Пружины и рессоры.pptx
- Количество слайдов: 40



Технология термической обработки пружин и рессор

Пружины и рессоры являются упругими элементами разнообраз ных машин, механизмов и приборов. Предназначены: для создания, восприятия или гашения ударов, колебаний, сотрясений; для привода подвижных частей для измерения уси лий.

По характеру работы различают пружины: работающие на сжатие, растяжение, кручение; специальные, воспринимающие комбинированную нагрузку, в основном изгиб.

По форме пружины делятся на винтовые, спиральные, тарельчатые и др.

Различные виды пружин: а – пружина сжатия цилиндрическая б – пружина сжатия коническая из проволоки круглого сечения в – пружина сжатия телескопическая из заготовки прямоугольного сечения г – пружина растяжения (цилиндрическая) д – пружина кручения е – пружина спиральная (плоская) ж – пакет тарельчатых пружин з – пружина изгиба (пластинчатая) и – листовая рессора

При правильном выборе типоразмера пружин и рессор в соответствии с величиной и характером эксплуатационных нагрузок на их долговечность и надежность влияют следующие факторы: 1) Химический состав и структурное состояние стали после термической обработки, а также его изменение в процессе нагружения. 2)Металлургическое качество стали (содержание неметалли ческих включений, неоднородность состава и структуры). 3) Качество поверхности проката (листа, полосы, ленты, проволоки). Наличие дефектов поверхности, играющих роль концентраторов напряжений в готовых пружинах и рессорах. 4) Наличие и глубина обезуглероженного слоя. 5)Напряженное состояние, определяемое характером распределения и величиной внутренних остаточных напряжений.

Стали для пружин и рессор специальная группа конструкционных сталей с характерным комплексом свойств, важнейшим из которых является сопротивление малым пластическим деформациям. Оно характеризуется условным пределом упругости, отвечающим появлению остаточной деформации 10 3— 10 4 %. Величина предела упругости определяет предельные напряжения, которые не должны быть превышены в упругих элементах в процессе эксплуатации. Высокое сопротивление малым пластическим деформациям обеспечивает важные для упругих элементов свойства: усталостную прочность (сопротивление циклическим нагрузкам); сопротивление протеканию релаксационных процессов; проявлению неупругих явлений, ответственных за изменение размеров и рабочих характеристик пружин и рессор.

По назначению рессорно пружинные классифицируются на стали: стали общего назначения (используемые в качестве конструкционных материалов для работы в обычных атмосферных условиях); стали специального назначения (для изготовления упругих элементов, работающих в особых условиях, например, в коррозионноактивных средах, при повышенных температурах и др. ).
 холодная пластическая деформация (деформационный наклеп)")
Основными способами упрочнения пружинных сталей общего назначения являются: 1) холодная пластическая деформация (деформационный наклеп) с последующим отпуском; 2) закалка на мартенсит с последующим отпуском или динамическим старением; 3) термомеханическая обработка. Для изготовления пружин и упругих чувствительных элементов специального назначения используют коррозионностойкие и теплостойкие стали и сплавы, элинварные и высокоэлектропроводные сплавы.

