

Тема6 Складск лог.ppt
- Количество слайдов: 59
 Тема: Складская логистика Вопросы: 1. Склады, их определение и виды, функции складов 2. Характеристика складских операций 3. Оптимизация ключевых операций складского технологического процесса 4. Моделирование задач складской логистики
Тема: Складская логистика Вопросы: 1. Склады, их определение и виды, функции складов 2. Характеристика складских операций 3. Оптимизация ключевых операций складского технологического процесса 4. Моделирование задач складской логистики
 • 1. С к л а д ы - это здания, сооружения и разнообразные устройства, предназначенные для приемки, размещения и хранения поступивших на них товаров, подготовки их к потреблению и отпуску потребителю. • Склады являются одним из важнейших элементов логистических систем. Объективная необходимость в специально обустроенных местах для содержания запасов существует на всех стадиях движения материального потока, начиная от первичного источника сырья и кончая конечным потребителем.
• 1. С к л а д ы - это здания, сооружения и разнообразные устройства, предназначенные для приемки, размещения и хранения поступивших на них товаров, подготовки их к потреблению и отпуску потребителю. • Склады являются одним из важнейших элементов логистических систем. Объективная необходимость в специально обустроенных местах для содержания запасов существует на всех стадиях движения материального потока, начиная от первичного источника сырья и кончая конечным потребителем.
, иметь только") • Склады могут иметь разные конструкции: размещаться в отдельных помещениях (закрытые), иметь только крышу или крышу и одну, две или три стены (полузакрытые). Некоторые грузы хранятся вне помещений на специально оборудованных площадках, в так называемых открытых складах. • Различаются склады и по степени механизации складских операций: немеханизированные, комплексномеханизированные, автоматизированные и автоматические.
• Склады могут иметь разные конструкции: размещаться в отдельных помещениях (закрытые), иметь только крышу или крышу и одну, две или три стены (полузакрытые). Некоторые грузы хранятся вне помещений на специально оборудованных площадках, в так называемых открытых складах. • Различаются склады и по степени механизации складских операций: немеханизированные, комплексномеханизированные, автоматизированные и автоматические.
 • В зависимости от широты ассортимента хранимого груза выделяют специализированные склады, склады со сметанным или с универсальным ассортиментом. • Склад может предназначаться для хранения товаров одного предприятия (склад индивидуального пользования), а может, на условиях лизинга, сдаваться в аренду физическим или юридическим лицам (склад коллективного пользования или склад-отель).
• В зависимости от широты ассортимента хранимого груза выделяют специализированные склады, склады со сметанным или с универсальным ассортиментом. • Склад может предназначаться для хранения товаров одного предприятия (склад индивидуального пользования), а может, на условиях лизинга, сдаваться в аренду физическим или юридическим лицам (склад коллективного пользования или склад-отель).
 • Классификацию складов по признаку места можно представить следующей схемой:
• Классификацию складов по признаку места можно представить следующей схемой:
 • При проектировании логистических систем используются все виды складских сооружений, но наибольшее применение находят закрытые склады и приоритет отдается строительству высотных одноэтажных складов. Общие затраты на высотный склад меньше в несколько раз, чем затраты на склад с тем же объемом, но с более низкой высотой. Это видно из сравнения капитальных и эксплутационных затрат, приведенных в следующей таблице.
• При проектировании логистических систем используются все виды складских сооружений, но наибольшее применение находят закрытые склады и приоритет отдается строительству высотных одноэтажных складов. Общие затраты на высотный склад меньше в несколько раз, чем затраты на склад с тем же объемом, но с более низкой высотой. Это видно из сравнения капитальных и эксплутационных затрат, приведенных в следующей таблице.
 Показатели Площадь, кв. м Высота здания 7, 5 м 12 м 15 м 9270 5940 4410 Величина откл. -- 35, 9% 52, 7% Капитал. затрат. млн. $ Величина откл. 3, 7 3, 3 2, 9 -- 10, 8% 21, 6% Ежегодн. экспл. затр. тыс. $ Величина откл. 183 166 120 -- 9, 3% 34, 4%
Показатели Площадь, кв. м Высота здания 7, 5 м 12 м 15 м 9270 5940 4410 Величина откл. -- 35, 9% 52, 7% Капитал. затрат. млн. $ Величина откл. 3, 7 3, 3 2, 9 -- 10, 8% 21, 6% Ежегодн. экспл. затр. тыс. $ Величина откл. 183 166 120 -- 9, 3% 34, 4%
 • Совокупность работ, выполняемых на различных складах, примерно одинакова, поскольку в разных логистических процессах склады выполняют схожие функции: • временное размещение и хранение материальных запасов; • преобразование материальных потоков; • обеспечение логистического сервиса в системе обслуживания.
• Совокупность работ, выполняемых на различных складах, примерно одинакова, поскольку в разных логистических процессах склады выполняют схожие функции: • временное размещение и хранение материальных запасов; • преобразование материальных потоков; • обеспечение логистического сервиса в системе обслуживания.
 • Склад обрабатывает, по меньшей мере, т р и в и д а материальных потоков: входной, выходной и внутренний. • Наличие входного потока означает необходимость разгрузки транспорта, проверки количества и качества прибывшего груза. Выходной поток обусловливает необходимость погрузки транспорта, внутренний перемещения груза внутри склада.
• Склад обрабатывает, по меньшей мере, т р и в и д а материальных потоков: входной, выходной и внутренний. • Наличие входного потока означает необходимость разгрузки транспорта, проверки количества и качества прибывшего груза. Выходной поток обусловливает необходимость погрузки транспорта, внутренний перемещения груза внутри склада.
