

dfe16dd4721be78db70dea7d71c016e2.ppt
- Количество слайдов: 50
 The 14 th Nordic Process Control Workshop August 23, 2007 Nordic Process Control Workshop panel Future Trends in Process Automation CHAIR Prof. Sirkka-Liisa Jämsä-Jounela Helsinki University of Technology, Finland
The 14 th Nordic Process Control Workshop August 23, 2007 Nordic Process Control Workshop panel Future Trends in Process Automation CHAIR Prof. Sirkka-Liisa Jämsä-Jounela Helsinki University of Technology, Finland
 • Lic. Tech Ismo Laukkanen,") Panelist (Competence development, knowledge transfer, . . . ) • Lic. Tech Ismo Laukkanen, UPMKymmene Oyj, Finland
Panelist (Competence development, knowledge transfer, . . . ) • Lic. Tech Ismo Laukkanen, UPMKymmene Oyj, Finland
 • D. Sc Mika Järvensivu, Accenture, Finland") Panelist (Production planning and control) • D. Sc Mika Järvensivu, Accenture, Finland
Panelist (Production planning and control) • D. Sc Mika Järvensivu, Accenture, Finland
 • D. Sc. Harri Happonen, Metso Automation, Finland") Panelist (Applications) • D. Sc. Harri Happonen, Metso Automation, Finland
Panelist (Applications) • D. Sc. Harri Happonen, Metso Automation, Finland
 • Prof. Alf Isaksson, ABB, Sweden") Panelist (Technology) • Prof. Alf Isaksson, ABB, Sweden
Panelist (Technology) • Prof. Alf Isaksson, ABB, Sweden
 • Prof. Bjarne A Foss, NTNU, Norway") Panelist (Theory) • Prof. Bjarne A Foss, NTNU, Norway
Panelist (Theory) • Prof. Bjarne A Foss, NTNU, Norway
 • D. Sc Leif Hammarström,") Commentator (Competence development, knowledge transfer, . . . ) • D. Sc Leif Hammarström, Neste Jacobs Oy
Commentator (Competence development, knowledge transfer, . . . ) • D. Sc Leif Hammarström, Neste Jacobs Oy
 • Prof. Kaisa Miettinen, Helsinki School of Economics") Commentator (Production planning and control) • Prof. Kaisa Miettinen, Helsinki School of Economics
Commentator (Production planning and control) • Prof. Kaisa Miettinen, Helsinki School of Economics
 • Prof. Morten Hovd, NTNU") Commentator (Applications) • Prof. Morten Hovd, NTNU
Commentator (Applications) • Prof. Morten Hovd, NTNU
 • D. Sc Kaj Juslin, VTT") Commentator (Technology) • D. Sc Kaj Juslin, VTT
Commentator (Technology) • D. Sc Kaj Juslin, VTT
 • Prof. Hannu Toivonen, Åbo Akademi") Commentator (Theory) • Prof. Hannu Toivonen, Åbo Akademi
Commentator (Theory) • Prof. Hannu Toivonen, Åbo Akademi
 Introduction • Industrial Automation is undergoing a change that is more rapid than at any other time in its history • Where earlier systems followed process developments, the latest methods are now revolutionising the entire field of process management
Introduction • Industrial Automation is undergoing a change that is more rapid than at any other time in its history • Where earlier systems followed process developments, the latest methods are now revolutionising the entire field of process management
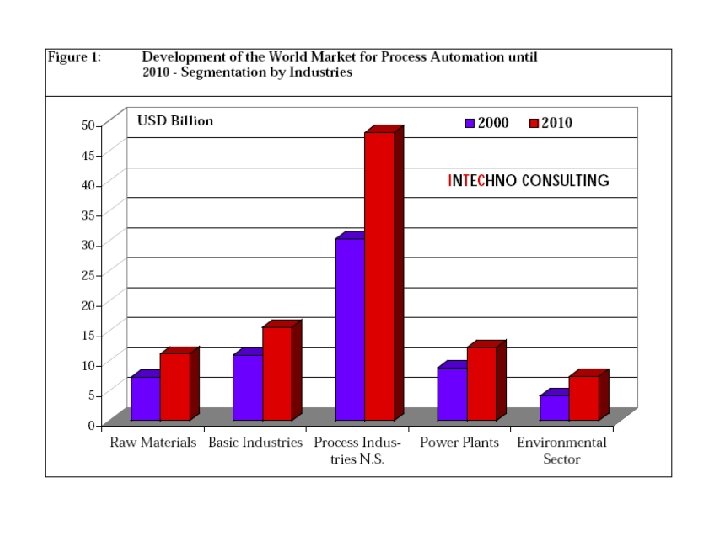
 Development of the automation market for the process industries up until 2010 • The world market for process automation will grow – at an average annual rate of 5. 1 % between 2005 and 2010 – to reach 94, 2 billion $ in 2010
Development of the automation market for the process industries up until 2010 • The world market for process automation will grow – at an average annual rate of 5. 1 % between 2005 and 2010 – to reach 94, 2 billion $ in 2010
 Development of the automation market for the process industries up until 2010 • The greatest demand – In the chemical industry – Power generating industry – Petrochemical industry • The fastest growing demand – In the pharmaceutical industry
Development of the automation market for the process industries up until 2010 • The greatest demand – In the chemical industry – Power generating industry – Petrochemical industry • The fastest growing demand – In the pharmaceutical industry
