ПЭСИ-презент-2013-1.pptx
- Количество слайдов: 103
 СХІДНОУКРАЇНСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ВОЛОДИМИРА ДАЛЯ КАФЕДРА «Процеси обробки матеріалів, верстати та інструменти» Физико-технические методы повышения эксплуатационных свойств режущего инструмента Лекция 1 Использование современных материалов и упрочняющих технологий для повышения стойкости режущего инструмента
СХІДНОУКРАЇНСЬКИЙ НАЦІОНАЛЬНИЙ УНІВЕРСИТЕТ ІМЕНІ ВОЛОДИМИРА ДАЛЯ КАФЕДРА «Процеси обробки матеріалів, верстати та інструменти» Физико-технические методы повышения эксплуатационных свойств режущего инструмента Лекция 1 Использование современных материалов и упрочняющих технологий для повышения стойкости режущего инструмента
 • Введение • Основные сведения о режущих инструментах • Роль инструментального обеспечения в современном производстве. • Использование современных материалов и упрочняющих технологий для повышения стойкости режущего инструмента. • Экономика повышения стойкости режущего инструмента.
• Введение • Основные сведения о режущих инструментах • Роль инструментального обеспечения в современном производстве. • Использование современных материалов и упрочняющих технологий для повышения стойкости режущего инструмента. • Экономика повышения стойкости режущего инструмента.
 Литература 1. Верещака А. С. , Кушнер В. С. Резание материалов: Учебник. М. : Высш. шк. , 2009. 535 с. 2. Васин С. А. , Верещака А. С, Кушнер В. С. Резание материалов: Термомеханический подход к системе взаимосвязей при резании: Учеб. для техн. вузов. М. : Изд во МГТУ им. Н. Э. Баумана, 2001. 448 с. 3. Шагун В. И. Режущий инструмент: Проектирование. Производство. Эксплуатация: Учеб. Пособие. Минск: НПООО "ПИОН", 2002. 496 с. 4. Старков В. К. Физика и оптимизация резания материалов. М. : Машиностроение, 2009. 640 с. 5. Грановский Г. И. , Грановский В. Г. Резание металлов: Учебник для вузов. – М. : Высш. шк. , 1985. – 304 с. 6. Режущий инструмент / А. А. Рыжкин и др. – Ростов н/Д: Феникс, 2009. – 405 с.
Литература 1. Верещака А. С. , Кушнер В. С. Резание материалов: Учебник. М. : Высш. шк. , 2009. 535 с. 2. Васин С. А. , Верещака А. С, Кушнер В. С. Резание материалов: Термомеханический подход к системе взаимосвязей при резании: Учеб. для техн. вузов. М. : Изд во МГТУ им. Н. Э. Баумана, 2001. 448 с. 3. Шагун В. И. Режущий инструмент: Проектирование. Производство. Эксплуатация: Учеб. Пособие. Минск: НПООО "ПИОН", 2002. 496 с. 4. Старков В. К. Физика и оптимизация резания материалов. М. : Машиностроение, 2009. 640 с. 5. Грановский Г. И. , Грановский В. Г. Резание металлов: Учебник для вузов. – М. : Высш. шк. , 1985. – 304 с. 6. Режущий инструмент / А. А. Рыжкин и др. – Ростов н/Д: Феникс, 2009. – 405 с.
 OCHOBHЫE CBEДЕНИЯ О PEЖУЩИХ ИHCTPYMEHTAX
OCHOBHЫE CBEДЕНИЯ О PEЖУЩИХ ИHCTPYMEHTAX
 Режущие инструменты это орудия производства, конечная состав ная часть металлорежущих станков, находящаяся в контакте с обрабаты ваемой заготовкой. Назначение режущих инструментов снятие припус каи формирование поверхности и размеров детали в соответствии с тех ническими требованиями рабочего чертежа. Несмотря на большое разнообразие конструкций режущих инстру ментов и специфических особенностей их применения, для них характер ны общие конструктивные, геометрические и другие элементы, а также способы крепления на станках. Любой из режущих инструментов имеет рабочую (режущую) и крепежную части. В основе режущей части лежит клин, предназначен ный для снятия стружки. Крепежная часть, оформленная в виде корпуса или хвостовика, служит для установки, базирования и закрепления инструмента на станке.
Режущие инструменты это орудия производства, конечная состав ная часть металлорежущих станков, находящаяся в контакте с обрабаты ваемой заготовкой. Назначение режущих инструментов снятие припус каи формирование поверхности и размеров детали в соответствии с тех ническими требованиями рабочего чертежа. Несмотря на большое разнообразие конструкций режущих инстру ментов и специфических особенностей их применения, для них характер ны общие конструктивные, геометрические и другие элементы, а также способы крепления на станках. Любой из режущих инструментов имеет рабочую (режущую) и крепежную части. В основе режущей части лежит клин, предназначен ный для снятия стружки. Крепежная часть, оформленная в виде корпуса или хвостовика, служит для установки, базирования и закрепления инструмента на станке.
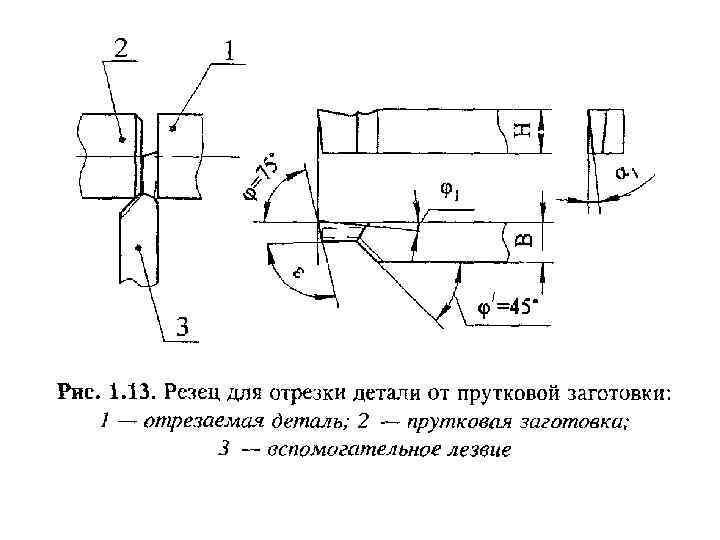
 Режущий клин ограничен двумя поверхностями: передней, по кото рой сходит стружка, и задней, обращенной к поверхности резания, которая образуется после снятия стружки; если эти поверхности плоские, их назы вают гранями, и при пересечении они образуют режущую кромку (лезвие). Различают главную и вспомогательную режущие кромки. Первая служит для срезания основной части припуска, а вторая лишь частично участвует в этом процессе и служит для зачистки и окончательного фор мирования обработанной поверхности. У некоторых инструментов, на пример резьбонарезных, вспомогательные режущие кромки отсутствуют. С целью обеспечения работоспособности многолезвийных инструментов пространство между лезвиями должно быть достаточным по объему для свободного размещения снимаемой стружки. С этой же целью на перед них поверхностях часто предусматривают углубления, уступы и другие элементы для завивания или дробления стружки. При большой ширине срезаемых слоев на режущих кромках делают канавки или выемки для деления стружки по ширине и рационального распределения нагрузки между лезвиями.
Режущий клин ограничен двумя поверхностями: передней, по кото рой сходит стружка, и задней, обращенной к поверхности резания, которая образуется после снятия стружки; если эти поверхности плоские, их назы вают гранями, и при пересечении они образуют режущую кромку (лезвие). Различают главную и вспомогательную режущие кромки. Первая служит для срезания основной части припуска, а вторая лишь частично участвует в этом процессе и служит для зачистки и окончательного фор мирования обработанной поверхности. У некоторых инструментов, на пример резьбонарезных, вспомогательные режущие кромки отсутствуют. С целью обеспечения работоспособности многолезвийных инструментов пространство между лезвиями должно быть достаточным по объему для свободного размещения снимаемой стружки. С этой же целью на перед них поверхностях часто предусматривают углубления, уступы и другие элементы для завивания или дробления стружки. При большой ширине срезаемых слоев на режущих кромках делают канавки или выемки для деления стружки по ширине и рационального распределения нагрузки между лезвиями.
