

379236418f14d71b36c883749619b607.ppt
- Количество слайдов: 73
 The case study presented on the one day symposium on "PREVENTION OF INDUSTRIAL / CHEMICAL DISASTERS PRESENT DAY CHALLENGES, EMERGING TRENDS AND STRATEGIES” Date : 4 th December, 2009 Place : Bangaluru, Organized by : Department of Factories and Boilers, Govt. of Karnataka. CASE STUDIES OF MAJOR CHEMICAL DISASTERS –SCENARIO by Dr. S. MARUTHAPPA, Ph D, FIFire. E (UK), VICE PRESIDENT Safety Engineers Association of (India) PRESIDENT; Institution of Fire Engineers (UK) Southern , India Chennai Branch
The case study presented on the one day symposium on "PREVENTION OF INDUSTRIAL / CHEMICAL DISASTERS PRESENT DAY CHALLENGES, EMERGING TRENDS AND STRATEGIES” Date : 4 th December, 2009 Place : Bangaluru, Organized by : Department of Factories and Boilers, Govt. of Karnataka. CASE STUDIES OF MAJOR CHEMICAL DISASTERS –SCENARIO by Dr. S. MARUTHAPPA, Ph D, FIFire. E (UK), VICE PRESIDENT Safety Engineers Association of (India) PRESIDENT; Institution of Fire Engineers (UK) Southern , India Chennai Branch
 The various accidents due to these consequences are well known and gives prominent caution to prepare, practice and amend the fire/Toxic Disaster Management plans for each and every hazardous process As per amended factory Act each chemical industry has to prepare Disaster Management On site and Off site and submit plans to chief Inspector of Factories & Boilers for their approval.
The various accidents due to these consequences are well known and gives prominent caution to prepare, practice and amend the fire/Toxic Disaster Management plans for each and every hazardous process As per amended factory Act each chemical industry has to prepare Disaster Management On site and Off site and submit plans to chief Inspector of Factories & Boilers for their approval.
 Organizations world wide have learnt the importance of applying principles of prevention and protection in chemical industries in hard way. Each chemical industry aims to achieve totally zero accident potential. Therefore prevention, protection and suppression techniques have been applied to reduce the probability of disaster.
Organizations world wide have learnt the importance of applying principles of prevention and protection in chemical industries in hard way. Each chemical industry aims to achieve totally zero accident potential. Therefore prevention, protection and suppression techniques have been applied to reduce the probability of disaster.
 Some of the worst disaster of toxic gas releases have occurred in chemical Industries like MIC, Ammonia, and Chlorine etc. Some data’s on past planning in detail which explains the various stages of Disaster Management plan.
Some of the worst disaster of toxic gas releases have occurred in chemical Industries like MIC, Ammonia, and Chlorine etc. Some data’s on past planning in detail which explains the various stages of Disaster Management plan.
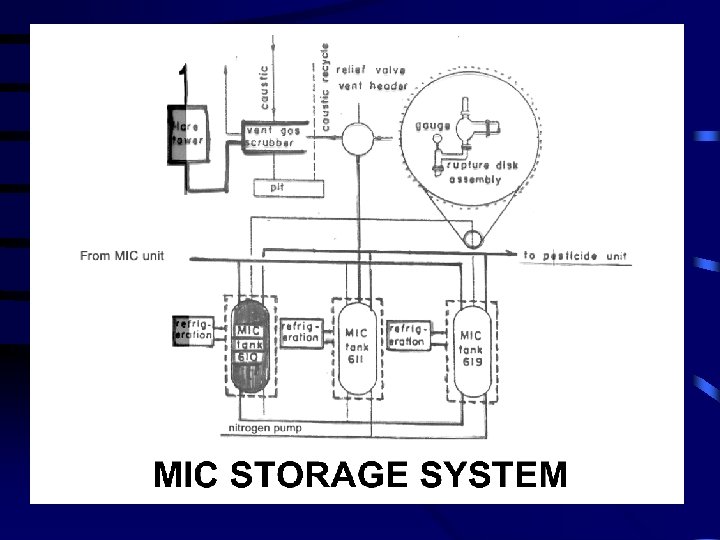
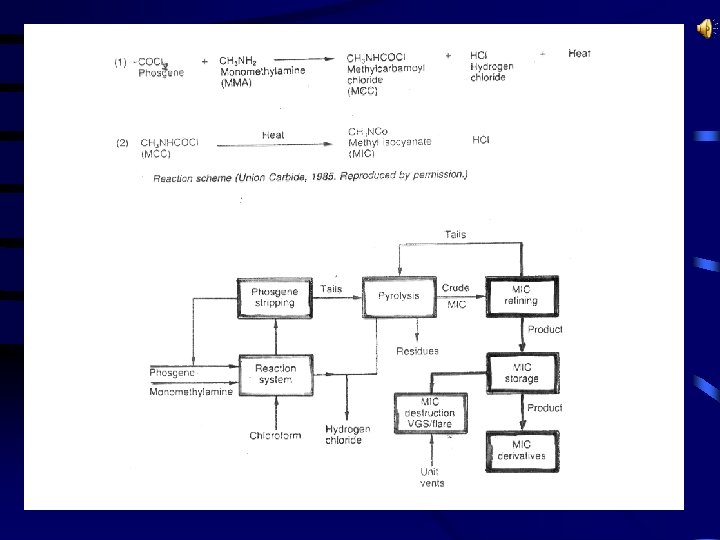
 Bhopal, , 1984 Union Carbide had a plant in Bhopal, India, for the production of insecticide Carbaryl. Methyl iso cyanate was an intermediate used in the process On the night of Dec. 2 nd and 3 rd, 1984, a Union Carbide plant in Bhopal, India, began leaking.
Bhopal, , 1984 Union Carbide had a plant in Bhopal, India, for the production of insecticide Carbaryl. Methyl iso cyanate was an intermediate used in the process On the night of Dec. 2 nd and 3 rd, 1984, a Union Carbide plant in Bhopal, India, began leaking.
