Л.2 Осн. През.ppt
- Количество слайдов: 57
 Технологичность и точность изделия Лекция 2
Технологичность и точность изделия Лекция 2
 Технологичность конструкции детали ¡ ¡ Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени правильным выбором варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства. На трудоемкость изготовления детали оказывают особое влияние ее конструкция и технические требования на изготовление. При отработке на технологичность конструкции детали необходимо производить оценку в процессе ее конструирования.
Технологичность конструкции детали ¡ ¡ Каждая деталь должна изготовляться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени правильным выбором варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства. На трудоемкость изготовления детали оказывают особое влияние ее конструкция и технические требования на изготовление. При отработке на технологичность конструкции детали необходимо производить оценку в процессе ее конструирования.
 ¡ ¡ ¡ ¡ Требования к технологичности конструкции детали согласно ГОСТ 14. 204 73 следующие: конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом; детали должны изготовляться из стандартных и унифицированных заготовок или заготовок, полученных рациональным способом; размеры и поверхности детали должны иметь соответственно оптимальные степень точности и шероховатость; физико химические и механические свойства материала, жесткость детали, ее форма и размеры должны соответствовать требованиям технологии изготовления; показатели базовой поверхности (точность, шероховатость) детали должны обеспечивать точность установки, обработки и контроля; конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
¡ ¡ ¡ ¡ Требования к технологичности конструкции детали согласно ГОСТ 14. 204 73 следующие: конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом; детали должны изготовляться из стандартных и унифицированных заготовок или заготовок, полученных рациональным способом; размеры и поверхности детали должны иметь соответственно оптимальные степень точности и шероховатость; физико химические и механические свойства материала, жесткость детали, ее форма и размеры должны соответствовать требованиям технологии изготовления; показатели базовой поверхности (точность, шероховатость) детали должны обеспечивать точность установки, обработки и контроля; конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
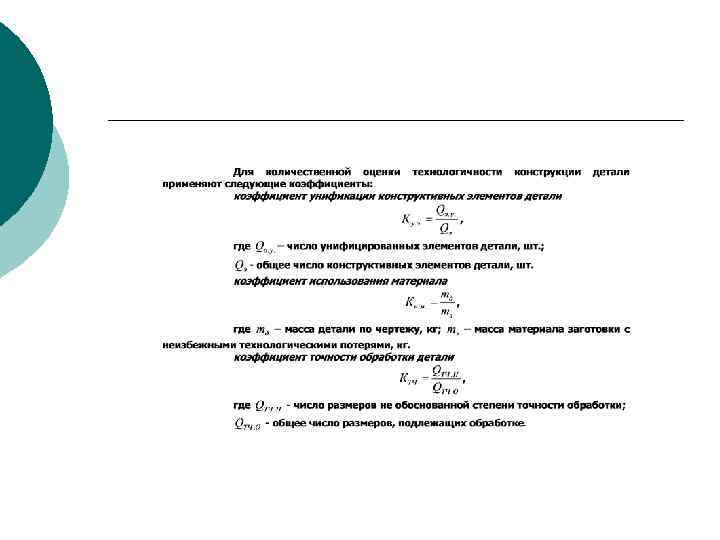
 ¡ ¡ Оценку технологичности конструкции детали производят по качественным и количественным показателям. Качественная оценка технологичности конструкции детали описывается словами «хорошо плохо» , «допустимо недопустимо» и т. д. , а количественная оценка характеризуется показателями технологичности и проводится по усмотрению разработчика
¡ ¡ Оценку технологичности конструкции детали производят по качественным и количественным показателям. Качественная оценка технологичности конструкции детали описывается словами «хорошо плохо» , «допустимо недопустимо» и т. д. , а количественная оценка характеризуется показателями технологичности и проводится по усмотрению разработчика

 Отработка конструкции изделия на технологичность ¡ ¡ ¡ Отработка конструкции изделия на технологичность должна обеспечивать решение следующих основных задач: снижение трудоемкости и себестоимости изготовления, снижение расхода материала и топливно энергетических ресурсов. Повышение технологичности конструкции изделия предусматривает проведение следующих мероприятий: Создание конфигурации деталей и подбор их материалов позволяющих применение наиболее совершенных исходных заготовок, сокращающих объем механической обработки. Важным резервом повышения производительности обработки является изменение и упрощение конфигурации деталей с целью унификации режущего инструмента и создания более благоприятных условий его работы, а также для облегчения и уменьшения объема механической обработки. Простановка размеров в чертежах с учетом требований их механической обработки и сборки, позволяющая выполнить обработку по принципу автоматического получения размеров на настроенных станках и обеспечивать совмещение конструкторских, измерительных и технологических баз
Отработка конструкции изделия на технологичность ¡ ¡ ¡ Отработка конструкции изделия на технологичность должна обеспечивать решение следующих основных задач: снижение трудоемкости и себестоимости изготовления, снижение расхода материала и топливно энергетических ресурсов. Повышение технологичности конструкции изделия предусматривает проведение следующих мероприятий: Создание конфигурации деталей и подбор их материалов позволяющих применение наиболее совершенных исходных заготовок, сокращающих объем механической обработки. Важным резервом повышения производительности обработки является изменение и упрощение конфигурации деталей с целью унификации режущего инструмента и создания более благоприятных условий его работы, а также для облегчения и уменьшения объема механической обработки. Простановка размеров в чертежах с учетом требований их механической обработки и сборки, позволяющая выполнить обработку по принципу автоматического получения размеров на настроенных станках и обеспечивать совмещение конструкторских, измерительных и технологических баз
 ¡ ¡ При простановке размеров на детали, имеющей как обработанные, так и необработанные поверхности, особенно важно учитывать последовательность образования отдельных поверхностей заготовок. Черные необработанные поверхности появляются на заготовке раньше обработанных, поэтому система всех необработанных поверхностей должна быть связанна соответствующими размерами. При первой операции механической обработки одна из необработанных поверхностей используется в качестве черновой базы и от нее проставляется размер до обрабатываемой поверхности, которая в процессе дальнейших операций мех. обработки обычно является базирующей. При обработке остальных поверхностей выдерживаются размеры от первой обработанной поверхности, обычно служащей технологический базой, или в случае смены технологических баз от одной из ранее обработанных поверхностей, используемых в процессе данной операции в качестве технологической базы.