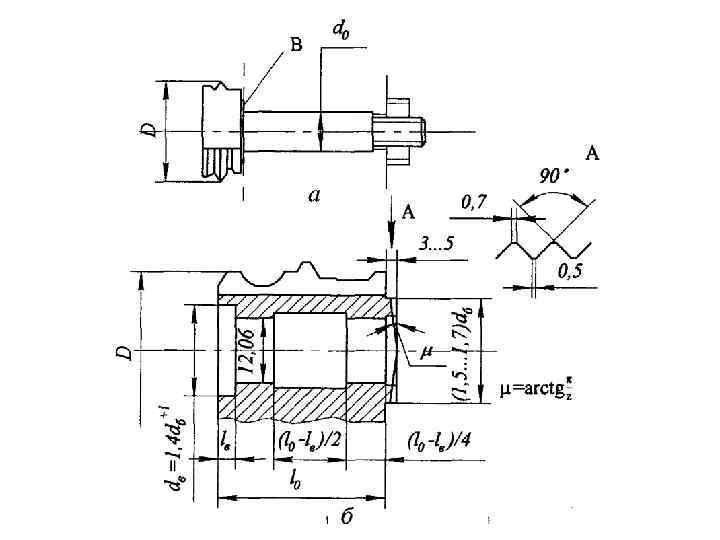
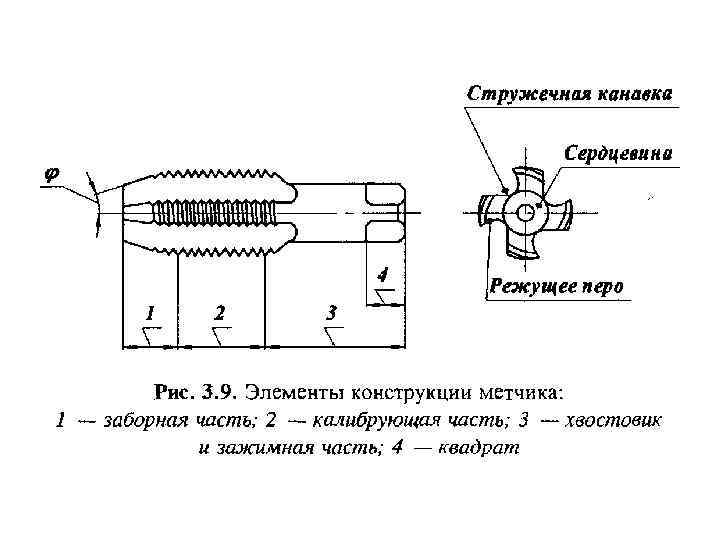
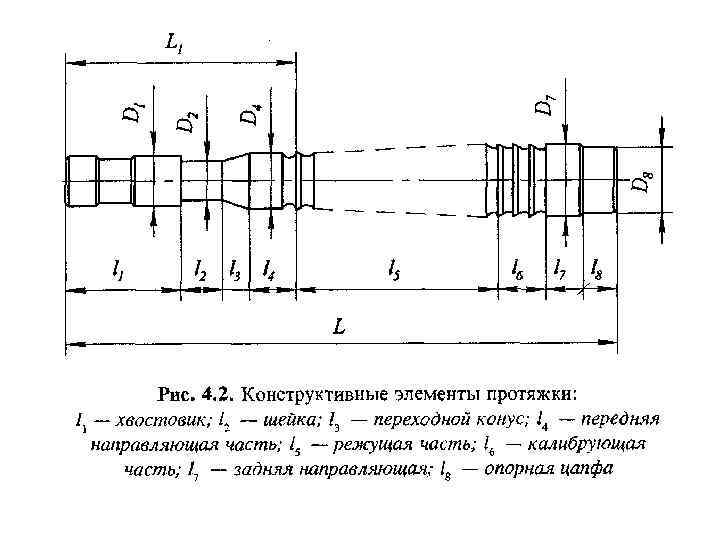
 рабочая часть") У многих режущих инструментов (сверла, зенкеры, развертки, про тяжки и др. ) рабочая часть делится на режущую и калибрующую. Режущая часть служит для снятия основного припуска, калиб рующая для окончательного формирования обработанной поверхности и восполнения режущей части инструмента при переточках (в некоторых случаях она также служит для направления инструмента и обеспечения его самоподачи, например у резьбонарезных инструментов). У инструментов для обработки отверстий калибрующая часть оформляется в виде «ленточек» , на которых расположены вспомогатель ные режущие кромки. Ленточки служат для направления и базирования инструментов в отверстии, а вспомогательные кромки для окончатель ного формирования обработанной поверхности отверстий. Для предот вращения защемления инструментов в отверстии и снижения сил трения на ленточках вследствие упругой деформации обработанных поверхно стей, как правило, предусматривается небольшая обратная конусность, т. е. уменьшение наружного диаметра инструмента в направлении к хво стовику.
У многих режущих инструментов (сверла, зенкеры, развертки, про тяжки и др. ) рабочая часть делится на режущую и калибрующую. Режущая часть служит для снятия основного припуска, калиб рующая для окончательного формирования обработанной поверхности и восполнения режущей части инструмента при переточках (в некоторых случаях она также служит для направления инструмента и обеспечения его самоподачи, например у резьбонарезных инструментов). У инструментов для обработки отверстий калибрующая часть оформляется в виде «ленточек» , на которых расположены вспомогатель ные режущие кромки. Ленточки служат для направления и базирования инструментов в отверстии, а вспомогательные кромки для окончатель ного формирования обработанной поверхности отверстий. Для предот вращения защемления инструментов в отверстии и снижения сил трения на ленточках вследствие упругой деформации обработанных поверхно стей, как правило, предусматривается небольшая обратная конусность, т. е. уменьшение наружного диаметра инструмента в направлении к хво стовику.
 в рабочей части инструментов могут быть выполнены") Для подвода смазочно охлаждающих технологических средств (СОТС) в рабочей части инструментов могут быть выполнены внутрен ние каналы. В зависимости от назначения инструмента и формы поверхности де тали режущие кромки по форме могут быть прямолинейными, винтовы ми или фасонными. Винтовые стружечные канавки и режущие кромки, располагаемые на них, обеспечивают лучшие условия удаления стружки из зоны резания и более равномерную работу инструмента. Работоспособность, прочность и стойкость всех режущих инстру ментов зависят: * от материала, из которого изготовлен режущий клин; * от физико механических свойств обрабатываемого материала (твердость, прочность и др. ); * от углов заточки режущего клина, называемых геометрическими параметрами инструмента.
Для подвода смазочно охлаждающих технологических средств (СОТС) в рабочей части инструментов могут быть выполнены внутрен ние каналы. В зависимости от назначения инструмента и формы поверхности де тали режущие кромки по форме могут быть прямолинейными, винтовы ми или фасонными. Винтовые стружечные канавки и режущие кромки, располагаемые на них, обеспечивают лучшие условия удаления стружки из зоны резания и более равномерную работу инструмента. Работоспособность, прочность и стойкость всех режущих инстру ментов зависят: * от материала, из которого изготовлен режущий клин; * от физико механических свойств обрабатываемого материала (твердость, прочность и др. ); * от углов заточки режущего клина, называемых геометрическими параметрами инструмента.
 При заточке режущих клиньев на зубьях, предназначенных для чис товой, окончательной обработки, необходимо обратить внимание на ост роту лезвия, которая характеризуется радиусом округления , и на на значаемую толщину срезаемого слоя az. На инструментах из быстроре жущей стали после заточки и доводки минимальное значение радиуса = 0, 005 мм. Затупление режущего клина вызывает увеличение этого радиуса, и при az 0, 02 мм вместо резания происходит смятие и уплот нениесрезаемого слоя (рис. 1. 3, а). При этом возможно появление нарос та и резкое ухудшение качества обработанной поверхности. Снятие ми нимальнойтолщины среза требует тщательной заточки и доводки рабо чихповерхностей режущего клина. При работе с большими подачами износ клина концентрируется на передней поверхности в форме лунки (рис. 1. 3, б), а при снятии тонких стружек и при обработке хрупких материалов на задней поверхности в виде площадки износа (рис. 1. 3, в). Это необходимо учитывать при на значенииприпуска на переточку и выборе формы режущих зубьев и ме тодов их заточки.
При заточке режущих клиньев на зубьях, предназначенных для чис товой, окончательной обработки, необходимо обратить внимание на ост роту лезвия, которая характеризуется радиусом округления , и на на значаемую толщину срезаемого слоя az. На инструментах из быстроре жущей стали после заточки и доводки минимальное значение радиуса = 0, 005 мм. Затупление режущего клина вызывает увеличение этого радиуса, и при az 0, 02 мм вместо резания происходит смятие и уплот нениесрезаемого слоя (рис. 1. 3, а). При этом возможно появление нарос та и резкое ухудшение качества обработанной поверхности. Снятие ми нимальнойтолщины среза требует тщательной заточки и доводки рабо чихповерхностей режущего клина. При работе с большими подачами износ клина концентрируется на передней поверхности в форме лунки (рис. 1. 3, б), а при снятии тонких стружек и при обработке хрупких материалов на задней поверхности в виде площадки износа (рис. 1. 3, в). Это необходимо учитывать при на значенииприпуска на переточку и выборе формы режущих зубьев и ме тодов их заточки.
