

8_Типы деталей.ppt
- Количество слайдов: 31
 Технологические процессы изготовления типовых деталей
Технологические процессы изготовления типовых деталей
 ПЛАН 1. Виды оптических деталей. 2. Технологические процессы изготовления типовых деталей: проектирование технологических процессов, процессы изготовления плоскопараллельных пластин и клиньев, процессы изготовления прямоугольных призм, процессы изготовления линз.
ПЛАН 1. Виды оптических деталей. 2. Технологические процессы изготовления типовых деталей: проектирование технологических процессов, процессы изготовления плоскопараллельных пластин и клиньев, процессы изготовления прямоугольных призм, процессы изготовления линз.
 1. 2. 3. 4. ОД изготовляют механической обработкой заготовок со снятием припуска. Припуск снимается последовательным выполнением ряда операций: точения резцом, шлифования инструментом с закрепленными абразивными зернами, шлифование водными суспензиями шлифующих порошков, полирование водными суспензиями полирующих порошков.
1. 2. 3. 4. ОД изготовляют механической обработкой заготовок со снятием припуска. Припуск снимается последовательным выполнением ряда операций: точения резцом, шлифования инструментом с закрепленными абразивными зернами, шлифование водными суспензиями шлифующих порошков, полирование водными суспензиями полирующих порошков.
 Заготовки оптических деталей а - прямоугольная пластина; б - плитка для круглых деталей; в - плитка с размерами, кратными размерам единичной заготовки; г - штабик с круглым сечением; д - прессовки линзы и призмы
Заготовки оптических деталей а - прямоугольная пластина; б - плитка для круглых деталей; в - плитка с размерами, кратными размерам единичной заготовки; г - штабик с круглым сечением; д - прессовки линзы и призмы
: Типовые (линзы, призмы, плоскопараллельные пластины и клинья) Нетиповые (Сетки, кодовые") Виды оптических деталей (ОД): Типовые (линзы, призмы, плоскопараллельные пластины и клинья) Нетиповые (Сетки, кодовые шкалы, пробные стекла ОД из полимеров, стеклометалические зеркала, многогранные призмы, ОД лазеров, крупногабаритные ОД, волоконно-оптические детали, очковые линзы, шаровидные линзы, интегрально-оптические элементы, детали из кристаллов
Виды оптических деталей (ОД): Типовые (линзы, призмы, плоскопараллельные пластины и клинья) Нетиповые (Сетки, кодовые шкалы, пробные стекла ОД из полимеров, стеклометалические зеркала, многогранные призмы, ОД лазеров, крупногабаритные ОД, волоконно-оптические детали, очковые линзы, шаровидные линзы, интегрально-оптические элементы, детали из кристаллов
 ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ Технологический процесс должен обеспечивать возможность изготовления изделия в соответствии с рабочей конструкторской документацией на него. В основу разработки технологических процессов положены два принципа — технический и экономический. Технический принцип предусматривает обеспечение выполнения всех требований чертежа и ТУ на изготовление, экономический — выполнение этих требований с минимальными затратами сырьевых, энергетических и людских ресурсов. Разработка технологического процесса сводится к поиску оптимального варианта перехода от полуфабриката к готовой детали.
ПРОЕКТИРОВАНИЕ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ Технологический процесс должен обеспечивать возможность изготовления изделия в соответствии с рабочей конструкторской документацией на него. В основу разработки технологических процессов положены два принципа — технический и экономический. Технический принцип предусматривает обеспечение выполнения всех требований чертежа и ТУ на изготовление, экономический — выполнение этих требований с минимальными затратами сырьевых, энергетических и людских ресурсов. Разработка технологического процесса сводится к поиску оптимального варианта перехода от полуфабриката к готовой детали.
 Оптические детали характеризуются большим числом параметров, определяющих их качество, разнообразием свойств материалов, используемых для их изготовления, поэтому даже однотипные детали, классифицированные по общности их геометрических признаков, не могут быть изготовлены по одной и той же технологии.
Оптические детали характеризуются большим числом параметров, определяющих их качество, разнообразием свойств материалов, используемых для их изготовления, поэтому даже однотипные детали, классифицированные по общности их геометрических признаков, не могут быть изготовлены по одной и той же технологии.
 Проектирование технологического процесса – решение вопросов: установление типа производства, выбор метода получения заготовки, выбор баз, расчет блоков заготовок, установление маршрута движения заготовки, методов и средств обработки и контроля отдельных операций, расчет промежуточных припусков, установление технологических допусков, выбор оборудования и проектирование специального технологического оснащения, установление режимов обработки, методов и средств контроля изделия, норм времени и квалификаций исполнителей, оформление технической документации на все перечисленные этапы.
