Лекция-12_Pres.ppt
- Количество слайдов: 22


")
Технология нефтегазопереработки и нефтехимического синтеза Лекция 12: Термокаталитические процессы переработки нефти и газа (5) Каталитический крекинг 12. 1. Цель, основы и этапы развития процесса 12. 2. Химия, кинетика и термодинамика процессов крекинга 12. 3. Сырье и продукты каталитического крекинга 12. 4. Катализаторы крекинга, регенерация катализаторов 12. 5. Управление процессом 12. 5. Промышленные установки и реакторы каталитического крекинга

12. 0. Классификация и назначение термических процессов переработки нефти и продуктов первичной переработки 4 основные группы термических процессов вторичной переработки нефти: А. Термические процессы: (Т в зоне реакции 500 -600 С, до 800 -900 С (пиролиз) 1) Термический крекинг и висбрекинг 2) Пиролиз углеводородного сырья с получением нефтезаводских газов 3) Коксование нефтяного сырья 4) Битумное производство 5) Производство технического углерода и пека. В. Термокаталитические процессы: (Т в зоне реакции 500 -600 С) 1) Каталитический крекинг 2) Каталитический риформинг С. Термогидрокаталитические процессы: (Т в зоне реакции 500 -600 С) 1) Каталитический гидрокрекинг 2) Гидроочистка дистиллятного сырья (различных фракций и остатков) D. Переработка нефтезаводских газов: 1) Фракционирование газовых фракций 2) Алкилирование изобутана олефинами 3) Полимеризация (олигомеризация) олефинов 4) Изомеризация парафиновых углеводородов 5) Производство серы из нефтяных остатков 6) Производство водорода