 Рис. 1. 3. Форма режущего клина: а - при заточке; б - при износе по передней грани; в - при износе по задней грани
Рис. 1. 3. Форма режущего клина: а - при заточке; б - при износе по передней грани; в - при износе по задней грани
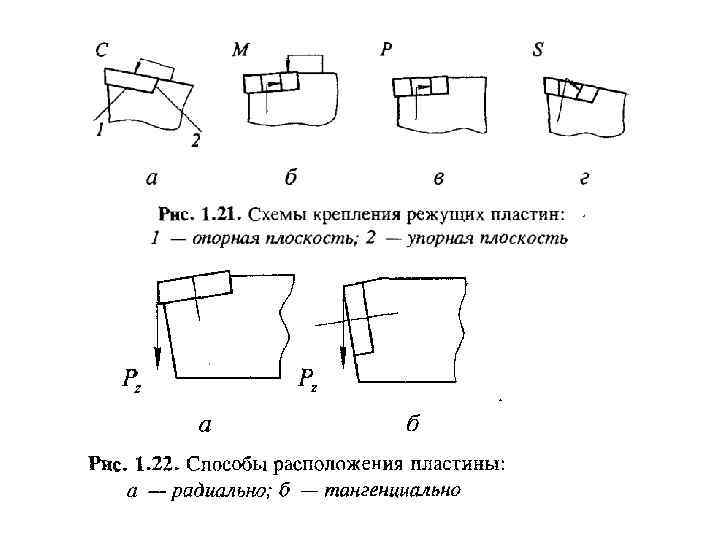
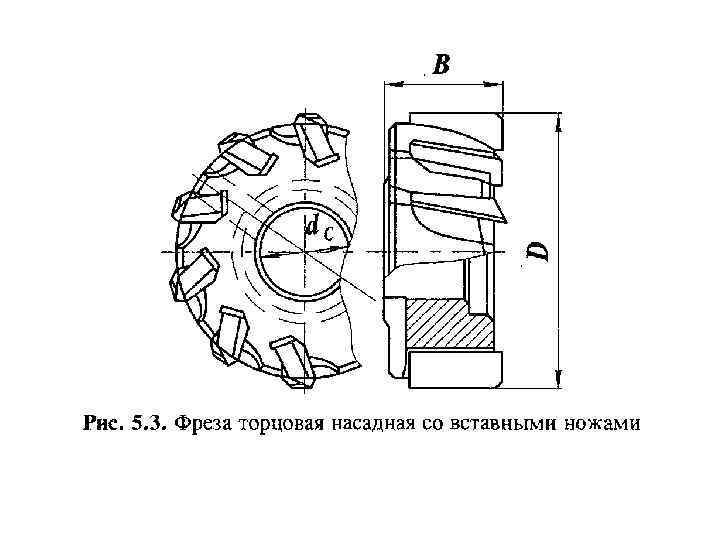
 СПОСОБЫ КРЕПЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ НА СТАНКАХ. По способу крепления на станках все инструменты делятся на стержневые, насадные и концевые (хвостовые). У стержневых инстру ментов крепежная часть представляет собой стержень круглого, прямо угольного или квадратного сечений, выполненный заодно с корпусом и закрепляемый в суппорте станка. У насадных инструментов в корпусе имеются отверстия цилиндри ческойили конической формы (рис. 1. 4), с помощью которых инструмен ты насаживаются на оправки. Сами же инструменты представляют собой тела вращения, на цилиндрической или конической поверхности которых находятся режущие зубья. Цилиндрические посадочные отверстия диа метрами 8. . . 100 мм стандартизованы, их выполняют с высокой точно стью по Н 6 и H 7, а для передачи крутящего момента делают продоль нуюшпоночную канавку шириной bк = 2. . . 25 мм. Базирование инстру мента осуществляется по отверстию и его торцам. Однако в связи с тем, что эта посадка подвижная и всегда имеется зазор между инструментом и оправкой, это вызывает нежелательное биение режущих кромок.
СПОСОБЫ КРЕПЛЕНИЯ РЕЖУЩИХ ИНСТРУМЕНТОВ НА СТАНКАХ. По способу крепления на станках все инструменты делятся на стержневые, насадные и концевые (хвостовые). У стержневых инстру ментов крепежная часть представляет собой стержень круглого, прямо угольного или квадратного сечений, выполненный заодно с корпусом и закрепляемый в суппорте станка. У насадных инструментов в корпусе имеются отверстия цилиндри ческойили конической формы (рис. 1. 4), с помощью которых инструмен ты насаживаются на оправки. Сами же инструменты представляют собой тела вращения, на цилиндрической или конической поверхности которых находятся режущие зубья. Цилиндрические посадочные отверстия диа метрами 8. . . 100 мм стандартизованы, их выполняют с высокой точно стью по Н 6 и H 7, а для передачи крутящего момента делают продоль нуюшпоночную канавку шириной bк = 2. . . 25 мм. Базирование инстру мента осуществляется по отверстию и его торцам. Однако в связи с тем, что эта посадка подвижная и всегда имеется зазор между инструментом и оправкой, это вызывает нежелательное биение режущих кромок.
 и коническим (6)") Рис. 1. 4. Крепежная часть насадных режущих инструментов с цилиндрическим (в) и коническим (6) отверстиями
Рис. 1. 4. Крепежная часть насадных режущих инструментов с цилиндрическим (в) и коническим (6) отверстиями
 Более точную посадку обеспечивают конические отверстия с ко нусностью 1: 30 (рис. 1. 4, б), используемые, например, у разверток и зенкеров. Чтобы не ослаблять стенки корпуса инструмента, шпоночные пазы, служащие для передачи крутящего момента, выполняют на торце корпуса. Рис. 1. 5. Типы цилиндрических хвостовиков режущих инструментов
Более точную посадку обеспечивают конические отверстия с ко нусностью 1: 30 (рис. 1. 4, б), используемые, например, у разверток и зенкеров. Чтобы не ослаблять стенки корпуса инструмента, шпоночные пазы, служащие для передачи крутящего момента, выполняют на торце корпуса. Рис. 1. 5. Типы цилиндрических хвостовиков режущих инструментов
 Рис. 1. 6. Конические хвостовики Морзе
Рис. 1. 6. Конические хвостовики Морзе
 РЕЖУЩИЕ ИНСТРУМЕНТОВ СВОЙСТВА МЕТАЛЛОРЕЖУЩИХ Под режущими свойствами понимается способность инструментов обрабатывать конструкционные металлы резанием. Основным показателем режу щих свойств является эксплуатаци онный ресурс инструмента за период его стойкости и до полного его использования после всех переточек, предусмотренных техническими нормами. Эксплуатационный ресурс оценивается числом обработанных однотипных заго товок; длиной относительного рабочего пути; площадью обработанной поверх ности; объемом металла, срезанного с обработанных заготовок; периодом стой кости инструмента и числом его пере точек; суммарной длиной всех обрабо танных заготовок.
РЕЖУЩИЕ ИНСТРУМЕНТОВ СВОЙСТВА МЕТАЛЛОРЕЖУЩИХ Под режущими свойствами понимается способность инструментов обрабатывать конструкционные металлы резанием. Основным показателем режу щих свойств является эксплуатаци онный ресурс инструмента за период его стойкости и до полного его использования после всех переточек, предусмотренных техническими нормами. Эксплуатационный ресурс оценивается числом обработанных однотипных заго товок; длиной относительного рабочего пути; площадью обработанной поверх ности; объемом металла, срезанного с обработанных заготовок; периодом стой кости инструмента и числом его пере точек; суммарной длиной всех обрабо танных заготовок.
 Пояснительная записка к дорожной карте «Использование нанотехнологий для создания высокоэффективного обрабатывающего инструмента» . ГК «Роснанотех» , 2010.
Пояснительная записка к дорожной карте «Использование нанотехнологий для создания высокоэффективного обрабатывающего инструмента» . ГК «Роснанотех» , 2010.
") Распространенность и перспективность инструментальных материалов (стрелками обозначены тенденции к росту и сокращению соответствующих долей) № Тип материала Мир РФ 1 Быстрорежущие стали 11% ↓ 18% ↓ 2 Штамповые стали 2% 2% 3 Твердые сплавы 56% ↑ 50% ↑ 4 Режущие керамические материалы Поликристаллические алмазы (ПКА) Кубический нитрид бора (КНБ) Абразивные материалы 9% 1%↑ 6% 6% 10%↓ 17% ↓ 5 6 7 8 Материалы для изготовления электродов
Распространенность и перспективность инструментальных материалов (стрелками обозначены тенденции к росту и сокращению соответствующих долей) № Тип материала Мир РФ 1 Быстрорежущие стали 11% ↓ 18% ↓ 2 Штамповые стали 2% 2% 3 Твердые сплавы 56% ↑ 50% ↑ 4 Режущие керамические материалы Поликристаллические алмазы (ПКА) Кубический нитрид бора (КНБ) Абразивные материалы 9% 1%↑ 6% 6% 10%↓ 17% ↓ 5 6 7 8 Материалы для изготовления электродов
 Пояснительная записка к дорожной карте «Использование нанотехнологий для создания высокоэффективного обрабатывающего инструмента» . ГК «Роснанотех» , 2010.
Пояснительная записка к дорожной карте «Использование нанотехнологий для создания высокоэффективного обрабатывающего инструмента» . ГК «Роснанотех» , 2010.
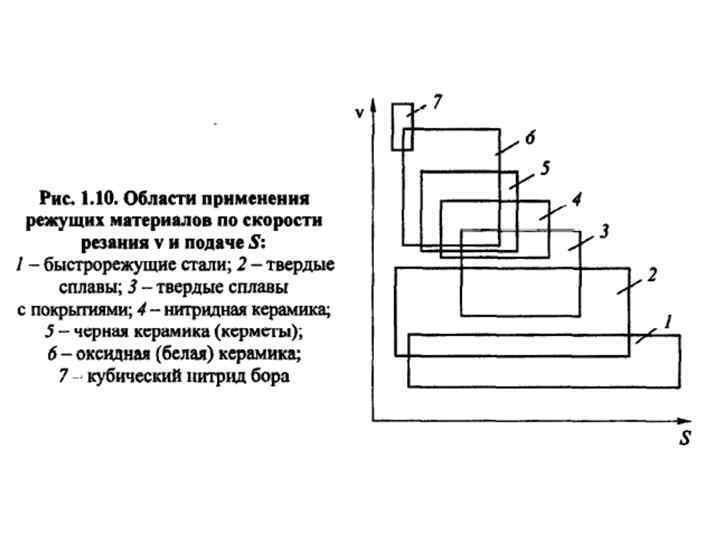

 Для достижения высокой произво дительностиглавенствующая роль отводится созданию новых и совершенствованию применяемых режущих материалов. Перспективным направлением лезвийной обработки является «твердая обработка» металлов твердостью HRCэ ≥ 47, которая применяется с целью за мены шлифования лезвийной обработкой. Благодаря специально подобранной геометрии инструмента, оснащенного керамикой или КНБ, и режиму резания обрабатывае мыйметалл в процессе резания нагревается, а его твердость вслед ствие отпуска снижается до твердости 25 HRCэ. После отделения стружки материал заготовки быстро охлаждается, а его твердость снижается не более, чем на 2 HRCэ. «Твердое точение» экономичнее шлифования, а по точности не уступает ему. Оптимизация геометрических параметров инструментов обеспечивает полу чение максимально возможной экономической стойкости. Для ав томатизированного производства (станки с ЧПУ, автоматические линии и др. ) большое значение приобретает размерная стойкость, которая определяет время работы инструмента без потери точно сти размера и качества поверхности деталей. Она зависит от свойств режущего материала, геометрии режущей части и правиль ного выбора режима резания.