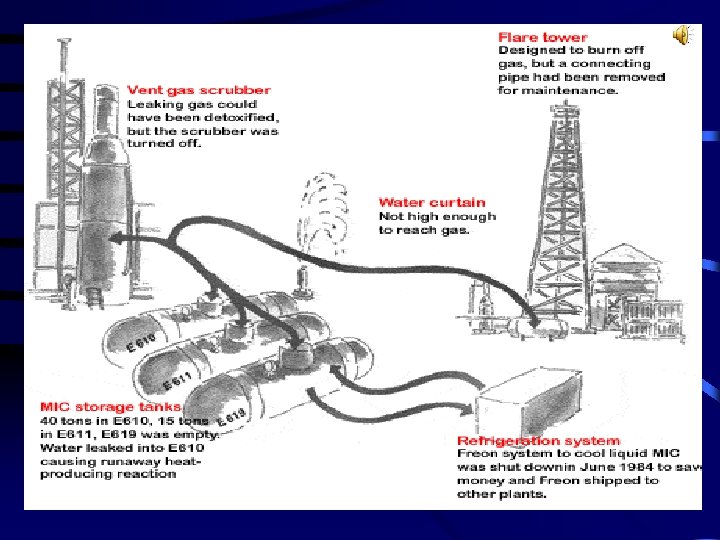
 § Due to run-away reactions, temperature and pressure rose and the safety valve lifted to the atmosphere. § 25 -27 tons of the deadly gas methyl Iso. Cyanide spread throughout the city of Bhopal. § Half a million people were exposed to the gas
§ Due to run-away reactions, temperature and pressure rose and the safety valve lifted to the atmosphere. § 25 -27 tons of the deadly gas methyl Iso. Cyanide spread throughout the city of Bhopal. § Half a million people were exposed to the gas
 § protective systems that should have prevented or minimized discharge were out of service. § Refrigeration system to cool the reactor was down. § Scrubbing system to absorb the released vapor was not immediately available. § Flare system to burn vapors getting past the scrubber was out of service.
§ protective systems that should have prevented or minimized discharge were out of service. § Refrigeration system to cool the reactor was down. § Scrubbing system to absorb the released vapor was not immediately available. § Flare system to burn vapors getting past the scrubber was out of service.

 Most killed or injured lived in Shanty town that grew up too close to the plant.
Most killed or injured lived in Shanty town that grew up too close to the plant.
 Ø Keep all the safety") Lessons learned Ø Reduce inventory of hazardous material (MIC) Ø Keep all the safety related equipment in order Ø Keep residential areas away from the plant Ø Proper Management
Lessons learned Ø Reduce inventory of hazardous material (MIC) Ø Keep all the safety related equipment in order Ø Keep residential areas away from the plant Ø Proper Management
 FLARE SYSTEM WAS DECOMMISSED DUE TO CORRODE PIPE
FLARE SYSTEM WAS DECOMMISSED DUE TO CORRODE PIPE

 Flixborough, UK, 1974 § Company’s name: NYPRO Ltd. – – – – Sudden release of 30 – 50 tonnes of cyclohaxane Massive explosion Complete plant destruction Casualties 28 Injured 36 1821 houses damaged 167 shops and factories damaged half mile away
Flixborough, UK, 1974 § Company’s name: NYPRO Ltd. – – – – Sudden release of 30 – 50 tonnes of cyclohaxane Massive explosion Complete plant destruction Casualties 28 Injured 36 1821 houses damaged 167 shops and factories damaged half mile away
 Flixborough, the process § 6 reactors in parallel used for cyclohexane oxidation § The reaction was slow and the conversion was kept low to prevent formation of byproducts § Each reactor has a working volume of 20 tonnes of cyclohexane
Flixborough, the process § 6 reactors in parallel used for cyclohexane oxidation § The reaction was slow and the conversion was kept low to prevent formation of byproducts § Each reactor has a working volume of 20 tonnes of cyclohexane
 Flixborough, the process § One of the reactors had minor crack which was detected on time and removed for repair. § In order to keep the operation going, a pipe was installed temporarily in the free space of the removed reactor. § No engineer involved as the site engineer had left NYPRO.
Flixborough, the process § One of the reactors had minor crack which was detected on time and removed for repair. § In order to keep the operation going, a pipe was installed temporarily in the free space of the removed reactor. § No engineer involved as the site engineer had left NYPRO.