1. Термическая обработка пружин из сталей общего назначения, упрочняемых ХПД с последующим отпуском
 термически обработанную на заданный уровень прочности")
Для изготовления пружин используют проволоку или ленту: а) термически обработанную на заданный уровень прочности б) холоднодеформированную, предварительно термически обработанную (обычно патентированную) Ввиду невысокой пластичности обработанных на высокую прочность сталей из них изготавливают пружины несложной конфигурации. Закаленная и отпущенная пружинная проволока или лента изготавливается из углеродистых сталей (68 А, У 7 А—У 12 А) из легированных сталей (65 ГА, 68 ГА, 50 ХФА, 60 С 2 А, 70 С 2 ХА).
 Пружины, изготовленные из термически обработанной ленты: отпуск , T=240 -250°C, τ=1 час (для")
а) Пружины, изготовленные из термически обработанной ленты: отпуск , T=240 -250°C, τ=1 час (для уменьшения внутренних напряжений и дополнительного распада остаточного аустенита); нагрев проводят в электрических печах в воздушной среде (для образование тонкой окисной пленки колоризация, которая несколько улучшает коррозионную стойкость пружин).
 проволока или лента, полученная путем холодной пластической деформации (волочением, прокаткой) заготовок с предварительно")
б) проволока или лента, полученная путем холодной пластической деформации (волочением, прокаткой) заготовок с предварительно подготовленной исходной структурой. ПТО: патентирование нагрев (до 870 950 °С), охлаждение (до 450 550 °С) обычно в солевом или свинцовом расплаве, выдержка и дальнейшее охлаждение на воздухе или в воде. структура тонкопластинчатый перлит. сталь существенно упрочняется, сохраняя пластичность и вязкость, достаточную для навивки пружин в холодном состоянии чем выше содержание углерода в стали, тем выше прочность после патентирования и последующей холодной деформации.

Технологический процесс изготовления мелких и средних пружин включает следующие операции: холодную навивку правку обрубку лишних витков заточку и шлифование торцев (при необходимости) термическую обработку обжатие до соприкосновения витков испытание пружин и проверку размеров нанесение антикоррозионных покрытий и проверку их качества окончательный контроль.

Термическая обработка пружин заключается в их отпуске. В результате отпуска: повышаются предел упругости, релаксационная стойкость, усталостная прочность, снижаются остаточные напряжения и остаточная деформация пружин при нагружении, стабилизируются форма пружин и их силовые характеристики. Указанное изменение свойств связано с изменениями тонкой структуры (по типу полигонизации), образованием сегрегации из атомов углерода на дислокациях и дисперсных частиц карбидов (деформационное старение).

Режимы отпуска пружин после навивки колеблются в широких пределах. Процессы при отпуске термически активируемы, более низкой температуре должна соответствовать более продолжительная выдержка. Наиболее часто отпуск выполняют при температурах 175— 2500 С. Для пружин из высокоуглеродистой стали следующие режимы отпуска: нагрев до 175 °С с выдержкой 2 ч или до 220— 300 °С, но с выдержкой 1 ч; 350 °С с выдержкой 15 мин или 450 °С с выдержкой 5 с.
 печи-ванны с горячим маслом расплавом солей. Недостатком расплавов солей является")
Для отпуска используют: 1) печи-ванны с горячим маслом расплавом солей. Недостатком расплавов солей является образование солевой рубашки вокруг витков, для удаления которой необходима тщательная промывка, например, в горячем содовом растворе. 2)электропечи со встроенными вентиляторами для интенсивной циркуляции атмосферы, обеспечивающей равномерность низкотемпературного нагрева садки.

2. Термическая обработка пружин из сталей общего назначения, упрочняемых закалкой с отпуском

Для изготовления пружин, упрочняемых последующей закалкой с отпуском, используют: холоднодеформированную отожженную проволоку или ленту, горячекатаный или холоднокатаный сортовой прокат или катанку. В исходном состоянии указанные полуфабрикаты не характеризуются высокой прочностью, но имеют повышенную пластичность, позволяющую изготавливать пружины сложной конфигурации.

Технологический процесс изготовления пружин горячей деформацией в общем случае включает следующие операции: отрезку заготовок, оттяжку или вальцовку концов заготовок в горячем состоянии (950— 1150°С), навивку или штамповку в горячем состоянии (800— 1000°С), обрубку концов, заточку и шлифование торцев пружин (при необходимости), термическую об работку, гидропескоструйную обработку (иногда наклеп дробью), испытание пружин и проверку размеров. При изготовлении пружин холодной деформацией исключаются операции оттяжки концов и нагрева заготовок перед навивкой (штамповкой).