Для достижения высокой произво дительностиглавенствующая роль отводится созданию новых и совершенствованию применяемых режущих материалов. Перспективным направлением лезвийной обработки является «твердая обработка» металлов твердостью HRCэ ≥ 47, которая применяется с целью за мены шлифования лезвийной обработкой. Благодаря специально подобранной геометрии инструмента, оснащенного керамикой или КНБ, и режиму резания обрабатывае мыйметалл в процессе резания нагревается, а его твердость вслед ствие отпуска снижается до твердости 25 HRCэ. После отделения стружки материал заготовки быстро охлаждается, а его твердость снижается не более, чем на 2 HRCэ. «Твердое точение» экономичнее шлифования, а по точности не уступает ему. Оптимизация геометрических параметров инструментов обеспечивает полу чение максимально возможной экономической стойкости. Для ав томатизированного производства (станки с ЧПУ, автоматические линии и др. ) большое значение приобретает размерная стойкость, которая определяет время работы инструмента без потери точно сти размера и качества поверхности деталей. Она зависит от свойств режущего материала, геометрии режущей части и правиль ного выбора режима резания.
 Повышению стойкости режущих инструментов способствует эффективное использование различных СОТС. Они обеспечивают снижение температуры резания, повышение качества обработан ной поверхности и получение транспортабельной формы стружки. В качестве СОТС используются обычно различные смазочно охлаждающие жидкости (СОЖ), аэрозоли, сжатый воздух и др. Как показали эксперименты, эффективность снижения температуры ре зания возрастает с увеличением скорости протекания через зону резания СОТС, подаваемой в виде жидкостей, а также в виде аэрозолей (охлаждение «туманом» ). Повышение жесткости и виброустойчивости режущих инстру ментовпозволяет повысить их стойкость, увеличить подачу, а, сле довательно, производительность процесса резания. У осевых инст рументов это достигается за счет увеличения площади поперечного сечения корпусов инструментов и максимально возможного сокра щения длины рабочей части, при обработке глубоких отверстий за счет применения дополнительных опор в виде направляющих, стеблевых люнетов, виброгасителей и других устройств.
Повышению стойкости режущих инструментов способствует эффективное использование различных СОТС. Они обеспечивают снижение температуры резания, повышение качества обработан ной поверхности и получение транспортабельной формы стружки. В качестве СОТС используются обычно различные смазочно охлаждающие жидкости (СОЖ), аэрозоли, сжатый воздух и др. Как показали эксперименты, эффективность снижения температуры ре зания возрастает с увеличением скорости протекания через зону резания СОТС, подаваемой в виде жидкостей, а также в виде аэрозолей (охлаждение «туманом» ). Повышение жесткости и виброустойчивости режущих инстру ментовпозволяет повысить их стойкость, увеличить подачу, а, сле довательно, производительность процесса резания. У осевых инст рументов это достигается за счет увеличения площади поперечного сечения корпусов инструментов и максимально возможного сокра щения длины рабочей части, при обработке глубоких отверстий за счет применения дополнительных опор в виде направляющих, стеблевых люнетов, виброгасителей и других устройств.
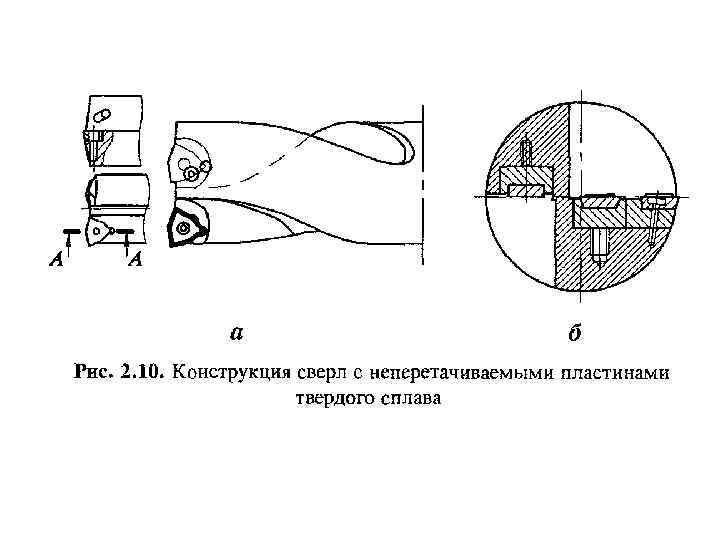
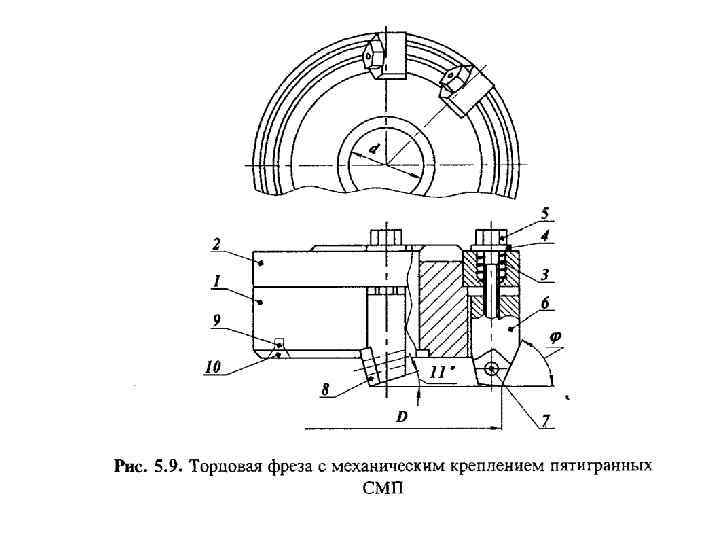
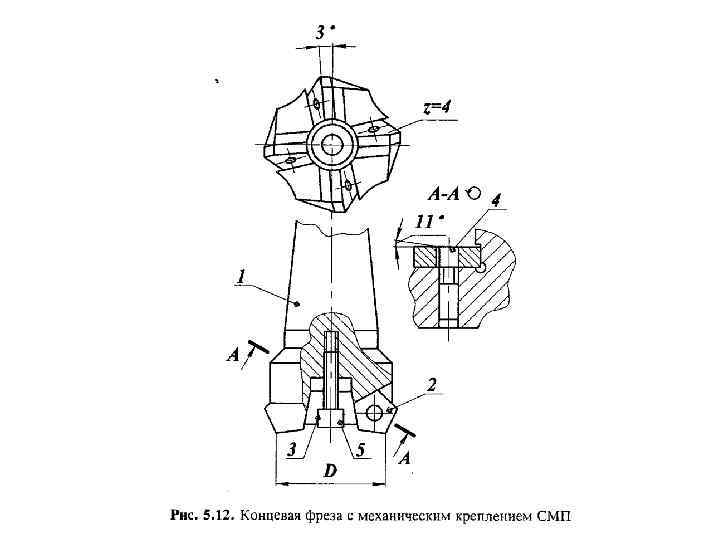
 в виде СМП позволило повысить надеж") Использование прогрессивных режущих материалов (твердые сплавы, керамика, СТМ) в виде СМП позволило повысить надеж ность работы режущих инструментов, интенсифицировать режимы резания, обеспечить быстросменность инструментов при их износе, что особенно важно для автоматизированного производства. Это направление позволило создать широкую номенклатуру резцов, фрез и других видов инструментов новейших конструкций, выпус каемыхмногими ведущими фирмами мира. С ростом технического прогресса современные машины становятся все более мощными и скоростными. Для повышения надеж ности и долговечности машин, обеспечения работы без вибраций и динамических перегрузок высокие требования предъявляются к точности размеров, формы и качеству поверхностей их деталей. В этой связи в первую очередь ужесточают требования к точности ре жущих инструментов. Например, допуск на диаметр мерного инст румента(зенкеры, развертки и т. п. ) должен быть в 2. . . 3 раза меньше допуска на диаметр обработанного отверстия. Инструменты для автоматизированного производства характеризуются еще более уз кими допусками на исполнительные размеры, биение режущих кро мок, качество поверхностей зубьев и стружечных канавок.
Использование прогрессивных режущих материалов (твердые сплавы, керамика, СТМ) в виде СМП позволило повысить надеж ность работы режущих инструментов, интенсифицировать режимы резания, обеспечить быстросменность инструментов при их износе, что особенно важно для автоматизированного производства. Это направление позволило создать широкую номенклатуру резцов, фрез и других видов инструментов новейших конструкций, выпус каемыхмногими ведущими фирмами мира. С ростом технического прогресса современные машины становятся все более мощными и скоростными. Для повышения надеж ности и долговечности машин, обеспечения работы без вибраций и динамических перегрузок высокие требования предъявляются к точности размеров, формы и качеству поверхностей их деталей. В этой связи в первую очередь ужесточают требования к точности ре жущих инструментов. Например, допуск на диаметр мерного инст румента(зенкеры, развертки и т. п. ) должен быть в 2. . . 3 раза меньше допуска на диаметр обработанного отверстия. Инструменты для автоматизированного производства характеризуются еще более уз кими допусками на исполнительные размеры, биение режущих кро мок, качество поверхностей зубьев и стружечных канавок.