¡ ¡ При простановке размеров на детали, имеющей как обработанные, так и необработанные поверхности, особенно важно учитывать последовательность образования отдельных поверхностей заготовок. Черные необработанные поверхности появляются на заготовке раньше обработанных, поэтому система всех необработанных поверхностей должна быть связанна соответствующими размерами. При первой операции механической обработки одна из необработанных поверхностей используется в качестве черновой базы и от нее проставляется размер до обрабатываемой поверхности, которая в процессе дальнейших операций мех. обработки обычно является базирующей. При обработке остальных поверхностей выдерживаются размеры от первой обработанной поверхности, обычно служащей технологический базой, или в случае смены технологических баз от одной из ранее обработанных поверхностей, используемых в процессе данной операции в качестве технологической базы.
 ¡ ¡ Следовательно, при проектировании детали необходимо связать размерами все необработанные поверхности, затем проставить размер между одной из необработанных поверхностей, используемой в качестве черновой базы, и обрабатываемой поверхностью, которая в дальнейшем будет служить ТБ, при обработке остальных поверхностей детали. Остальные размеры должны связать между собой обработанные поверхности. Целесообразная последовательность операций обработки отдельных поверхностей должна учитываться не только при простановке размеров на детали, имеющей необработанные поверхности, но также должна приниматься во внимание и проектировании деталей, участки которых значительно отличаются по точности и шероховатости, а следовательно, изготовляются различными видами обработки.
¡ ¡ Следовательно, при проектировании детали необходимо связать размерами все необработанные поверхности, затем проставить размер между одной из необработанных поверхностей, используемой в качестве черновой базы, и обрабатываемой поверхностью, которая в дальнейшем будет служить ТБ, при обработке остальных поверхностей детали. Остальные размеры должны связать между собой обработанные поверхности. Целесообразная последовательность операций обработки отдельных поверхностей должна учитываться не только при простановке размеров на детали, имеющей необработанные поверхности, но также должна приниматься во внимание и проектировании деталей, участки которых значительно отличаются по точности и шероховатости, а следовательно, изготовляются различными видами обработки.
 Ремонтопригодность ¡ ¡ Большинство современных автомобилей относятся к восстанавливаемым техническим устройствам. Это значит, что уже при создании предполагается, что поддержание их в работоспособном состоянии будет достигаться за счет периодического технического обслуживания и ремонта. Успешное и качественное выполнение этих работ в значительной степени зависит от приспособленности подвижного состава автомобильного транспорта к их проведению в конкретных условиях использования автомобиля, т. е. от ремонтопригодности
Ремонтопригодность ¡ ¡ Большинство современных автомобилей относятся к восстанавливаемым техническим устройствам. Это значит, что уже при создании предполагается, что поддержание их в работоспособном состоянии будет достигаться за счет периодического технического обслуживания и ремонта. Успешное и качественное выполнение этих работ в значительной степени зависит от приспособленности подвижного состава автомобильного транспорта к их проведению в конкретных условиях использования автомобиля, т. е. от ремонтопригодности
 Ремонтопригодность ¡ ¡ Ремонтопригодность — свойство автомобиля, заключающееся в приспоеобленноети его к предупреждению и обнаружению причин возникновения отказов, повреждений и поддержанию ( восстановлению) работоспособного состояния путем проведения технического обслуживания и ремонтов. Это свойство охватывает достаточно широкий круг требований к конструкции автомобля, в том числе требование ремонтной техн ологичности. Под ремонтной технологичностью понимается такое конструктивное и технологическое формирование автомобиля, при котором учтена в небходимость обеспечения минимальных затрат труда и средств на ремонт при обеспечении назначенного ресурса за срок его службы.
