лк ТО-апрель14.ppt
- Количество слайдов: 40
 ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА Курс лекций
ТЕХНОЛОГИЧЕСКАЯ ОСНАСТКА Курс лекций
 Погрешности , возникающие при установке заготовки в приспособлении
Погрешности , возникающие при установке заготовки в приспособлении
 Погрешность настройки станка Δн - возникает при установке режущего инструмента на размер.
Погрешность настройки станка Δн - возникает при установке режущего инструмента на размер.
 Погрешность обработки Δобр - обусловлена следующими факторами: • Размерный износ режущего инструмента Δи; • Упругие деформации технологической системы под влиянием сил резания Δу; • Геометрической неточности станка Δс ; • Температурные деформации технологической системы Δт.
Погрешность обработки Δобр - обусловлена следующими факторами: • Размерный износ режущего инструмента Δи; • Упругие деформации технологической системы под влиянием сил резания Δу; • Геометрической неточности станка Δс ; • Температурные деформации технологической системы Δт.
 εб. Н 1=0 εб. Н 2=0
εб. Н 1=0 εб. Н 2=0



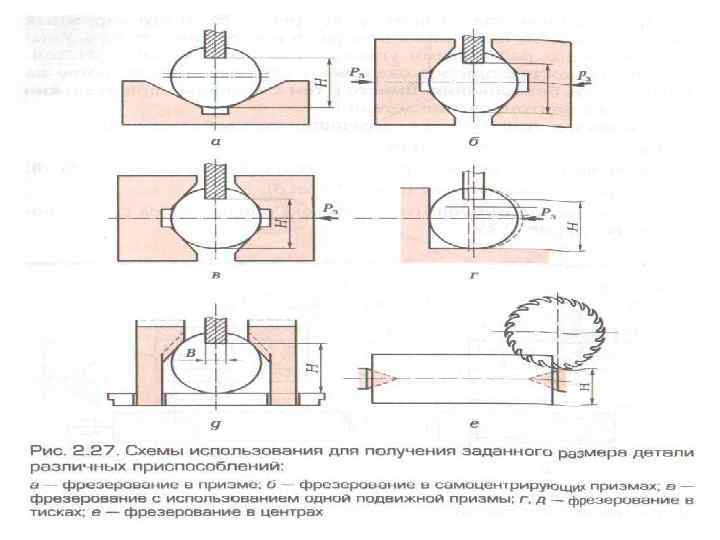
 Расчет погрешности базирования и выбор рациональных схем базирования
