

12 Теоретические законы.ppt
- Количество слайдов: 27
 Теоретические законы распределения производственных погрешностей в технологии производства эс Анализ качества технологического процесса по критериям точности и стабильности
Теоретические законы распределения производственных погрешностей в технологии производства эс Анализ качества технологического процесса по критериям точности и стабильности
 Теоретический закон распределения случайной величины X • Теоретический закон распределения случайной величины X графическое или аналитическое описание теоретического (априорного) распределения. • Наиболее распространенной теоретической схемой возникновения производственных погрешностей является сумма большого числа случайных и неслучайных частных погрешностей (слагаемых). Эта схема имеет много разновидностей в зависимости от структуры суммы и свойств ее слагаемых. • Для характеристики точности технологического процесса используются две функции: a(t) u b(t). Первая описывает систематическое изменение во времени среднего значения параметра качества изделия, а вторая — мгновенное рассеивание этого параметра также во времени.
Теоретический закон распределения случайной величины X • Теоретический закон распределения случайной величины X графическое или аналитическое описание теоретического (априорного) распределения. • Наиболее распространенной теоретической схемой возникновения производственных погрешностей является сумма большого числа случайных и неслучайных частных погрешностей (слагаемых). Эта схема имеет много разновидностей в зависимости от структуры суммы и свойств ее слагаемых. • Для характеристики точности технологического процесса используются две функции: a(t) u b(t). Первая описывает систематическое изменение во времени среднего значения параметра качества изделия, а вторая — мгновенное рассеивание этого параметра также во времени.
 Характеристики точности технологического процесса
Характеристики точности технологического процесса
 и b(t) могут существенно") Теоретическая точностная диаграмма • При большом числе партий кривые a(t) и b(t) могут существенно различаться, что будет указывать на различные условия формирования партий в общем технологическом процессе. Анализ семейства кривых a(t) и b(t) позволяет описывать точность технологического процесса в целом при наличии соответствующем информации об отдельных партиях изделий.
Теоретическая точностная диаграмма • При большом числе партий кривые a(t) и b(t) могут существенно различаться, что будет указывать на различные условия формирования партий в общем технологическом процессе. Анализ семейства кривых a(t) и b(t) позволяет описывать точность технологического процесса в целом при наличии соответствующем информации об отдельных партиях изделий.
 Теоретический предельный закон распределения производственных погрешностей • • Наиболее простой разновидностью схемы возникновения производственных погрешностей является сумма случайных слагаемых, число и характеристики распределений которых не зависят от времени и от других факторов технологического процесса. В этой сумме слагаемые взаимонезависимы (или слабо зависимы), среди них нет резко доминирующих над остальными, а их число при теоретическом рассмотрении может быть сколь угодно большим. Особенности структуры суммы и свойств ее слагаемых совпадают с условиями центральной предельной теоремы, согласно которой при соблюдении упомянутых особенностей случайная величина (погрешность параметра качества изделий) распределяется по гауссовскому закону. Этот закон и является, следовательно, теоретическим предельным законом распределения производственных погрешностей для данной разновидности схемы суммы.
Теоретический предельный закон распределения производственных погрешностей • • Наиболее простой разновидностью схемы возникновения производственных погрешностей является сумма случайных слагаемых, число и характеристики распределений которых не зависят от времени и от других факторов технологического процесса. В этой сумме слагаемые взаимонезависимы (или слабо зависимы), среди них нет резко доминирующих над остальными, а их число при теоретическом рассмотрении может быть сколь угодно большим. Особенности структуры суммы и свойств ее слагаемых совпадают с условиями центральной предельной теоремы, согласно которой при соблюдении упомянутых особенностей случайная величина (погрешность параметра качества изделий) распределяется по гауссовскому закону. Этот закон и является, следовательно, теоретическим предельным законом распределения производственных погрешностей для данной разновидности схемы суммы.

 Семейства распределений
Семейства распределений
 Точностные диаграммы
Точностные диаграммы
 Выводы • Рассмотренная разновидность теоретической схемы суммы случайных и неслучайных слагаемых и кривые полного распределения часто встречаются в производстве гибридно-пленочных интегральных микросхем. Так, погрешности параметров качества тонкопленочных резисторов и конденсаторов, измеренные за сравнительно большой календарный период их производства, в определенных условиях распределяются по законам, графически представляемым кривыми, близкими к кривым рис. а при сравнительно больших значениях параметра Ха. По кривым рис. б распределяются погрешности толщины тонких пленок, где принимаются меры, обеспечивающие равномерное распределение толщины пленок по поверхности отдельно взятых подложек.
