрепление и заточка инструментов. Поддержание порядка на рабочем месте рассматривается как обязательное условие качественной работы. В отечественном машиностроении реализация принципов, положенных в основу метода синхронизированного производства, возможна несколькими этапами. Первый этап. Создание условий, позволяющих обеспечить бесперебойное снабжение производства необходимыми материалами. Второй этап. Организация запуска деталей в производство партиями, размер которых определяется потребностями сборки, исходя из трех- или пятидневного выпуска изделий. Третий этап. Организация работы по принципу: "За качество отвечают рабочий, бригада, цех. Личное клеймо - каждому рабочему". Четвертый этап. Введение порядка, при котором рабочий занят выполнением своей основной работы при условии, что в ней есть необходимость. В противном случае его надо использовать там, где имеется дефицит рабочей силы.
Ежедневно рабочий-станочник совершает ряд операций по проверке своего оборудования. Началу рабочего дня предшествуют смазка, отладка станка, закрепление и заточка инструментов. Поддержание порядка на рабочем месте рассматривается как обязательное условие качественной работы. В отечественном машиностроении реализация принципов, положенных в основу метода синхронизированного производства, возможна несколькими этапами. Первый этап. Создание условий, позволяющих обеспечить бесперебойное снабжение производства необходимыми материалами. Второй этап. Организация запуска деталей в производство партиями, размер которых определяется потребностями сборки, исходя из трех- или пятидневного выпуска изделий. Третий этап. Организация работы по принципу: "За качество отвечают рабочий, бригада, цех. Личное клеймо - каждому рабочему". Четвертый этап. Введение порядка, при котором рабочий занят выполнением своей основной работы при условии, что в ней есть необходимость. В противном случае его надо использовать там, где имеется дефицит рабочей силы.
 Сноски Групповой метод изготовления деталей разработан дром техн. наук С. П. Митрофановым. Основные результаты его работы отражены в трудах "Научная организация машиностроительного производства" (М. , 1976) и "Групповая технология" (М. , 1986).
Сноски Групповой метод изготовления деталей разработан дром техн. наук С. П. Митрофановым. Основные результаты его работы отражены в трудах "Научная организация машиностроительного производства" (М. , 1976) и "Групповая технология" (М. , 1986).