 Flixborough, UK, 1974 Cracked reactor
Flixborough, UK, 1974 Cracked reactor
 Flixborough, UK, 1974
Flixborough, UK, 1974
 Flixborough, UK, 1974 § Dogleg pipe with bellows on both ends. § No bellows calculation. § No bending moment calculation § Poor scaffold support
Flixborough, UK, 1974 § Dogleg pipe with bellows on both ends. § No bellows calculation. § No bending moment calculation § Poor scaffold support
 Flixborough, UK, 1974 ØPlant operated for about two months ØThe dogleg pipe exposed to continuous stress and tensions and started to weaken gradually. ØEventually a slight increase in pressure twisted the pipe and broke it at both ends. Ø Huge volume of reactants and products released and caused a massive explosion
Flixborough, UK, 1974 ØPlant operated for about two months ØThe dogleg pipe exposed to continuous stress and tensions and started to weaken gradually. ØEventually a slight increase in pressure twisted the pipe and broke it at both ends. Ø Huge volume of reactants and products released and caused a massive explosion
 Flixborough, UK, 1974
Flixborough, UK, 1974
 Flixborough, UK, 1974 § The control room collapsed completely. § 18 people died in the control room. § Explosion shattered the windows and caused the roof to collapse § Some died from flying broken window glasses and debris § Some died from roof collapse
Flixborough, UK, 1974 § The control room collapsed completely. § 18 people died in the control room. § Explosion shattered the windows and caused the roof to collapse § Some died from flying broken window glasses and debris § Some died from roof collapse
 Flixborough, UK, 1974
Flixborough, UK, 1974
 Flixborough, UK, 1974
Flixborough, UK, 1974
 Flixborough, UK, 1974
Flixborough, UK, 1974
 Consumption Sites") CHLORINE PRODUCTION UNITS & CONSUMPTION CENTRES IN INDIA Production Units (Major Merchant) Consumption Sites (Excl: Captive Consumption) Chlorine Transportation necessary to cater to widely spread Cl 2 Consumers
CHLORINE PRODUCTION UNITS & CONSUMPTION CENTRES IN INDIA Production Units (Major Merchant) Consumption Sites (Excl: Captive Consumption) Chlorine Transportation necessary to cater to widely spread Cl 2 Consumers
 D 1 30
D 1 30
 INDIAN CHLORINE INDUSTRY l 34 CHLOR-ALKALI UNITS SPREAD ACROSS INDIA l WIDE CAPACITY RANGE : VERY SMALL PLANTS OF 30 TPD TO WORLD SCALE PLANTS OF 750 TPD: - REGION TOTAL CAPACITY NO. OF CAPACITY CAPACITY DISTRIBUTION PLANTS RANGE TPD * % TPD * EAST : 1021 13. 0 8 30 -365 WEST : 3698 47. 2 13 40 -750 NORTH : 1171 15. 0 4 235 -335 SOUTH : 1943 24. 8 9 110 -375 • Assuming Plant Operational Period of 350 days per year. l INDIAN CHLORINE » CAPACITY : 2. 50 m. MTPA (2007 -08) » PRODUCTION : 1. 95 m. MTPA » CONSUMPTION : 1. 95 m. MTPA
INDIAN CHLORINE INDUSTRY l 34 CHLOR-ALKALI UNITS SPREAD ACROSS INDIA l WIDE CAPACITY RANGE : VERY SMALL PLANTS OF 30 TPD TO WORLD SCALE PLANTS OF 750 TPD: - REGION TOTAL CAPACITY NO. OF CAPACITY CAPACITY DISTRIBUTION PLANTS RANGE TPD * % TPD * EAST : 1021 13. 0 8 30 -365 WEST : 3698 47. 2 13 40 -750 NORTH : 1171 15. 0 4 235 -335 SOUTH : 1943 24. 8 9 110 -375 • Assuming Plant Operational Period of 350 days per year. l INDIAN CHLORINE » CAPACITY : 2. 50 m. MTPA (2007 -08) » PRODUCTION : 1. 95 m. MTPA » CONSUMPTION : 1. 95 m. MTPA
 Chlorine - Overview • Noncombustible, yellow-green gas with a pungent, irritating odor and strong oxidizing effects • Slightly soluble in water • Combines with it to form hypochlorous acid (HCl. O) and hydrochloric acid (HCl) • Highly corrosive action causes injury when the gas reacts with moisture in the body
Chlorine - Overview • Noncombustible, yellow-green gas with a pungent, irritating odor and strong oxidizing effects • Slightly soluble in water • Combines with it to form hypochlorous acid (HCl. O) and hydrochloric acid (HCl) • Highly corrosive action causes injury when the gas reacts with moisture in the body
 Boiling Point :") PHYSICO CHEMICAL PROPERTIES OF CHLORINE Physical state : Liquid (under pressure) Boiling Point : -34. 6 C Sp. gr : 1. 56 (Liquid – 34. 6 C) Vapour density : 2. 49 kg/m 3 Vapour pressure : 5. 5 kg/cm 2 g IDLH : 25 PPM Odour threshold : 0. 31 ppm PEL (OSHA) : 1 ppm TLV-STEL (ACGIH) : 3 ppm TLV-TWA (ACGIH) : 0. 5 ppm IDLH (NIOSH, MSHA) : 2. 5 ppm
PHYSICO CHEMICAL PROPERTIES OF CHLORINE Physical state : Liquid (under pressure) Boiling Point : -34. 6 C Sp. gr : 1. 56 (Liquid – 34. 6 C) Vapour density : 2. 49 kg/m 3 Vapour pressure : 5. 5 kg/cm 2 g IDLH : 25 PPM Odour threshold : 0. 31 ppm PEL (OSHA) : 1 ppm TLV-STEL (ACGIH) : 3 ppm TLV-TWA (ACGIH) : 0. 5 ppm IDLH (NIOSH, MSHA) : 2. 5 ppm
 Table-1 CHEMICAL PLANT EXPLOSIONS, FIRES, TOXIC RELEASE OVER 20 – YEARS HAZARDS FACTORS INCIDENTS % Plan site Problems 16 3. 5 Inferior Plant Layout 09 2. 0 Poorly Designed Structures 14 3. 0 Faulty Material Evaluation 93 20. 2 Process Problem 49 10. 6 Material Handling Problem 20 4. 4 Operational Failure 143 31. 1 Weak Safety Programme 37 8. 0 460 100. 0
Table-1 CHEMICAL PLANT EXPLOSIONS, FIRES, TOXIC RELEASE OVER 20 – YEARS HAZARDS FACTORS INCIDENTS % Plan site Problems 16 3. 5 Inferior Plant Layout 09 2. 0 Poorly Designed Structures 14 3. 0 Faulty Material Evaluation 93 20. 2 Process Problem 49 10. 6 Material Handling Problem 20 4. 4 Operational Failure 143 31. 1 Weak Safety Programme 37 8. 0 460 100. 0
 COMMON ELEMENTS OF HAZARDOUS MATERIALS 1. RISK EVALUATION 2. NOTIFICATION POCEDURES AND COMMUNICATION 3. ORGANISATIONAL RESPONSIBILITIES 4. EMERGENCY RQUIPMENTS AND FACILITIES 5. PUBLIC EDUCATION AND INFORMATION 6. TRAINING AND PERIODICAL MOCK DRILLS
COMMON ELEMENTS OF HAZARDOUS MATERIALS 1. RISK EVALUATION 2. NOTIFICATION POCEDURES AND COMMUNICATION 3. ORGANISATIONAL RESPONSIBILITIES 4. EMERGENCY RQUIPMENTS AND FACILITIES 5. PUBLIC EDUCATION AND INFORMATION 6. TRAINING AND PERIODICAL MOCK DRILLS