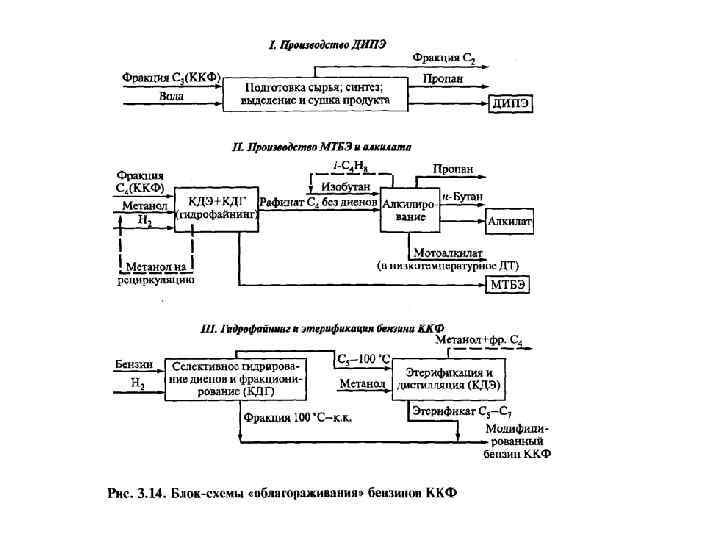
ТЕРМОКАТАЛИТИЧЕСКИЕ ПРОЦЕССЫ НЕФТЕПЕРЕРАБОТКИ Термокаталитические процессы - термическая переработка углеводородного сырья в присутствии катализаторов - позволяют, как показал русский ученый Н. Д. Зелинский, использовать значительно более мягкие режимы (более низкая температура, небольшое время контакта, и т. д. ). – при Классические термокаталитические процессы нефтепереработки - каталитические крекинг и риформинг (лекция уже была). 12. 1. Цель и основы процесса каталитического крекинга Целевое назначение процесса - получение высокооктановых компонентов автобензинов и жирного газа (особенно пропилена) из вакуумных газойлей или их смесей с остатками атмосферной и вакуумной перегонок. Бензин каталитического крекинга имеет хорошие антидетонационные характеристики. Октановое число бензина с к. к. = 195 С (по моторному методу) равно 80 -85. Бутан-бутиленовая фракция (ББФ) каталитического крекинга - сырье процесса алкилирования для получения алкилата - высококачественного компонента бензинов. Пропан-пропиленовую и этан-этиленовую фракции газа используют как сырье для процессов органического синтеза (и частично алкилирования – ППФ). Получаемые при крекинге газойли применяют как компоненты дизельного топлива после облагораживания, как сырье для установок термокрекинга и получения технического углерода.
")
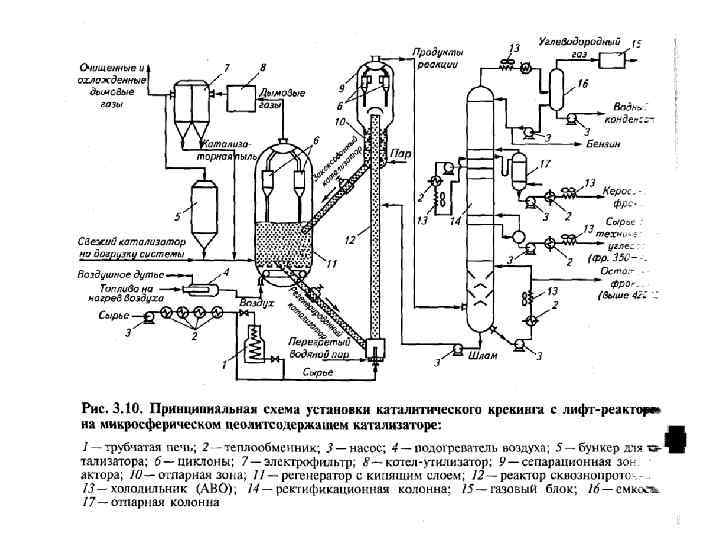
12. 1. 1. ЭТАПЫ РАЗВИТИЯ ПРОЦЕССА В своем развитии процесс прошел несколько стадий. 1) Первый промышленный процесс каталитического крекинга на алюмосиликатных катализаторах был разработан американским химиком и промышленником Э. Гудри. В 1936 г. с его участием был построен первый крекинг-завод в США, процесс был периодического действия, так как реактор и регенератор были сконструированы в одном аппарате (Табл. 3. 1, а). 2) Следующий этап в развитии промышленного процесса каталитического крекинга создание непрерывного процесса с реакторно-регенераторным блоком. Одновременно (1942 г. ) были созданы установки каталитического крекинга с шариковым алюмосиликатным катализатором (рис. 3. 1, б) и с микросферическим алюмосиликатным катализатором, который контактировал с сырьем в псевдоожиженном слое (рис. 3. 2, а и рис. 3. 3). В качестве сырья использовался сначала легкий, а потом вакуумный газойль. Эти установки активно работали до середины 60 -х гг. . 3) Далее были открыты цеолиты, совершившие революцию в области каталитического крекинга. Цеолитсодержащие алюмосиликатные катализаторы резко увеличили выход высокооктанового бензина в процессе крекинга, но потребовали серьезных конструктивных изменений в реакторно-регенераторном блоке. Реактор с псевдоожиженным слоем был заменен лифт-реактором, где и протекали основные реакции крекинга вакуумнoгo газойля (рис. 3. 2, б). Для снижения выхода СО в газах регенерации в катализатор вводили промотор дожигания СО. 4) В 80 -е гг. в сырье начали добавлять мазут, а в некоторых случаях проводили крекинг только мазута светлых нефтей. Для этого конструктивно был изменен ввод сырья при его контакте с катализатором, усовершенствованы циклоны реактора, в регенераторе появилась секция охлаждения катализатора (рис. 3. 2, в). В сырье или в катализатор добавляли пассиватор тяжелых металлов для снижения их отравляющего действия. Для уменьшения выхода оксидов серы в газах регенерации в катализатор вводили добавки, связывающие серу при выжиге кокса и

Рис. 3. 1. Реакторно-регенераторный блок установки каталитического крекинга с движущимся слоем шарикового катализатора (1950 -1960 гг. ): а - установка ТСС (США); б - установка 43 -102 (Россия); 1 - воздушный компрессор; 2 - регенератор; 3 - реактор; 4 - уравнительный сепаратор; 5 - пневмотранспорт; 6 - емкость пневмотранспорта; 7 - нагревательная печь; 8 - стояк напорный; 9 - зона крекинга; 10 - секция отпаривания; 11 - распределительное устройство; 12 - бункер; 13 – змеевик; 14 - трубопровод; 15 – дозатор