Выводы • Рассмотренная разновидность теоретической схемы суммы случайных и неслучайных слагаемых и кривые полного распределения часто встречаются в производстве гибридно-пленочных интегральных микросхем. Так, погрешности параметров качества тонкопленочных резисторов и конденсаторов, измеренные за сравнительно большой календарный период их производства, в определенных условиях распределяются по законам, графически представляемым кривыми, близкими к кривым рис. а при сравнительно больших значениях параметра Ха. По кривым рис. б распределяются погрешности толщины тонких пленок, где принимаются меры, обеспечивающие равномерное распределение толщины пленок по поверхности отдельно взятых подложек.
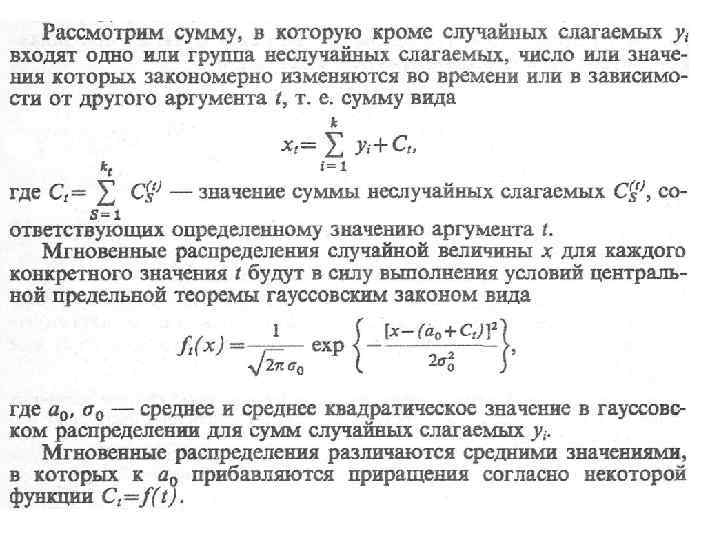
 Учет группы случайных слагаемых
Учет группы случайных слагаемых

 Семейства теоретических полных распределений
Семейства теоретических полных распределений
 Точностные диаграммы
Точностные диаграммы
 Объединенная теоретическая схема
Объединенная теоретическая схема
 Распределения для нелинейных функций
Распределения для нелинейных функций
 Диаграммы для нелинейных функций
Диаграммы для нелинейных функций
 Учет резко доминирующего случайного слагаемого
Учет резко доминирующего случайного слагаемого
 Характерные случаи
Характерные случаи
 • • На рис. а представлена гистограмма распределения значений поверхностного сопротивления резистивных тонких пленок (сплав PC, p. D =500 Ом/П). полученных на установке типа УВН. Распределение явно отличается от гауссовского, что подтверждается также проверкой сходимости с гауссовским законом по критерию Пирсона. На рис. б изображена гистограмма распределения поверхностного сопротивления после внесения коррективов в технологический процесс (строгое соблюдение технологических режимов, контроль за точностью измерительных средств, усовершенствование системы «испаритель — подложка» и т. д. ). • На рис. показаны эмпирические распределения толщин фоторезистивного покрытия, нанесенного центрифугированием на пленку алюминия, осажденную на эталловые подложки. Слой фоторезиста экспонировался через специальный тестфотошаблон, и после проявления и задубливания поверхность подложки оказывалась покрытой участками фоторезиста, толщина которых измерялась.
• • На рис. а представлена гистограмма распределения значений поверхностного сопротивления резистивных тонких пленок (сплав PC, p. D =500 Ом/П). полученных на установке типа УВН. Распределение явно отличается от гауссовского, что подтверждается также проверкой сходимости с гауссовским законом по критерию Пирсона. На рис. б изображена гистограмма распределения поверхностного сопротивления после внесения коррективов в технологический процесс (строгое соблюдение технологических режимов, контроль за точностью измерительных средств, усовершенствование системы «испаритель — подложка» и т. д. ). • На рис. показаны эмпирические распределения толщин фоторезистивного покрытия, нанесенного центрифугированием на пленку алюминия, осажденную на эталловые подложки. Слой фоторезиста экспонировался через специальный тестфотошаблон, и после проявления и задубливания поверхность подложки оказывалась покрытой участками фоторезиста, толщина которых измерялась.