Ремонтопригодность ¡ ¡ Ремонтопригодность — свойство автомобиля, заключающееся в приспоеобленноети его к предупреждению и обнаружению причин возникновения отказов, повреждений и поддержанию ( восстановлению) работоспособного состояния путем проведения технического обслуживания и ремонтов. Это свойство охватывает достаточно широкий круг требований к конструкции автомобля, в том числе требование ремонтной техн ологичности. Под ремонтной технологичностью понимается такое конструктивное и технологическое формирование автомобиля, при котором учтена в небходимость обеспечения минимальных затрат труда и средств на ремонт при обеспечении назначенного ресурса за срок его службы.
 ¡ Ремонтопригодность представляет собой одно из четырех частных свойств комплексной характеристики автомобилей, называе мой надежностью, и она тесно связана е другими его свойствам безотказностью, долговечностью и сохраняемостью. Чем выше уровень безотказности, долговечности и сохраняемости, тем меньше затраты времени, труда и средств на поддержание и восстановление работоспособности автомобилей и тем выше, следовательно, ремонтопригодность.
¡ Ремонтопригодность представляет собой одно из четырех частных свойств комплексной характеристики автомобилей, называе мой надежностью, и она тесно связана е другими его свойствам безотказностью, долговечностью и сохраняемостью. Чем выше уровень безотказности, долговечности и сохраняемости, тем меньше затраты времени, труда и средств на поддержание и восстановление работоспособности автомобилей и тем выше, следовательно, ремонтопригодность.
 ¡ Конструкция автомобиля является ремонтопригодной, если при минимальных затратах на проектирование и изготовление она обеспечивает следующие требования: максимальные межремонтную наработку и периодичность обслуживания; минимальное время пребывания автомобиля в обслуживании и ремонте;
¡ Конструкция автомобиля является ремонтопригодной, если при минимальных затратах на проектирование и изготовление она обеспечивает следующие требования: максимальные межремонтную наработку и периодичность обслуживания; минимальное время пребывания автомобиля в обслуживании и ремонте;
 ¡ Сохраняемость — свойство автомобиля сохранять значения показателей безотказности, долговечности и ремонтопригодности в течение и после хранения или транспортирования
¡ Сохраняемость — свойство автомобиля сохранять значения показателей безотказности, долговечности и ремонтопригодности в течение и после хранения или транспортирования
 . Точность машины и детали. Показатели точности. Показатели точности машины: ¡ Точность относительного движения ИП машины – основной показатель, характеризующий точность машины. ¡ Точность размеров исполнительных поверхностей (ИП) машины и расстояний между ними. ¡ Точность геометрической формы ИП машины. ¡ Шероховатость ИП. ¡ Точность относительных поворотов ИП машины.
. Точность машины и детали. Показатели точности. Показатели точности машины: ¡ Точность относительного движения ИП машины – основной показатель, характеризующий точность машины. ¡ Точность размеров исполнительных поверхностей (ИП) машины и расстояний между ними. ¡ Точность геометрической формы ИП машины. ¡ Шероховатость ИП. ¡ Точность относительных поворотов ИП машины.

 Показатели точности
Показатели точности
 - степень приближения ее к") Точность машины и детали. Показатели точности. Точность машины (детали) - степень приближения ее к геометрически правильному прототипу. Показатели точности детали: ¡ Первым показателем точности детали является точность расстояния между 2 поверхностями или их осями (диаметр, длина цилиндрической поверхности, несоосность осей в одной плоскости и т. д. ), На схемах и чертежах обозначается двусторонней стрелкой. Δ 20 -0, 1 20 -0, 001
Точность машины и детали. Показатели точности. Точность машины (детали) - степень приближения ее к геометрически правильному прототипу. Показатели точности детали: ¡ Первым показателем точности детали является точность расстояния между 2 поверхностями или их осями (диаметр, длина цилиндрической поверхности, несоосность осей в одной плоскости и т. д. ), На схемах и чертежах обозначается двусторонней стрелкой. Δ 20 -0, 1 20 -0, 001
 Точность машины и детали. Показатели точности. Третьим показателем точности является точность геометрических форм поверхностей детали понимается как наибольшее приближение каждой из поверхностей детали к её геометрическому представлению. 1) макрогеометрические отклонения – отклонения реальной поверхности от правильной геометрической формы в пределах габаритных размеров (плоскостность, цилиндричность, конусосность и др. ), 2) волнистость – периодические неровности поверхности, протяженностью от 1 до 10. 3) шероховатость. ¡ Отклонения формы от прямолинейности; плоскостности (выпуклость, вогнутость); круглости (овальность, огранка); цилиндричности профиля продольного сечения (бочкообразность, седлообразность, конусообразность) Отклонения расположения от Суммарные погрешности параллельности; Радиальное или перпендикулярности; торцевое биение наклона; соосности; пересечения осей; симметричности: ; позиц. отклонение