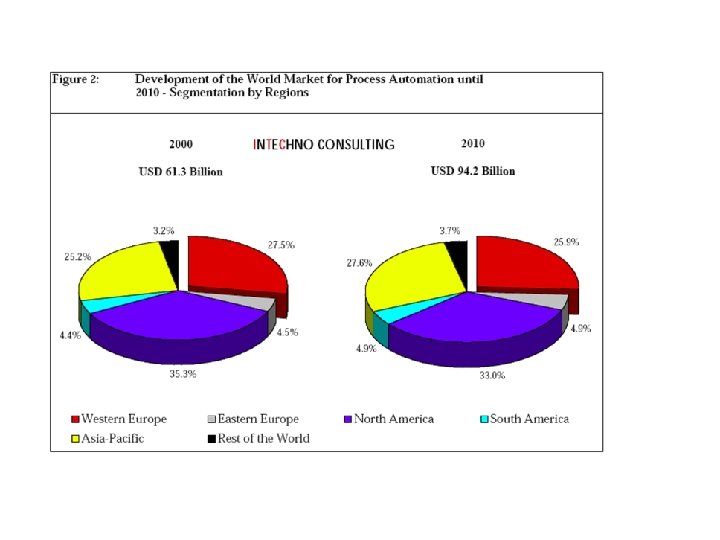
 Market development by regions • North America is the leading market • Asia-Pacific and Eastern Europe are winning market shares from Western Europe and North America • China is a growing engine for automation in Asia • India, too, is gaining market shares worldwide
Market development by regions • North America is the leading market • Asia-Pacific and Eastern Europe are winning market shares from Western Europe and North America • China is a growing engine for automation in Asia • India, too, is gaining market shares worldwide
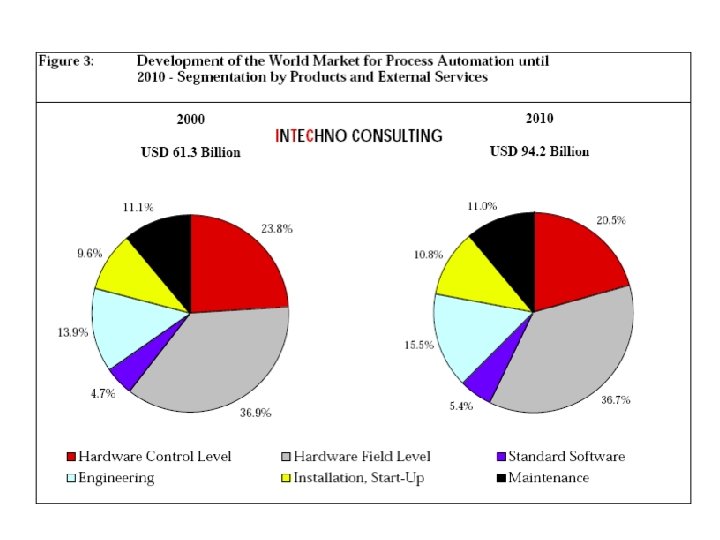
 Market development by product and services • By 2010 the share of control level hardware will shrink from 39, 3 % to 35, 8 % worldwide. • Strong growth will be seen in – Field bus communication ( rate of 8, 2 % per year) – Ethernet /TCP-IP components ( rate around 17 % ) • External engineering demand will keep increasing worldwide – Rise from 13, 9 % to 15, 5 %
Market development by product and services • By 2010 the share of control level hardware will shrink from 39, 3 % to 35, 8 % worldwide. • Strong growth will be seen in – Field bus communication ( rate of 8, 2 % per year) – Ethernet /TCP-IP components ( rate around 17 % ) • External engineering demand will keep increasing worldwide – Rise from 13, 9 % to 15, 5 %
 Global trends as drivers • In assessing the future trends and emerging areas in automation the starting points are, on the one hand, – global development and economic trends, • and, on the other hand, – the way they are reflecting in automation development
Global trends as drivers • In assessing the future trends and emerging areas in automation the starting points are, on the one hand, – global development and economic trends, • and, on the other hand, – the way they are reflecting in automation development
 Global trends as drivers • The most important global trends that promote change in automation development – Globalization – Knowledge and competence – Digital era – Networked economy – Sustainable development – Social development – Technological trends
Global trends as drivers • The most important global trends that promote change in automation development – Globalization – Knowledge and competence – Digital era – Networked economy – Sustainable development – Social development – Technological trends
 General Trends globalization, knowledge and competence, digital era, networked economy, sustainable development, social development, technological trends, military applications Development of Automation: competitiveness and renewal of automation industries, birth and growth of new businesses Welfare in line with sustainable development Applications THEORY Applications Business competence in networked economy
General Trends globalization, knowledge and competence, digital era, networked economy, sustainable development, social development, technological trends, military applications Development of Automation: competitiveness and renewal of automation industries, birth and growth of new businesses Welfare in line with sustainable development Applications THEORY Applications Business competence in networked economy
 Questions for the panel • The demands and interests of industry on novel technologies and research activities for future automation systems and applications. Approached by: • Applications • Technology • Theory
Questions for the panel • The demands and interests of industry on novel technologies and research activities for future automation systems and applications. Approached by: • Applications • Technology • Theory
 GLOBAL TRENDS App lic Hap ations pon en ns atio lic App ponen Hap Isaksson ns atio lic App ponen Hap THEORY Toivonen Business competence of the networked economy Laukkanen Järvensivu