 • Реализация функции временного хранения материальных запасов требует проведение работ по размещению грузов на хранение, обеспечению необходимых условий хранения, изъятию грузов из мест хранения.
• Реализация функции временного хранения материальных запасов требует проведение работ по размещению грузов на хранение, обеспечению необходимых условий хранения, изъятию грузов из мест хранения.
 • Преобразование материальных потоков происходит путем расформирования одних грузовых партий или грузовых единиц и формирования других. Это означает необходимость распаковки грузов, комплектования новых грузовых единиц, их упаковку, затаривание.
• Преобразование материальных потоков происходит путем расформирования одних грузовых партий или грузовых единиц и формирования других. Это означает необходимость распаковки грузов, комплектования новых грузовых единиц, их упаковку, затаривание.
 • Любая из вышеперечисленных функций может изменяться в широких пределах. • На складах готовых изделий предприятийизготовителей осуществляется складирование, хранение, подсортировка или дополнительная обработка продукции перед ее отправкой, маркировка, подготовка к погрузке и погрузочные операции.
• Любая из вышеперечисленных функций может изменяться в широких пределах. • На складах готовых изделий предприятийизготовителей осуществляется складирование, хранение, подсортировка или дополнительная обработка продукции перед ее отправкой, маркировка, подготовка к погрузке и погрузочные операции.
 • Склады сырья и исходных материалов предприятийпотребителей принимают продукцию, выгружают, сортируют, хранят и подготавливают ее к производственному потреблению. • Склады оптово-посреднических фирм в сфере обращения продукции производственно-технического назначения, кроме перечисленных выше, выполняют также функции:
• Склады сырья и исходных материалов предприятийпотребителей принимают продукцию, выгружают, сортируют, хранят и подготавливают ее к производственному потреблению. • Склады оптово-посреднических фирм в сфере обращения продукции производственно-технического назначения, кроме перечисленных выше, выполняют также функции:
 • Обеспечивают концентрацию товаров, подкомлектовку продукции, подборку ее в нужном ассортименте, организуют доставку товаров мелкими партиями как на предприятия-потребители, так и на склады оптовых посреднических фирм, осуществляют хранение резервных партий.
• Обеспечивают концентрацию товаров, подкомлектовку продукции, подборку ее в нужном ассортименте, организуют доставку товаров мелкими партиями как на предприятия-потребители, так и на склады оптовых посреднических фирм, осуществляют хранение резервных партий.
, принимают товары") • Склады торговли, находящиеся в местах сосредоточения производства (выходные оптовые базы), принимают товары от производственных предприятий большими партиями, комплектуют и отправляют крупные партии товаров получателям, находящимся в местах потребления.
• Склады торговли, находящиеся в местах сосредоточения производства (выходные оптовые базы), принимают товары от производственных предприятий большими партиями, комплектуют и отправляют крупные партии товаров получателям, находящимся в местах потребления.
, получают товары производственного ассортимента") • Склады, расположенные в местах потребления (торговые оптовые базы), получают товары производственного ассортимента и, формируя широкий торговый ассортимент, снабжают ими розничные торговые предприятия.
• Склады, расположенные в местах потребления (торговые оптовые базы), получают товары производственного ассортимента и, формируя широкий торговый ассортимент, снабжают ими розничные торговые предприятия.
 • 2. Характеристика складских операций. • Логистические функции складов реализуются в процессе осуществления отдельных логистических операций. В целом комплекс складских операций представляет собой следующую последовательность: разгрузка транспорта; приемка товаров; - размещение на хранение (укладка товаров в стеллажи, штабели); отборка товаров из мест хранения; комплектование и упаковка товаров; погрузка; внутрискладское перемещение грузов.
• 2. Характеристика складских операций. • Логистические функции складов реализуются в процессе осуществления отдельных логистических операций. В целом комплекс складских операций представляет собой следующую последовательность: разгрузка транспорта; приемка товаров; - размещение на хранение (укладка товаров в стеллажи, штабели); отборка товаров из мест хранения; комплектование и упаковка товаров; погрузка; внутрискладское перемещение грузов.
 • Разгрузка — логистическая операция, заключающаяся в освобождении транспортного средства от груза. Погрузка — логистическая операция, заключающаяся в подаче, ориентировании и укладке груза в транспортное средство. Технология выполнения погрузочно-разгрузочных работ на складе зависит от характера груза, от типа транспортного средства, а также от вида используемых средств механизации.
• Разгрузка — логистическая операция, заключающаяся в освобождении транспортного средства от груза. Погрузка — логистическая операция, заключающаяся в подаче, ориентировании и укладке груза в транспортное средство. Технология выполнения погрузочно-разгрузочных работ на складе зависит от характера груза, от типа транспортного средства, а также от вида используемых средств механизации.
 Существенной с точки зрения совокупного логистического процесса, операцией является приемка поступивших грузов по количеству и по качеству. В процессе приемки происходит сверка фактических параметров прибывшего груза с данными товарно сопроводительных документов. Это дает возможность скорректировать информационный поток.
Существенной с точки зрения совокупного логистического процесса, операцией является приемка поступивших грузов по количеству и по качеству. В процессе приемки происходит сверка фактических параметров прибывшего груза с данными товарно сопроводительных документов. Это дает возможность скорректировать информационный поток.
 • На складе принятый по количеству и качеству груз перемещается в зону хранения. Тарно-штучные грузы могут храниться в стеллажах или в штабелях. Некоторые способы укладки гpyзов на хранение приведены на рис.
• На складе принятый по количеству и качеству груз перемещается в зону хранения. Тарно-штучные грузы могут храниться в стеллажах или в штабелях. Некоторые способы укладки гpyзов на хранение приведены на рис.
