

Диплом раб слайд #3(1).pptx
- Количество слайдов: 14
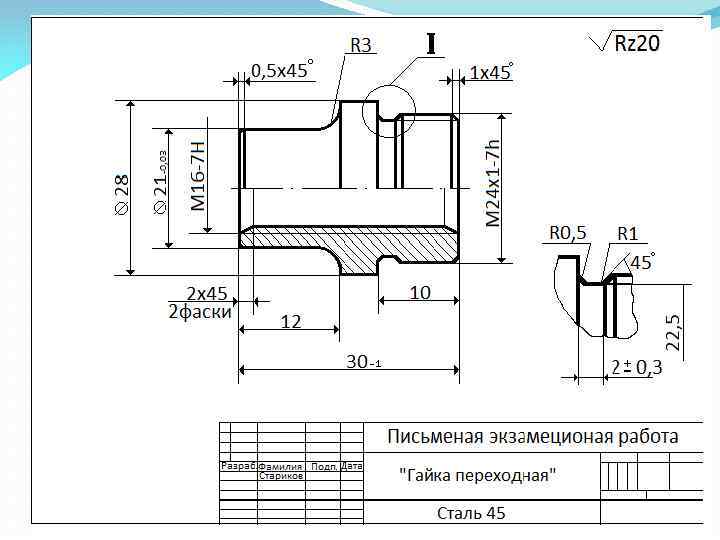
 Технологический процесс изготовления детали «Гайка переходная» Цель: Изучить: Оборудование, режущий и измерительный инструменты последовательность обработки, методы контроля виды брака и способы устранения Изготовить деталь «Гайка переходная»
Технологический процесс изготовления детали «Гайка переходная» Цель: Изучить: Оборудование, режущий и измерительный инструменты последовательность обработки, методы контроля виды брака и способы устранения Изготовить деталь «Гайка переходная»
 Справочный материал Технологический процесс n=1000*v/П*n*D об/мин V=П*D*n/1000 м/мин t=D-d/2 мм S=l/n мм/об Переход Режимы резания t S V Переход n Режимы резания t S V n 2 Сверлить отверстие 1 Подрезать торец 0. 3 0. 01 7 5 800 7. 5 0. 50 23. 5 1 0
Справочный материал Технологический процесс n=1000*v/П*n*D об/мин V=П*D*n/1000 м/мин t=D-d/2 мм S=l/n мм/об Переход Режимы резания t S V Переход n Режимы резания t S V n 2 Сверлить отверстие 1 Подрезать торец 0. 3 0. 01 7 5 800 7. 5 0. 50 23. 5 1 0
 7 Снять фаски цилиндр 2 0. 04 70. 3 800 4 Проточить 2 Ручная подача 3 Проточить 23. 1 800 8 Нарезать резьбу цилиндр 2. 5 0. 01 60 0. 5 5 Точить радиусную канавку R 3 1 4 12. 5 1 800 2 4 12. 5 3 0. 0 03 60 80 0 9 Нарезать резьбу 10 0. 01 52, 7 800 10 Отрезать готовую 2 Ручная подача 6 Точить канавку деталь 56 800
7 Снять фаски цилиндр 2 0. 04 70. 3 800 4 Проточить 2 Ручная подача 3 Проточить 23. 1 800 8 Нарезать резьбу цилиндр 2. 5 0. 01 60 0. 5 5 Точить радиусную канавку R 3 1 4 12. 5 1 800 2 4 12. 5 3 0. 0 03 60 80 0 9 Нарезать резьбу 10 0. 01 52, 7 800 10 Отрезать готовую 2 Ручная подача 6 Точить канавку деталь 56 800
 Токарно-винторезный станок 16 К 20
Токарно-винторезный станок 16 К 20
 Самоцентрирующийся трехкулачковый патрон
Самоцентрирующийся трехкулачковый патрон
Проходной отогнутый правый Т 15 К 6 Б)Фасонный R 3 Т 15") Комплект резцов А)Проходной отогнутый правый Т 15 К 6 Б)Фасонный R 3 Т 15 К 6 В)Проходной упорный правый Т 15 К 6 Г)Отрезной канавочный Т 15 К 6
Комплект резцов А)Проходной отогнутый правый Т 15 К 6 Б)Фасонный R 3 Т 15 К 6 В)Проходной упорный правый Т 15 К 6 Г)Отрезной канавочный Т 15 К 6
 Плашка М 24 х1 – 7 H , 9 ХС
Плашка М 24 х1 – 7 H , 9 ХС
 Метчик М 16 – 7 h, 9 ХС
Метчик М 16 – 7 h, 9 ХС
 Сверло ⍉ 15 мм , Р 6 М 5 и переходные втулки
Сверло ⍉ 15 мм , Р 6 М 5 и переходные втулки
 Штангенциркуль ШЦ-1 -125 -0. 1
Штангенциркуль ШЦ-1 -125 -0. 1
 Калибр – кольцо М 24 х1 – 7 H
Калибр – кольцо М 24 х1 – 7 H
 Калибр – пробка М 16 – 7 h
Калибр – пробка М 16 – 7 h
 Высокопроизводительные методы обработки Для восокопроизводительности труда применяется много резцовая наладка.
Высокопроизводительные методы обработки Для восокопроизводительности труда применяется много резцовая наладка.