Рис. 12. 1. Реакторно-регенераторный блок установки каталитического крекинга с микросферическим катализатором: а - с «кипящим» (псевдоожиженным) слоем катализатора (1940 -1970 гг. ); б - с лифтреактором (с 1970 г. ); в - с лифт-реактором и двухступенчатым регенератором (с 1980 г. ) 1 - пневмотранспорт; 2 - цилиндрическая камера; 3 - регенератор; 4 - сепарационная камера; 5 реактор с концевым кипящим слоем; 6 - циклон; 7 - десорбер; 8 - лифт-реактор

Развитие технологии процесса каталитического крекинга вакуумных дистиллятов и совершенствование катализаторов способствовали резкому улучшению показателей процесса, в первую очередь - повышению выхода целевого продукта (рис. 12. 2). К началу 80 -х гг. выход компонента автобензина (с к. к. 221°С) на промышленных установках ККФ в США достиг более 77% (об. ) от сырья против 40% (об. ) на первом этапе развития указанного процесса. Этому способствовало применение таких технических решений, как освоение схемы с лифт-реактором, гидроочистки сырья, рециркуляция газойлевых фракций (в том числе их гидроочистка), использование высокоэффективных цеолитсодержащих катализаторов. Рис. 12. 2. Последовательное влияние различных усовершенствований процесса каталитического крекинга вакуумного газойля на выход бензина (фр. С 5 - 221°С) 1 - аморфный катализатор; 2 - цеолитсодержащий катализатор первых выпусков; 3 - цеолитсодержащий катализатор выпуска 70 -х гг. ; 4 - лифт-реактор; 5 - предварительная гидроочистка сырья
 с разработкой каталитического крекинга Millisecond (MSCC) (Рис. 12. 3")
Дальнейшее совершенствование процесса связано 1) с разработкой каталитического крекинга Millisecond (MSCC) (Рис. 12. 3 ), 2) с развитием методов подготовки остаточных видов сырья, 3) с применением способов, обеспечивающих минимальное загрязнение окружающей среды при эксплуатации промышленных установок. Наибольшее распространение в схемах зарубежных НПЗ получили системы ККФ с микросферическим цеолитсодержащим катализатором, а на российских НПЗ аналогичные им установки типа Г-43 -107. В России в этих установках используется гидроочистка исходного вакуумного газойля. Рис. 3. 5. Реакторно-регенераторный блок установки каталитического крекинга Millisecond (MSCC): 1 - миллисекундный реактор; 2 - регенератор

12. 2. Химия, кинетика и термодинамика процессов каталитического крекинга В температурных условиях процесса термодинамически обусловлено протекание большого числа химических реакций. Важнейшие из них следующие: 1) изомеризация углеводородов; 2) перераспределение алкильных заместителей в ароматических углеводородах; 3) перераспределение водорода в ненасыщенных структурах; 4) полимеризация (олигомеризация) углеводородов; 5) (поли)конденсация углеводородов; 6) крекинг парафиновых углеводородов с уменьшением их молекулярной массы; 7) крекинг нафтеновых углеводородов с образованием олефиновых УВ; 8) деалкилирование алкилароматических углеводородов; 9) отщепление алкильных заместителей в алкилароматических углеводородах; 10) крекинг олефиновых углеводородов с уменьшением их молекулярной массы. Взаимодействие углеводородов с кислотным алюмосиликатным катализатором (х. Al 2 O 3 • y. Si. O 2 • z. Н 2 O) происходит по карбоний-ионному механизму. Наиболее устойчивые в этих реакциях с термодинамической точки зрения третичные карбонийионы - источник образования при каталитическом крекинге изобутана - ценнейшего алкилирующего агента. Реакции каталитического крекинга протекают на границе твердой (катализатор), паровой и жидкой фаз (сырье), т. е. этот процесс - классический пример реализации гетерогенного катализа. В зависимости от режима процесса (1), качества сырья (2) и дисперсности катализатора (3) роль диффузионных, абсорбционных и кинетических процессов различна.