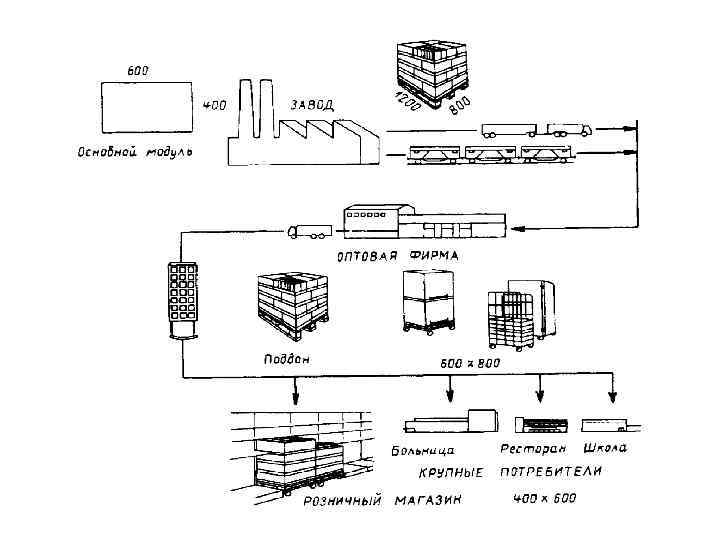
 Одним из ключевых понятий складской логистики является понятие грузовой единицы. Г р у з о в а я е д и н и ц а - некоторое количество грузов, которые погружают, транспортируют, выгружают и хранят как единую массу. Размеры грузовых единиц, а также оборудования для их погрузки, транспортировки, разгрузки и хранения должны быть согласованы между собой, для того чтобы эффективно использовать материально-техническую базу участников логистического процесса на всех этапах движения материального потока.
Одним из ключевых понятий складской логистики является понятие грузовой единицы. Г р у з о в а я е д и н и ц а - некоторое количество грузов, которые погружают, транспортируют, выгружают и хранят как единую массу. Размеры грузовых единиц, а также оборудования для их погрузки, транспортировки, разгрузки и хранения должны быть согласованы между собой, для того чтобы эффективно использовать материально-техническую базу участников логистического процесса на всех этапах движения материального потока.
 • В качестве основания, платформы для формирования грузовой единицы используются стандартные поддоны размером 1200 х800 и 1200 х1000 мм. Любой груз, упакованный в стандартную транспортную тару, можно рационально уложить на этих поддонах. Это достигается унификацией размеров транспортной тары.
• В качестве основания, платформы для формирования грузовой единицы используются стандартные поддоны размером 1200 х800 и 1200 х1000 мм. Любой груз, упакованный в стандартную транспортную тару, можно рационально уложить на этих поддонах. Это достигается унификацией размеров транспортной тары.
 • В логистике применяется разнообразная материально-техническая база. Для того чтобы она была соизмерима, используют некоторую условную единицу площади, так называемый базовый модуль. • Базовый модуль -- представляет собой прямоугольник со сторонами 600 х400 мм, который должен укладываться кратное число раз на площади грузовой платформы транспортного средства, на рабочей поверхности складского оборудования и т. п.
• В логистике применяется разнообразная материально-техническая база. Для того чтобы она была соизмерима, используют некоторую условную единицу площади, так называемый базовый модуль. • Базовый модуль -- представляет собой прямоугольник со сторонами 600 х400 мм, который должен укладываться кратное число раз на площади грузовой платформы транспортного средства, на рабочей поверхности складского оборудования и т. п.
 • Использование единого модуля позволяет привести в гармоническое соответствие размеры материально технической базы на всем пути движения материального потока, начиная от первичного источника сырья, вплоть до конечного потребителя
• Использование единого модуля позволяет привести в гармоническое соответствие размеры материально технической базы на всем пути движения материального потока, начиная от первичного источника сырья, вплоть до конечного потребителя
 Способность грузовой единицы сохранять целостность в процессе выполнения логистических операций достигается пакетированием. Пакетирование это операция формирования на поддоне грузовой единицы и последующее связывание груза и поддона в единое целое. Пакетирование обеспечивает: 1) сохранность продукта на пути движения к потребителю; 2) достижение эффективности при выполнении погрузочно-разгрузочных и транспортно складских работ за счет их комплексной механизации и автоматизации;
Способность грузовой единицы сохранять целостность в процессе выполнения логистических операций достигается пакетированием. Пакетирование это операция формирования на поддоне грузовой единицы и последующее связывание груза и поддона в единое целое. Пакетирование обеспечивает: 1) сохранность продукта на пути движения к потребителю; 2) достижение эффективности при выполнении погрузочно-разгрузочных и транспортно складских работ за счет их комплексной механизации и автоматизации;
 возможность перегрузки без переформирования; 4) безопасность выполнения погрузочноразгрузочных и транспортно-складских работ. Применяют различные") 3) возможность перегрузки без переформирования; 4) безопасность выполнения погрузочноразгрузочных и транспортно-складских работ. Применяют различные методы пакетирования грузовых единиц, такие как обандероливание стальными или полиэтиленовыми лентами, веревками, резиновыми сцепками, клейкой лентой и др. Прогрессивный метод формирования грузовых единиц является пакетирование грузов с помощью термоусадочной пленки.
3) возможность перегрузки без переформирования; 4) безопасность выполнения погрузочноразгрузочных и транспортно-складских работ. Применяют различные методы пакетирования грузовых единиц, такие как обандероливание стальными или полиэтиленовыми лентами, веревками, резиновыми сцепками, клейкой лентой и др. Прогрессивный метод формирования грузовых единиц является пакетирование грузов с помощью термоусадочной пленки.