 PREVENTIVE MEASURES PREVENTION METHOD IMPLEMENT PROCEDURE Work Permit Systems Standard Operating Inspection Schedules Maintenance Procedures / Schedules Maintenance Identification & Periodic Inspection of Critical Equipments Quality Assurance How to Report Emergency Assembly Point Training How to Evacuate Fire Fighting Training in civil Defense and Rescue Handling
PREVENTIVE MEASURES PREVENTION METHOD IMPLEMENT PROCEDURE Work Permit Systems Standard Operating Inspection Schedules Maintenance Procedures / Schedules Maintenance Identification & Periodic Inspection of Critical Equipments Quality Assurance How to Report Emergency Assembly Point Training How to Evacuate Fire Fighting Training in civil Defense and Rescue Handling
 PREVENTION METHOD IMPLEMENT PROCEDURE Protective Equipment Training Equipment Shut Down Excavation Management of Chance Process / Procedural Changes Hazards by Modification
PREVENTION METHOD IMPLEMENT PROCEDURE Protective Equipment Training Equipment Shut Down Excavation Management of Chance Process / Procedural Changes Hazards by Modification
 SCENARIO DESCRIPTION Toxic gas release, Fire , & Explosion, are the major three scenarios which can arise and lead to a disaster in chemical industries. These , release are due to flammable & toxic gases under abnormal process, and storage or handling conditions. The consequences, are flash fire, BLEVE , UVCE AND Toxic exposure.
SCENARIO DESCRIPTION Toxic gas release, Fire , & Explosion, are the major three scenarios which can arise and lead to a disaster in chemical industries. These , release are due to flammable & toxic gases under abnormal process, and storage or handling conditions. The consequences, are flash fire, BLEVE , UVCE AND Toxic exposure.
 Some examples of the toxic gases and its toxicity are listed below CHEMICAL THRESHOLD LIMIT VALUE (PPM) AMMONIA 25 CHLORINE 01 BENZENE 10 CO 35 H 2 S 10 CS 2 10
Some examples of the toxic gases and its toxicity are listed below CHEMICAL THRESHOLD LIMIT VALUE (PPM) AMMONIA 25 CHLORINE 01 BENZENE 10 CO 35 H 2 S 10 CS 2 10
 The toxic chemicals like Ammonia, chlorine are predominant industrial chemicals used in the fertilizer, chlor alkali, pesticide, pharmaceutical industries etc. In general these two chemicals are stored in the pressurized or refrigerated storage. The boiling points of the Ammonia and chlorine are – 33. 4 C and – 344 C respectively. From the past histories, it is well clear that the accident in these storages are more frequent.
The toxic chemicals like Ammonia, chlorine are predominant industrial chemicals used in the fertilizer, chlor alkali, pesticide, pharmaceutical industries etc. In general these two chemicals are stored in the pressurized or refrigerated storage. The boiling points of the Ammonia and chlorine are – 33. 4 C and – 344 C respectively. From the past histories, it is well clear that the accident in these storages are more frequent.
 The list of few past accidents involving these chemicals are given in the table. The major causes of accident are over pressure, line rupture, refrigeration failure, corrosion, explosion and human error. Unlike other gases Ammonia and chlorine experiences different types of dispersion when released to the atmosphere and depend on the type of storage. If the gas is stored under normal temperature. ,
The list of few past accidents involving these chemicals are given in the table. The major causes of accident are over pressure, line rupture, refrigeration failure, corrosion, explosion and human error. Unlike other gases Ammonia and chlorine experiences different types of dispersion when released to the atmosphere and depend on the type of storage. If the gas is stored under normal temperature. ,
 while flashing the gas will disperse as a heavy gas and slums until the density of the gas equals to the atmosphere. This change in phase of the dispersion needs special attention in the usage of dispersion model. The proper selection and usage of model for a particular scenario is very important because this mathematical model suggests the damage distance for various concentrations.
while flashing the gas will disperse as a heavy gas and slums until the density of the gas equals to the atmosphere. This change in phase of the dispersion needs special attention in the usage of dispersion model. The proper selection and usage of model for a particular scenario is very important because this mathematical model suggests the damage distance for various concentrations.
 Based on this damage distance, dispersion direction, exposures time in a particular place for a given concentration will be the key areas were the off – site emergency crew will concentrate for disaster management.
Based on this damage distance, dispersion direction, exposures time in a particular place for a given concentration will be the key areas were the off – site emergency crew will concentrate for disaster management.
 ØIn a chloro-alkali plant situated in Durgapur, West Bengal there are four dish-end cylindrical shaped horizontal, thermocool insulated liquid chlorine storage tanks. Ø The storage vessels are made of mild steel sheet of 21 -mm thickness and of overall 12548 mm in length with inside diameter of 2743 mm. ØAround 11 pm on 09. 06. 87 the process controller started degassing of one chlorine tank. ØIt was first noticed the gas nuisance at 12 O' clock at night on 09. 06. 87 and presumed a leak at the gland. As no one experienced a bonnet leak before and as light on the spot was not sufficient workers never thought a leak could be there through body seal of the bonnet.
