Лекция-13_pres.ppt
- Количество слайдов: 13



Термокаталитические процессы переработки нефти и газа. Гидроочистка дистиллятного сырья 13. 1. Цель и необходимость процессов гидроочистки 13. 2. Химия, кинетика и термодинамика реакций гидроочистки 13. 3. Катализаторы гидроочистки 13. 4. Промышленные установки гидроочистки различных фракций 13. 5. Управление процессом 13. 6. Гидроочистка бензиновых фракций 13. 7. Гидроочистка керосиновых фракций 13. 8. Каталитическая демеркаптанизация светлых фракций Гидроочистка – процесс удаления из молекул нефтепродуктов гетероатомов в результате каталитического гидрирования серо-, азот- и кислородсодержащих соединений. Гидроочистку проводят над гидрирующими серастойкими катализаторами. 13. 1. Цель и необходимость процессов гидроочистки Развитие современных процессов гидроочистки бензиновых, керосиновых и дизельных фракций направлено, на снижение в них концентрации сернистых, олефиновых, азотистых и кислородсодержащих соединений.

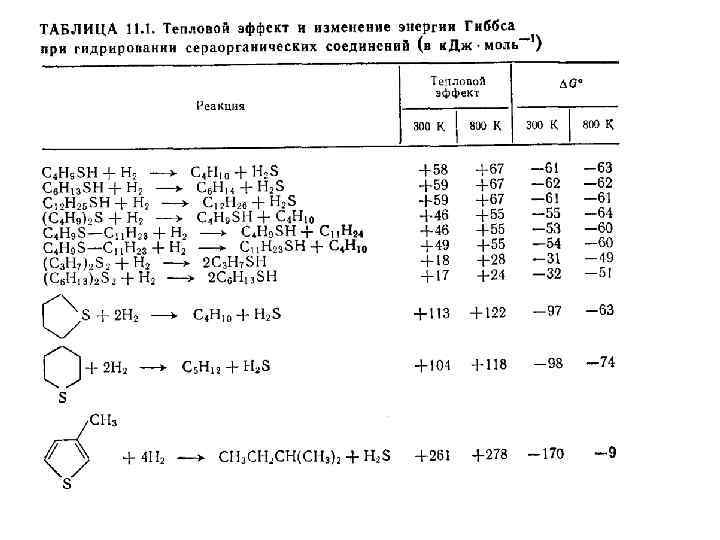
13. 2. Химия, кинетика и термодинамика реакций гидроочистки Химизм процессов гидроочистки сводится к деструкции связей С-S, С-N, С-О. Скорость гидрогенолиза сернистых соединений возрастает в ряду: тиофены и диарилсульфиды (условно 1) -> алкилсульфиды (3, 2 -4, 4) -> тиациклопентаны (3, 8 -4, 1) -> дибензилсульфид (7, 0) -> меркаптаны (7, 0). Гетероатомные соединения подвергаются гидрогенолизу быстрее, чем углеводороды, поэтому гетероатомы удаляются из сырья в виде сероводорода, аммиака и воды. Легче всего удаляется сера, далее следует кислород, наиболее устойчив азот. 1) Меркаптаны гидрируются до сероводорода и соответствующего углеводорода: RSH +Н 2 —> RH + H 2 S. 2) Сульфиды гидрируются через образование меркаптанов: 3) Дисульфиды также гидрируются до сероводорода: RSH +Н 2 —> RH + H 2 S
 Тиофен и тиофан (циклические сульфиды) гидрируются до cooтветствующих алифатических углеводородов: 5) Бенз- и")
4) Тиофен и тиофан (циклические сульфиды) гидрируются до cooтветствующих алифатических углеводородов: 5) Бенз- и дибензтиофены гидрируются по схеме:
 При гидрировании кислородных соединений образуются соответствующие углеводороды и вода: 7) При гидрировании азотсодержащих")
6) При гидрировании кислородных соединений образуются соответствующие углеводороды и вода: 7) При гидрировании азотсодержащих соединений образуются соответствующие углеводороды и аммиак: Повышение молекулярной массы и степени ароматизованности сернистых соединений затрудняет их удаление.