Точность машины и детали. Показатели точности. Третьим показателем точности является точность геометрических форм поверхностей детали понимается как наибольшее приближение каждой из поверхностей детали к её геометрическому представлению. 1) макрогеометрические отклонения – отклонения реальной поверхности от правильной геометрической формы в пределах габаритных размеров (плоскостность, цилиндричность, конусосность и др. ), 2) волнистость – периодические неровности поверхности, протяженностью от 1 до 10. 3) шероховатость. ¡ Отклонения формы от прямолинейности; плоскостности (выпуклость, вогнутость); круглости (овальность, огранка); цилиндричности профиля продольного сечения (бочкообразность, седлообразность, конусообразность) Отклонения расположения от Суммарные погрешности параллельности; Радиальное или перпендикулярности; торцевое биение наклона; соосности; пересечения осей; симметричности: ; позиц. отклонение
 Точность машины и детали. Показатели точности. Вторым показателем точности детали является точность поворота одной поверхности (оси) относительно другой. Под точностью относительного поворота понимается величина отклонения от требуемого углового положения одной поверхности (оси) относительно другой, выбранной за базу, в каждой из двух координатных плоскостей. Поворот обозначается односторонней стрелкой, в сторону базовой поверхности В, относительно которой вторая из поверхностей А должна занять требуемое положение (см. рис. 2. 2). На втором конце стрелки располагаются короткие параллельные черточки. ¡
Точность машины и детали. Показатели точности. Вторым показателем точности детали является точность поворота одной поверхности (оси) относительно другой. Под точностью относительного поворота понимается величина отклонения от требуемого углового положения одной поверхности (оси) относительно другой, выбранной за базу, в каждой из двух координатных плоскостей. Поворот обозначается односторонней стрелкой, в сторону базовой поверхности В, относительно которой вторая из поверхностей А должна занять требуемое положение (см. рис. 2. 2). На втором конце стрелки располагаются короткие параллельные черточки. ¡
") Классификация отклонений и допусков формы и расположения поверхностей (по ГОСТ 24642 -81)
Классификация отклонений и допусков формы и расположения поверхностей (по ГОСТ 24642 -81)
 Макрогеометрические погрешности
Макрогеометрические погрешности


 К вопросу о базировании ¡ Механическая обработка деталей при ремонте является не только способом восстановления, как, например при ремонте под ремонтный размер, но и необходимой стадией предварительной обработки для придания детали правильной геометрической формы, снятия дефектного слоя, специальной подготовки поверхности под нанесение различного рода покрытий, а также как окончательная стадия обработки восстанавливаемых деталей.
К вопросу о базировании ¡ Механическая обработка деталей при ремонте является не только способом восстановления, как, например при ремонте под ремонтный размер, но и необходимой стадией предварительной обработки для придания детали правильной геометрической формы, снятия дефектного слоя, специальной подготовки поверхности под нанесение различного рода покрытий, а также как окончательная стадия обработки восстанавливаемых деталей.
 ¡ При этом методы, приемы и режимы обработки деталей переносились из области изготовления в область восстановления. В то же время, механическая обработка в условиях ремонтного производства имеет ряд специфических особенностей — отсутствие или износ первичных технологических баз, нестабильность физико механических свойств, например твердости по поверхности восстанавливаемых деталей и припусков на обработку, значительная твердость и хрупкость большинства видов покрытий, широкая номенклатура обрабатываемых деталей.
¡ При этом методы, приемы и режимы обработки деталей переносились из области изготовления в область восстановления. В то же время, механическая обработка в условиях ремонтного производства имеет ряд специфических особенностей — отсутствие или износ первичных технологических баз, нестабильность физико механических свойств, например твердости по поверхности восстанавливаемых деталей и припусков на обработку, значительная твердость и хрупкость большинства видов покрытий, широкая номенклатура обрабатываемых деталей.
 ¡ Точность обработки деталей во многом зависит от правильного выбора установочных баз и применяемых приспособлений. При восстановлении деталей желательно использовать те же базы, что и при их изготовлении. Однако ввиду их повреждения или уничтожения это условие выпол нить нельзя. В этом случае установочные базы исправляют или выбирают новые. При выборе новых установоч ных баз необходимо исходить из условия обеспечения требований техниче ских условий по точности, положению осей и поверхностей детали в узле, ка честву обработки. Выбранные базы должны гарантировать надежное крепление и минимальные деформации детали.
¡ Точность обработки деталей во многом зависит от правильного выбора установочных баз и применяемых приспособлений. При восстановлении деталей желательно использовать те же базы, что и при их изготовлении. Однако ввиду их повреждения или уничтожения это условие выпол нить нельзя. В этом случае установочные базы исправляют или выбирают новые. При выборе новых установоч ных баз необходимо исходить из условия обеспечения требований техниче ских условий по точности, положению осей и поверхностей детали в узле, ка честву обработки. Выбранные базы должны гарантировать надежное крепление и минимальные деформации детали.