Термическая обработка пружин: закалка (должна обеспечить получение в структуре мартенсита без участков троостита и с минимальным количеством остаточного аустенита, обработку холодом (целесообразно проводить, т. к. после закалки возможное превращение остаточного аустенита в мартенсит вызывает понижение релаксационной стойкости и склонность к замедленному разрушению) отпуск

Режим отпуска следует выбирать с учетом назначения и условий нагружения упругих элементов в эксплуатации. Для большинства пружин отпуск проводят при температурах, обеспечивающих высокие значения предела упругости. Во избежание нежелательных изменений в структуре (коагу ляция карбидов и др. ) режим отпуска должен быть строго регла ментирован по температуре и продолжительности.

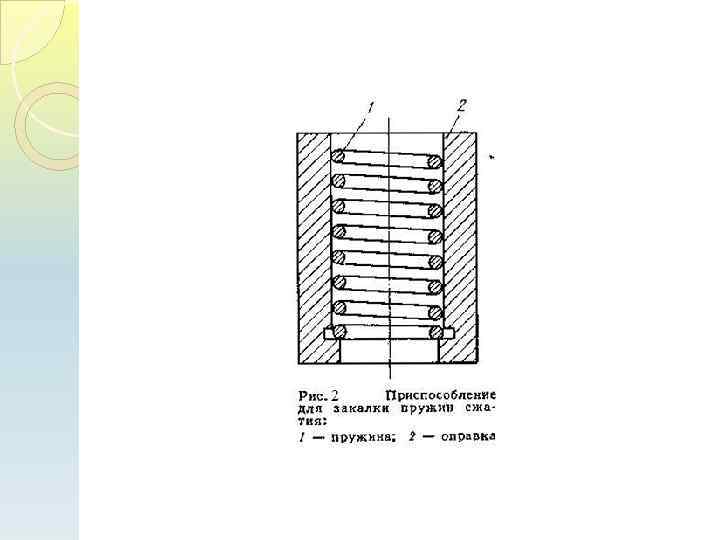
Меры по уменьшению деформации пружин при выполнении закалки и отпуска: разрабатываются применительно к конкретным видам и типоразмерам пружин, при этом можно использовать такие приемы, как -равномерную укладку пружин в печь (например, в швеллерные балки); -приспособления, фиксирующие форму и размеры пружин при нагреве и охлаждении (рис. 2); - отпуск на оправках, -для плоских и тарельчатых пружин в прессах с электроподогревом эффективным средством уменьшения деформации является изотермическая закалка
 пружинных сталей Нагружение упругих элементов осуществляется растяжением или кручением,")
Динамическое старение (отпуск под нагрузкой) пружинных сталей Нагружение упругих элементов осуществляется растяжением или кручением, при этом не обязательно совпадение схем нагружения при отпуске и при последующей эксплуатации. Отпуск под нагрузкой следует выполнять: после закалки и предварительного низкого отпуска: при 150°С для сталей с 0, 5 % С, при 170 °С для сталей с 0, 6— 0, 7 % С при 300 °С для высокоуглеро дистых сталей Температура отпуска под нагрузкой зависит от состава стали и, как правило, должна быть выше температуры предварительного отпуска.

