Технологии быстрого прототипирования.pptx
- Количество слайдов: 40



Технологии быстрого прототипирования на основе использования компьютерных моделей

Вопросы 1. Практическое применение прототипов 2. Изготовление моделей с помощью LOM-технологий 3. Изготовление моделей с помощью SLA-технологий 4. Изготовление моделей с помощью FDM-технологий 5. Изготовление моделей с помощью SGC-технологий 6. Технология литья под вакуумом в силиконовые формы 7. Технология изготовления прототипов на 3 Dпринтерах 8. Технология послойного лазерного спекания порошковым материалом SLS 9. Технология точного вакуумного литья по выплавляемым и выжигаемым моделям

Прототип – первый опытный и почти всегда единичный экземпляр, задача которого – быстро и достоверно ответить на принципиально важные для конструктора вопросы: -соответствует ли реальный дизайн детали (изделия) задуманному; -правильно ли определены взаимосвязи с окружающими деталями; -выполняет ли деталь те функции, которые возложил на неё конструктор, и, если выполняет, то как, а если нет, то почему; -соответствует ли конструкция детали технологическим возможностям серийного производства и т. д.

Все современные системы работают по схожему послойному принципу построения физической модели, который в упрощённом виде заключается в следующем: v создаётся геометрическая 3 D-модель детали; v производится считывание трёхмерной геометрии из CAD-системы в формате *. STL; v трёхмерная модель разбивается на поперечные сечения с помощью специальной программы, поставляемой с оборудованием или используемой как приложение; v производится последовательное построение сечений детали слой за слоем снизу вверх, до тех пор, пока не будет получен физический прототип модели. Каждый последующий слой «привается» или «приклеивается» к предыдущему, и так до полного построения модели.

Для быстрого и относительно недорогого изготовления деталей используется современные технологии: ü изготовление деталей с помощью LOMтехнологий; ü изготовление деталей с помощью технологии стереолитографии; ü изготовление пилотных деталей с помощью эластичных силиконовых форм; ü изготовление деталей интерьера с помощью вакуумной формовки; ü изготовление пресс-форм методом напыления на рабочие части металла;
 Оценка внешнего облика и дизайна изделий. 2) Проверка собираемости")
1. Практическое применение прототипов 1) Оценка внешнего облика и дизайна изделий. 2) Проверка собираемости и функциональности изделий. 3) Получение образцов для литья по выплавляемым и выжигаемым моделям. 4) Изготовление оснастки для вакуумного литья пластмасс. 5) Изготовление формообразующих деталей прессформ. 6) Получение гипсовых форм. 7) Изготовление элементов пресс-форм из силиконового каучука.

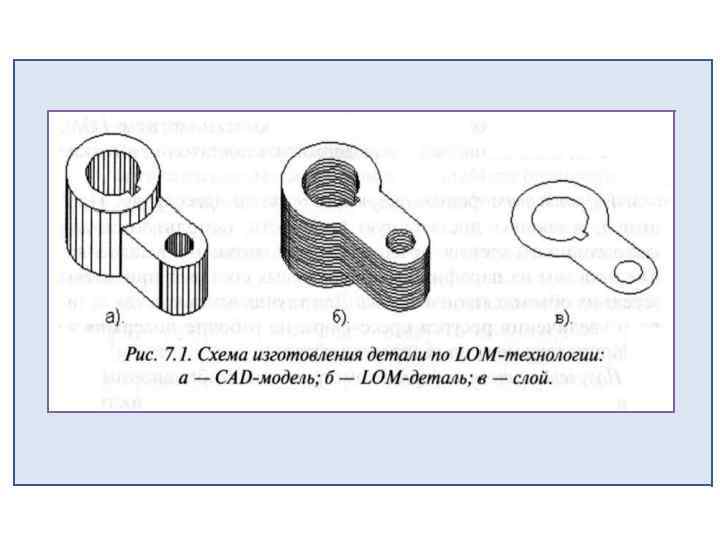
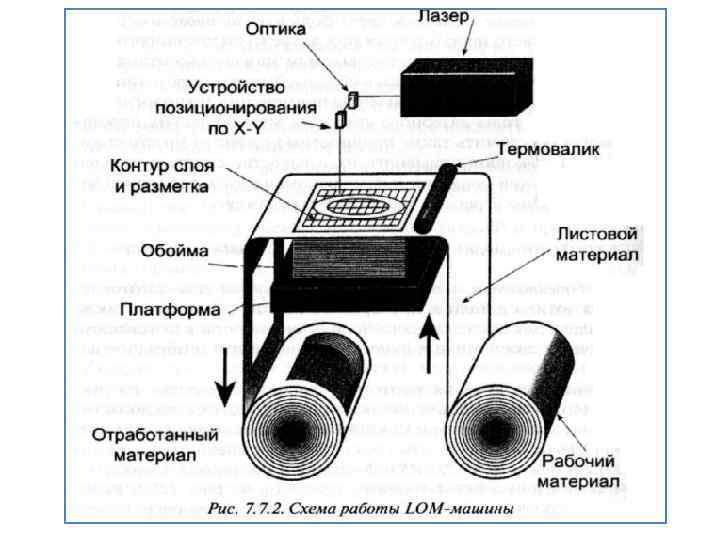
2. Изготовление моделей с помощью LOM-технологий LOM-технологии в основном используются для изготовления прототипа детали и проверки её на собираемость, а также как модель для последующего использования при изготовлении эластичных силиконовых форм, литьевых форм и образцов деталей.