 • 3. Оптимизация ключевых операций складского технологического процесса. Рассмотрим методы оптимизации основных операций складской логистики: А) идентификации поступившей продукции; Б) размещение товаров на хранение; В) комплектацию заказов. А) К выбору метода идентификации следует подходить, тщательно взвесив задачи, стоящие перед складом, его техникотехнологические и финансовые возможности, природу товарного ассортимента др.
• 3. Оптимизация ключевых операций складского технологического процесса. Рассмотрим методы оптимизации основных операций складской логистики: А) идентификации поступившей продукции; Б) размещение товаров на хранение; В) комплектацию заказов. А) К выбору метода идентификации следует подходить, тщательно взвесив задачи, стоящие перед складом, его техникотехнологические и финансовые возможности, природу товарного ассортимента др.
 1. Индивидуальное кодирование. Это наиболее примитивный метод идентификации, при этом предполагающий минимальное количество затрат на внедрение и использование. Сущность индивидуального кодирования заключается в следующем: каждой товарной позиции присваивается индивидуальный код, который может содержать в себе информацию ( «смысловой» код), так и не нести никакой информации ( «несмысловое» кодирование).
1. Индивидуальное кодирование. Это наиболее примитивный метод идентификации, при этом предполагающий минимальное количество затрат на внедрение и использование. Сущность индивидуального кодирования заключается в следующем: каждой товарной позиции присваивается индивидуальный код, который может содержать в себе информацию ( «смысловой» код), так и не нести никакой информации ( «несмысловое» кодирование).
 При разработке «смыслового» кода необходимо определить, какая информация является важнейшей и требует сохранения в коде. Например, создается девятизначный код, который включает в себя информацию о поставщике (первые 3 цифры), информацию о товарной группе (2 цифры) и товарной позиции (3 цифры), о статусе данного товара (например, о его ценности, порядке хранения и пр. ).
При разработке «смыслового» кода необходимо определить, какая информация является важнейшей и требует сохранения в коде. Например, создается девятизначный код, который включает в себя информацию о поставщике (первые 3 цифры), информацию о товарной группе (2 цифры) и товарной позиции (3 цифры), о статусе данного товара (например, о его ценности, порядке хранения и пр. ).
 Не обязательно знать структуру кода оперативным работникам: грузчикам, комплектовщикам и т. д. – важно, чтобы структура кода и значение каждой цифры были зафиксированы в нормативном документе предприятия, и руководитель cклада, его заместители или другие лица при необходимости всегда могли определить информацию по конкретной грузовой единице. Основной целью данного вида идентификации является возможность учета продукции на складе, ее индивидуализации при комплектации заказов.
Не обязательно знать структуру кода оперативным работникам: грузчикам, комплектовщикам и т. д. – важно, чтобы структура кода и значение каждой цифры были зафиксированы в нормативном документе предприятия, и руководитель cклада, его заместители или другие лица при необходимости всегда могли определить информацию по конкретной грузовой единице. Основной целью данного вида идентификации является возможность учета продукции на складе, ее индивидуализации при комплектации заказов.
 • Стоимость внедрения и использования данного метода невысока. Затраты на введение индивидуального кодирования включается только закупка этикеточной ленты и печать на ней кодов товаров, а также закупка нескольких этикетпистолетов. Ярлык (этикетка) с напечатанной на ней кодом товарной позиции наклеивается с помощью этикет-пистолета на каждую грузовую единицу, после завершения операций по приемке продукции и ее сортировке.
• Стоимость внедрения и использования данного метода невысока. Затраты на введение индивидуального кодирования включается только закупка этикеточной ленты и печать на ней кодов товаров, а также закупка нескольких этикетпистолетов. Ярлык (этикетка) с напечатанной на ней кодом товарной позиции наклеивается с помощью этикет-пистолета на каждую грузовую единицу, после завершения операций по приемке продукции и ее сортировке.
. Внедрение ШК на складе позволяет существенно ускорить процесс приемки продукции") 2. Штриховое кодирование (ШК). Внедрение ШК на складе позволяет существенно ускорить процесс приемки продукции (в случае, если на поступающих грузовых единицах уже имеется штрихкод), значительно снизить риск «человеческих» ошибок в процессе выполнения технологических операций и проведении инвентаризации, а также упростить поиск (определение) нужного товара на стеллаже или в стеллажной ячейке.
2. Штриховое кодирование (ШК). Внедрение ШК на складе позволяет существенно ускорить процесс приемки продукции (в случае, если на поступающих грузовых единицах уже имеется штрихкод), значительно снизить риск «человеческих» ошибок в процессе выполнения технологических операций и проведении инвентаризации, а также упростить поиск (определение) нужного товара на стеллаже или в стеллажной ячейке.
 • Развитие и повсеместное внедрение штрихового кодирования продукции для решения задач идентификации с использованием международной системы идентификации GS 1 (Global System 1) позволило на несколько порядков усовершенствовать и оптимизировать системы складского учета, транспортировки, продажи товаров и в конечном счете создавать высокоэффективные товаропроводящие сети. Это повышает оборачиваемость капитала всех участников логистических систем, способствует снижению цен на продукцию для конечного потребителя.
• Развитие и повсеместное внедрение штрихового кодирования продукции для решения задач идентификации с использованием международной системы идентификации GS 1 (Global System 1) позволило на несколько порядков усовершенствовать и оптимизировать системы складского учета, транспортировки, продажи товаров и в конечном счете создавать высокоэффективные товаропроводящие сети. Это повышает оборачиваемость капитала всех участников логистических систем, способствует снижению цен на продукцию для конечного потребителя.