 Базирование. ¡ ¡ ¡ Определение положения детали в машине и в процессе ее изготовления является важнейшей задачей, решение которой влияет на качество деталей и машины в целом. Теория базирования является одним из «китов» технологического машиностроения. Вопросы определения положения одной детали относительно другой приходится решать на всех этапах процесса создания машины. При проектировании, конструктор задаёт в сборочных чертежах требуемого положение каждой детали. При изготовлении, технологу приходится задавать и достигать с определённой точностью положение соединяемых деталей при сборке, определять положения заготовок в ТС относительно рабочих поверхностей инструмента
Базирование. ¡ ¡ ¡ Определение положения детали в машине и в процессе ее изготовления является важнейшей задачей, решение которой влияет на качество деталей и машины в целом. Теория базирования является одним из «китов» технологического машиностроения. Вопросы определения положения одной детали относительно другой приходится решать на всех этапах процесса создания машины. При проектировании, конструктор задаёт в сборочных чертежах требуемого положение каждой детали. При изготовлении, технологу приходится задавать и достигать с определённой точностью положение соединяемых деталей при сборке, определять положения заготовок в ТС относительно рабочих поверхностей инструмента
 . Базирование и базы. ¡ ¡ ¡ Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат. Теоретически базирование детали (изделия и т. п. ) связано с лишением ее шести степеней свободы. Придание детали требуемого положения в избранной системе координат осуществляется путем соприкосновения ее поверхностей с поверхностями детали или деталей, на которые ее устанавливают или с которыми ее соединяют. Фиксация достигнутого положения и постоянство контакта обеспечивается силами, в числе которых первым проявляется действие массы самой детали и сил т
. Базирование и базы. ¡ ¡ ¡ Базирование – придание заготовке или изделию требуемого положения относительно выбранной системы координат. Теоретически базирование детали (изделия и т. п. ) связано с лишением ее шести степеней свободы. Придание детали требуемого положения в избранной системе координат осуществляется путем соприкосновения ее поверхностей с поверхностями детали или деталей, на которые ее устанавливают или с которыми ее соединяют. Фиксация достигнутого положения и постоянство контакта обеспечивается силами, в числе которых первым проявляется действие массы самой детали и сил т
 БАЗА ¡ Базой называется поверхность, или заменяющее ее сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования Как правило, к базовым поверхностям предъявляются высокие требования к их форме (отклонение от плоскостности, прямолинейности, цилиндричности, круглости, профиля продольного сечения, перпендикулярности и др. ), качеству (шероховатость, волнистость, дополнительные требования к поверхностному слою: цементация, закалка и т. п. ) и взаимному расположению баз (отклонение от перпендикулярности, параллельности, соосности, симметричности и др. ).
БАЗА ¡ Базой называется поверхность, или заменяющее ее сочетание поверхностей, ось, точка, принадлежащая заготовке или изделию и используемая для базирования Как правило, к базовым поверхностям предъявляются высокие требования к их форме (отклонение от плоскостности, прямолинейности, цилиндричности, круглости, профиля продольного сечения, перпендикулярности и др. ), качеству (шероховатость, волнистость, дополнительные требования к поверхностному слою: цементация, закалка и т. п. ) и взаимному расположению баз (отклонение от перпендикулярности, параллельности, соосности, симметричности и др. ).
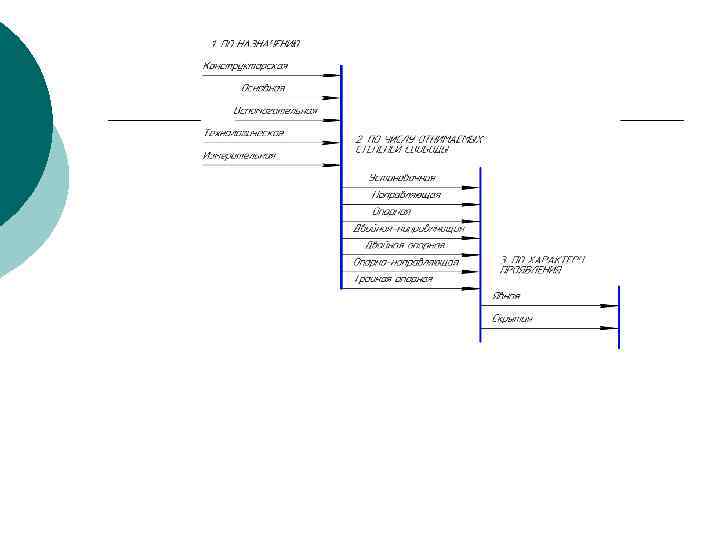
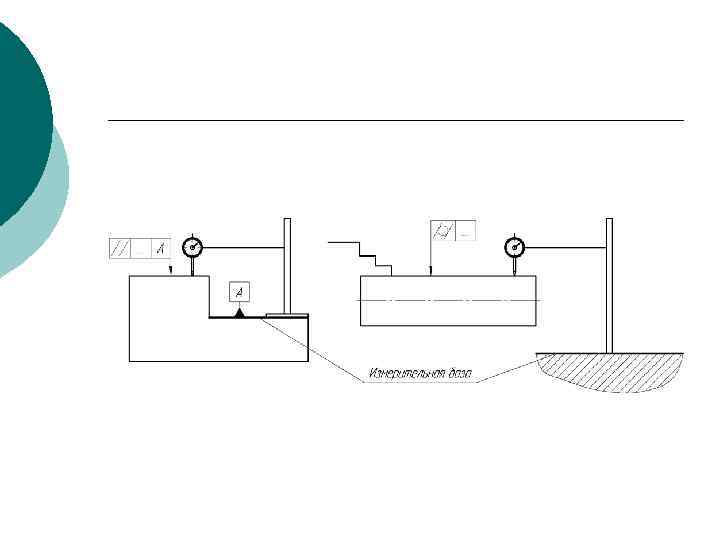
 . Классификация баз: Конструкторской базой называется база, которая определяет положение детали или сборочной единицы (СЕ). Различают конструкторские базы основные и вспомогательные. Основную базу (ОБ), точнее комплект основной базы составляют поверхности, определяющие положение детали в машине или СЕ. Комплект вспомогательной базы (ВБ) составляют поверхности, которые определяют положение присоединяемых деталей к данной. Технологическая база называется база, определяющая положение заготовки или изделия в процессе изготовления и ремонта. Измерительной базой называется база, которая определяет положение заготовки или изделия и средств измерения.