GLOBAL TRENDS App lic Hap ations pon en ns atio lic App ponen Hap Isaksson ns atio lic App ponen Hap THEORY Toivonen Business competence of the networked economy Laukkanen Järvensivu
 Future trends in process automation Ismo Laukkanen, UPM-Kymmene Corporation NPCW Panel in Future Trends in Automation, 23. 8. 2007, HUT
Future trends in process automation Ismo Laukkanen, UPM-Kymmene Corporation NPCW Panel in Future Trends in Automation, 23. 8. 2007, HUT
 FUTURE TECHNOLOGY Intelligent paper production line § Embedded control of machinery § Advanced sensors – data analysis – fault diagnosis § Advanced control systems – multi-variable controls – predictive control – predictive optimization § Decision support tools – optimization of process, costs, quality, runnability etc – multi-criteria optimization
FUTURE TECHNOLOGY Intelligent paper production line § Embedded control of machinery § Advanced sensors – data analysis – fault diagnosis § Advanced control systems – multi-variable controls – predictive control – predictive optimization § Decision support tools – optimization of process, costs, quality, runnability etc – multi-criteria optimization
 FUTURE WORKPLACE conceptual knowledge operational routines Knowledge and performance systems integrated into workplace Best practice toolkits Performance support simulators Knowledge support systems Basic Advanced
FUTURE WORKPLACE conceptual knowledge operational routines Knowledge and performance systems integrated into workplace Best practice toolkits Performance support simulators Knowledge support systems Basic Advanced
 "RETIREMENT TSUNAMI IN MATURE MARKETS" "BUSINESS START-UPS IN EMERGING MARKETS" FUTURE WORKFORCE Future challenge - transfer of critical knowledge
"RETIREMENT TSUNAMI IN MATURE MARKETS" "BUSINESS START-UPS IN EMERGING MARKETS" FUTURE WORKFORCE Future challenge - transfer of critical knowledge
 VIRTUALITY Virtual environments for engineering and information management Source: Jaakko Pöyry
VIRTUALITY Virtual environments for engineering and information management Source: Jaakko Pöyry
 VIRTUALITY Bridging reality & virtuality – How far we can go …? Conclusions and future challenges Source: Jaakko Pöyry
VIRTUALITY Bridging reality & virtuality – How far we can go …? Conclusions and future challenges Source: Jaakko Pöyry
 Future challenges New industrial environment New process analysis and -diagnosis tools Advanced diagnostics & Soft sensors New, more dynamic business environment Supply-chain and business process optimization Integrated knowledge and elec. performance support systems Intelligent PMs with embedded automation New way to operate New learning and working environment
Future challenges New industrial environment New process analysis and -diagnosis tools Advanced diagnostics & Soft sensors New, more dynamic business environment Supply-chain and business process optimization Integrated knowledge and elec. performance support systems Intelligent PMs with embedded automation New way to operate New learning and working environment
 SC management framework Strategic New Product Development Supply Contract Negotiations YEARS Network Sourcing S QUARTERS U P MONTHS P L WEEKS DAYS HOURS R Inventory Planning Material Requirements Planning Production (Factory) Planning Operative Warehouse Management Materials Tracking & Quality control Production Data Aquisition Optimization & Production Control Machine Automation DESIGN MAKE Distribution Requirements Planning Demand Planning Detailed / Line Scheduling Inventory Tracking Inventory Target Setting Tactical Raw Materials Procurement BUY 32 Customer Service Planning Supply Chain (Master) Planning Materials Supply Planning I E Logistics Network Design Warehouse Management Inventory Tracking STOCK Transportation Planning Load Planning Transport. Execution DELIVER Sales Forecasting C U S T Available to Promise O M E Order Management SELL R