Проектирование технологического процесса – решение вопросов: установление типа производства, выбор метода получения заготовки, выбор баз, расчет блоков заготовок, установление маршрута движения заготовки, методов и средств обработки и контроля отдельных операций, расчет промежуточных припусков, установление технологических допусков, выбор оборудования и проектирование специального технологического оснащения, установление режимов обработки, методов и средств контроля изделия, норм времени и квалификаций исполнителей, оформление технической документации на все перечисленные этапы.
 В зависимости от конкретных условий производства некоторые этапы разработки можно исключать или, наоборот, вводить дополнительные. Например, в единичном производстве обычно ограничиваются расчетом блока заготовок, подбором инструмента и приспособлений, установлением коэффициента запуска и составлением общего маршрута, так как более подробная разработка экономически невыгодна.
В зависимости от конкретных условий производства некоторые этапы разработки можно исключать или, наоборот, вводить дополнительные. Например, в единичном производстве обычно ограничиваются расчетом блока заготовок, подбором инструмента и приспособлений, установлением коэффициента запуска и составлением общего маршрута, так как более подробная разработка экономически невыгодна.
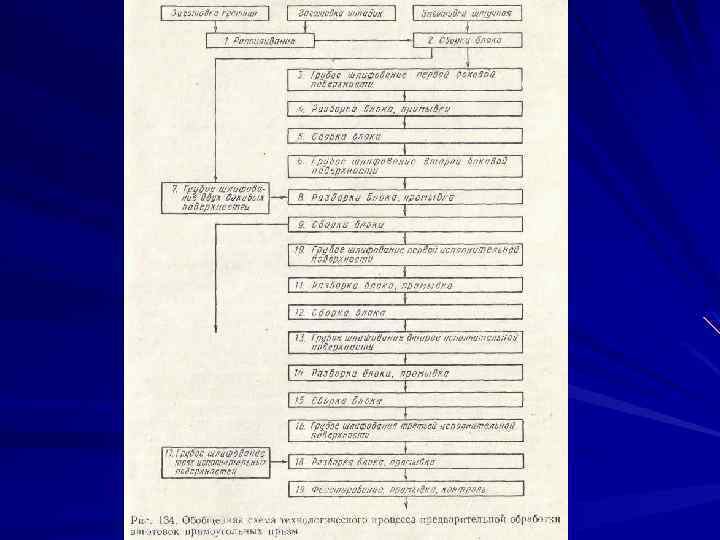
 ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ПЛОСКОПАРАЛЛЕЛЬНЫХ ПЛАСТИН И КЛИНЬЕВ При использовании заготовоки штабика операцией 1 является распиливание заготовок с припуском по толщине, которое выполняется на станке, снабженном алмазным дисковым кругом диаметром 600 мм. Частота вращения инструмента — 1420 об/мин, скорость круга 40 м/с. При использовании штучных или кратных заготовок обработку начинают с операции 2 сборки блока заготовок и установки его на столе плоскошлифовального станка.
ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС ИЗГОТОВЛЕНИЯ ПЛОСКОПАРАЛЛЕЛЬНЫХ ПЛАСТИН И КЛИНЬЕВ При использовании заготовоки штабика операцией 1 является распиливание заготовок с припуском по толщине, которое выполняется на станке, снабженном алмазным дисковым кругом диаметром 600 мм. Частота вращения инструмента — 1420 об/мин, скорость круга 40 м/с. При использовании штучных или кратных заготовок обработку начинают с операции 2 сборки блока заготовок и установки его на столе плоскошлифовального станка.
 Заготовки оптических деталей а - прямоугольная пластина; б - плитка для круглых деталей; в - плитка с размерами, кратными размерам единичной заготовки; г - штабик с круглым сечением; д - прессовки линзы и призмы
Заготовки оптических деталей а - прямоугольная пластина; б - плитка для круглых деталей; в - плитка с размерами, кратными размерам единичной заготовки; г - штабик с круглым сечением; д - прессовки линзы и призмы
 При использовании штучных или кратных заготовок обработку начинают со сборки блока заготовок и установки его на столе плоскошлифовального станка. Заготовки плотно одну к другой укладывают на зеркале электромагнитного стола станка, а по контуру стола размещают стальные планки. При подаче электропитания на обмотку стола стальные планки надежно удерживают заготовки от боковых смещений при их обработке. Разборка блока (4) выполняется при выключенном электромагните. Затем заготовки переворачиваются и устанавливаются на столе на прежнее место.