2. 1 Технология термической обработки рессор

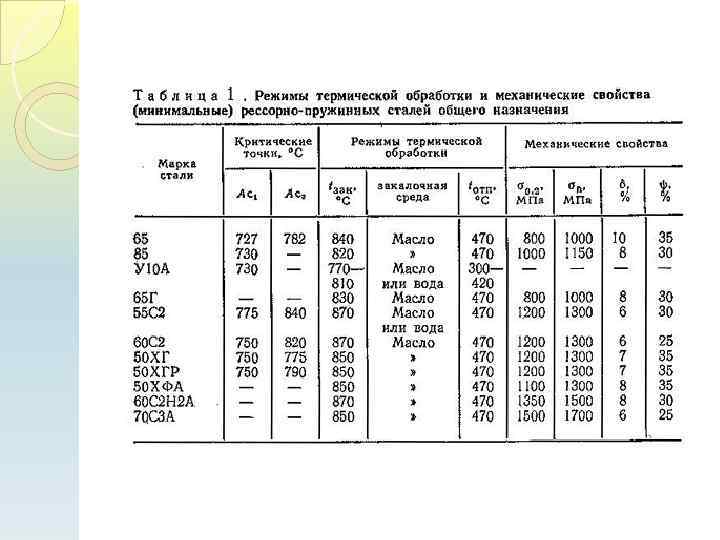
Для изготовления рессор ГОСТ 14959— 79 предусматривает 25 марок стали. В производстве автомобильных рессор используют в основном стали 60 С 2 (55 С 2), 60 ХГС, 50 ХГ (50 ХГА) в меньшей степени (для рессор легковых автомобилей) стали 50 ХГФА и 50 ХФА. Основными технологическими характеристиками рессорных сталей являются: склонность к перегреву и обезуглероживанию, устойчивость переохлажденного аустенита

Для изготовления рессор ГОСТ 14959— 79 предусматривает 25 марок стали. В производстве автомобильных рессор используют в основном стали 60 С 2 (55 С 2), 60 ХГС, 50 ХГ (50 ХГА) в меньшей степени (для рессор легковых автомобилей) стали 50 ХГФА и 50 ХФА. Основными технологическими характеристиками рессорных сталей являются: склонность к перегреву и обезуглероживанию, устойчивость переохлажденного аустенита

Технологический процесс производства листовых автомобильных рессор включает: рубку горячекатаных полос на мерные заготовки, доделочные операции (выдавливание фиксирующих кнопок, пробивку отверстий для стягивающих болтов, отгибку концов, загибку ушек), термическую обработку, в процессе которой проводят гибку полос, дробеструйный наклеп (двух сторонний или, по крайней, со стороны вогнутой поверхности), осадку контроль. Доделочные (заготовительные) операции проводят при местном нагреве отдельных участков рессорных листов в щелевых газовых нагревательных устройствах или индукционным способом.

Закалка Тзак = 980— 1000 °С для листов из сталей 60 С 2 Тзак =880 900 °С для листов из стали 50 ХГ, τ=10 25 мин для листов толщтной 6 10 мм Отпуск Тотп = 450— 480 °С для сталей 60 С 2 и 50 ХГ, τ=45 50 мин

3. Термомеханическая обработка рессор и пружин

Практическая реализация этой обработки связана с необходимостью включения деформации в технологический цикл изготовления рессор и пружин. Используется горячая деформация при изготовлении пружинной проволоки и прутков (горячая прокатка и волочение), при прокатке рессорных полос, при горячей навивке пружин.
 Высокотемпературная термомеханическая обработка (ВТМО) При ВТМО рессорных сталей принимают: температуру аустенитизации на 100—")
1) Высокотемпературная термомеханическая обработка (ВТМО) При ВТМО рессорных сталей принимают: температуру аустенитизации на 100— 150°С выше Ас3, -степень деформации 25— 50 % при одновременном обжатии и до 70 % при дробной деформации использование различных схем деформации (прокаткой, волочением, экструзией, штамповкой), но схемы главных напряжений при ВТМО и в эксплуата ции должны быть близки. Оптимальные режимы ВТМО выбирают эмпирически для изделия. В результате ВТМО достигается: возрастание статической и усталостной (в том числе и малоцикловой) прочности, возрастание сопротивления разрушению, возрастание пластичности и ударной вязкости; понижение температуры порога хладноломкости, устранение обратимой отпускной хрупкости и уменьшение водородного охрупчивания при нанесении гальванических антикоррозионных покрытий

Повышение комплекса свойств при ВТМО установлено для широкого круга пружинных сталей с различной степенью легирования: кремнистых (55 С 2, 60 С 2), хромомарганцевых (50 ХГА), сталей марок 50 ХФА, 45 ХН 2 МФА и др. Наибольшая эффективность от ВТМО достигнута на сталях, содержащих карбидообразующие элементы — хром, ванадий, молибден, цирконий, ниобий и т. п. (стали марок 50 ХМФ, 50 Х 5 СМЗФ и др. ).