SC management framework Strategic New Product Development Supply Contract Negotiations YEARS Network Sourcing S QUARTERS U P MONTHS P L WEEKS DAYS HOURS R Inventory Planning Material Requirements Planning Production (Factory) Planning Operative Warehouse Management Materials Tracking & Quality control Production Data Aquisition Optimization & Production Control Machine Automation DESIGN MAKE Distribution Requirements Planning Demand Planning Detailed / Line Scheduling Inventory Tracking Inventory Target Setting Tactical Raw Materials Procurement BUY 32 Customer Service Planning Supply Chain (Master) Planning Materials Supply Planning I E Logistics Network Design Warehouse Management Inventory Tracking STOCK Transportation Planning Load Planning Transport. Execution DELIVER Sales Forecasting C U S T Available to Promise O M E Order Management SELL R
 Different approaches – why? • Corporate level decisions made by top management • Harmonization system platform Strategic (SAP, Oracle, etc. ) • Logistics Network Design Large scale project … lot of people Distribution involved + 100 & + 3 years Requirements New Product Development Supply Contract Negotiations YEARS Network Sourcing S QUARTERS U P MONTHS P L WEEKS DAYS HOURS R Production (Factory) Planning Operative Warehouse Management Materials Tracking & Quality control Production Data Aquisition MAKE Transportation Planning Sales Forecasting • Mill specific decision made middle Load management. Planning Warehouse • Fragmented system platform Management • Smaller project Distribution Order STOCK Transport. Inventory Execution Target Setting DELIVER C U S T Available to Promise Optimization & Production Control Customer Inventory Tracking Service Planning Machine Automation DESIGN Planning Demand Planning Inventory Planning Material Requirements Planning Detailed / Line Scheduling BUY 33 Tactical Raw Materials Procurement Inventory Tracking Inventory Target Setting Supply Chain (Master) Planning Materials Supply Planning I E Customer Service Planning Requirements Management Planning SELL O M E R
Different approaches – why? • Corporate level decisions made by top management • Harmonization system platform Strategic (SAP, Oracle, etc. ) • Logistics Network Design Large scale project … lot of people Distribution involved + 100 & + 3 years Requirements New Product Development Supply Contract Negotiations YEARS Network Sourcing S QUARTERS U P MONTHS P L WEEKS DAYS HOURS R Production (Factory) Planning Operative Warehouse Management Materials Tracking & Quality control Production Data Aquisition MAKE Transportation Planning Sales Forecasting • Mill specific decision made middle Load management. Planning Warehouse • Fragmented system platform Management • Smaller project Distribution Order STOCK Transport. Inventory Execution Target Setting DELIVER C U S T Available to Promise Optimization & Production Control Customer Inventory Tracking Service Planning Machine Automation DESIGN Planning Demand Planning Inventory Planning Material Requirements Planning Detailed / Line Scheduling BUY 33 Tactical Raw Materials Procurement Inventory Tracking Inventory Target Setting Supply Chain (Master) Planning Materials Supply Planning I E Customer Service Planning Requirements Management Planning SELL O M E R
 Lot of SWs available - what will happen? Level 5 Multiple software providers can manage part of the main frame system’s functionality to be replaced, but none of the software vendors is capable to manage entire scope. Therefore, application architecture design is crucial for successful project. ERP Level 4 APO +Columbus 1) APS 2) Level 3 MES 3) DCS PLC 34 Options for closing the gap between ERP and automation layers Level 2 1) Extend ERP level functionality ”down to” MES layer by using SAP R/3, APO and third party solutions 2) Implement steel industry specific APS / MES software packages and/or develop custom build solutions 3) Extend automation with advanced functions such as sequencing and/or models for optimization Level 1 How to best manage?