Расчет погрешности базирования и выбор рациональных схем базирования

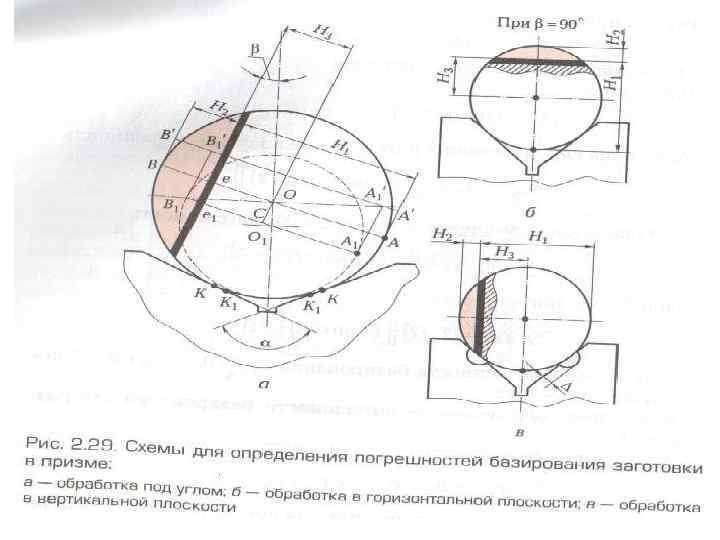
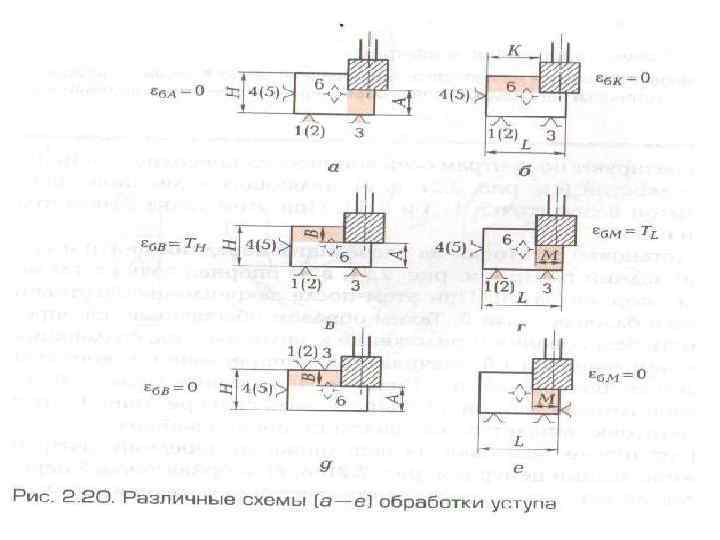
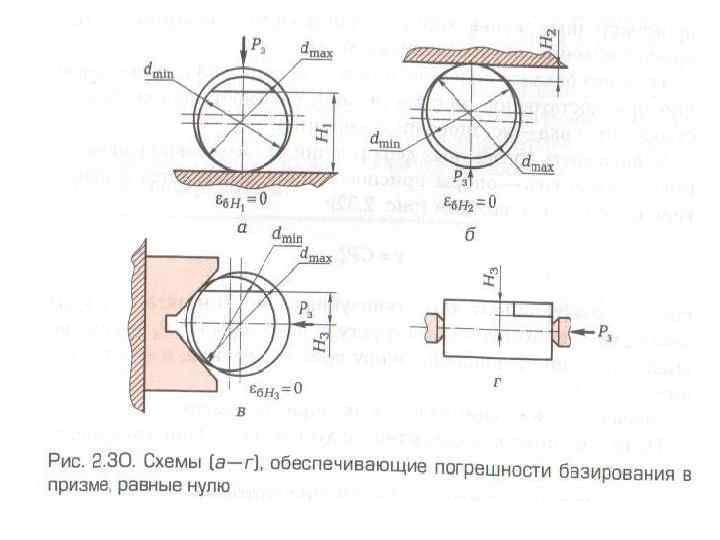
 Для размера Н 2 измерительной базой является тчк А, Для размера Н 3 измерительной базой является тчк О, Для размера Н 1 измерительной базой является тчк В. Эти базы не совмещены с технологической базой – тчк. С. εН 1 ≠ 0 εН 2 ≠ 0 εН 3 ≠ 0 При варианте установки б, в погрешность εН 1 = 0, εН 3 εН 1 = 0, 5 Td При варианте установки г εН 1 =0 εН 3 = 0, 5 Td εН 2 = Td
Для размера Н 2 измерительной базой является тчк А, Для размера Н 3 измерительной базой является тчк О, Для размера Н 1 измерительной базой является тчк В. Эти базы не совмещены с технологической базой – тчк. С. εН 1 ≠ 0 εН 2 ≠ 0 εН 3 ≠ 0 При варианте установки б, в погрешность εН 1 = 0, εН 3 εН 1 = 0, 5 Td При варианте установки г εН 1 =0 εН 3 = 0, 5 Td εН 2 = Td
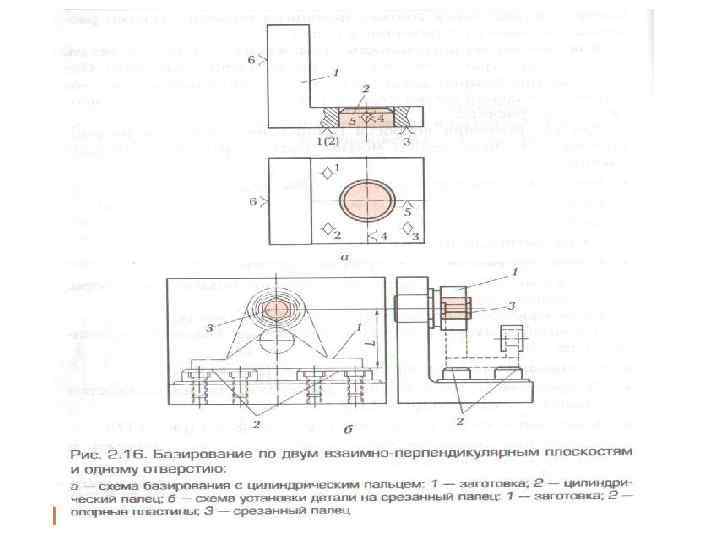
 , а измерительной") При выдерживании размера H 1 установочными базами служат образующие К(К 1) , а измерительной базой – образующие А (А 1). Расстояние между этими образующими определяет погрешность базирования , отнесенная к размеру H 1.