При использовании штучных или кратных заготовок обработку начинают со сборки блока заготовок и установки его на столе плоскошлифовального станка. Заготовки плотно одну к другой укладывают на зеркале электромагнитного стола станка, а по контуру стола размещают стальные планки. При подаче электропитания на обмотку стола стальные планки надежно удерживают заготовки от боковых смещений при их обработке. Разборка блока (4) выполняется при выключенном электромагните. Затем заготовки переворачиваются и устанавливаются на столе на прежнее место.
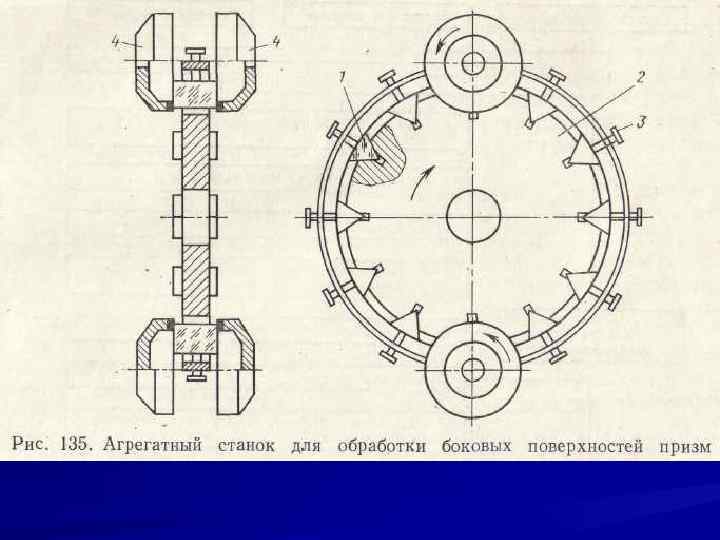
 ведется алмазным кругом диаметром 500 мм с частотой вращения 975 об/мин,") Грубое шлифование (3) ведется алмазным кругом диаметром 500 мм с частотой вращения 975 об/мин, что обеспечивает скорость резания 25 м/с. Погрешность формы заготовок в пределах 0, 01 мм на длине 100 мм, шероховатость поверхностей не грубее Rz = 20 мкм. Более прогрессивной. является обработка алмазным инструментом плоскостей на специализированных станках. Заготовки устанавливают в пневмоприспособление. Обработка ведется последовательно тремя алмазными кругами диаметром 250 мм. Частота вращения: 900 - 1500 об/мин.
Грубое шлифование (3) ведется алмазным кругом диаметром 500 мм с частотой вращения 975 об/мин, что обеспечивает скорость резания 25 м/с. Погрешность формы заготовок в пределах 0, 01 мм на длине 100 мм, шероховатость поверхностей не грубее Rz = 20 мкм. Более прогрессивной. является обработка алмазным инструментом плоскостей на специализированных станках. Заготовки устанавливают в пневмоприспособление. Обработка ведется последовательно тремя алмазными кругами диаметром 250 мм. Частота вращения: 900 - 1500 об/мин.
 При использовании кратных заготовок обработка начинается с распиливания блока на столбики.
При использовании кратных заготовок обработка начинается с распиливания блока на столбики.
 Заготовки круглой формы обрабатываются по диаметру на круглошлифовальном станке.
Заготовки круглой формы обрабатываются по диаметру на круглошлифовальном станке.
 Более прогрессивной является обработка простых контуров заготовок алмазным инструментом на фрезерных станках с программным управлением.
Более прогрессивной является обработка простых контуров заготовок алмазным инструментом на фрезерных станках с программным управлением.
 Фасетирование заготовок, выполняемое на станках с алмазированной планшайбой.
Фасетирование заготовок, выполняемое на станках с алмазированной планшайбой.
 Прошедшие контроль по материалу, габаритным размерам и чистоте поверхностей заготовки направляются на участок тонкого шлифования и полирования для окончательной обработки исполнительных поверхностей.
Прошедшие контроль по материалу, габаритным размерам и чистоте поверхностей заготовки направляются на участок тонкого шлифования и полирования для окончательной обработки исполнительных поверхностей.
 Соединение заготовок с приспособлением для тонкого шлифования и полирования осуществляется приклеиванием, наклеечными смолами. Наиболее универсальным является эластичное крепление, обеспечивающее точную установку заготовок 2 относительно одна другой и наклеечного приспособления 4. Функции установочной базы выполняет нижняя поверхность заготовки 2, опирающаяся на рабочую плоскость вспомогательного приспособления 1. Кроме того, эластичное крепление за счет большой толщины слоя смолы 3 обеспечивает наименьшие деформации обрабатываемых заготовок, что очень важно при получении поверхностей с жесткими допусками (N < 1, ΔN < 0, 2).