Lot of SWs available - what will happen? Level 5 Multiple software providers can manage part of the main frame system’s functionality to be replaced, but none of the software vendors is capable to manage entire scope. Therefore, application architecture design is crucial for successful project. ERP Level 4 APO +Columbus 1) APS 2) Level 3 MES 3) DCS PLC 34 Options for closing the gap between ERP and automation layers Level 2 1) Extend ERP level functionality ”down to” MES layer by using SAP R/3, APO and third party solutions 2) Implement steel industry specific APS / MES software packages and/or develop custom build solutions 3) Extend automation with advanced functions such as sequencing and/or models for optimization Level 1 How to best manage?
 Emerging trends within the process automation Harri Happonen
Emerging trends within the process automation Harri Happonen
 Higher modularity between low-cost and high-end applications • Bigger, global customers and bigger, global vendors - costs will continue to degrease in “basic” elements of process automation high value-adding elements continue to be important, also a major differentiation method for vendors complexity in offering is difficult for both the customers and vendors, therefore modularity and platform-thinking, also between low-cost and high-end applications will increase technical standardization focus continue to sift from applications to interfaces. At the same time, the scope of “standard” interacting applications continues to be wider © Metso Automation Inc.
Higher modularity between low-cost and high-end applications • Bigger, global customers and bigger, global vendors - costs will continue to degrease in “basic” elements of process automation high value-adding elements continue to be important, also a major differentiation method for vendors complexity in offering is difficult for both the customers and vendors, therefore modularity and platform-thinking, also between low-cost and high-end applications will increase technical standardization focus continue to sift from applications to interfaces. At the same time, the scope of “standard” interacting applications continues to be wider © Metso Automation Inc.
 Increasing amount and levels of automated feedback and optimization © Metso Automation Inc.
Increasing amount and levels of automated feedback and optimization © Metso Automation Inc.
 Increased fusion of human know-how and data, higher value-added through usability • Importance of human know-how is highlighted through - • work-force generation change (retirements) localization of production facilities, especially to low-cost countries increased levels of optimization, fusion of e. g. ERP -level and continuous plant-level Usability, “man-machine interfaces” become more critical than today - good usability moves from nice-to-have category towards concrete, value-adding enabler of new solutions © Metso Automation Inc.
Increased fusion of human know-how and data, higher value-added through usability • Importance of human know-how is highlighted through - • work-force generation change (retirements) localization of production facilities, especially to low-cost countries increased levels of optimization, fusion of e. g. ERP -level and continuous plant-level Usability, “man-machine interfaces” become more critical than today - good usability moves from nice-to-have category towards concrete, value-adding enabler of new solutions © Metso Automation Inc.