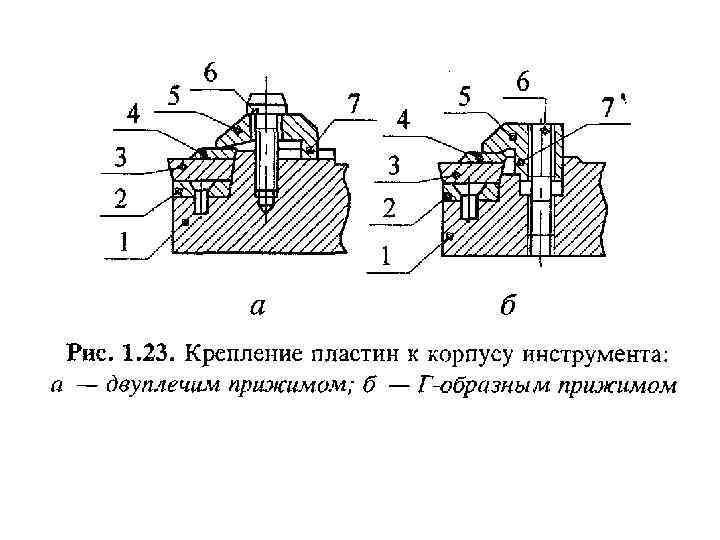
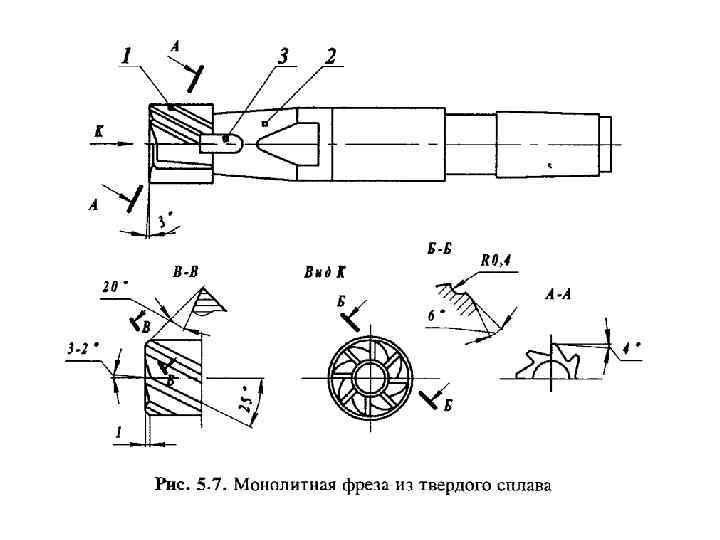
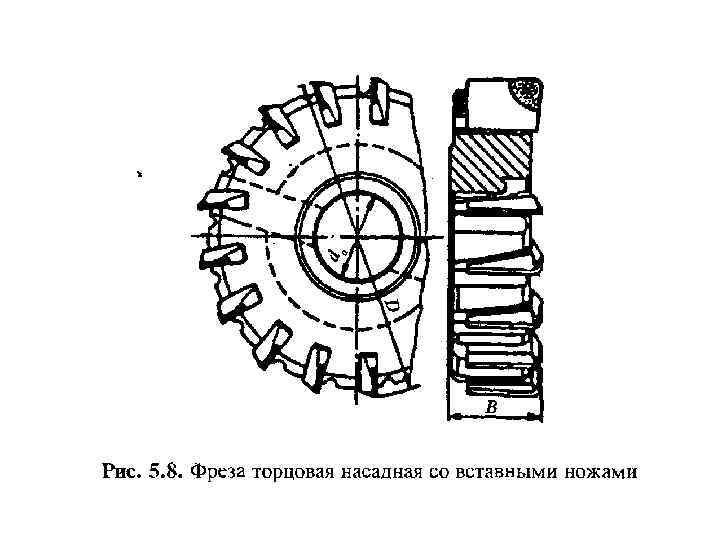
 Конечной целью совершенствования режущих инструментов является сокращение затрат на изготовление деталей машин, сни жение их себестоимости за счет внедрения прогрессивных видов ин струментов. Эффективность принимаемых решений обеспечивается не только конструкцией ин струментов, но и технологичностью их изготовления, а также за тратами на эксплуатацию. Окупаемость инструментов, особенно специальных, зависит от типа производства. Одним из первых направлений совер шенствованиярежущих инструментов является экономия на испо льзовании дорогих инструментальных материалов. Поскольку в процессе резания принимают участие только режущие клинья, ве сьма небольшие по объему, и на себестоимость деталей переходит только стоимость ничтожно малой изношенной части клина, необ ходимо сокращать до рационального минимума применение этих материалов. Рекомендуется использовать преимуще ственно составной инструмент с режущим материалом в виде плас тин, закрепляемых на корпусе методами пайки, сварки, склеивания или механическим путем. Экономически выгодно изготавливать цельным только мелкоразмерный инструмент, крупноразмерный необходимо снабжать вставными ножами из конструкционных ста лей и оснащать их пластинами из инструментальных материалов.
Конечной целью совершенствования режущих инструментов является сокращение затрат на изготовление деталей машин, сни жение их себестоимости за счет внедрения прогрессивных видов ин струментов. Эффективность принимаемых решений обеспечивается не только конструкцией ин струментов, но и технологичностью их изготовления, а также за тратами на эксплуатацию. Окупаемость инструментов, особенно специальных, зависит от типа производства. Одним из первых направлений совер шенствованиярежущих инструментов является экономия на испо льзовании дорогих инструментальных материалов. Поскольку в процессе резания принимают участие только режущие клинья, ве сьма небольшие по объему, и на себестоимость деталей переходит только стоимость ничтожно малой изношенной части клина, необ ходимо сокращать до рационального минимума применение этих материалов. Рекомендуется использовать преимуще ственно составной инструмент с режущим материалом в виде плас тин, закрепляемых на корпусе методами пайки, сварки, склеивания или механическим путем. Экономически выгодно изготавливать цельным только мелкоразмерный инструмент, крупноразмерный необходимо снабжать вставными ножами из конструкционных ста лей и оснащать их пластинами из инструментальных материалов.
 С целью экономии затрат на режущий инструмент и СОТС в последние годы ведутся работы по внедрению сверхскоростного резания и обработке с минимальными затратами на СОТС. Экспе рименты показали, что при сверхвысоких скоростях интенсивность износа снижается по сравнению с обычным резанием. Уже сегодня в ведущих странах мира используется высоко и сверхскоростная обработка на скоростях резания 500. . . 1500 м/мин и более, что оказывается возможным лишь при условии создания новых видов инструментальных материалов и более совершенных станков.
С целью экономии затрат на режущий инструмент и СОТС в последние годы ведутся работы по внедрению сверхскоростного резания и обработке с минимальными затратами на СОТС. Экспе рименты показали, что при сверхвысоких скоростях интенсивность износа снижается по сравнению с обычным резанием. Уже сегодня в ведущих странах мира используется высоко и сверхскоростная обработка на скоростях резания 500. . . 1500 м/мин и более, что оказывается возможным лишь при условии создания новых видов инструментальных материалов и более совершенных станков.
") Из за высоких затрат на смазочно охлаждающие средства (до 16% в себестоимости обработки деталей) в настоящее время боль шое внимание уделяется так называемой «сухой обработке» реза нием, т. е. без применения СОТС. В тех случаях, когда полный отказ от них невозможен, например при сверлении, рекомендуется обра ботка с применением минимального количества СОЖ, так называ емая. MMS технология (Minimalmengenschmierung), которая за ключается в охлаждении зоны резания небольшим количеством СОЖ, подаваемой под давлением до 0, 6 МПа с помощью потока воздуха. Расход СОЖ, превращаемой в этом случае в аэрозоль, обычно не превышает 80 мл/ч. При этом исключаются затраты на подготовку и утилизацию СОЖ, очистку стружки и т. д. Так, например, по данным фирмы «Gbhring» (Германия), при глубоком сверлении алюминиевого сплава ружейными сверлами отверстий диаметром 10 мм и глубиной 200 мм при таком способе подачи мас ляной СОЖ (через внутренние отверстия в сверле) удалось повы сить стойкость инструмента в 4 раза, подачу в 3 раза, а скорость резания увеличить с 130 до 160 м/мин.
Из за высоких затрат на смазочно охлаждающие средства (до 16% в себестоимости обработки деталей) в настоящее время боль шое внимание уделяется так называемой «сухой обработке» реза нием, т. е. без применения СОТС. В тех случаях, когда полный отказ от них невозможен, например при сверлении, рекомендуется обра ботка с применением минимального количества СОЖ, так называ емая. MMS технология (Minimalmengenschmierung), которая за ключается в охлаждении зоны резания небольшим количеством СОЖ, подаваемой под давлением до 0, 6 МПа с помощью потока воздуха. Расход СОЖ, превращаемой в этом случае в аэрозоль, обычно не превышает 80 мл/ч. При этом исключаются затраты на подготовку и утилизацию СОЖ, очистку стружки и т. д. Так, например, по данным фирмы «Gbhring» (Германия), при глубоком сверлении алюминиевого сплава ружейными сверлами отверстий диаметром 10 мм и глубиной 200 мм при таком способе подачи мас ляной СОЖ (через внутренние отверстия в сверле) удалось повы сить стойкость инструмента в 4 раза, подачу в 3 раза, а скорость резания увеличить с 130 до 160 м/мин.