Известно, что скорость такого процесса в целом определяется скоростью наиболее медленной стадии. При высоких температурах, когда скорость реакции на поверхности катализатора значительна, процесс идет в диффузионной области, так как итоговая скорость его будет определяться интенсивностью поступления свежих порций сырья к внутренней поверхности катализатора. Снижение температуры изменяет скорость химической реакции в большей степени, чем диффузия, поэтому имеется область температур, где скорости диффузии и химических реакций сопоставимы; эта область относится к переходной. И наконец, при умеренных температурах крекинга результат будет определяться кинетикой, т. е. процесс протекает в кинетической области. В соответствии с вышесказанным в зависимости от области, в которой протекает каталитический крекинг, для его интенсификации следует либо повышать температуру, либо форсировать подачу сырья к поверхности катализатора. Кинетика каталитического крекинга описывается реакцией первого порядка: V 0٠x = -β٠V 0٠ln(l - x) - α, (12. 1) Где Vо - скорость подачи сырья в реактор; x - глубина превращения сырья; β коэффициент; α - кинетический коэффициент, пропорциональный константе скорости крекинга. Уравнение (12. 1) можно вывести, построив по экспериментальным точкам график в координатах {V 0٠x - V 0٠ln(l - x)} для получения константы α, характеризующей видимую кинетику процесса. Кинетический коэффициент α зависит от вида катализатора (цеолит или аморфный алюмосиликат), от молекулярной массы сырья, степени измельчения катализатора и температуры. Определив положение прямых для данного интервала температур, можно вычислить энергию активации и соответственно установить область протекания процесса.

Тепловой эффект каталитического крекинга расценивается как итоговый по совокупности реакций разложения и уплотнения. Цеолитсодержащему катализатору больше присущи реакции изомеризации, протекающие с выделением теплоты, и в меньшей степени они реализуются на катализаторах старого типа. Кроме того, цеолитные катализаторы значительно активнее и селективнее. Значение суммарного теплового эффекта зависит от состава сырья, глубины его переработки, катализатора и режима процесса. Практически расчет теплового эффекта процесса осуществляют с использованием закона Гесса по разности теплот сгорания продуктов крекинга и сырья. 12. 3. Сырье и продукты каталитического крекинга В качестве сырья КК используются высококипящие газойлевые фракции с к. к. 540 -580°С и остаточные продукты деасфальтизации мазутов и гудронов. Сегодня 45% от общего числа установок каталитического крекинга в Европе и на Ближнем Востоке перерабатывают как сырьевой компонент остаточное сырье. По сравнению с вакуумным прямогонным газойлем для остаточных компонентов характерны следующие показатели: - более высокая температура выкипания (лишь частично испаряются при 560°С); - повышенное содержание полиядерных нафтеновых и ароматических углеводородов; смол и асфальтенов; металлов (V, Ni, Fe, Na); серы и азота; - высокая коксуемость. Все эти особенности очень затрудняют эффективную переработку этого сырья.

Утяжеление фракционного состава сырья крекинга ведет к увеличению содержания в сырье металлоорганических соединений ванадия и никеля. В газойлях содержание металлов составляет до 1 г/т, а в мазутах - до 170 г/т. Если содержание металлов на катализаторах при переработке газойлей не превышает 1000 г/т, то при крекинге мазутов оно доходит до 10000 – 30000 г/т. Металлы, адсорбированные на катализаторе крекинга, забивают поры и блокируют его активные центры. Это вызывает дезактивацию катализатора, способствует увеличению его дегидрогенизационных свойств, т. е. повышению выхода газа (в том числе водорода), олефинов и кокса. Одновременно снижается выход бензина. Наряду со снижением активности и селективности присутствие металлов способствует механическому разрушению катализатора. Проблемы расширения сырьевой базы 1) Возможность отравления катализатора тяжелыми металлами, приводящая к усиленному коксообразованию, а следовательно, к падению его активности и селективности 2) Повышенное газообразование (реакции дегидрирования увеличивают выход водорода); 3) рост температуры в регенераторе; 4) увеличение выбросов оксидов серы Решение этих проблем 1) Создание новых катализаторов и добавок к ним, придающих устойчивость к ядам, содержащимся в сырье 2) Разработка конструкций новых регенераторов, позволяющих работать при повышенных температурах (до 800°С) 3) Соответствующая подготовка сырья (гидроочистка)