Индивидуальные серусодержащие соединения реагируют в условиях гидроочистки по реакции первого порядка. Гидрирование различных серусодержащих соединений в нефтепродуктах в первом приближении происходит с таким же соотношением скоростей, как и индивидуальных соединений. В результате при гидроочистке узких нефтяных фракций удаление серы также может быть описано уравнением первого порядка по сере, а при гидроочистке широких фракций вследствие наличия в них серусодержащих соединений, сильно различающихся по реакционной способности, уравнение первого порядка неприменимо. В этом случае по мере удаления наиболее реакционноспособных серусодержащих соединений константа скорости реакции первого порядка непрерывно уменьшается. Для ряда случаев установлено, что экспериментальные результаты хорошо описываются кинетическим уравнением второго порядка по содержанию серы. Второй порядок является кажущимся и обусловлен тем, что скорость реакции с глубиной ее протекания снижается значительно быстрее, чем для реакций первого порядка. Уравнения второго порядка нельзя применять для любого сырья, В зависимости от состава серусодержащих соединений уравнение скорости обессеривания в виде: w = k Sn может иметь порядок n и менее, и более 2

Кажущаяся энергия активации гидрирования серусодержащих соединений на алюмокобальтмолибденовых катализаторах в интервале 349 -425°С составляет 46, 0 -88, 0 к. Дж٠моль-1. По-видимому, во всех случаях в этом температурном интервале реакция протекает во внутридиффузионной области. 13. 3. Катализаторы гидроочистки В промышленности для данных процессов широко применяют алюмокобальтмолибденовые (АКМ) или алюмоникельмолибденовые (АНМ) катализаторы. Наиболее распространенный катализатор гидроочистки алюмокобальтмолибденовый, содержащий 2 -4% Со. О и 9 -15% Мо. О 3 на оксиде алюминия. Катализатор, содержащий и кобальт, и молибден, значительно активнее, чем содержащий только кобальт или только молибден (табл. 11. 2). Активность катализатора при изменении соотношения «Со: Мо» изменяется. Имеются сообщения, что максимально активен катализатор с атомным соотношением «Со: Мо» = 0, 2 : 1, 0. Общее массовое содержание (Со+Мо) на оксиде алюминия составляет 8 -13 %, более высокое содержание металлов не увеличивает активности катализатора. В результате реакций с сероводородом и водородом оксиды переходят из оксидной формы в сульфидную и частично восстанавливаются до металлов. При этом гидрирующая активность катализатора существенно повышается. Если перерабатывается сырье с низким содержанием серы, то катализатор перед использованием целесообразно осернить, обрабатывая водородом, содержащим 5 -10% H 2 S, при 150 -315°С.

Азоторганические соединения лучше гидрируются на катализаторах, в которых часть кобальта замещена никелем. Алюмокобальтникельмолибденовые катализаторы содержат 10 -15% металлов при атомном соотношении «кобальт: никель: молибден» от « 1: 1: 2» до « 1: 2: 6» . Применяют также алюмоникельмолибденовые катализаторы, несколько более активные, чем алюмокобальтмолибденовые, содержащие 3 -6% оксида никеля(II) и 15 -18% оксида молибдена (VI) на оксиде алюминия, и никельвольфрамовые (5 -8% оксида никеля(П) и 19 -20% оксида вольфрама на оксиде алюминия). Удельная поверхность катализаторов гидроочистки составляет 160 -330 м 2/г, средний радиус пор 3 -4 нм. Причины потери активности катализаторов могут быть следующие. 1) Повышенная температура. Стремление увеличить скорость реакции повышением температуры может привести к нежелательным реакциям, протекание которых трудно контролировать, в результате чего катализатор дезактивируется и при этом снижается выход целевых продуктов из-за образования газа и кокса. Для «свежего» катализатора (особенно для АКМ) важно правильно определить первоначальную температуру в реакторе. Обычно она находится в пределах 350 -370°С. При температуре выше 760°С активный оксид никеля на оксиде алюминия превращается в неактивный алюминат никеля, происходит спекание катализатора и уменьшается его активная поверхность. 2) Потеря активного компонента катализатора. При температуре около 600°С испаряется триоксид молибдена. 3) Низкая скорость десорбции образующихся продуктов с поверхности катализатора при недостаточном парциальном давлении водорода Установлено, что наивысшей активностью обладает дисульфид молибдена и смешанный сульфид никеля «Ni. S + Ni 2 S» . Катализаторы АНМ и АКМ нуждаются в предварительном «осернении» .