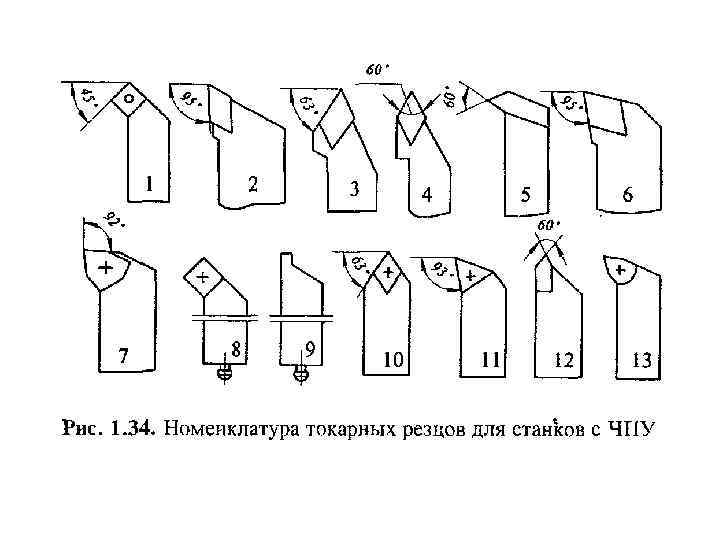
 На стоимость режущих инструментов большое влияние оказывает технология их изготовления. Большой экономический эффект дает, например, применение способов горячего пластического де формирования(прокатка, прессование) для изготовления концевых инструментов (сверл, фрез и т. п. ). Это достигается за счет уве личения производительности процесса изготовления инструментов и экономии быстрорежущей стали. При изготовлении быстрорежущих мелкоразмерных концевых инструментов в последнее время широко используется метод скоростного вышлифовывания профиля эльборовыми кругами на стан кахс ЧПУ, который позволяет значительно повысить точность и качество поверхности инструментов при одновременном сокраще нии затрат на их изготовление. На эффективность применения режущих инструментов боль шое влияние оказывают расходы на эксплуатацию, главным обра зом на переточку и восстановление режущих свойств. Их снижение возможно при автоматизации операций заточки либо при полном отказе от нее, например, в случае применения СМП или мелкораз мерных инструментов диаметром менее 5 мм.
На стоимость режущих инструментов большое влияние оказывает технология их изготовления. Большой экономический эффект дает, например, применение способов горячего пластического де формирования(прокатка, прессование) для изготовления концевых инструментов (сверл, фрез и т. п. ). Это достигается за счет уве личения производительности процесса изготовления инструментов и экономии быстрорежущей стали. При изготовлении быстрорежущих мелкоразмерных концевых инструментов в последнее время широко используется метод скоростного вышлифовывания профиля эльборовыми кругами на стан кахс ЧПУ, который позволяет значительно повысить точность и качество поверхности инструментов при одновременном сокраще нии затрат на их изготовление. На эффективность применения режущих инструментов боль шое влияние оказывают расходы на эксплуатацию, главным обра зом на переточку и восстановление режущих свойств. Их снижение возможно при автоматизации операций заточки либо при полном отказе от нее, например, в случае применения СМП или мелкораз мерных инструментов диаметром менее 5 мм.
 Общие положения В подавляющем большинстве случаев инструменты делают со ставными или сборными: их корпуса изготавливают из конструкцион ныхсталей, а режущую часть из инструментальных материалов, которые иногда называют режущими материалами. Чтобы инстру мент был работоспособным и оптимальным, материал его ре жущей части должен обладать высокой твердостью, прочнос тью, износостойкостью, теплостойкостью (красностойкостью), ударной вязкостью и циклической прочностью, термодинамичес кой прочностью, теплоемкостью, теплопроводностью, малым сродством к обрабатываемому материалу, хорошо обрабаты ватьсяи не содержать дефицитных элементов.
Общие положения В подавляющем большинстве случаев инструменты делают со ставными или сборными: их корпуса изготавливают из конструкцион ныхсталей, а режущую часть из инструментальных материалов, которые иногда называют режущими материалами. Чтобы инстру мент был работоспособным и оптимальным, материал его ре жущей части должен обладать высокой твердостью, прочнос тью, износостойкостью, теплостойкостью (красностойкостью), ударной вязкостью и циклической прочностью, термодинамичес кой прочностью, теплоемкостью, теплопроводностью, малым сродством к обрабатываемому материалу, хорошо обрабаты ватьсяи не содержать дефицитных элементов.
 Инструментальная промышленность пока не имеет такого материала, который в полной мере отвечал бы всем перечисленным требованиям, а есть определенные группы материалов, отвечающих части из этих тре бований: инструментальные углеродистые и легированные стали, быст рорежущие стали, дисперсионно твердеющие инструментальные сплавы, твердые сплавы, минералокерамика, естественные и искусственные твердые минералы (алмаз, рубин, сапфир, кубический нитрид бора).
Инструментальная промышленность пока не имеет такого материала, который в полной мере отвечал бы всем перечисленным требованиям, а есть определенные группы материалов, отвечающих части из этих тре бований: инструментальные углеродистые и легированные стали, быст рорежущие стали, дисперсионно твердеющие инструментальные сплавы, твердые сплавы, минералокерамика, естественные и искусственные твердые минералы (алмаз, рубин, сапфир, кубический нитрид бора).
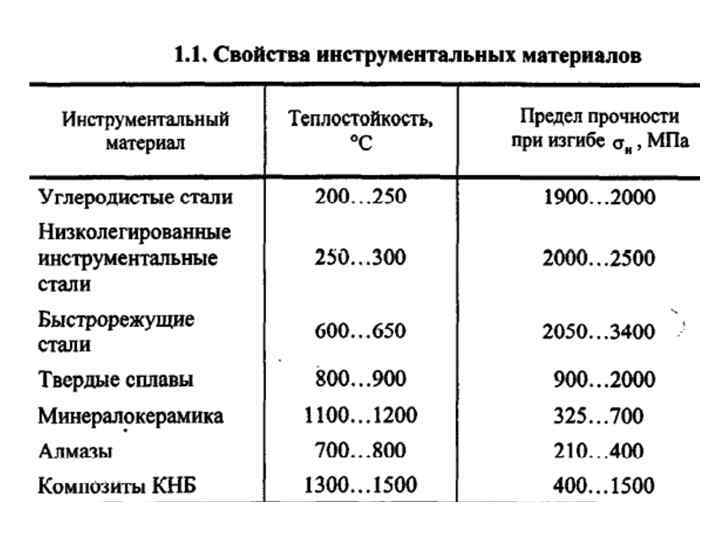
 Требования, предъявляемые к инструментальным материалам ТВЕРДОСТЬ. При твердости термообработанных инструментов, изготовленных из инструментальных сталей, в пределах НRС 63. . . 64 достигаются наиболее устой чивая их работа и наименьшая изнаши ваемость лезвий. При меньшей твердости возрастает изнашиваемость лезвий инст рументов, а при большей твердости лез вия начинают выкрашиваться из за чрез мерной хрупкости. Твердые сплавы, минералокерамика и применяемые для изготовления режущих частей инструментов синтетические инст рументальные материалы имеют высокую природную твердость, существенно превы шающую твердость термообработанных инструментальных сталей. Твердость минералокерамики и твердых сплавов изме ряется по шкале А Роквелла и находится в пределах HRА 87… 93. Твердость син тетических инструментальных материалов настолько велика, что сопоставима с твердостью природного алмаза. Поэтому оценку твердости этих материалов произ водят по их микротвердости, которая находится в пределах 85. . . 94 ГПа.
Требования, предъявляемые к инструментальным материалам ТВЕРДОСТЬ. При твердости термообработанных инструментов, изготовленных из инструментальных сталей, в пределах НRС 63. . . 64 достигаются наиболее устой чивая их работа и наименьшая изнаши ваемость лезвий. При меньшей твердости возрастает изнашиваемость лезвий инст рументов, а при большей твердости лез вия начинают выкрашиваться из за чрез мерной хрупкости. Твердые сплавы, минералокерамика и применяемые для изготовления режущих частей инструментов синтетические инст рументальные материалы имеют высокую природную твердость, существенно превы шающую твердость термообработанных инструментальных сталей. Твердость минералокерамики и твердых сплавов изме ряется по шкале А Роквелла и находится в пределах HRА 87… 93. Твердость син тетических инструментальных материалов настолько велика, что сопоставима с твердостью природного алмаза. Поэтому оценку твердости этих материалов произ водят по их микротвердости, которая находится в пределах 85. . . 94 ГПа.
 Увеличение твердости HVим, как правило, приводит к увеличению хрупкости, снижению трещиностойкости и вязкости, поэтому в зависимости от условий обра ботки существует оптимальное отношение HVим / HVом, обеспечи вающееприемлемое соотношение твердости и прочности (вязко сти) инструментального материала. ПРОЧНОСТЬ. Силы резания достигают значений более 10 к. Н. …наилучшим сочетанием прочностных ха рактеристик обладают инструментальные стали. Отношение между их пределами прочности на изгиб и растяжение равно 1, 3. . . 1, 6, а отношение между пределами прочности на сжатие и растяжение — 1, 6… 2, 0. Затем в порядке убывания прочност ных характеристик следуют: твердые сплавы, минералокерамика, синтетические инструментальные материалы и алмазы. Все эти материалы достаточно хорошо выдерживают сжимающие напряжения. Однако их существенным недостатком является низкое значение прочности на изгиб ( и = 0, 3. . . 1, 0 ГПа).