Отравление и дезактивация катализаторов В настоящее время принято считать, что отравляющее действие никеля на катализатор крекинга в 4 раза сильнее действия ванадия. Для расчетов отравляющего действия металлов на катализатор часто пользуются величиной никелевого эквивалента: НИЭ - (V + 4 Ni) г/т. Механизмы действия на катализатор никеля и ванадия различны. Соединения никеля отравляют активные центры катализатора, поэтому были найдены пассиваторы (в основном соединения сурьмы), которые, образуют соединения с никелем, переводят его из активного состояния в пассивное и снижают отравляющее действие. Ванадий действует на катализатор по другому механизму. В процессе крекинга соединения ванадия адсорбируются вместе с образующимся коксом на катализаторе. При выжиге кокса в регенераторе эти соединения ванадия в присутствии водяного пара образуют кислоты, разрушающие кристаллическую структуру цеолитов до аморфной. Степень такого разрушения зависит от температуры, парциального давления водяного пара и окислительно-восстановительного характера среды Основной принцип, положенный в основу создания и действия специальных дезактивирующих добавок для нейтрализации содержащихся в сырье соединений с переходными металлами, состоит в их более активном взаимодействии с кислотой, чем самого цеолита. К их числу относятся соединения магния, олова, сурьмы, фосфора, бора и другие, которые используются как ловушки металлов, поглощающие металлы сырья в 10 -15 раз активнее, чем катализаторы.

Адсорбированные металлы проникают вглубь частиц катализатора на 30 -40 мкм. При переработке остаточного сырья на установках с движущимся слоем шарикового катализатора и с размером частиц 2 - 5 мм металлы находятся в поверхностном истираемом слое и не оказывают вредного влияния на работу катализатора. На установках крекинга с микросферическим катализатором, имеющим размер основной рабочей фракции 70 -80 мкм, проблема удаления металлов из сырья получает первостепенное значение. Снижение содержания металлов на катализаторе в результате его усиленного обновления становится неэкономичным при концентрации их в исходном сырье более 23 г/т. Так, при крекинге сырья, содержащего 50 г/т металлов, на установке производительностью 7950 м 3/сут расход свежего катализатора составляет 36 т/сут при уровне металлов на циркулирующем катализаторе 1% (масс. ). Для предотвращения отравления катализатора металлами возможны разные способы: 1) предварительная деметаллизация сырья или непрерывная деметаллизация части циркулирующего в системе крекинга катализатора; 2) применение добавок, пассивирующих отравляющее действие металлов на катализатор. Присутствие соединений азота снижает активность катализатора крекинга, загрязняет газы регенерации вредными оксидами азота. Существует прямая зависимость между коксуемостью нефти и содержанием в ней общего и основного азота, серы и силикагелевых смол.

Азотсодержащие органические соединения дезактивируют катализаторы, нейтрализуют их активные центры при температурах процесса. Поэтому предварительная подготовка сырья крекинга способствует увеличению выхода целевых продуктов и снижает загрязнение окружающей среды вредными оксидами азота. При переработке остаточного сырья в порах катализатора могут адсорбироваться минеральные соли и механические примеси. В связи с этим в тяжелом сырье крекинга содержание хлоридов должно быть ограничено примерно в пределах 5 -10 г/т и должны отсутствовать механические примеси. Каталитический крекинг мазута по сравнению с крекингом вакуумного газойля сопровождается повышенным выходом кокса, что одновременно снижает выход целевого продукта, селективность процесса, увеличивает необходимые объемы регенераторов и трудности утилизации теплоты сгорания кокса. Выход кокса при каталитическом крекинге в первую очередь зависит от химического состава сырья. Переход к переработке более тяжелого сырья связан с увеличением в сырье доли углеводородов, обедненных водородом: ароматических и особенно полициклических соединений. асфальтенов и смол, дающих высокий выход кокса. Эти группы. соединений экранируют активные центры катализатора коксовыми отложениями уже в первые моменты. При сопоставлении показателей крекинга трех видов сырья: ароматического(1), нафтенового(2) и парафинового(3) - установлено, что увеличение содержания ароматических углеводородов в сырье способствует повышению выхода кокса, сухого газа и снижению выхода бензина (табл. 12. 1). Таблица 12. 1. Показатели крекинга нафтенового, парафинового и ароматического сырья цеолитсодержащий катализатор, 538°С)
 Продукты")
Таблица 12. 1. Показатели крекинга нафтенового, парафинового и ароматического сырья цеолитсодержащий катализатор, 538°С) Продукты крекинга Сухой газ (C 1 -C 2+H 2) Сжиженный газ (С 3—С 4) Бензин (С 3 -221 °С) Газойль: Легкий Тяжелый Кокс Выход продуктов, % (об. ) при крекинге сырья парафинового нафтенового ароматического 2, 6 3, 2 3, 4 34, 5 27, 5 24, 3 73 70 54, 2 10 2 4, 8 20 5 5, 4 10 10 6, 3