 Increasing input from consumer technologies to industrial process automation • Due to - fast development cycles in consumer technologies high amount of development resources -//usability input as one specific, important theme value-adding potential for industrial players through out-of-thebox viewpoints © Metso Automation Inc.
Increasing input from consumer technologies to industrial process automation • Due to - fast development cycles in consumer technologies high amount of development resources -//usability input as one specific, important theme value-adding potential for industrial players through out-of-thebox viewpoints © Metso Automation Inc.
 Alf Isaksson ABB Corporate Research © ABB Corporate Research - 40 Västerås, Sweden Panel – Future trends in process automation
Alf Isaksson ABB Corporate Research © ABB Corporate Research - 40 Västerås, Sweden Panel – Future trends in process automation
 © ABB Corporate Research - 42 Technology trend # 1– on-line plantwide optimization
© ABB Corporate Research - 42 Technology trend # 1– on-line plantwide optimization
 Technology trend # 2 – Integration of production planning and control n Cover more than one hierarchical level in optimization problem n Potentially leads to nonlinear mixed integer progrmming Enterprise Plant Process Section © ABB Corporate Research - 43 Process Unit Control loop
Technology trend # 2 – Integration of production planning and control n Cover more than one hierarchical level in optimization problem n Potentially leads to nonlinear mixed integer progrmming Enterprise Plant Process Section © ABB Corporate Research - 43 Process Unit Control loop
 Technology trend # 3: Predictive maintenance and on-line diagnostics n Issues Estimate Residual Lifetime n Calculate Accumulated Wear n © ABB Corporate Research - 44 n Detect Incipient Faults
Technology trend # 3: Predictive maintenance and on-line diagnostics n Issues Estimate Residual Lifetime n Calculate Accumulated Wear n © ABB Corporate Research - 44 n Detect Incipient Faults
 Challenges n Engineering efficiency, i. e. model development & maintenance n Is it the automation supplier’s task to model production processes? n Potential for collaboration with Our customer – the process industry n Universities n Institutes n © ABB Corporate Research - 45 n Machine builders
Challenges n Engineering efficiency, i. e. model development & maintenance n Is it the automation supplier’s task to model production processes? n Potential for collaboration with Our customer – the process industry n Universities n Institutes n © ABB Corporate Research - 45 n Machine builders
 Vision – utilize CAD P&ID to configure simulation model Process graphics in 800 x. A Modelica model © ABB Corporate Research - 46 CAD
Vision – utilize CAD P&ID to configure simulation model Process graphics in 800 x. A Modelica model © ABB Corporate Research - 46 CAD
 © ABB Corporate Research - 47
© ABB Corporate Research - 47
 Future Trends in Process Automation Bjarne A. Foss Norwegian University of Science and Technology - NTNU Trondheim Norway • Identify the most important emerging trends within process automation • There is a need to pursue theoretical research within • Modeling (eg. model reduction) • Formal results (eg. robust performance) • Algorithms (eg. algorithms with predictible properties) 48
Future Trends in Process Automation Bjarne A. Foss Norwegian University of Science and Technology - NTNU Trondheim Norway • Identify the most important emerging trends within process automation • There is a need to pursue theoretical research within • Modeling (eg. model reduction) • Formal results (eg. robust performance) • Algorithms (eg. algorithms with predictible properties) 48
 Complexity will increase dramatically • Closer ties between units in the production chain – From isolated islands to tight couplings between units – The production chain should be considered as one system • Place tougher performance demands on individual units – From mainly stationary to mainly dynamic operating conditions – Need for tighter vertical integration between planning and execution – Expect more complex control applications at all levels in the hierarchy • Model-based applications • Better utilization of real-time information Source Output 49 /ref. Statoil/
Complexity will increase dramatically • Closer ties between units in the production chain – From isolated islands to tight couplings between units – The production chain should be considered as one system • Place tougher performance demands on individual units – From mainly stationary to mainly dynamic operating conditions – Need for tighter vertical integration between planning and execution – Expect more complex control applications at all levels in the hierarchy • Model-based applications • Better utilization of real-time information Source Output 49 /ref. Statoil/