Соединение заготовок с приспособлением для тонкого шлифования и полирования осуществляется приклеиванием, наклеечными смолами. Наиболее универсальным является эластичное крепление, обеспечивающее точную установку заготовок 2 относительно одна другой и наклеечного приспособления 4. Функции установочной базы выполняет нижняя поверхность заготовки 2, опирающаяся на рабочую плоскость вспомогательного приспособления 1. Кроме того, эластичное крепление за счет большой толщины слоя смолы 3 обеспечивает наименьшие деформации обрабатываемых заготовок, что очень важно при получении поверхностей с жесткими допусками (N < 1, ΔN < 0, 2).
 Операцию тонкого шлифования выполняют на станках способом свободного поверхностного притира водными суспензиями микропорошков электрокорунда или алмазным инструментом в виде планшайбы с наклеенными на ее рабочую поверхность алмазосодержащими элементами. После промывки блока, контроля плоскостности, равномерности шероховатости и отсутствия царапин на поверхности приступают к полированию. Полирование, как правило, выполняется на тех же станках способом свободной притирки. Материал подложки полировальника выбирают в зависимости от требований к точности формы и чистоте исполнительных поверхностей
Операцию тонкого шлифования выполняют на станках способом свободного поверхностного притира водными суспензиями микропорошков электрокорунда или алмазным инструментом в виде планшайбы с наклеенными на ее рабочую поверхность алмазосодержащими элементами. После промывки блока, контроля плоскостности, равномерности шероховатости и отсутствия царапин на поверхности приступают к полированию. Полирование, как правило, выполняется на тех же станках способом свободной притирки. Материал подложки полировальника выбирают в зависимости от требований к точности формы и чистоте исполнительных поверхностей
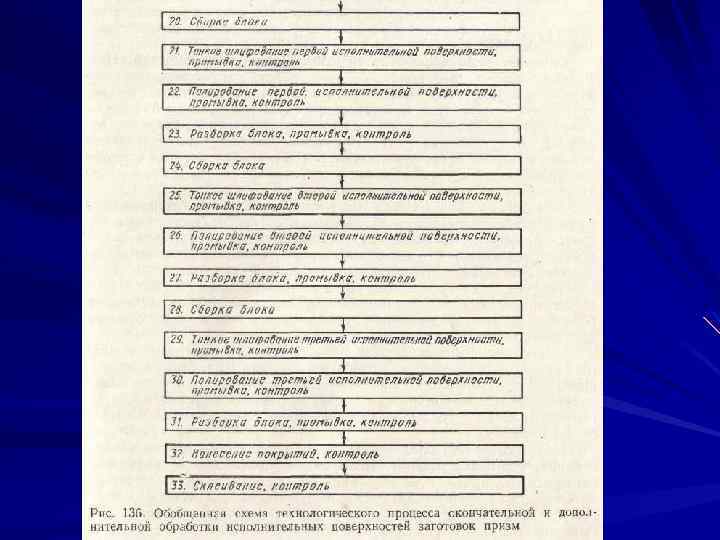
 разборки блоков производят тепловыми и ультразвуковыми способами. Наиболее распространенным способом является охлаждение") Операцию (17) разборки блоков производят тепловыми и ультразвуковыми способами. Наиболее распространенным способом является охлаждение блока в камере при температуре от — 30 до — 50 °С. Отделение заготовок от приспособления происходит в результате тангенциальных сил, возникающих в склеивающем слое за счет разности ТКЛР смолы (6 -10) 10 -3 и стекла (6 -10) 10 -7 о. С-1.
Операцию (17) разборки блоков производят тепловыми и ультразвуковыми способами. Наиболее распространенным способом является охлаждение блока в камере при температуре от — 30 до — 50 °С. Отделение заготовок от приспособления происходит в результате тангенциальных сил, возникающих в склеивающем слое за счет разности ТКЛР смолы (6 -10) 10 -3 и стекла (6 -10) 10 -7 о. С-1.
 Более прогрессивными являются ультразвуковые способы разборки блоков, значительно сокращающие время выполнения операции. 1. Отделение заготовок происходит в результате неодинаковой частоты вынужденных собственных колебаний металлического наклеечного приспособления, смолы и стекла. 2. Во втором случае блоки помещаются в ванны ультразвуковых промывочных установок. В качестве рабочей жидкости используются обычные органические растворители или водные растворы щелочей.