ØIn a chloro-alkali plant situated in Durgapur, West Bengal there are four dish-end cylindrical shaped horizontal, thermocool insulated liquid chlorine storage tanks. Ø The storage vessels are made of mild steel sheet of 21 -mm thickness and of overall 12548 mm in length with inside diameter of 2743 mm. ØAround 11 pm on 09. 06. 87 the process controller started degassing of one chlorine tank. ØIt was first noticed the gas nuisance at 12 O' clock at night on 09. 06. 87 and presumed a leak at the gland. As no one experienced a bonnet leak before and as light on the spot was not sufficient workers never thought a leak could be there through body seal of the bonnet.
 The release of liquid chlorine through the large hole as the valve was thrown out of its position gave rise to huge spillage of liquid chlorine from the tank The chlorine hydrate so formed will release acidic vapour for a long time even after the leakage was stopped. It was necessary to neutralize the chlorine hydrate on the floor with lime water or caustic soda solution
The release of liquid chlorine through the large hole as the valve was thrown out of its position gave rise to huge spillage of liquid chlorine from the tank The chlorine hydrate so formed will release acidic vapour for a long time even after the leakage was stopped. It was necessary to neutralize the chlorine hydrate on the floor with lime water or caustic soda solution
 Its toxicity irritates the respiratory system. The initial symptom of chlorine exposure is suffocation. Severe exposure to the gas may cause pulmonary edema within 30 to 60 minutes. Immediate effects The immediate effects of chlorine gas toxicity include acute inflammation of the conjunctivae, nose, pharynx, larynx, trachea, and bronchi. Irritation of the airway mucosa leads to local edema secondary to active arterial and capillary hyperemia. Plasma exudation results in filling the alveoli with edema fluid, resulting in pulmonary congestion.
Its toxicity irritates the respiratory system. The initial symptom of chlorine exposure is suffocation. Severe exposure to the gas may cause pulmonary edema within 30 to 60 minutes. Immediate effects The immediate effects of chlorine gas toxicity include acute inflammation of the conjunctivae, nose, pharynx, larynx, trachea, and bronchi. Irritation of the airway mucosa leads to local edema secondary to active arterial and capillary hyperemia. Plasma exudation results in filling the alveoli with edema fluid, resulting in pulmonary congestion.
 Detection of Chlorine Leakage Point Take a stick with a cloth bulb at one end. Soak the cloth bulb with aqua ammonia and hold it close to the area of suspected leak. A white cloud will indicate if there is any Chlorine leakage and the source thereof.
Detection of Chlorine Leakage Point Take a stick with a cloth bulb at one end. Soak the cloth bulb with aqua ammonia and hold it close to the area of suspected leak. A white cloud will indicate if there is any Chlorine leakage and the source thereof.
 The Chlorine Gas Leak at Jamshedpur On the afternoon of May 27, the people of Jamshedpur were caught unaware. They were exposed to a dense, pale green, pungent and poisonous gas, Chlorine. This gas had leaked from an unused cylinder lying in the Tata Motor’s water treatment plant for the past 10 years. By the next day, around 150 to 200 people had been hospitalised. about 60 to 70 residents who reported breathing difficulty were admitted to the Tata Motors hospital in Jamshedpur
The Chlorine Gas Leak at Jamshedpur On the afternoon of May 27, the people of Jamshedpur were caught unaware. They were exposed to a dense, pale green, pungent and poisonous gas, Chlorine. This gas had leaked from an unused cylinder lying in the Tata Motor’s water treatment plant for the past 10 years. By the next day, around 150 to 200 people had been hospitalised. about 60 to 70 residents who reported breathing difficulty were admitted to the Tata Motors hospital in Jamshedpur
 Other Incidents of Chlorine Leak Villagers fall ill following chlorine leak ØMumbai Twelve villagers from Kathai, Dhondi and Talodi villages in Bhiwandi were admitted to the Indira Gandhi Memorial Hospital on Thursday afternoon after they complained of burning eyes, breathing difficulty, nausea and vomiting out blood. Ø “In 1987, a water purification plant was being run by the Maharashtra where Twelve villagers were admitted to the Hospital after they complained of burning eyes, breathing difficulty, nausea and vomiting out blood. Ø Preliminary investigations have revealed that the above were the effects of a chlorine leak from four abandoned chlorine cylinders, which were used for water purification two decades back.
Other Incidents of Chlorine Leak Villagers fall ill following chlorine leak ØMumbai Twelve villagers from Kathai, Dhondi and Talodi villages in Bhiwandi were admitted to the Indira Gandhi Memorial Hospital on Thursday afternoon after they complained of burning eyes, breathing difficulty, nausea and vomiting out blood. Ø “In 1987, a water purification plant was being run by the Maharashtra where Twelve villagers were admitted to the Hospital after they complained of burning eyes, breathing difficulty, nausea and vomiting out blood. Ø Preliminary investigations have revealed that the above were the effects of a chlorine leak from four abandoned chlorine cylinders, which were used for water purification two decades back.
 at") SPIC ammonia unit shut due to leakage problem Southern Petrochemical Industries Corporation (SPIC) at Tuticorin has been shut down due to a leakage in the pipeline. When the repair works were going on, a fatal accident occurred on October 1, company sources told that after the southern grid failure last month, technical problems arose in SPIC's plant, causing a leakage in the pipeline. While trying to do the repair work, Joint Manager (Operations) slipped and fell. The gas mask he was wearing came off and he died of asphyxiation, it is learnt.
SPIC ammonia unit shut due to leakage problem Southern Petrochemical Industries Corporation (SPIC) at Tuticorin has been shut down due to a leakage in the pipeline. When the repair works were going on, a fatal accident occurred on October 1, company sources told that after the southern grid failure last month, technical problems arose in SPIC's plant, causing a leakage in the pipeline. While trying to do the repair work, Joint Manager (Operations) slipped and fell. The gas mask he was wearing came off and he died of asphyxiation, it is learnt.
 CASE STUDY AMMONIA RELEASE On 26 th August 1992 at a Fertilizer Factory Ammonia gas leaked through a faulty value and got exploded, killing 11 workers and made another 10 seriously ill. , this accident accrued in the urea plant while a team of since 25 workers and officials were working on the maintenance of ammonia pump in the plant. The leaked gas immediately engulfed as maintenance of an ammonia pump in the plant.