 • Улучшается и качество обслуживания, поскольку уникальный, не повторяющийся в масштабе мировой торговли международный идентификационный номер, наносимый на товары в виде штриховых кодов является ключом для поиска сведений о потребительских свойствах товара. • Членом международной системы автоматической идентификации GS 1 (ранее – EAN International), которая объединяет сегодня 108 стран мира, является и Беларусь.
• Улучшается и качество обслуживания, поскольку уникальный, не повторяющийся в масштабе мировой торговли международный идентификационный номер, наносимый на товары в виде штриховых кодов является ключом для поиска сведений о потребительских свойствах товара. • Членом международной системы автоматической идентификации GS 1 (ранее – EAN International), которая объединяет сегодня 108 стран мира, является и Беларусь.
 Крупные клиенты торговых и производственных организаций ставят обязательным условием при закупках продукции наличие штрихкода. Внедрение системы ШК влечет за собой достаточно серьезные прямые и косвенные затраты. Прямые затраты – закупка оборудования, программного обеспечения, совместимого с системой ШК, оплата услуг и взносов в ассоциацию Юнискан EAN. Косвенные затраты – обучение персонала, услуги консультантов по подготовке склада к внедрению ШК и пр.
Крупные клиенты торговых и производственных организаций ставят обязательным условием при закупках продукции наличие штрихкода. Внедрение системы ШК влечет за собой достаточно серьезные прямые и косвенные затраты. Прямые затраты – закупка оборудования, программного обеспечения, совместимого с системой ШК, оплата услуг и взносов в ассоциацию Юнискан EAN. Косвенные затраты – обучение персонала, услуги консультантов по подготовке склада к внедрению ШК и пр.
 • 3. Радиочастотная идентификация. На смену оптическим методам идентификации с помощью штрихкодов приходят бесконтактные. Собирать сведения о том или ином объекте, различных товарах, их местонахождении и автоматически, без вмешательства человека и с минимальным числом ошибок, быстро и просто получать информацию о совершении торговой операции позволяет радиочастотная идентификация (RFID – Radio Frequency IDentification). Система состоит из трех элементов – метка, антенна и компьютер. В метку заносятся необходимые данные о грузовой единице, после чего данные метки могут передаваться в компьютер с помощью антенны.
• 3. Радиочастотная идентификация. На смену оптическим методам идентификации с помощью штрихкодов приходят бесконтактные. Собирать сведения о том или ином объекте, различных товарах, их местонахождении и автоматически, без вмешательства человека и с минимальным числом ошибок, быстро и просто получать информацию о совершении торговой операции позволяет радиочастотная идентификация (RFID – Radio Frequency IDentification). Система состоит из трех элементов – метка, антенна и компьютер. В метку заносятся необходимые данные о грузовой единице, после чего данные метки могут передаваться в компьютер с помощью антенны.
 • Главное функциональное устройство RFID-технологии – радиочастотная метка, или транспондер. Она включает в себя приемник, передатчик, антенну и блок памяти для хранения информации. Получая энергию от радиосигнала, испускаемого стационарно закрепленным считывателем либо ручным сканером, транспондер отвечает сигналом, содержащим полезную информацию.
• Главное функциональное устройство RFID-технологии – радиочастотная метка, или транспондер. Она включает в себя приемник, передатчик, антенну и блок памяти для хранения информации. Получая энергию от радиосигнала, испускаемого стационарно закрепленным считывателем либо ручным сканером, транспондер отвечает сигналом, содержащим полезную информацию.
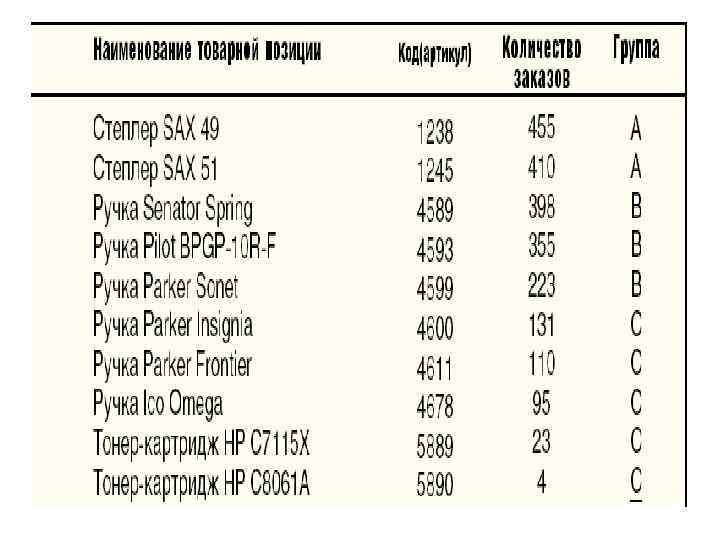
 • II. Размещение товаров на хранение необходимо производить таким образом, чтобы при последующих технологических операциях количество перемещений складских служащих было минимальным. С этой целью производится деление всех товаров на 3 группы, после чего для их хранения выделяются «горячие» и «холодные» складские зоны. Надо провести АВС, XYZ анализ, собрать статистические данные, предпочтительно, не менее чем за предыдущий год.
• II. Размещение товаров на хранение необходимо производить таким образом, чтобы при последующих технологических операциях количество перемещений складских служащих было минимальным. С этой целью производится деление всех товаров на 3 группы, после чего для их хранения выделяются «горячие» и «холодные» складские зоны. Надо провести АВС, XYZ анализ, собрать статистические данные, предпочтительно, не менее чем за предыдущий год.