. Классификация баз: Конструкторской базой называется база, которая определяет положение детали или сборочной единицы (СЕ). Различают конструкторские базы основные и вспомогательные. Основную базу (ОБ), точнее комплект основной базы составляют поверхности, определяющие положение детали в машине или СЕ. Комплект вспомогательной базы (ВБ) составляют поверхности, которые определяют положение присоединяемых деталей к данной. Технологическая база называется база, определяющая положение заготовки или изделия в процессе изготовления и ремонта. Измерительной базой называется база, которая определяет положение заготовки или изделия и средств измерения.
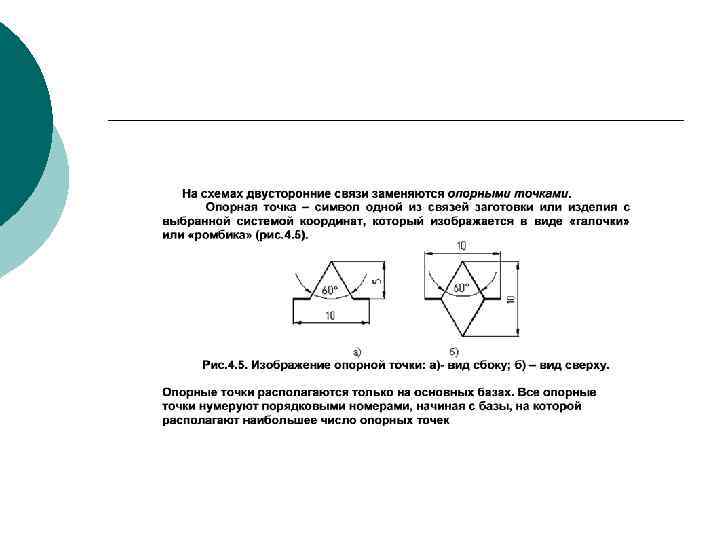
 . . Основы теории базирования. Правило шести точек. Для того, чтобы придать телу необходимое определённое положение (позиционирование) относительно выбранной системы координат, необходимо и достаточно лишить шести степеней свободы, наложив на него шесть двусторонних геометрических связей. Пример двухсторонней координатной связи абсолютно гладкого шара, расположенного между двумя плоскостями.
. . Основы теории базирования. Правило шести точек. Для того, чтобы придать телу необходимое определённое положение (позиционирование) относительно выбранной системы координат, необходимо и достаточно лишить шести степеней свободы, наложив на него шесть двусторонних геометрических связей. Пример двухсторонней координатной связи абсолютно гладкого шара, расположенного между двумя плоскостями.