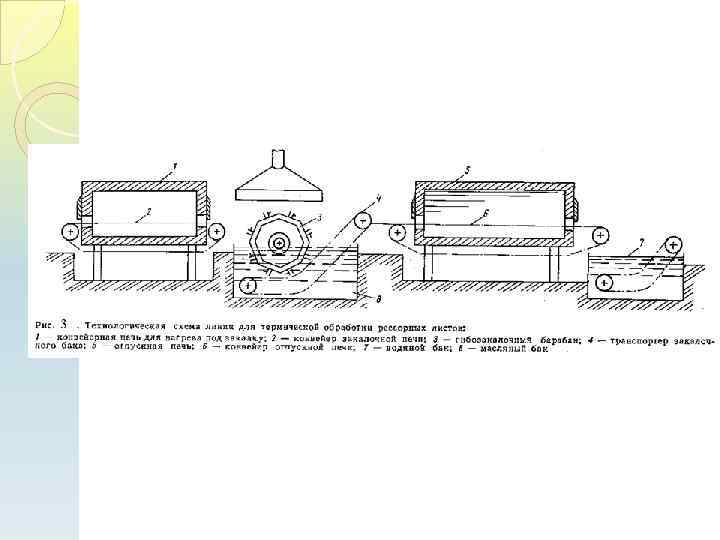
• Важным преимуществом ВТМО, расширяющим область ее применения, является наследование субструктуры, созданной этой обработкой, даже после повторной закалки. • Схема обработки, использующей наследственное термомеханическое упрочнение (НТМУ) приведена на рис. 3. • При НТМУ после термомеханической обработки проводят высокий отпуск, позволяющий осуществлять холодную пластическую деформацию, в частности навивку пружин (после этой деформации целесообразно провести дополнительный отпуск при 400 °С), а затем повторную закалку с ускоренным нагревом или в соляной ванне и окончательный отпуск. Рис. 3. а Технологическая схема «прямой» ВТМО б Технологическая схема ВТМО с использованием наследственного термомеханического упрочнения(НТМУ)
 Низкотемпературная термомеханическая обработка (НТМО) Она позволяет получить высокий комплекс пружинных свойств на углеродистых")
2) Низкотемпературная термомеханическая обработка (НТМО) Она позволяет получить высокий комплекс пружинных свойств на углеродистых (У 7 А) и легированных сталях (70 С 2 ХА и др. ) Наиболее сильно после НТМО возрастает предел упругости. Эффект упрочнения при НТМО, как правило выше, чем при ВТМО. С точки зрения практического выполнения НТМО является более сложной обработкой. Свойства стали после НТМО, особенно предел упругости и релаксационная стойкость, могут быть повышены в еще большей степени путем холодной пластической деформации с обжатием 10 % и старения. Стабильность субструктуры и устойчивость упрочнения при нагреве стали после НТМО значительно меньше, чем после ВТМО. Повторная закалка почти полностью снимает эффект НТМО. Недостатком НТМО является то, что рост упрочнения часто сопровождается снижением пластичности, повышением чувст вительности к концентраторам напряжений. В литературе имеются сведения об успешном опробовании НТМО для тонких спиральных пружин, клапанных пружин и листовых рессор.

Контроль качества упругих элементов Наружный осмотр Испытание под рабочей нагрузкой Динамические испытания Испытания длительной нагрузкой (заневоливание)

СПАСИБО ЗА ВНИМАНИЕ!
Пружины и рессоры.pptx