 Информация должна содержать: наименование по каждой товарной позиции, количество заказов и количество отгруженных универсальных грузовых единиц помесячно по каждой товарной позиции. После составления статистической базы производится деление всего товарного ассортимента по АВС анализу на три группы. Деление производится в классических пропорциях: группа А (X) – 20 процентов, группа В (Y) – 30 процентов, группа С (Z) – 50 процентов. АВС анализ – количество заказов по каждой товарной позиции, XYZ – количество отгруженных грузовых единиц.
Информация должна содержать: наименование по каждой товарной позиции, количество заказов и количество отгруженных универсальных грузовых единиц помесячно по каждой товарной позиции. После составления статистической базы производится деление всего товарного ассортимента по АВС анализу на три группы. Деление производится в классических пропорциях: группа А (X) – 20 процентов, группа В (Y) – 30 процентов, группа С (Z) – 50 процентов. АВС анализ – количество заказов по каждой товарной позиции, XYZ – количество отгруженных грузовых единиц.
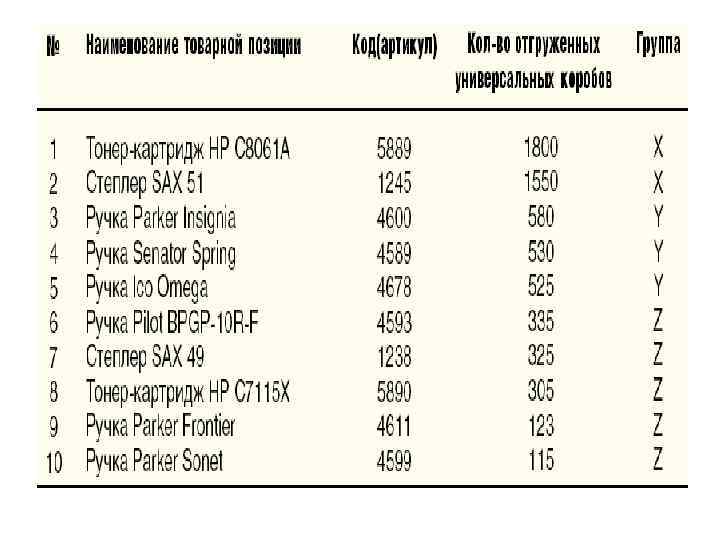
 Для того чтобы решить конечную задачу о размещении товаров в «горячие» и «холодную» зоны, необходимо составить матрицу результатов АВС, XYZ анализа.
Для того чтобы решить конечную задачу о размещении товаров в «горячие» и «холодную» зоны, необходимо составить матрицу результатов АВС, XYZ анализа.
 После проведения АВС, XYZ анализа вычисляется норма запаса по каждой товарной позиции, находящаяся на складе единовременно, далее определяется количество мест хранения для каждой товарной позиции и производится размещение на основе проведенного анализа. «Горячая» зона, как правило, располагается ближе к зоне отгрузки, на стеллажах, находящихся в центральном проезде, в нижних ярусах стеллажей.
После проведения АВС, XYZ анализа вычисляется норма запаса по каждой товарной позиции, находящаяся на складе единовременно, далее определяется количество мест хранения для каждой товарной позиции и производится размещение на основе проведенного анализа. «Горячая» зона, как правило, располагается ближе к зоне отгрузки, на стеллажах, находящихся в центральном проезде, в нижних ярусах стеллажей.
 В зоне отбираемого запаса на стеллажах хранится только минимальный одно двухдневный запас по каждой товарной позиции, в резервной зоне хранения весь оставшийся запас хранится штабельным способом. Пополнение запаса отбираемой зоны хранения производится, как правило, в третью смену с целью упразднения пересечения потоков.
В зоне отбираемого запаса на стеллажах хранится только минимальный одно двухдневный запас по каждой товарной позиции, в резервной зоне хранения весь оставшийся запас хранится штабельным способом. Пополнение запаса отбираемой зоны хранения производится, как правило, в третью смену с целью упразднения пересечения потоков.
 • III. Комплектация заказов. • На большинстве складов оптовых торговых и производственных предприятий, а также на складах логистических центров данная операция является ключевой, так как именно от нее зависит уровень логистического обслуживания (скорость выполнения заказа, отсутствие ошибок при сборе, т. д. ). Данная операция является одной из трудоемких в складском технологическом процессе.
• III. Комплектация заказов. • На большинстве складов оптовых торговых и производственных предприятий, а также на складах логистических центров данная операция является ключевой, так как именно от нее зависит уровень логистического обслуживания (скорость выполнения заказа, отсутствие ошибок при сборе, т. д. ). Данная операция является одной из трудоемких в складском технологическом процессе.
 Существует две системы выполнения технологических операций комплектации: «человек к товару» и «товар к человеку» . Система «товар к человеку» является автоматизированной. Управление передвижением товара осуществляется оператором при помощи пульта управления, при этом сам оператор не производит никаких перемещений, товар поступает к окну выдачи автоматически.
Существует две системы выполнения технологических операций комплектации: «человек к товару» и «товар к человеку» . Система «товар к человеку» является автоматизированной. Управление передвижением товара осуществляется оператором при помощи пульта управления, при этом сам оператор не производит никаких перемещений, товар поступает к окну выдачи автоматически.
 Система «человек к товару» . По результатам хронометража работы комплектовщика, проводимого на 23 складах предприятий оптовой торговли, были получены следующие усредненные результаты: 50 процентов времени комплектовщика расходуется на перемещение между местами отборки, 20 процентов – вынужденный простой (ожидание), 20 процентов – работа с документами, 10 процентов – изъятие с места отборки.