Более прогрессивными являются ультразвуковые способы разборки блоков, значительно сокращающие время выполнения операции. 1. Отделение заготовок происходит в результате неодинаковой частоты вынужденных собственных колебаний металлического наклеечного приспособления, смолы и стекла. 2. Во втором случае блоки помещаются в ванны ультразвуковых промывочных установок. В качестве рабочей жидкости используются обычные органические растворители или водные растворы щелочей.
 Промытые заготовки зеркал после контроля чистоты поверхностей направляются для выполнения дополнительной операции — нанесения отражающего покрытия. Заготовки плоскопараллельных пластин и клиньев направляются на повторную сборку блока (18) для последующего тонкого шлифования (19) и полирования (20) второй исполнительной поверхности.
Промытые заготовки зеркал после контроля чистоты поверхностей направляются для выполнения дополнительной операции — нанесения отражающего покрытия. Заготовки плоскопараллельных пластин и клиньев направляются на повторную сборку блока (18) для последующего тонкого шлифования (19) и полирования (20) второй исполнительной поверхности.
 Операция сборки блока при эластичном способе блокирования начинается с наклеивания на заготовки 2 смоляных подушек 3, после чего заготовки устанавливаются на рабочую плоскость вспомогательного приспособления 1. Расположение заготовок должно соответствовать установочным элементам наклеечного приспособления 4, которое в разогретом виде опускается на заготовки 2 со смолой. После оплавления смолы, выравнивания и остывания блока заготовки оказываются плотно закрепленными на наклеечном приспособлении.
Операция сборки блока при эластичном способе блокирования начинается с наклеивания на заготовки 2 смоляных подушек 3, после чего заготовки устанавливаются на рабочую плоскость вспомогательного приспособления 1. Расположение заготовок должно соответствовать установочным элементам наклеечного приспособления 4, которое в разогретом виде опускается на заготовки 2 со смолой. После оплавления смолы, выравнивания и остывания блока заготовки оказываются плотно закрепленными на наклеечном приспособлении.
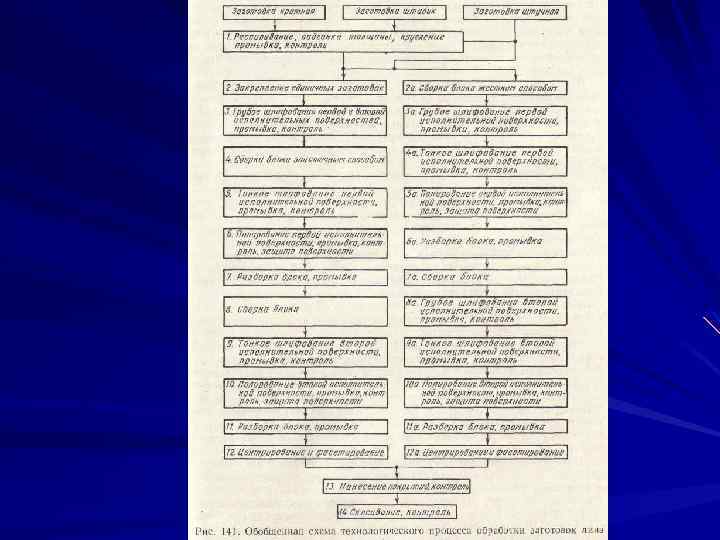
 обработки заготовок делятся на три группы: грубое") 1. 2. 3. операции (1 — 14) обработки заготовок делятся на три группы: грубое шлифование исполнительных поверхностей и диаметра; тонкое шлифование и полирование исполнительных поверхностей, центрирование и фасетирование; дополнительная обработка заготовок — нанесение покрытий и склеивание. При этом операции тонкого шлифования и полирования выполняются при эластичном способе блокирования заготовок.
1. 2. 3. операции (1 — 14) обработки заготовок делятся на три группы: грубое шлифование исполнительных поверхностей и диаметра; тонкое шлифование и полирование исполнительных поверхностей, центрирование и фасетирование; дополнительная обработка заготовок — нанесение покрытий и склеивание. При этом операции тонкого шлифования и полирования выполняются при эластичном способе блокирования заготовок.
, 2 -заготовка линзы, 3") Сборка блока. 1 - притирочное (настроечное приспособление: гриб или чашка), 2 -заготовка линзы, 3 - смоляная подушка, 4 -наклеечное приспособление.
Сборка блока. 1 - притирочное (настроечное приспособление: гриб или чашка), 2 -заготовка линзы, 3 - смоляная подушка, 4 -наклеечное приспособление.