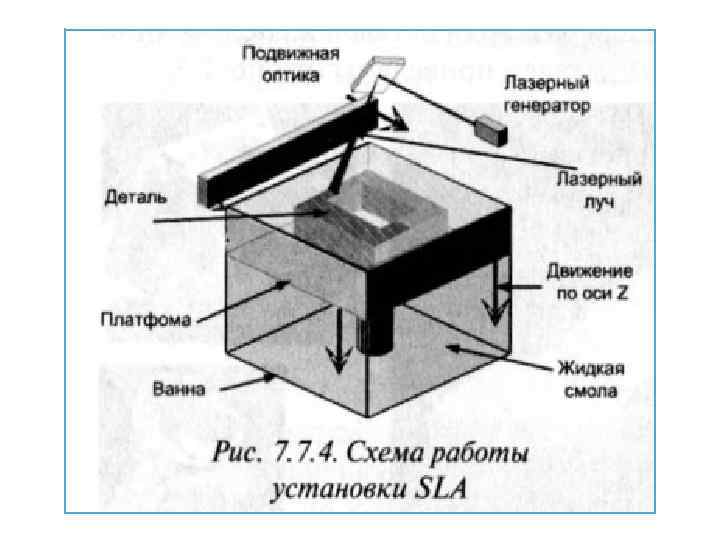
3. Изготовление моделей с помощью SLA-технологий Основным рабочим элементом стереолитографии (Stereo Lithography Apparatus - SLA) является ультрафиолетовый лазер, который последовательно «вычерчивает» сечения объекта на поверхности ёмкости со светочувствительной смолой. 3 D-модель желаемой детали через программное обеспечение станка разбивается на 2 D-слои. Эти данные используются для того, чтобы управлять лазерным лучом, который осуществляет затвердевание светочувствительной смолы. Модель создаётся на платформе в баке с жидкой смолой.
")
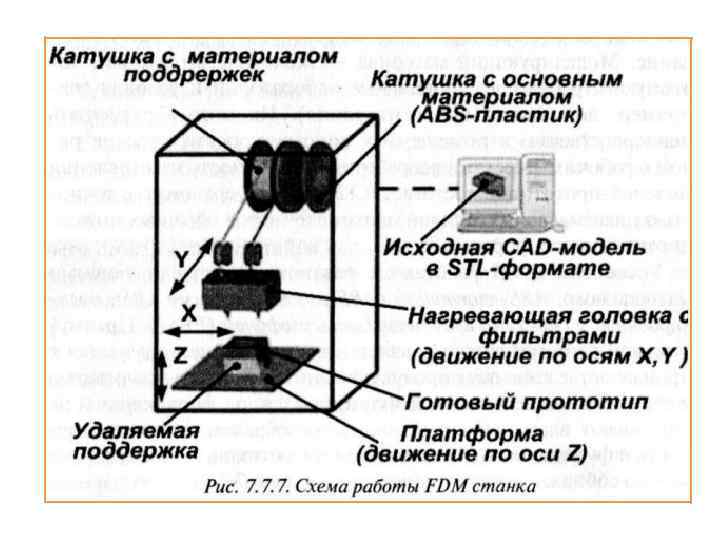
4. Изготовление моделей с помощью FDM-технологий FDM – процесс (FDM – Fused Deposition Manufacturing) – послойное наложение расплавленной полимерной нити. Установки FDM работают с различными моделирующими материалами: ABS-пластиком (ABS), «медицинским» ABSi, поликарбонатом (PC и PC-ISO), полифенилсульфоном (PPSF).
")
5. Изготовление моделей с помощью SGCтехнологий Технология SGC (Solid Ground Curing Селективное Лазерное Спекание) сложный, многошаговый процесс. -