Система «человек к товару» . По результатам хронометража работы комплектовщика, проводимого на 23 складах предприятий оптовой торговли, были получены следующие усредненные результаты: 50 процентов времени комплектовщика расходуется на перемещение между местами отборки, 20 процентов – вынужденный простой (ожидание), 20 процентов – работа с документами, 10 процентов – изъятие с места отборки.
 Существуют методы оптимизации процедуры комплектации, при которых сокращается общее время сборки заказа за счет полного упразднения простоя и сокращения времени на перемещения. • 1. Процедура комплектации начинается с получения накладной на отпуск товара (заявка, лист комплектации и т. д. ), обязательным условием является расположение в документе товарных позиций в соответствии с размещением продукции на складе, иначе образуется ситуация, когда накладная составляется в таком порядке, в котором она существует в информационной системе, и комплектовщик вынужден совершать неэффективный путь, то есть неоднократно возвращаться к ранее пройденным местам и т. д.
Существуют методы оптимизации процедуры комплектации, при которых сокращается общее время сборки заказа за счет полного упразднения простоя и сокращения времени на перемещения. • 1. Процедура комплектации начинается с получения накладной на отпуск товара (заявка, лист комплектации и т. д. ), обязательным условием является расположение в документе товарных позиций в соответствии с размещением продукции на складе, иначе образуется ситуация, когда накладная составляется в таком порядке, в котором она существует в информационной системе, и комплектовщик вынужден совершать неэффективный путь, то есть неоднократно возвращаться к ранее пройденным местам и т. д.
 • 2. Составление маршрутной карты. В работе большинства складов данная процедура не используется совсем. Однако оптимальное составление пути движения комплектовщика позволяет существенно сократить время на сборку заказа. Критерием составления маршрутной карты будет являться не только размещение адресов нахождения товара в соответствии с расположением на складе, но и, что более важно, учет принципа «товарного соседства» .
• 2. Составление маршрутной карты. В работе большинства складов данная процедура не используется совсем. Однако оптимальное составление пути движения комплектовщика позволяет существенно сократить время на сборку заказа. Критерием составления маршрутной карты будет являться не только размещение адресов нахождения товара в соответствии с расположением на складе, но и, что более важно, учет принципа «товарного соседства» .
 • 3. Отборка груза с мест хранения. • 4. Комплектация собранного заказа, его упаковка и маркировка. Дифференциация в выполнении последних двух операций будет зависеть от вида комплектации – индивидуальной или комплексной. Индивидуальная комплектация заказа заключается в последовательной отборке одного заказа одним сборщиком. Комплексная комплектация – сборка одного заказа по частям разными комплектовщиками в отдельных секторах склада.
• 3. Отборка груза с мест хранения. • 4. Комплектация собранного заказа, его упаковка и маркировка. Дифференциация в выполнении последних двух операций будет зависеть от вида комплектации – индивидуальной или комплексной. Индивидуальная комплектация заказа заключается в последовательной отборке одного заказа одним сборщиком. Комплексная комплектация – сборка одного заказа по частям разными комплектовщиками в отдельных секторах склада.
скорость выполнения заказа сокращается в несколько раз, за счет сокращения количества перемещений") Преимущества : 1)скорость выполнения заказа сокращается в несколько раз, за счет сокращения количества перемещений между местами отборки и упразднения вынужденного простоя; 2) каждый комплектовщик, «прикрепленный» к конкретной зоне, гораздо быстрее узнает номенклатуру, хранящуюся в • ней и фактически имеет возможность работать без маршрутного листа; 3) появляется возможность закрепления индивидуальной ответственности за состоянием каждой складской зоны.
Преимущества : 1)скорость выполнения заказа сокращается в несколько раз, за счет сокращения количества перемещений между местами отборки и упразднения вынужденного простоя; 2) каждый комплектовщик, «прикрепленный» к конкретной зоне, гораздо быстрее узнает номенклатуру, хранящуюся в • ней и фактически имеет возможность работать без маршрутного листа; 3) появляется возможность закрепления индивидуальной ответственности за состоянием каждой складской зоны.
 Минусом данной системы называют возможность внезапного невыхода на работу части складского персонала и отсутствие в зоне комплектовщика. • 4. Моделирование задач складской логистики. Пример 1. Расчет величины суммарного материального потока (МП) на складе. • На складах предприятий оптовой торговли МП рассчитывают, как правило, для отдельных участков или по отдельным операциям, при этом суммируют объемы работ по всем операциям на участке или в рамках данной операции.
Минусом данной системы называют возможность внезапного невыхода на работу части складского персонала и отсутствие в зоне комплектовщика. • 4. Моделирование задач складской логистики. Пример 1. Расчет величины суммарного материального потока (МП) на складе. • На складах предприятий оптовой торговли МП рассчитывают, как правило, для отдельных участков или по отдельным операциям, при этом суммируют объемы работ по всем операциям на участке или в рамках данной операции.
 • Суммарный внутренний МП склада определяется сложением МП, проходящих через его отдельные участки и между участками. • Величина суммарного МП на складе зависит от того, по какому пути пойдет груз на складе, будут или не будут выполняться с ним те или иные операции. • Для того чтобы рассмотреть методику расчета величины МП рассмотрим принципиальную схемы склада предприятия оптовой торговли.
• Суммарный внутренний МП склада определяется сложением МП, проходящих через его отдельные участки и между участками. • Величина суммарного МП на складе зависит от того, по какому пути пойдет груз на складе, будут или не будут выполняться с ним те или иные операции. • Для того чтобы рассмотреть методику расчета величины МП рассмотрим принципиальную схемы склада предприятия оптовой торговли.