CASE STUDY AMMONIA RELEASE On 26 th August 1992 at a Fertilizer Factory Ammonia gas leaked through a faulty value and got exploded, killing 11 workers and made another 10 seriously ill. , this accident accrued in the urea plant while a team of since 25 workers and officials were working on the maintenance of ammonia pump in the plant. The leaked gas immediately engulfed as maintenance of an ammonia pump in the plant.
 Mangalore Chemicals and Fertilizers Limited There was a chemical accident in the Urea Plant at M/s. Mangalore Chemicals and Fertilizers Limited, Panambur, Mangalore on 9. 2. 2000. An 8" dia high pressure pipe line housing a weldolet was connected between autoclave (urea reactor) of 108 MT capacity and the stripper to carry ammonium carbamate (Urea Solution). The pressure of pipe line was of the order of 141 kg/cm 2 and the temperature of 180 C. The Solution had contained 29% of ammonia, 18% carbon di oxide and 32% of urea.
Mangalore Chemicals and Fertilizers Limited There was a chemical accident in the Urea Plant at M/s. Mangalore Chemicals and Fertilizers Limited, Panambur, Mangalore on 9. 2. 2000. An 8" dia high pressure pipe line housing a weldolet was connected between autoclave (urea reactor) of 108 MT capacity and the stripper to carry ammonium carbamate (Urea Solution). The pressure of pipe line was of the order of 141 kg/cm 2 and the temperature of 180 C. The Solution had contained 29% of ammonia, 18% carbon di oxide and 32% of urea.
 Chlorine Leakage Management Ø Take immediate steps to mitigate the situation as soon as there is any indication of presence of Chlorine in the air. Ø Chlorine leaks always get worse, if not attended promptly. Ø Since gaseous Chlorine is 2½ times heavier than air, it tends to lie close to the ground. ØWATER SHOULD NEVER BE SPRAYED ON A CHLORINE LEAK.
Chlorine Leakage Management Ø Take immediate steps to mitigate the situation as soon as there is any indication of presence of Chlorine in the air. Ø Chlorine leaks always get worse, if not attended promptly. Ø Since gaseous Chlorine is 2½ times heavier than air, it tends to lie close to the ground. ØWATER SHOULD NEVER BE SPRAYED ON A CHLORINE LEAK.
 On 9 th February 2000, a substantial quantity of ammonium carbamate solution leakage was noticed at the weldolet joint of the pipeline
On 9 th February 2000, a substantial quantity of ammonium carbamate solution leakage was noticed at the weldolet joint of the pipeline
 Øweld let used in the high pressure pipe line had high carbon content which is not suggested for that kind of a process, Ø maintenance/repair works was undertaken on line even after noticing the hazardous solution which amounts of non implementation of shutting down procedures envisaged in the on site emergency plan Ø. Further the high-pressure pipeline was not subjected to hydrostatic test, ultrasonic tests and examinations as required under relevant provisions of law for its soundness. ØThe personnel who were on the job were not wearing any personal protective equipment in addition to nonadherence to work to permit system.
Øweld let used in the high pressure pipe line had high carbon content which is not suggested for that kind of a process, Ø maintenance/repair works was undertaken on line even after noticing the hazardous solution which amounts of non implementation of shutting down procedures envisaged in the on site emergency plan Ø. Further the high-pressure pipeline was not subjected to hydrostatic test, ultrasonic tests and examinations as required under relevant provisions of law for its soundness. ØThe personnel who were on the job were not wearing any personal protective equipment in addition to nonadherence to work to permit system.
 The leaked gas immediately engulfed as maintenance of an ammonia pump in the plant. water was sprayed all over the dispersed area. People in the dispersed direction got evacuated. The leaked gas immediately engulfed as area over 50 m, . Consequent to which, 8 persons were affected amongst them 2 died on the spot and the other two at the hospital amounting to death of 4 persons including the maintenance manager and an engineer. The plant was immediately shut down.
The leaked gas immediately engulfed as maintenance of an ammonia pump in the plant. water was sprayed all over the dispersed area. People in the dispersed direction got evacuated. The leaked gas immediately engulfed as area over 50 m, . Consequent to which, 8 persons were affected amongst them 2 died on the spot and the other two at the hospital amounting to death of 4 persons including the maintenance manager and an engineer. The plant was immediately shut down.
 at Panipat. ØIT WAS a routine job of replacing the") National Fertilisers Limited (NFL) at Panipat. ØIT WAS a routine job of replacing the defective safety valve of the spare ammonia feed pump at the 15 -year-old urea plant of the National Fertilisers Limited (NFL) at Panipat. Ø Around 11. 00 am on August 26, eight employees climbed the steps to the open-air ramp, and began to replace the valve when the unthinkable happened.
National Fertilisers Limited (NFL) at Panipat. ØIT WAS a routine job of replacing the defective safety valve of the spare ammonia feed pump at the 15 -year-old urea plant of the National Fertilisers Limited (NFL) at Panipat. Ø Around 11. 00 am on August 26, eight employees climbed the steps to the open-air ramp, and began to replace the valve when the unthinkable happened.
 ØThe bush of the suction valve that stops the gas flow from the mainline, gave way. Liquid ammonia burst out at the high pressure of 23 kg per sq cm, vapourising within seconds to form suffocating clouds of deadly gas. Ø This hit and choked to death eleven persons and injured ten even as their colleagues sprung into action to diffuse the gas with water sprays.
ØThe bush of the suction valve that stops the gas flow from the mainline, gave way. Liquid ammonia burst out at the high pressure of 23 kg per sq cm, vapourising within seconds to form suffocating clouds of deadly gas. Ø This hit and choked to death eleven persons and injured ten even as their colleagues sprung into action to diffuse the gas with water sprays.