С помощью специального тонера на стеклянной пластине создаётся изображение слоя, образующее его “фотомаску” - фотошаблон. Тонкий слой смолы, распределённый по поверхности рабочего стола, и находящийся над ним фотошаблон слоя, выстраиваются под ультрафиолетовой лампой. Лампа включается на несколько секунд, в результате чего отвердевает слой смолы, фотомаска которого использовалась в этот момент. Неотвердевшая смола удаляется, полости заполняются расплавленным воском, который быстро затвердевает. Построенный слой фрезеруется для получения гладкой поверхности и точной высоты слоя. Далее деталь вновь подвергается воздействию ультрафиолетового излучения для окончательного формирования слоя. Затем процесс повторяется: создаётся фотошаблон для следующего слоя, по рабочему столу распределяется новый слой жидкой смолы, и т. д.

Кинематика работы станка

Образцы изделий изготовленных по технологии SGC

6. Технологии литья под вакуумом в силиконовые формы Литье в вакууме в силиконовые формы - наиболее распространенная технология, использующая прототипы в качестве мастер-моделей. Данная технология позволяет тиражировать несколько десятков деталей из двухкомпонентных полиуретанов с различными физикохимическими свойствами, полностью повторяющих геометрию прототипа, полученного на трехмерном принтере.

Вакуумная литейная машина

Вакуумная литейная машина

Вначале подготавливается прототип. Все имеющиеся отверстия заклеиваются липкой лентой. Липкая лента наклеивается на торец стенки прототипа по линии будущего разъема формы. При необходимости поверхность прототипа покрывается специальными лаками для создания необходимой текстуры. Подготовленные прототип или изделие-оригинал подвешиваются в опалубке и полностью заливается силиконом с отвердителем. Силикон смешивается при помощи мешалки, дегазируется в заливочной установке и заливается на воздухе в опалубку. Опалубка помещается в установку для дополнительной дегазации и затвердевает на воздухе при комнатной температуре в течении 24 ч. Блок силикона извлекается из опалубки, острым ножом разрезается на 2 части до ленты волнистой линией, которая далее служит линией разъема. Прототип и стойки извлекаются. Обе части полученной формы соединяются и помещаются в заливочную установку. В чашу смесителя установки загружаются компоненты полиуретановой композиции, компоненты смешиваются и сливаются в силиконовую форму и устанавливаются в вакуумный шкаф. После вакуумирования в шкафу заполненная форма переносится в термошкаф, где происходит отверждение полиуретана. Далее отвержденная форма разбивается, готовая деталь извлекается.

Образцы изделий
 «Принтеры твёрдотельных объектов» (Three")
7. Технология изготовления прототипов на принтерах твердотельных объектов (3 D-printers) «Принтеры твёрдотельных объектов» (Three Dimentional Printer — 3 D-Printer) — системы, которые строят физические модели движением материала нескольких струйных обычному принтеру. из одной головок, или подобно

ЗD-принтеры изготавливают материальные модели, основанные на CAD-модели, используя в основном технологии струйного моделирования (воскообразные материалы) и технологии использования для формирования детали порошка, который затвердевает при помощи связывающего вещества на водной основе.