 Правило шести точек
Правило шести точек
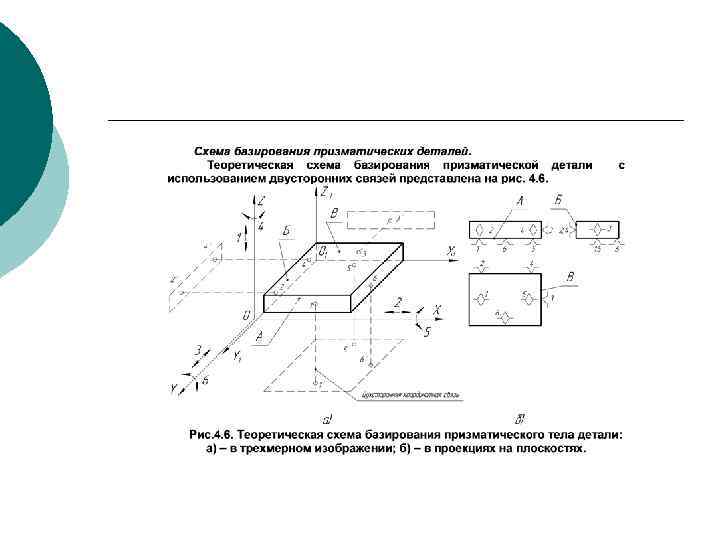
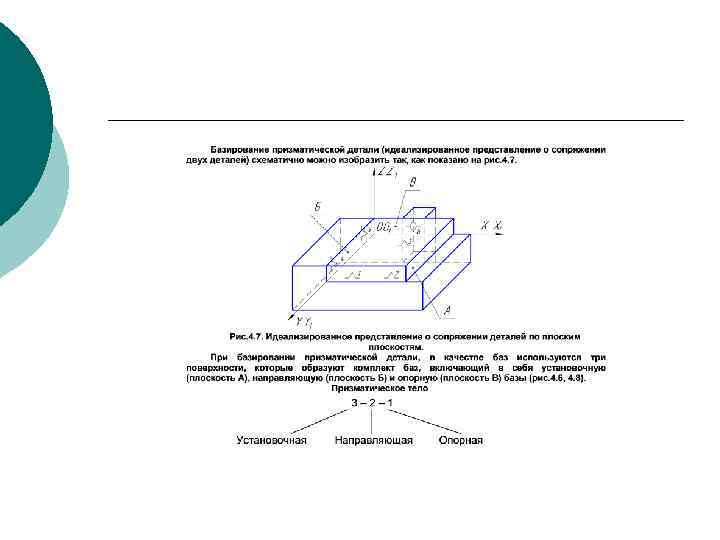

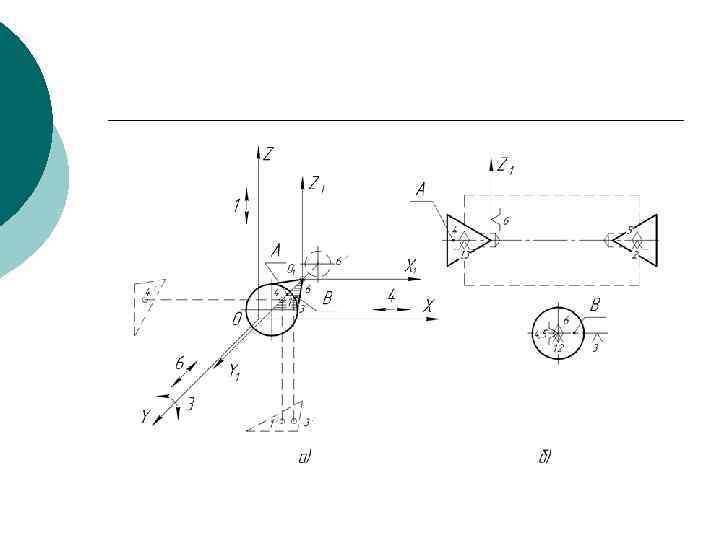
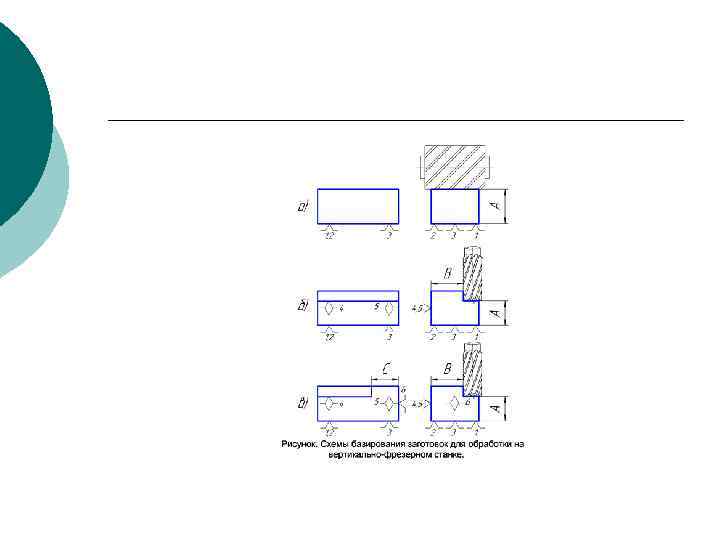
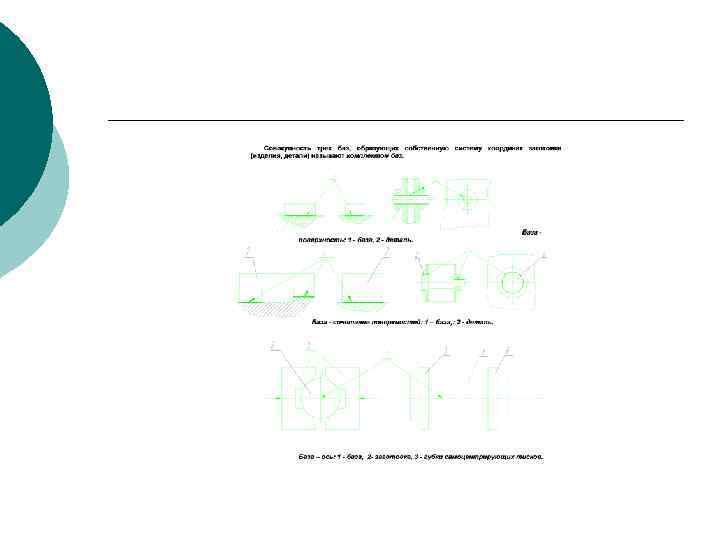
 Схема базирования цилиндрической детали. ¡ Под цилиндрической будем понимать деталь у которой длина основной базы больше или равна её диаметру, т. е. . Любая цилиндрическая деталь имеет две плоскости симметрии, которые, пересекаясь, образуют ось. Эта особенность и позволяет использовать при базировании цилиндрической детали в качестве базы ось. Теоретическая схема базирование цилиндрической детали с использованием двусторонних связей представлено на рис. 4. 9.