Увеличение твердости HVим, как правило, приводит к увеличению хрупкости, снижению трещиностойкости и вязкости, поэтому в зависимости от условий обра ботки существует оптимальное отношение HVим / HVом, обеспечи вающееприемлемое соотношение твердости и прочности (вязко сти) инструментального материала. ПРОЧНОСТЬ. Силы резания достигают значений более 10 к. Н. …наилучшим сочетанием прочностных ха рактеристик обладают инструментальные стали. Отношение между их пределами прочности на изгиб и растяжение равно 1, 3. . . 1, 6, а отношение между пределами прочности на сжатие и растяжение — 1, 6… 2, 0. Затем в порядке убывания прочност ных характеристик следуют: твердые сплавы, минералокерамика, синтетические инструментальные материалы и алмазы. Все эти материалы достаточно хорошо выдерживают сжимающие напряжения. Однако их существенным недостатком является низкое значение прочности на изгиб ( и = 0, 3. . . 1, 0 ГПа).
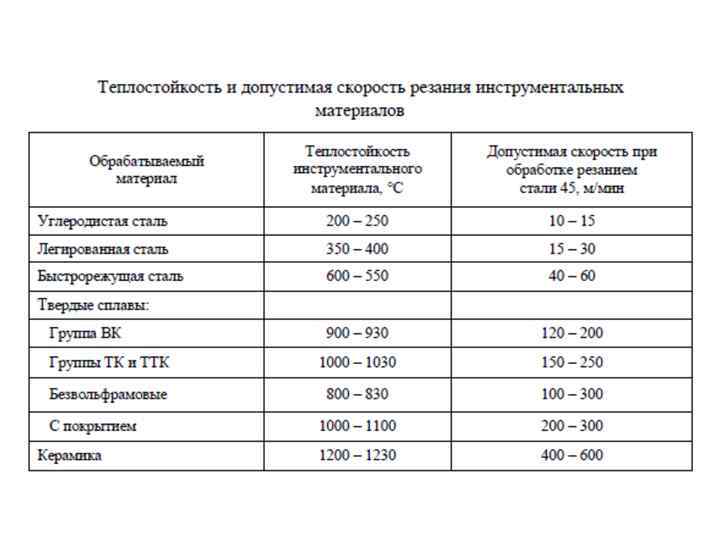
 ТЕМПЕРАТУРОСТОЙКОСТЬ. Различные инструмен тальные материалы имеют температуростойкость в широких пределах — от 220 до 1800 °С. В порядке убывания темпе ратуростойкости инструментальные ма териалы располагаются в следующем по рядке: а) синтетические инструменталь ныематериалы; б) минералокерамика; в) твердые сплавы; г) инструментальные быстрорежущие стали; д) инструменталь ные углеродистые стали. Зависимость твердости инструмен тальных материалов от темпера турынагрева
ТЕМПЕРАТУРОСТОЙКОСТЬ. Различные инструмен тальные материалы имеют температуростойкость в широких пределах — от 220 до 1800 °С. В порядке убывания темпе ратуростойкости инструментальные ма териалы располагаются в следующем по рядке: а) синтетические инструменталь ныематериалы; б) минералокерамика; в) твердые сплавы; г) инструментальные быстрорежущие стали; д) инструменталь ные углеродистые стали. Зависимость твердости инструмен тальных материалов от темпера турынагрева
 ТЕПЛОПРОВОДНОСТЬ. Теплопроводность быстрорежущих сталей
ТЕПЛОПРОВОДНОСТЬ. Теплопроводность быстрорежущих сталей
 КОЭФФИЦИЕНТ ТРЕНИЯ. В процессе резания металлов значения нормального напряжения на контактных поверхностях лезвий инструментов нахо дятся в пределах 0, 1. . . 0, 6 ГПа. Зависимость изменения коэффициен татрения от скорости скольже нииv для различных пар мате риалов: 1 — сталь 45 — быстрорежущие стали; 2 — сталь 45 — твердые сплавы под группы. ВТК; 3 — чугун — твердые спла выподгруппы ВК
КОЭФФИЦИЕНТ ТРЕНИЯ. В процессе резания металлов значения нормального напряжения на контактных поверхностях лезвий инструментов нахо дятся в пределах 0, 1. . . 0, 6 ГПа. Зависимость изменения коэффициен татрения от скорости скольже нииv для различных пар мате риалов: 1 — сталь 45 — быстрорежущие стали; 2 — сталь 45 — твердые сплавы под группы. ВТК; 3 — чугун — твердые спла выподгруппы ВК
 ИЗНОСОСТОЙКОСТЬ. Зависимость изменения износостой кости В инструментальных материа лов от скорости скольжения vск: 1 конструкционная стиль; 2 — чугун Зависимость изменения интенсивнос ти изнашивания. Jи инструментальных материалов от скорости скольжения vск
ИЗНОСОСТОЙКОСТЬ. Зависимость изменения износостой кости В инструментальных материа лов от скорости скольжения vск: 1 конструкционная стиль; 2 — чугун Зависимость изменения интенсивнос ти изнашивания. Jи инструментальных материалов от скорости скольжения vск
 Классификация инструментальных материалов по их основным свойствам
Классификация инструментальных материалов по их основным свойствам
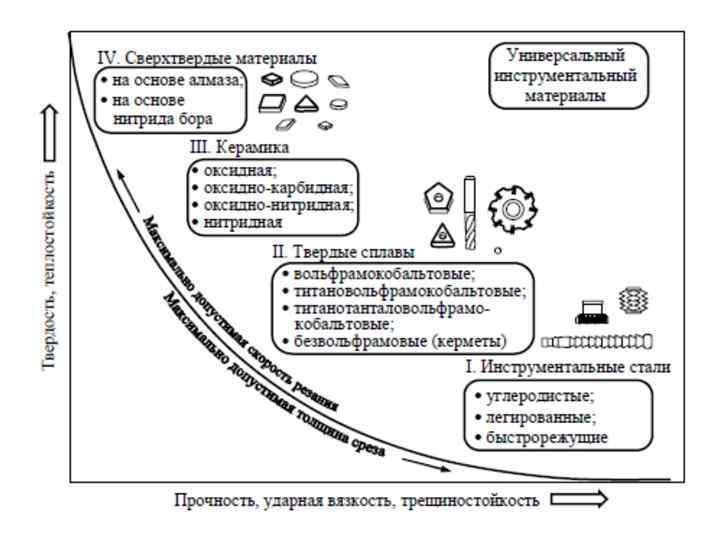
 Описание свойств инструментальных материалов Быстрорежущие стали. Высоколегированные инструментальные стали высокой твердости с карбидным упрочнением и содержанием углерода свыше 0, 6 %. Повышение качества быстрорежущих сталей достигается при использовании порошковой металлургии (ПМ). Характерными свойствами быстрорежущих сталей, изготовленных методом ПМ, являются высокая прочность на изгиб, в 1, 5 2, 5 раза более высокая стойкость по сравнению с традиционными марками.
Описание свойств инструментальных материалов Быстрорежущие стали. Высоколегированные инструментальные стали высокой твердости с карбидным упрочнением и содержанием углерода свыше 0, 6 %. Повышение качества быстрорежущих сталей достигается при использовании порошковой металлургии (ПМ). Характерными свойствами быстрорежущих сталей, изготовленных методом ПМ, являются высокая прочность на изгиб, в 1, 5 2, 5 раза более высокая стойкость по сравнению с традиционными марками.
 Твердые сплавы. Основной инструментальный материал, обеспечивающий высокопроизводительную обработку материалов резанием. Твердосплавный инструмент занимает более 50% общего объема рынка инструмента, причем этим инструментом снимается до 85% стружки, так как скорость резания, достижимая при обработке таким инструментом в 2 5 раз выше, чем у быстрорежущего инструмента. Твердые сплавы получают методами порошковой металлургии в виде пластин и стержней на основе карбидов вольфрама WC, титана Ti. C, тантала Ta. C и ниобия Nb. C, мельчайшие частицы которых соединены посредством связок из кобальта или никеля в смеси с молибденом. Существует также особая группа твердых сплавов, в которых не применяется карбид вольфрама (керметы). Широко применяется твердосплавный инструмент с упрочняющими, износостойкими, антифрикционными и другими типами покрытий, в том числе наноструктурными.
Твердые сплавы. Основной инструментальный материал, обеспечивающий высокопроизводительную обработку материалов резанием. Твердосплавный инструмент занимает более 50% общего объема рынка инструмента, причем этим инструментом снимается до 85% стружки, так как скорость резания, достижимая при обработке таким инструментом в 2 5 раз выше, чем у быстрорежущего инструмента. Твердые сплавы получают методами порошковой металлургии в виде пластин и стержней на основе карбидов вольфрама WC, титана Ti. C, тантала Ta. C и ниобия Nb. C, мельчайшие частицы которых соединены посредством связок из кобальта или никеля в смеси с молибденом. Существует также особая группа твердых сплавов, в которых не применяется карбид вольфрама (керметы). Широко применяется твердосплавный инструмент с упрочняющими, износостойкими, антифрикционными и другими типами покрытий, в том числе наноструктурными.
 оксидная (белая керамика) на основе") Режущие керамические материалы можно разделить на четыре группы: 1) оксидная (белая керамика) на основе Al 2 O 3, 2) оксикарбидная (черная керамика) на основе композиции Al 2 O 3 Ti. C, 3) оксиднонитридная (кортинит) на основе Al 2 O 3 Ti. N, 4) нитридная керамика на основе Si 3 N 4. Характерна пластическая прочность и высокая скорость резания, намного (до 2 раз) превосходящая инструмент из твердого сплава. Уменьшение размера зерна и пористости минералокерамики приводит к росту износостойкости, прочности и твердости материала.