3 D-принтеры

Процесс прототипирования в офисном принтере состоит из нагревания термопластического материала до температуры плавления и его выдавливания для формирования детали. Толщина каждого слоя составляет 0, 3 -0, 6 мм, а скорость изготовления — 100 мм/с. В принтере Zcorporation в качестве строительного материала используется специальный крахмально-целлюлозный порошок. Жидкий клей на водяной основе, поступая из 128 -струйной головки, связывает частицы порошка, формируя контур одного сечения модели. Затем рабочая ёмкость опускается на толщину одного слоя; по всему объёму ёмкости, в том числе и по предыдущему слою, распределяется новый слой порошка, инжекционная головка очерчивает контур следующего сечения и т. д. После окончания построения излишки порошка удаляются. Для увеличения прочности модели имеющиеся пустоты могут быть заполнены жидким воском. Модель в зависимости от размера может быть изготовлена в срок от нескольких минут до нескольких часов.

Детали, полученные на 3 D-принтерах


8. Технология послойного лазерного спекания порошковых материалов SLS Согласно процессу лазерного спекания (Selective Laser Sintering, SLS-процесс) модели создаются из порошковых материалов за счёт эффекта спекания при помощи энергии лазерного луча. В данном случае, в отличие от SLA-процесса, лазерный луч является не источником света, а источником тепла. Попадая на тонкий слой порошка, лазерный луч спекает его частицы и формирует твёрдую массу в соответствии с геометрией детали.

Огромным преимуществом SLS-процесса является отсутствие так называемых поддержек при построении модели. В процессах SLA и MJM при построении нависающих элементов детали используются специальные поддержки, предохраняющие свежепостроенные тонкие слои модели от обрушения. В SLS-процессе в таких поддержках нет необходимости, поскольку построение ведётся в однородной массе. После построения модели достаточно лишь высыпать остаточный порошок из внутренних полостей и модель готова к дальнейшей работе.

Модели из полистирола предназначены для получения отливок методом «выжигаемых моделей» . После построения модель весьма хрупкая и требует бережного обращения. Для придания модели большей прочности её пропитывают расплавленным парафином (инфильтрация), после чего модель готова для заливки формовочной смесью и последующих технологических операций.


Полиамид применяется для создания моделей, способных выполнить свою функцию как деталь машины или устройства, например детали облицовки салона автомобиля или декоративные элементы кузова. Этот материал пригоден для исследовательских работ по определению конфигурации какой-нибудь ненагруженной детали, например впускного трубопровода автомобильного двигателя. Этот материал удобен для изготовления моделей с проведения безмоторных испытаний. Например, головка цилиндров, изготовленная из полиамида, может быть использована при проведении газодинамических исследований впускных и выпускных каналов и камеры сгорания.

Головки цилиндров, изготовленные из полиамида

Большие технологические возможности открывает использование песка в качестве рабочего материала. Песчаные стержни конфигурации могут непосредственно в весьма быть машине без традиционной стержневой оснастки. сложной изготовлены применения


9. Технология точного вакуумного литья по выплавляемым и выжигаемым моделям В качестве модели для получения отливки используется либо модель, непосредственно «выращенную» на установке лазерного синтеза, либо выплавляемая модель ( «восковка» , полученная на трёхмерном принтере) или в оснастке, синтеза. изготовленной методом послойного

Модель помещается в специальную опоку с перфорированными стенками и заливается формовочной смесью. Процесс заливки осуществляется в вакуумной камере, совмещенной со смесителем. Вакуумирование способствует удалению пузырьков воздуха из смеси и обеспечивает прочность формы и высокое качество поверхностей отливки. Затем опоку извлекают из вакуумной камеры и после некоторой экспозиции помещают в печь для удаления (выплавления или выжигания) модели и после этого в печь для термофиксации формы. Далее опока устанавливается в специальный контейнер, подводится к тигельной камере, расположенной в верхней части машины, и фиксируется с помощью замков. Нагрев тигля осуществляется индукционным методом. Размеры тигля варьируются в зависимости от назначения машины от 0, 2 л (ювелирная промышленность) до 30 л (машиностроение). В вакуумной камере литейной машины создается разрежение около 700 мм рт. ст. и открывается клапан подачи металла. При этом в тигельной камере в зависимости от конфигурации отливки и вида металла может сохраняться атмосферное давление или поддерживаться избыточное давление до 2 бар. Дозирующее устройство обеспечивает подачу металла для заливки в точном соответствии с объёмом отливаемой детали и литниковой системы.

Спасибо за внимание
Технологии быстрого прототипирования.pptx