 But just 36 hours after the accident, the plant had begun work again. Clearly, many questions about the disaster remain. Panipat may have opened up a can of worms about the lack of safety regulators, and even more importantly, preventive maintenance Indian industry continues to suffer.
But just 36 hours after the accident, the plant had begun work again. Clearly, many questions about the disaster remain. Panipat may have opened up a can of worms about the lack of safety regulators, and even more importantly, preventive maintenance Indian industry continues to suffer.
 Boiling Point :") PHYSICO CHEMICAL PROPERTIES OF AMMONIA Physical State : LIQUID (Under Pressure) Boiling Point : -33. 3 0 C Vapour pressure : 10 bar (at room temp) Vapour Density : 0. 6 kg/m 3 Explosive limits : 15% - 29% (by volume in air) Threshold Limits Value (TLV) : 25 PPM
PHYSICO CHEMICAL PROPERTIES OF AMMONIA Physical State : LIQUID (Under Pressure) Boiling Point : -33. 3 0 C Vapour pressure : 10 bar (at room temp) Vapour Density : 0. 6 kg/m 3 Explosive limits : 15% - 29% (by volume in air) Threshold Limits Value (TLV) : 25 PPM
 TOXIC EFFECT EXPLOSURE DURATION 25 Odor") TOXICITY OF AMMONIA AT DIFFERENT CONCENTRATIONS AMMONIA (PPM) TOXIC EFFECT EXPLOSURE DURATION 25 Odor detectable by most persons For eight hours exposure 50 No adverse effect For eight hours exposure 100 No adverse effect for average workers Deliberating exposure for long duration not advisable. 400 Immediate nose and throat irritation No serious effect for 30 to 60 mins 700 Immediate eye irritation -Do- 1700 Convulsive coughing severe eye, Could be fatal after 30 nose and throat irritation. mins 2000 -5000 Causes burns blister strangulation asphyxia & ultimate death Could be fatal after 15 mins 5000 -10000 Respiratory spasm rapid asphyxia Fatal within mins
TOXICITY OF AMMONIA AT DIFFERENT CONCENTRATIONS AMMONIA (PPM) TOXIC EFFECT EXPLOSURE DURATION 25 Odor detectable by most persons For eight hours exposure 50 No adverse effect For eight hours exposure 100 No adverse effect for average workers Deliberating exposure for long duration not advisable. 400 Immediate nose and throat irritation No serious effect for 30 to 60 mins 700 Immediate eye irritation -Do- 1700 Convulsive coughing severe eye, Could be fatal after 30 nose and throat irritation. mins 2000 -5000 Causes burns blister strangulation asphyxia & ultimate death Could be fatal after 15 mins 5000 -10000 Respiratory spasm rapid asphyxia Fatal within mins
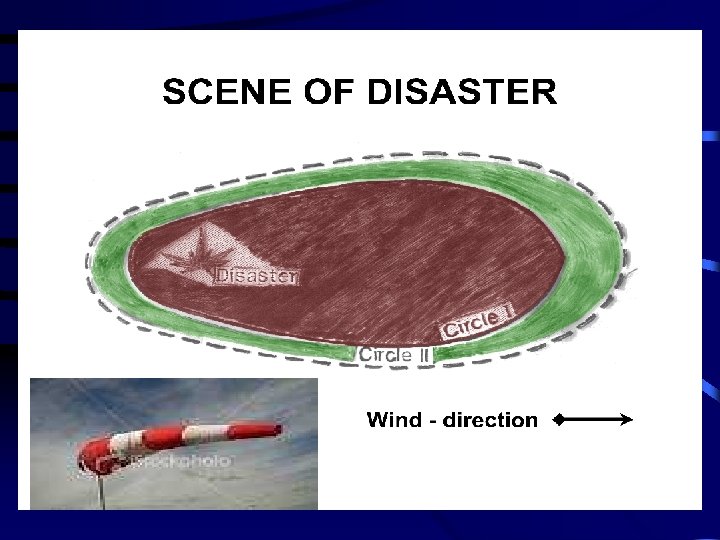
 DAMAGE DISTANCE The damage distance of the Ammonia release has been estimated according to the quantity of the hazard release and mode of release (Puff or Pluma Type). The dispersion of the released material depends on the various parameters like • Wind direction • Wind velocity • Atmosphere stability conditions • Surface roughness • Process parameters of the material released like 1. Pressure 2. Temperature. 3. Density • Reactivity. • Humidity
DAMAGE DISTANCE The damage distance of the Ammonia release has been estimated according to the quantity of the hazard release and mode of release (Puff or Pluma Type). The dispersion of the released material depends on the various parameters like • Wind direction • Wind velocity • Atmosphere stability conditions • Surface roughness • Process parameters of the material released like 1. Pressure 2. Temperature. 3. Density • Reactivity. • Humidity
 Using the above parameters the affected area under IDLN concentration have to be calculated and interpolating the population density areas will highlight the probability of lethality / toxic exposure of people / animals etc in particular location. This will be very useful to the emergency action team to evacuate to provide personnel protective appliances and equipment to take remedial action on the off-site.
Using the above parameters the affected area under IDLN concentration have to be calculated and interpolating the population density areas will highlight the probability of lethality / toxic exposure of people / animals etc in particular location. This will be very useful to the emergency action team to evacuate to provide personnel protective appliances and equipment to take remedial action on the off-site.