Усовершенствование технологии процесса позволяет устранить образование кокса, связанное с неполной отпаркой углеводородов от катализатора. Снижение содержания металлов, асфальтенов, смол и других вредных примесей при предварительной подготовке исходного сырья понижает выход кокса и увеличивает селективность процесса. Таблица 12. 2. Классификация мазутов Тип мазута Плотность Содержание г/см 3 металлов, мг/кг I II III <0, 934 -0, 966 >0, 966 15 15 -80 >80 Коксуемость по Конрадсену 4 4 -10 >10 Характеристики процесса переработки Относительно легкая Трудная Необходима подготовка сырья

12. 4. Подготовка сырья Существует достаточно много процессов подготовки сырья для каталитического крекинга, которые можно разделить на процессы с использованием или без использования водорода. К первым относятся гидроочистка, различные виды гидрокрекинга. К процессам без использования водорода - висбрекинг, различные виды коксования, деасфальтизация и селективная очистка с помощью растворителей. Выбор того или иного процесса подготовки сырья каталитического крекинга зависит от качества сырья, необходимой глубины его очистки и определяется технико-экономическими показателями (рис. 3. 6). Для вакуумных дистиллятов и различных газойлей вторичных процессе; универсальным способом облагораживания сырья каталитического крекинга является процесс гидроочистки, который будет подробно рассмотрен в разделе, посвященном термогидрокаталитическим процессам. Гидрокрекинг вакуумных дистиллятов будет рассмотрен в лекции, посвященной гидрокрекингу. В данном разделе мы рассмотрим только наиболее популярные в промышленности и не связанные с использованием водорода процессы подготовки сырья каталитического крекинга. Как правило, эти процессы применяют для облагораживания нефтяных остатков. ART-процесс. Американские фирмы «Engelhard» и «М. С. Kellog» для подготовки остаточного сырья с целью переработки его на установках каталитического крекинга и гидрокрекинга разработали процесс, получивший название ART-процесс (Asphalt Residual Treating). В ходе процесса ART происходит селективное испарение части тяжелого углеводородного сырья и удаление из сырья таких примесей, как металлоорганические, серо- и азотсодержащие компоненты, ас-фальтены и др. , в системе с лифт-реактором и регенератором. Аппаратурное оформление аналогично установке FCC. Схема процесса ART приведена на Рис. 12. 7.
 впрыскивается в")
Предварительно нагретое сырье - нефть, вакуумные остатки или битум из нефтеносных песков) впрыскивается в поток сжиженного, разогретого твердого контактного материала. Рис. 3. 7. Схема ПОТОКОВ Процесса ART 1 - регенератор; 2 - камера сгорания; 3 – отпарная секция; 4 - лифт-реактор
 впрыскивается в")
Предварительно нагретое сырье - нефть, вакуумные остатки или битум из нефтеносных песков) впрыскивается в поток сжиженного, разогретого твердого контактного материала. Переработка тяжелого углеводородного сырья (атмосферные остатки, нефть или битум из нефтеносных песков) на установке ART имеет следующие преимущества: 1) возможно получение большей доли жидких дистиллятов без использования водорода; 2) тяжелый продукт стабилен, со значительно меньшей вязкостью, чем исходное сырье; 3) легкий газойль имеет более высокое цетановое число, чем легкий газойль, полученный в процессах термического крекинга и ККФ; 4) содержание водорода в жидких продуктах (фракция 343°С и выше) больше или равно содержанию водорода в соответствующей фракции сырья; 5) более 95% растворимых в гептане примесей (асфальтенов) удаляется; 6) более 95 % металлов удаляется; 7) извлекается до 30 -50% серы и 50 -80% азота; 8) значительно сокращается, а в некоторых случаях и полностью удаляется фракция выше 565°С; 9) может повышаться качество тяжелой нефти, атмосферного остатка, вакуумного остатка и битума из нефтеносных песков; 10) продукты совместимы в качестве компонента для компаундирования и могут перерабатываться в обычных процессах нефтепереработки, как, например, ККФ, каталитический крекинг тяжелой нефти, гидроочистка и гидрокрекинг; 11) не образуются побочные продукты в виде кокса и битума.
Лекция-12_Pres.ppt