Схема базирования цилиндрической детали. ¡ Под цилиндрической будем понимать деталь у которой длина основной базы больше или равна её диаметру, т. е. . Любая цилиндрическая деталь имеет две плоскости симметрии, которые, пересекаясь, образуют ось. Эта особенность и позволяет использовать при базировании цилиндрической детали в качестве базы ось. Теоретическая схема базирование цилиндрической детали с использованием двусторонних связей представлено на рис. 4. 9.
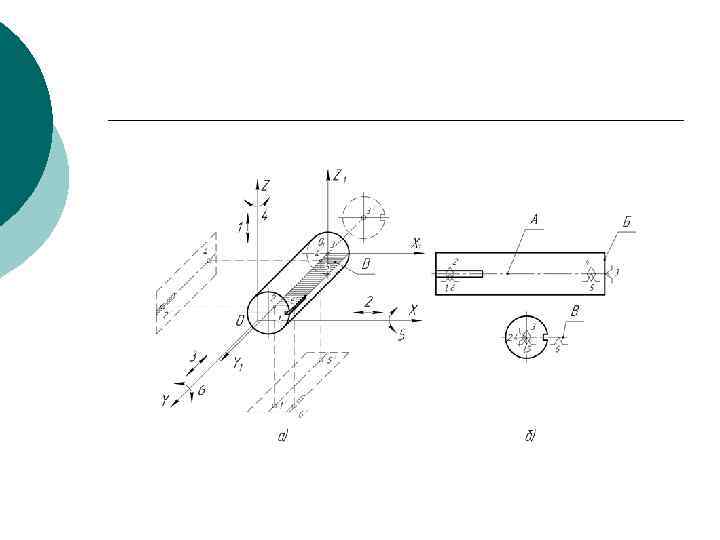
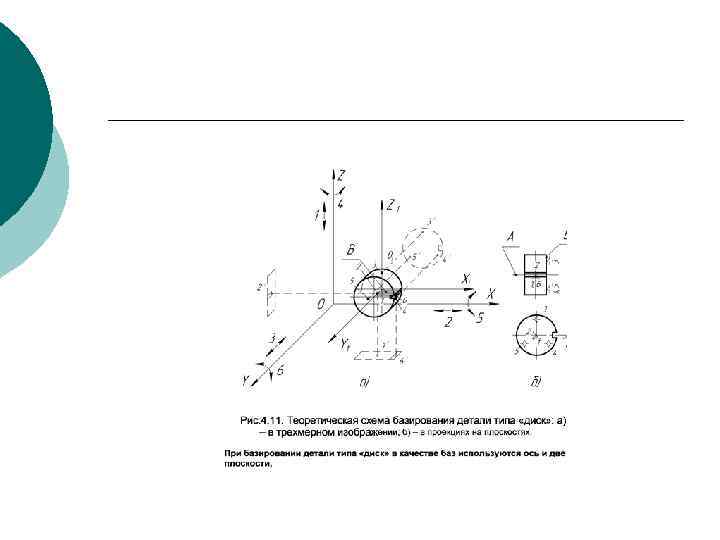
 Схема базирования детали типа «диск» . ¡ ¡ Диском будет называть деталь, у которой длина основной базы меньше её диаметра, . Вследствие малой длины диск теряет свою устойчивость при базировании на цилиндрическую часть, поскольку опорные точки 2 и 5 (см. рис. 4. 11) слишком близко бы расположились другу. Как было уже описано выше, наибольшую устойчивость и точность положения несёт поверхность наибольших габаритов, которая несёт на себе 3 опорные точки. Такой поверхностью у диска является торцевая поверхность. Поэтому опорные точки 2 и 5 переносятся на торцевую поверхность. Теоретическая схема базирования диска представлена на рис. 4. 11.
Схема базирования детали типа «диск» . ¡ ¡ Диском будет называть деталь, у которой длина основной базы меньше её диаметра, . Вследствие малой длины диск теряет свою устойчивость при базировании на цилиндрическую часть, поскольку опорные точки 2 и 5 (см. рис. 4. 11) слишком близко бы расположились другу. Как было уже описано выше, наибольшую устойчивость и точность положения несёт поверхность наибольших габаритов, которая несёт на себе 3 опорные точки. Такой поверхностью у диска является торцевая поверхность. Поэтому опорные точки 2 и 5 переносятся на торцевую поверхность. Теоретическая схема базирования диска представлена на рис. 4. 11.