Таблица 13. 1. Физико-химические свойства катализаторов гидроочистки Показатель АКМ AHM ГК-36 ГО-70 1 Мо. О 3 12 -13 18 -19 12 Ni. O — 4 -5 7 -8 — Со. О 4 — — 4, 0 Насыпная плотность, кг/м 3 700 670 800 760 Индекс прочности, Ю-4 Н/м и 1 Д 1, 8 2 Л , Содержание активных компонентов % (масс. ): Характеристика пористой структуры: удельная поверхность, м 2 Д 190 120 247 220 объем пор, см 3 Д 0, 45 0, 55 0, 5 Диаметр 4 -5 4, 0 3, 5 20 Длина 6, 0 5, 0 Промотирующая добавка — 5 -7 % Si 02 Цеолит РЗЭУ -J Размер гранул, мм: Срок службы катализатора, годы 3 3 6 6

В настоящее время российские катализаторы гидроочистки сравнимы с образцами лучших катализаторных компаний мира, таких «Holder Topce» , «Criterion» , «Grace» и др. В России три катализаторные компании (в Рязани, Ангарске и Новокуйбышевске) выпускают катализаторы гидроочистки и способны конкурировать с зарубежными компаниями. Катализаторы гидроочистки имеют пористую структуру, их можно использовать в виде гранул длиной до 6 и диаметром до 5 мм. Катализатор устойчив в окислительных или восстановительных средах при температурах до 550 -600 С, однако длительное пребывание в тех же условиях в атмосфере водяного пара может привести к снижению активности и прочности катализатора. Все катализаторы гидроочистки устойчивы к отравлению. Несколько снижает активность катализатора присутствие оксида углерода, который может поступать в реактор со свежим водородсодержащим газом. В условиях гидроочистки под воздействием водорода оксид углерода гидрируется до метана, что дополнительно увеличивает расход водорода на реакцию.

В зависимости от требуемой степени очистки сырья определяют оптимальное парциальное давление водорода в процессах гидроочистки. Расход водорода на отдув вызван тем, что для поддержания оптимального парциального давления приходится непрерывно выводить ( «отдувать» ) из системы небольшой поток циркуляционного водородсодержа-щего газа и заменять его «свежим» водородом. При гидроочистке бензиновых и керосиновых фракций образуется незначительное количество газов разложения - 0, 65 -0, 75% (масс. ), благодаря чему даже при колебании состава свежего газа парциальное давление поддерживается на достаточно высоком уровне. В процессе гидроочистки дизельных топлив выделяется значительное количество газов разложения - до 2, 8 % (масс. ), поэтому при использовании водородсодержащего газа с содержанием примерно 80, 0% (об. ) Н 2 появляется необходимость в отдуве газа. Парциальное давление связано составом водородсодержащего газа, который подается в реактор. Помимо углеводородных газов в циркуляционном газе присутствует сероводород, образующийся в процессе. Сероводород не влияет скольконибудь значительно на обессеривание, однако повышение его концентрации увеличивает скорость коррозии трубопроводов и оборудования, а также способствует загазованности воздуха в компрессорной станции. Поэтому циркуляционный газ очищают от сероводорода до остаточной концентрации не выше 0, 1 % (об. ). Как показал опыт эксплуатации установок гидроочистки, водородсодержащий газ теряется через неплотности системы, а также через сальниковые уплотнения компрессоров циркуляционного газа. Утечка водорода на установках гидроочистки составляет 0, 009 -0, 020% (масс. ) от сырья.

13. 4. Промышленные установки гидроочистки различных фракций Промышленные установки гидроочистки нефтяного сырья и различныех дистиллятов включают следующие блоки: 1) реакторный блок; 2) блок сепарации газопродуктовой смеси с выделением ВСГ (водородсодержащего газа); 3) блок очистки ВСГ от сероводорода; 4) компрессорный блок; 5) блок стабилизации гидрогенизата. Установки имеют много общего по аппаратурному оформлению и схемам реакторных блоков, а различаются по мощности, размерам аппаратов, технологическому режиму и схемам секций сепарации и стабилизации гидрогенизатов. Установки гидроочистки бензинов – сырья для каталитического риформинга – различаются по варианту подачи ВСГ – с циркуляцией или без циркуляции – «на проток» . На всех остальных типах установок применяется только циркуляционная схема подачи ВСГ.

Лекция-13_pres.ppt