 Участок разгрузки Приемочная экспедиция Участок приемки Зона хранения и отборки Участок комплектования Отправочная экспедиция Участок погрузки
Участок разгрузки Приемочная экспедиция Участок приемки Зона хранения и отборки Участок комплектования Отправочная экспедиция Участок погрузки
 Маршрут МП определяется значением факторов, которые перечислены в следующей таблице. Обозначение фактора Наименование фактора A 1 Доля товаров, поставляемых на склад в нерабочее время и проходящих через приемочную экспедицию 15 А 2 Доля товаров, проходящих через участок приемки 20 А 3 Доля товаров, подлежащих комплектованию на складе 70 А 4 Уровень централизованной доставки, т. е. доля товаров, попадающих на участок погрузки из отправочной экспедиции 40 Доля доставленных на склад товаров, не подлежащих механизированной выгрузке из транспортного средства 60 А 5 Значение фактора по вариантам, % А 6 Доля товаров, загружаемых в транспортное средство вручную 30 А 7 Кратность обработки товаров, в зоне хранении 2, 0
Маршрут МП определяется значением факторов, которые перечислены в следующей таблице. Обозначение фактора Наименование фактора A 1 Доля товаров, поставляемых на склад в нерабочее время и проходящих через приемочную экспедицию 15 А 2 Доля товаров, проходящих через участок приемки 20 А 3 Доля товаров, подлежащих комплектованию на складе 70 А 4 Уровень централизованной доставки, т. е. доля товаров, попадающих на участок погрузки из отправочной экспедиции 40 Доля доставленных на склад товаров, не подлежащих механизированной выгрузке из транспортного средства 60 А 5 Значение фактора по вариантам, % А 6 Доля товаров, загружаемых в транспортное средство вручную 30 А 7 Кратность обработки товаров, в зоне хранении 2, 0
; •") • Величина материального потока определится выражениями: Т – с участка разгрузки (задано); • Т х А 1/100 – из приемочной экспедиции; • Т х А 2/100 – с участка приемки; • Т – из зоны хранения; • Т х А 3/100 – с участка комплектования; • Т х А 4/100 – из отправочной экспедиции, • где Т – грузооборот склада, т/год. Величина МП при ручной разгрузке груза равна Т х А 5/100. Остальная разгрузка механизированная и величина МП равна Т*(1 - А 5/100). Величина МП при ручной погрузке Т х А 6/100, при
• Величина материального потока определится выражениями: Т – с участка разгрузки (задано); • Т х А 1/100 – из приемочной экспедиции; • Т х А 2/100 – с участка приемки; • Т – из зоны хранения; • Т х А 3/100 – с участка комплектования; • Т х А 4/100 – из отправочной экспедиции, • где Т – грузооборот склада, т/год. Величина МП при ручной разгрузке груза равна Т х А 5/100. Остальная разгрузка механизированная и величина МП равна Т*(1 - А 5/100). Величина МП при ручной погрузке Т х А 6/100, при
. В результате всех операций в зоне хранения") механизированной погрузке груза Т*(1 - А 6/100). В результате всех операций в зоне хранения возникает группа МП, величина которой равна Т х А 7. Расчет величины суммарного МП на складе рекомендуется выполнять по форме, представленной в следующей таблице (заполняются столбцы 2 и 3).
механизированной погрузке груза Т*(1 - А 6/100). В результате всех операций в зоне хранения возникает группа МП, величина которой равна Т х А 7. Расчет величины суммарного МП на складе рекомендуется выполнять по форме, представленной в следующей таблице (заполняются столбцы 2 и 3).
 Наименование группы МП Значение фактора Величина МП Удельная стоимость Стоимость МП МП внутри складского перемещ. (А 1+А 2+А 3+А 4)/ 100+2 5000*(2+1, 45)=17 250 0, 6 10 350 МП в процессе выполнения ручной разгрузки А 5=60 5000*60/100= =3000 4, 0 12 000 МП в процессе выполнения механ. разгрузки 100 -А 5=40 5000*40/100= =2000 0, 8 1 600 МП в процессе выполнения ручной погрузки А 6=30 5000*30/100= =1500 4, 0 6 000 МП в процессе выполнения механ. погрузки 100 -А 6=70 5000*70/100= =3500 0, 8 2 800 МП на участке приемки А 2=20 5000*20/100= =1000 5, 0 5 000 МП на участке комплектации А 3=70 5000*70/100= =3500 5, 0 17 500 МП в экспедициях А 1+А 4=55 5000*55/100= =2750 2, 0 5 500 МП в зоне хранения 2 А 7*100 5000*200=10 000 1, 0 10 000 Суммарный внутренний МП 44 500 70 750
Наименование группы МП Значение фактора Величина МП Удельная стоимость Стоимость МП МП внутри складского перемещ. (А 1+А 2+А 3+А 4)/ 100+2 5000*(2+1, 45)=17 250 0, 6 10 350 МП в процессе выполнения ручной разгрузки А 5=60 5000*60/100= =3000 4, 0 12 000 МП в процессе выполнения механ. разгрузки 100 -А 5=40 5000*40/100= =2000 0, 8 1 600 МП в процессе выполнения ручной погрузки А 6=30 5000*30/100= =1500 4, 0 6 000 МП в процессе выполнения механ. погрузки 100 -А 6=70 5000*70/100= =3500 0, 8 2 800 МП на участке приемки А 2=20 5000*20/100= =1000 5, 0 5 000 МП на участке комплектации А 3=70 5000*70/100= =3500 5, 0 17 500 МП в экспедициях А 1+А 4=55 5000*55/100= =2750 2, 0 5 500 МП в зоне хранения 2 А 7*100 5000*200=10 000 1, 0 10 000 Суммарный внутренний МП 44 500 70 750