 Hypothesis: Control applications degrade over time Plant Performance optimal CONTROL ASSET FAULT Valves……………………. …. . stiction, hysteresis Sensors & Analyzers………… drift, bias, freezing, failure Regulatory Controls……. …… interactions, disturbances, service factor, saturation, tuning issues Advanced Controls……………. . . model quality, constraint issues, service factor time 1. Commissioning 2. Reliability Issues 3. Operational Issues 4. Human Factors 5. Maintenance Model Control assets are tuned, regulatory controlunder specific in a typical plant. • • Onceperformance of bothforexpensive, sometimes assets deliverplantover time There commissioned and is optimal of Poor Control degrades often The Cost and advanced professional performance The are more than 300 control assets per controlunnecessary, and conditions, Scheduled maintenance regulatory performance control so when business driverssignificant maintenance problem! in a typical plant are benefits quickly. to limited human control performance decreases: Control performance is a change, resources “Industry research control asset can impact others controls • impracticalwith oneshows that up to 75% of regulatory(e. g. a sticky valve can impact Problems due under performing, and most MPC applications - way the energy 50% of their original varying business • • Advancedmaintenance (“run to failure”) impactsdeliver only diagnose, to runfix projects stocks regulatorycontrolnew feed deliver further MPC) to identify, the plant and near control, online there is no Using traditional- methods, inferentials andbenefits, allowing costs to off-spec Reactive within 3 years of deployment. easyworld-scale refineryduechemical plant, benefits In a or its most profitablechange in productare in thecompetitivedollars. ” throughput constraintsand energy - millions of pressures poorly performing assets product, higher -raw materiallosses mix consumption, and lower 50 estimated /Ref. www. matrikon. com/
Hypothesis: Control applications degrade over time Plant Performance optimal CONTROL ASSET FAULT Valves……………………. …. . stiction, hysteresis Sensors & Analyzers………… drift, bias, freezing, failure Regulatory Controls……. …… interactions, disturbances, service factor, saturation, tuning issues Advanced Controls……………. . . model quality, constraint issues, service factor time 1. Commissioning 2. Reliability Issues 3. Operational Issues 4. Human Factors 5. Maintenance Model Control assets are tuned, regulatory controlunder specific in a typical plant. • • Onceperformance of bothforexpensive, sometimes assets deliverplantover time There commissioned and is optimal of Poor Control degrades often The Cost and advanced professional performance The are more than 300 control assets per controlunnecessary, and conditions, Scheduled maintenance regulatory performance control so when business driverssignificant maintenance problem! in a typical plant are benefits quickly. to limited human control performance decreases: Control performance is a change, resources “Industry research control asset can impact others controls • impracticalwith oneshows that up to 75% of regulatory(e. g. a sticky valve can impact Problems due under performing, and most MPC applications - way the energy 50% of their original varying business • • Advancedmaintenance (“run to failure”) impactsdeliver only diagnose, to runfix projects stocks regulatorycontrolnew feed deliver further MPC) to identify, the plant and near control, online there is no Using traditional- methods, inferentials andbenefits, allowing costs to off-spec Reactive within 3 years of deployment. easyworld-scale refineryduechemical plant, benefits In a or its most profitablechange in productare in thecompetitivedollars. ” throughput constraintsand energy - millions of pressures poorly performing assets product, higher -raw materiallosses mix consumption, and lower 50 estimated /Ref. www. matrikon. com/
 The people issue is becoming more challenging • Few experts located at a plant – Practionners and experts must cooperate across geographical boundaries • Production chain integration increases the importance of crossdisciplinary cooperation • More emphasis on using real-time information in decision making increases pressure on the cooperation between experts-andpractionners – Are we utilizing all relevant and available information? – Extra time-delay in the decision loop harms performace. 51
The people issue is becoming more challenging • Few experts located at a plant – Practionners and experts must cooperate across geographical boundaries • Production chain integration increases the importance of crossdisciplinary cooperation • More emphasis on using real-time information in decision making increases pressure on the cooperation between experts-andpractionners – Are we utilizing all relevant and available information? – Extra time-delay in the decision loop harms performace. 51