При выдерживании размера H 1 установочными базами служат образующие К(К 1) , а измерительной базой – образующие А (А 1). Расстояние между этими образующими определяет погрешность базирования , отнесенная к размеру H 1.
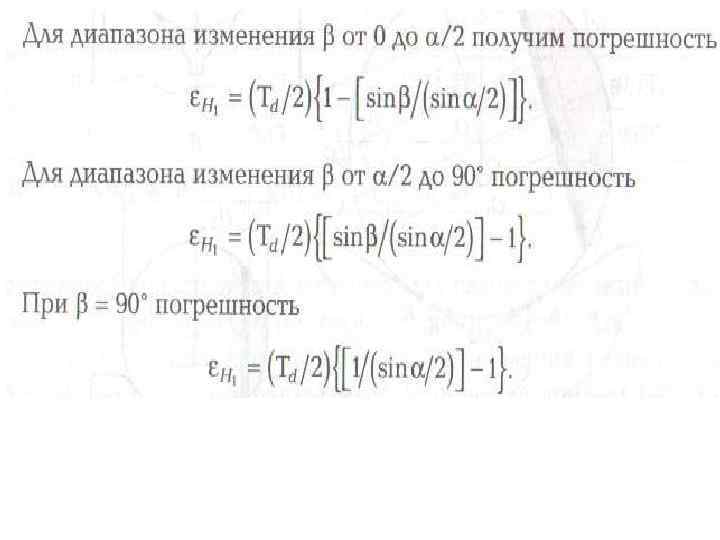

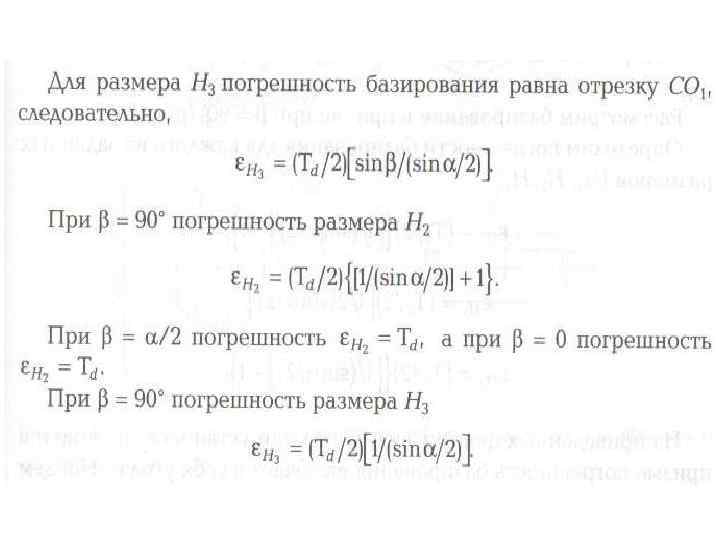
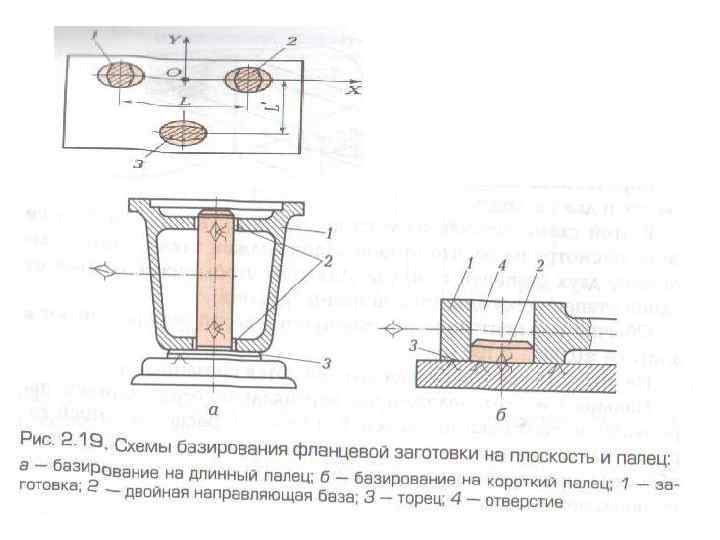
 При β=α/2 погрешность εH 3=Td2, при β=0 погрешность εH 3=0. Рассмотрим базирование при β=90. Определим погрешности базирования для каждого из заданных размеров Н 1, Н 2, Н 3
При β=α/2 погрешность εH 3=Td2, при β=0 погрешность εH 3=0. Рассмотрим базирование при β=90. Определим погрешности базирования для каждого из заданных размеров Н 1, Н 2, Н 3

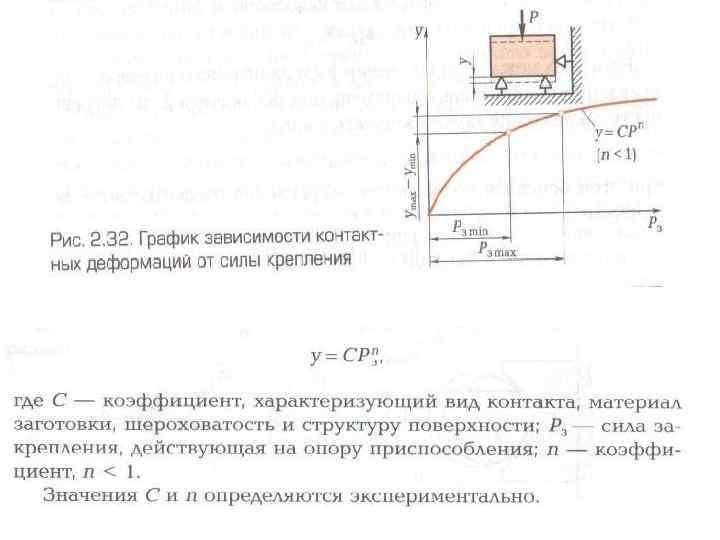
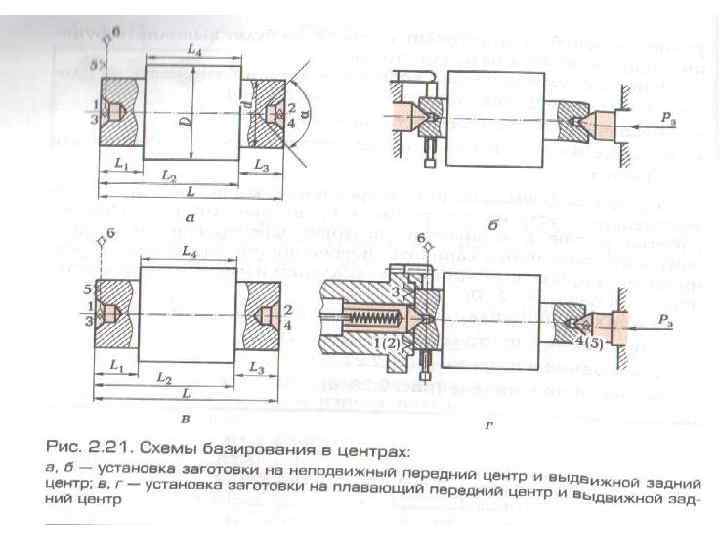
 Кривая 1 характеризует разброс контактных напряжений в партии заготовок из-за неоднородности базовых поверхностей , а прямая 2 определяет износ опорной поверхности установочного элемента. Если сила Рз изменяется в диапазоне Рз max до Рз min, то разница перемещений заготовок в партии оценивается погрешностью εз. о.
Кривая 1 характеризует разброс контактных напряжений в партии заготовок из-за неоднородности базовых поверхностей , а прямая 2 определяет износ опорной поверхности установочного элемента. Если сила Рз изменяется в диапазоне Рз max до Рз min, то разница перемещений заготовок в партии оценивается погрешностью εз. о.
 Расчет износостойкости опор Износостойкость опор С определяется числом установок заготовок , вызывающих износ опоры на 1 мкм. С=m-m 1 П 1 -m 2 П 1 - критерий износостойкости c учетом материалов заготовки и опор, П 2 - критерий нагружения опор
Расчет износостойкости опор Износостойкость опор С определяется числом установок заготовок , вызывающих износ опоры на 1 мкм. С=m-m 1 П 1 -m 2 П 1 - критерий износостойкости c учетом материалов заготовки и опор, П 2 - критерий нагружения опор
 Расчет исполнительных размеров установочных и направляющих элементов
Расчет исполнительных размеров установочных и направляющих элементов