R_R_RgRyoS_R_RI_RyiS_R_R_R_R_S_R_S_RyoS_NIce_1.pptx
- Количество слайдов: 16



Тема выпускной письменной работы «Составить технологический процесс токарной обработки детали «Винт»

Выпускная письменная • Технологическая часть: работа состоит данные для построения • Исходные из двух частей детали «Винт» процесса технологического • Выбор установочных баз и способов закрепления • Характеристика материала детали и режущего инструмента • Выбор способов обработки детали • Технологический процесс токарной обработки детали “Винт” • Расчет режимов резанья по каждому переходу • Выбор геометрии резцов и мерительного инструмента • Расчет мощности электродвигателя токарного станка Графическая часть: • Чертеж детали “Винт” • Технологическая карта токарной обработки детали “Винт”

Технологическая часть В технологической части : • Для обработки детали заготовку выбрал пруток круглого сечения порезаны по штучно расчеты показали по ГОСТу заготовки принимаю 45 мм длину 260 мм. Станок выбрал для обработки марки 16 К 20 в марке указывается единица токарная группа: 6 – тип такарно-винторезный, К – это модернизация от предыдущего станка, 20 – это 200 мм от центра шпинделя для станины. Так как деталь имеет длину 252 мм а 40 то эта деталь относится к детали типа полужестких валов поэтому на основной операции закрепляю деталь в 3 – х кулачковом патроне с поджатием заднего центра.

Деталь «Винт» по чертежу изготавливается из стали 45 – это конструкционная, качественная сталь, средне углеродистая в которой – 0. 45% углерода. Марки режущей части резцов выбирается в зависимости от обрабатываемого материала поэтому для обработки стали 45 по справочнику режущую часть резцов выбираю твердый сплав титановольфрамовой марки T 15 K 6 – где 15% карбида титана, 6% кобальта и 79% карбида вольфрама. Центровочное сверло изготавливается из быстрорежущей стали марки Р 18 где 18% вольфрама.

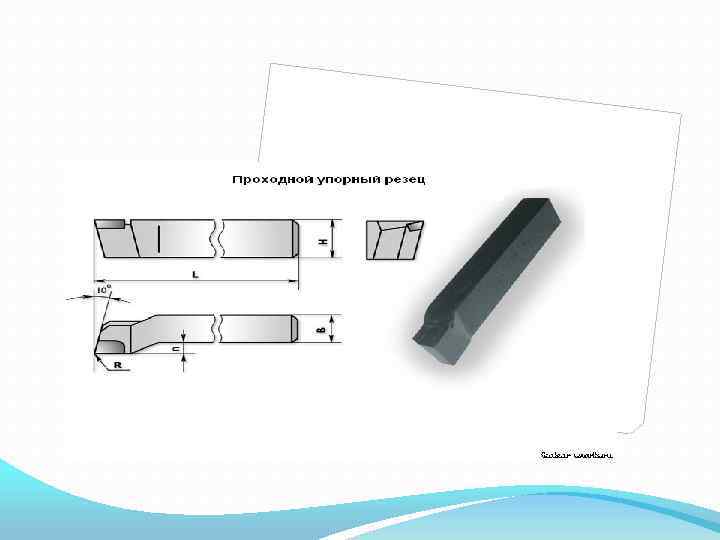
Режущий инструмент

Проходной отогнутый резец

Канавочный резец

Резьбовой резец

Центровочное сверло

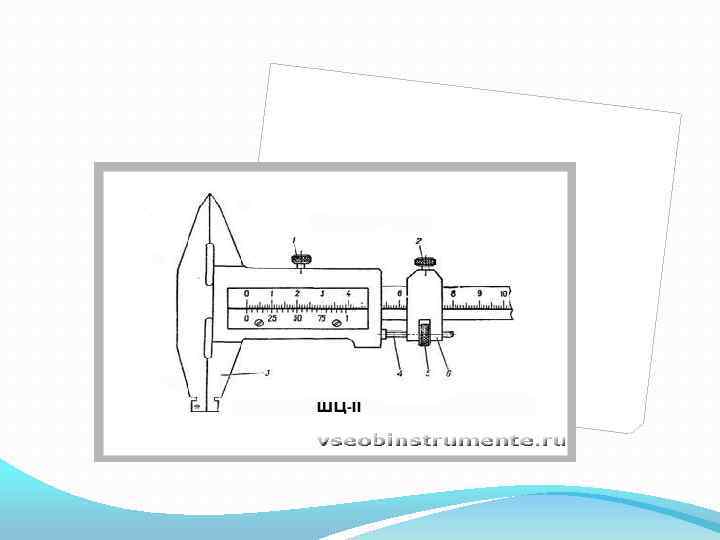
К размерам детали «Винт» не предьяляеться высоких требований поэтому для контроля наружных поверхностей, длин детали, размеров канавки выбираю штангенциркуль ШЦ – I и ШЦ – II. Для контроля всех элементов трапециодальной резьбы выбираю резьбовой микрометр с трапециодальными вставками

Мерительный инструмент

Штангенциркуль ШЦ-I

Резьбовой микрометр

Резьбовые калибр кольца
R_R_RgRyoS_R_RI_RyiS_R_R_R_R_S_R_S_RyoS_NIce_1.pptx