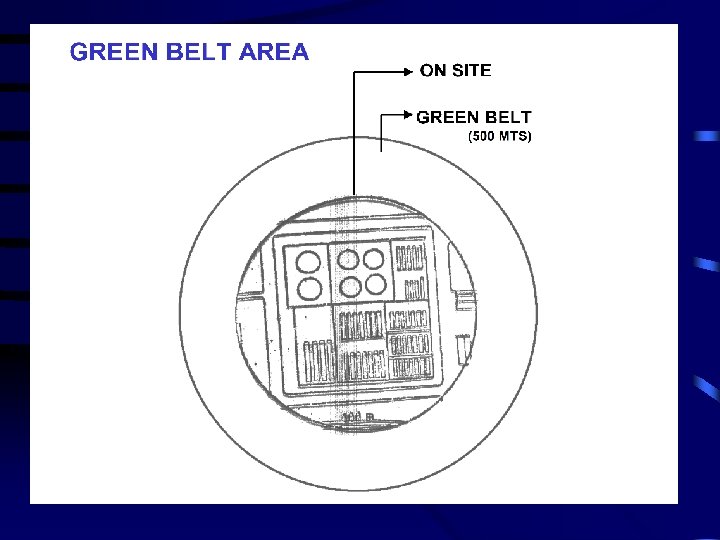
 4. EMERGENCY ACTION On- site emergency: The emergency situation arising with in the plant premises is called on-site emergency. The effects of the disaster are with the plant and the management of such disaster and its effect are called on-site emergency management plan.
4. EMERGENCY ACTION On- site emergency: The emergency situation arising with in the plant premises is called on-site emergency. The effects of the disaster are with the plant and the management of such disaster and its effect are called on-site emergency management plan.
 On – Site Organisation chart Office Ph. No Chief Co-ordinator Name Residence Ph. No Plant Coordinator Name Fire & Safety Coordinator Name Engineering Coordinator Name Welfare & Media Coordinator Name Residence Ph. No Office Ph. No Communication Coordinator Name Medical Coordinator Name Transport & Security Coordinator Name Materials Coordinator Name Residence Ph. No Office Ph. No Residence Ph. No Finance Coordinator Name Chart - 1 Office Ph. No
On – Site Organisation chart Office Ph. No Chief Co-ordinator Name Residence Ph. No Plant Coordinator Name Fire & Safety Coordinator Name Engineering Coordinator Name Welfare & Media Coordinator Name Residence Ph. No Office Ph. No Communication Coordinator Name Medical Coordinator Name Transport & Security Coordinator Name Materials Coordinator Name Residence Ph. No Office Ph. No Residence Ph. No Finance Coordinator Name Chart - 1 Office Ph. No
 On – Site Succession chart Coordinators Office Ph. No Chief Co-ordinator Name Residence Ph. No Plant Coordinator Name Fire & Safety Coordinator Name Engineering Coordinator Name Welfare & Media Coordinator Name Residence Ph. No Office Ph. No Communication Coordinator Name Medical Coordinator Name Residence Ph. No Office Ph. No Residence Ph. No Transport & Security Coordinator Secretary Name Residence Ph. No Office Ph. No Finance Coordinator Name Chart - 2 Office Ph. No Materials Coordinator Name Residence Ph. No Office Ph. No
On – Site Succession chart Coordinators Office Ph. No Chief Co-ordinator Name Residence Ph. No Plant Coordinator Name Fire & Safety Coordinator Name Engineering Coordinator Name Welfare & Media Coordinator Name Residence Ph. No Office Ph. No Communication Coordinator Name Medical Coordinator Name Residence Ph. No Office Ph. No Residence Ph. No Transport & Security Coordinator Secretary Name Residence Ph. No Office Ph. No Finance Coordinator Name Chart - 2 Office Ph. No Materials Coordinator Name Residence Ph. No Office Ph. No
 Off-site emergency: The emergency situation arising in plant escalates and spreads beyond the compounded wall is called Off-site emergency. Disaster, which can effect more then few kilometers like toxic dispersion, vapour cloud explosion, flash fire, BLEVE are the typical examples. For off-site and on –site emergency situation are tackled buy different organizations with – in and out side the plant. Each organization is assigned with specific jobs or responsibilities during emergency situations.
Off-site emergency: The emergency situation arising in plant escalates and spreads beyond the compounded wall is called Off-site emergency. Disaster, which can effect more then few kilometers like toxic dispersion, vapour cloud explosion, flash fire, BLEVE are the typical examples. For off-site and on –site emergency situation are tackled buy different organizations with – in and out side the plant. Each organization is assigned with specific jobs or responsibilities during emergency situations.
 Residence Ph. No CMD Office Ph. No PS to CMD Chief / Home Secretary Govt of State Ph. No Director Civil Defence Ph. No CONCERNED Ministry / Occ New Delhi Ph. No Chief / Home Secretary Govt of State Ph. No State Pollution Control Board Ph. No Oil Industry Safety Directorate Ph. No District Collector Ph. No Director of Fire Services Ph. No Phone numbers of Neighbor Industries 1. ---------2. ---------Chart - 3
Residence Ph. No CMD Office Ph. No PS to CMD Chief / Home Secretary Govt of State Ph. No Director Civil Defence Ph. No CONCERNED Ministry / Occ New Delhi Ph. No Chief / Home Secretary Govt of State Ph. No State Pollution Control Board Ph. No Oil Industry Safety Directorate Ph. No District Collector Ph. No Director of Fire Services Ph. No Phone numbers of Neighbor Industries 1. ---------2. ---------Chart - 3
 CONCLUSIONS ØWe learn best through our own experiences in different phases of our life. ØMistakes could be catastrophic in a chemical plant, but it is a great opportunity to learn and design a safer plant in the future. ØWe must learn from previous incidents and develop new procedures, practices and management systems. ØThese incidents have much learning which reveal many hidden facts about safety and provide efficient tools for prevention of similar incidents in the future.
CONCLUSIONS ØWe learn best through our own experiences in different phases of our life. ØMistakes could be catastrophic in a chemical plant, but it is a great opportunity to learn and design a safer plant in the future. ØWe must learn from previous incidents and develop new procedures, practices and management systems. ØThese incidents have much learning which reveal many hidden facts about safety and provide efficient tools for prevention of similar incidents in the future.
 Any Questions ? Maru Associates
Any Questions ? Maru Associates