Режущие керамические материалы можно разделить на четыре группы: 1) оксидная (белая керамика) на основе Al 2 O 3, 2) оксикарбидная (черная керамика) на основе композиции Al 2 O 3 Ti. C, 3) оксиднонитридная (кортинит) на основе Al 2 O 3 Ti. N, 4) нитридная керамика на основе Si 3 N 4. Характерна пластическая прочность и высокая скорость резания, намного (до 2 раз) превосходящая инструмент из твердого сплава. Уменьшение размера зерна и пористости минералокерамики приводит к росту износостойкости, прочности и твердости материала.
. ПКА это модификация углерода кристаллического строения. Производят синтетические алмазы из графита") Поликристаллический алмаз (ПКА). ПКА это модификация углерода кристаллического строения. Производят синтетические алмазы из графита при больших давлениях и высоких температурах. Использование режущих пластин из ПКА позволяет повысить стойкость в 15 20 раз по сравнению с инструментом из твердого сплава. Недостаток алмаза в качестве режущего материала – невозможность его использования для резки материалов, содержащих углерод. С целью повышения эффективности работы алмазного абразивного инструмента применяют алмазные зерна, покрытые тонкой металлической пленкой с хорошими адгезионными и капиллярными свойствами по отношению к алмазу – медь, никель, серебро, титан и их сплавы.
Поликристаллический алмаз (ПКА). ПКА это модификация углерода кристаллического строения. Производят синтетические алмазы из графита при больших давлениях и высоких температурах. Использование режущих пластин из ПКА позволяет повысить стойкость в 15 20 раз по сравнению с инструментом из твердого сплава. Недостаток алмаза в качестве режущего материала – невозможность его использования для резки материалов, содержащих углерод. С целью повышения эффективности работы алмазного абразивного инструмента применяют алмазные зерна, покрытые тонкой металлической пленкой с хорошими адгезионными и капиллярными свойствами по отношению к алмазу – медь, никель, серебро, титан и их сплавы.
. Пластины из КНБ получают путем компактирования нанопорошков КНБ незначительно уступает") Кубический нитрид бора (КНБ). Пластины из КНБ получают путем компактирования нанопорошков КНБ незначительно уступает алмазу по твердости, отличаются высокой термостойкостью (до 1570 К), стойкостью к циклическому воздействию высоких температур и слабым химическим взаимодействием с железом. Скорость резания инструментом из КНБ может превышать скорость резания твердосплавным инструментом в 5 и более раз. При применении КНБ производительность обработки повышается в 1, 5 3 раза по сравнению с твердосплавным инструментом, улучшается качество обработанных поверхностей, исключается необходимость последующей абразивной обработки. Недостатком КНБ является его высокая стоимость.
Кубический нитрид бора (КНБ). Пластины из КНБ получают путем компактирования нанопорошков КНБ незначительно уступает алмазу по твердости, отличаются высокой термостойкостью (до 1570 К), стойкостью к циклическому воздействию высоких температур и слабым химическим взаимодействием с железом. Скорость резания инструментом из КНБ может превышать скорость резания твердосплавным инструментом в 5 и более раз. При применении КНБ производительность обработки повышается в 1, 5 3 раза по сравнению с твердосплавным инструментом, улучшается качество обработанных поверхностей, исключается необходимость последующей абразивной обработки. Недостатком КНБ является его высокая стоимость.
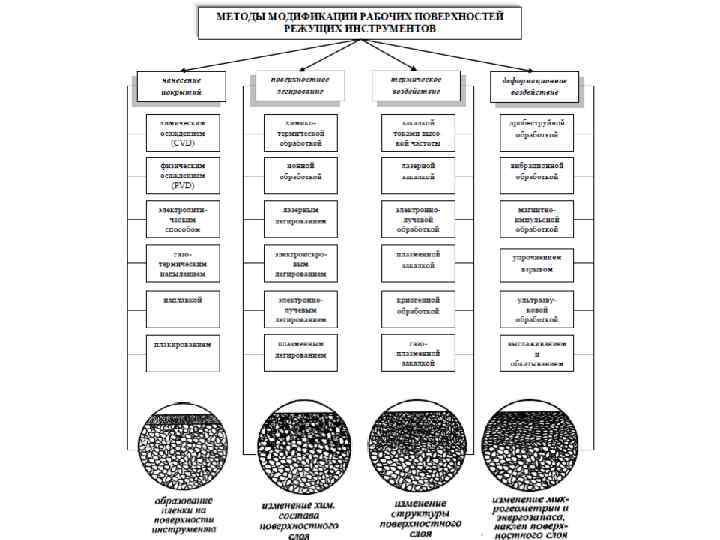
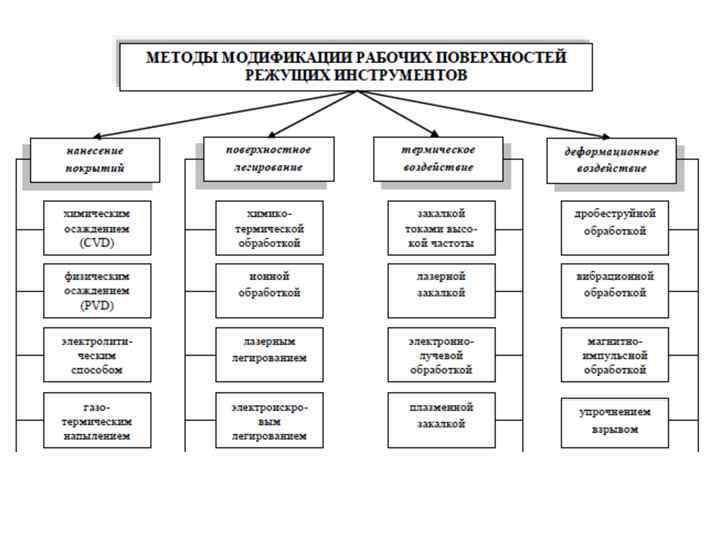
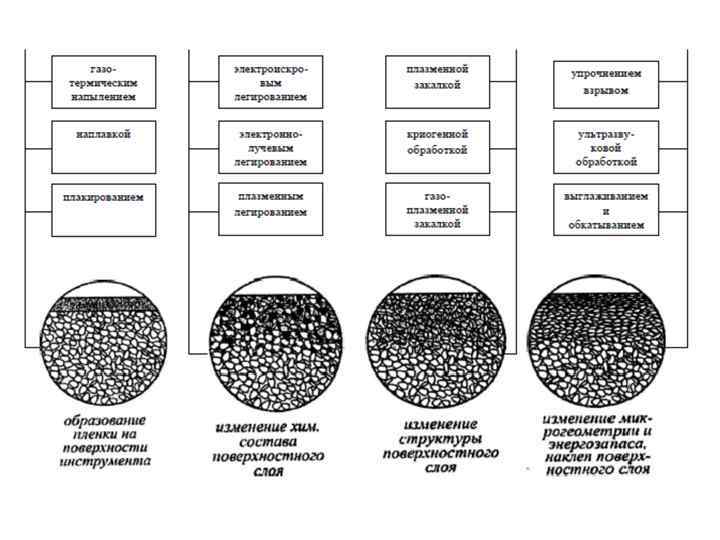
 При большом разнообразии условий работы режущего инст румента практически во всех случаях наиболее нагруженным ока зывается его поверхностный слой и, в первую очередь, именно его свойства определяют работоспособность инструмента в процессе резания. На разных видах инструмента и при разных условиях реза ния характер теплосиловых нагрузок весьма разнообразен. Для того чтобы противостоять им, рабочие поверхности инструмента должны иметь высокие показатели целого комплекса свойств твердости, прочности, теплостойкости и т. д. Однако пока не созда ны универсальные инструментальные материалы, обеспечивающие высокую надежность инструмента при разнообразном характере нагружения его рабочих поверхностей. Инструментальные матери алы специализированы для определенных условий работы и имеют различные основные свойства например, быстрорежущие стали характеризуются высокими прочностными свойствами, но имеют сравнительно невысокую твердость и тепло стойкость, а керамика, напротив, имеет высокие значения твердо стии теплостойкости, но обладает низкими прочностными свойст вами. Модификация рабочих поверхностей инструментов позволя ет создать режущий инструмент, обладающей уникальным сочета нием на первый взгляд противоречивых свойств, например, высо кой прочности и твердости.
При большом разнообразии условий работы режущего инст румента практически во всех случаях наиболее нагруженным ока зывается его поверхностный слой и, в первую очередь, именно его свойства определяют работоспособность инструмента в процессе резания. На разных видах инструмента и при разных условиях реза ния характер теплосиловых нагрузок весьма разнообразен. Для того чтобы противостоять им, рабочие поверхности инструмента должны иметь высокие показатели целого комплекса свойств твердости, прочности, теплостойкости и т. д. Однако пока не созда ны универсальные инструментальные материалы, обеспечивающие высокую надежность инструмента при разнообразном характере нагружения его рабочих поверхностей. Инструментальные матери алы специализированы для определенных условий работы и имеют различные основные свойства например, быстрорежущие стали характеризуются высокими прочностными свойствами, но имеют сравнительно невысокую твердость и тепло стойкость, а керамика, напротив, имеет высокие значения твердо стии теплостойкости, но обладает низкими прочностными свойст вами. Модификация рабочих поверхностей инструментов позволя ет создать режущий инструмент, обладающей уникальным сочета нием на первый взгляд противоречивых свойств, например, высо кой прочности и твердости.