 Гистограммы
Гистограммы
 Расшифровка данных для гистограмм
Расшифровка данных для гистограмм
 Гистограммы
Гистограммы

 • Зависимость среднего и среднего квадратического значений толщины фоторезиста от частоты вращения центрифуги. Данная зависимость — аналог точностной диаграммы процесса нанесения фоторезиста. Среднее и среднее квадратическое значения [функции a(t) w. b(t) нелинейно меняются в зависимости от частоты вращения центрифуги (аргумента t), что подтверждает гипотезу о принадлежности данного процесса к теоретической схеме , соответствующей совместному влиянию нелинейных функций a(t) и b(t). Гауссовское распределение толщины фоторезиста на совокупности подложек можно получить только в том случае, если фоторезист нанесен при частотах вращения центрифуги, больших критических.
• Зависимость среднего и среднего квадратического значений толщины фоторезиста от частоты вращения центрифуги. Данная зависимость — аналог точностной диаграммы процесса нанесения фоторезиста. Среднее и среднее квадратическое значения [функции a(t) w. b(t) нелинейно меняются в зависимости от частоты вращения центрифуги (аргумента t), что подтверждает гипотезу о принадлежности данного процесса к теоретической схеме , соответствующей совместному влиянию нелинейных функций a(t) и b(t). Гауссовское распределение толщины фоторезиста на совокупности подложек можно получить только в том случае, если фоторезист нанесен при частотах вращения центрифуги, больших критических.
 Полигон распределения толщины фоторезиста
Полигон распределения толщины фоторезиста
 Анализ по критериям точности и стабильности • • • Рекомендуется следующий порядок исследования технологического процесса с целью его анализа по критериям точности и стабильности. 1. Сбор статистического материала, представляющего собой совокупность наблюдений за параметром качества в определенный календарный период. 2 Обработка статистического материала для получения полных распределений погрешностей параметров качества и точностных диаграмм исследуемого процесса. 3. По виду полных распределений, точностных диаграмм и зна-чениям статистических критериев сходимости эмпирических распределений с теоретическими принимается гипотеза о принадлежности исследуемого процесса к определенной теоретической схеме возниквовения производственных погрешностей. 4 Путем анализа физико-технологической сущности исследуемого процесса и дополнительного (при необходимости) эксперимен-та подтверждается принятая гипотеза и определяются факторы, действие которых обусловливает данную теоретическую схему. 5. Даются рекомендации к изменению технологического процес-са. (или конструкции изделия) для повышения его точности и стабильности. 6 После выполнения разработанных рекомендации, в течение выделенного календарного периода при прочих равных условиях производится сбор и обработка статистического материала для подтверждения эффективности модернизации технологического процесса (или конструкции изделия).
Анализ по критериям точности и стабильности • • • Рекомендуется следующий порядок исследования технологического процесса с целью его анализа по критериям точности и стабильности. 1. Сбор статистического материала, представляющего собой совокупность наблюдений за параметром качества в определенный календарный период. 2 Обработка статистического материала для получения полных распределений погрешностей параметров качества и точностных диаграмм исследуемого процесса. 3. По виду полных распределений, точностных диаграмм и зна-чениям статистических критериев сходимости эмпирических распределений с теоретическими принимается гипотеза о принадлежности исследуемого процесса к определенной теоретической схеме возниквовения производственных погрешностей. 4 Путем анализа физико-технологической сущности исследуемого процесса и дополнительного (при необходимости) эксперимен-та подтверждается принятая гипотеза и определяются факторы, действие которых обусловливает данную теоретическую схему. 5. Даются рекомендации к изменению технологического процес-са. (или конструкции изделия) для повышения его точности и стабильности. 6 После выполнения разработанных рекомендации, в течение выделенного календарного периода при прочих равных условиях производится сбор и обработка статистического материала для подтверждения эффективности модернизации технологического процесса (или конструкции изделия).