

(Лекция 3) Фрезерные и сверлильные станки.ppt
- Количество слайдов: 62
 Сверлильные станки предназначены для получения сквозных или глухих отверстий, для чистовой обработки отверстий зенкерованием и развёртыванием, для нарезания внутренних резьб метчиками, для зенкования торцовых поверхностей и отверстий. Существуют следующие типы универсальных сверлильных станков: 1. Настольно сверлильные; 2. Вертикально сверлильные (одношпиндельные); 3. Радиально сверлильные; 4. Многошпиндельные 5. Для глубокого сверления.
Сверлильные станки предназначены для получения сквозных или глухих отверстий, для чистовой обработки отверстий зенкерованием и развёртыванием, для нарезания внутренних резьб метчиками, для зенкования торцовых поверхностей и отверстий. Существуют следующие типы универсальных сверлильных станков: 1. Настольно сверлильные; 2. Вертикально сверлильные (одношпиндельные); 3. Радиально сверлильные; 4. Многошпиндельные 5. Для глубокого сверления.
 Схемы закрепления инструмента в шпинделе станка Технологические операции, производимые на сверлильных станках
Схемы закрепления инструмента в шпинделе станка Технологические операции, производимые на сверлильных станках
 Вертикальносверлильный станок 2 А 135 • А – стол • Б- шпиндельная бабка с коробкой подач и шпинделем • В – коробка скоростей • Г – станина • Д - основание
Вертикальносверлильный станок 2 А 135 • А – стол • Б- шпиндельная бабка с коробкой подач и шпинделем • В – коробка скоростей • Г – станина • Д - основание
 Кинематическая схема станка 2 А 135
Кинематическая схема станка 2 А 135
 Радиально – сверлильный станок 2 В 56 Радиально сверлильные станки предназначены для обработки отверстий в средних и крупных деталях при единичном и серийном производстве. Они позволяют направлять инструмент в любую точку неподвижной детали в зоне хобота станка вокруг колонны и перемещения по его направляющим шпиндельной головки. Высокие детали устанавливаются в выемке, сделанной около станка
Радиально – сверлильный станок 2 В 56 Радиально сверлильные станки предназначены для обработки отверстий в средних и крупных деталях при единичном и серийном производстве. Они позволяют направлять инструмент в любую точку неподвижной детали в зоне хобота станка вокруг колонны и перемещения по его направляющим шпиндельной головки. Высокие детали устанавливаются в выемке, сделанной около станка
 • • Многошпиндельные сверлильные станки бывают: 1. С неподвижными осями шпинделя; 2. С переставными шарнирными шпинделями Первые – станки общего назначения, предназначены для последовательного выполнения ряда переходов различными инструментами, при перемещении вручную заготовки. • Вторые – настраиваются при серийном производстве для одновременного сверления нескольких отверстий. Возможность изменения взаимного расположения осей шпинделей в них обеспечивается двух шарнирным сочленением шпинделей с центральным приводным валом.
• • Многошпиндельные сверлильные станки бывают: 1. С неподвижными осями шпинделя; 2. С переставными шарнирными шпинделями Первые – станки общего назначения, предназначены для последовательного выполнения ряда переходов различными инструментами, при перемещении вручную заготовки. • Вторые – настраиваются при серийном производстве для одновременного сверления нескольких отверстий. Возможность изменения взаимного расположения осей шпинделей в них обеспечивается двух шарнирным сочленением шпинделей с центральным приводным валом.
 МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ И СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ Переносной радиально сверлильный станок 2 Ш 55 Существует три основных вида многошпиндельных сверлильных станков: а) станки с расположением шпинделей в один ряд, предназначенные для последовательного сверления в одной детали отверстий различного диаметра или для обработки одного отверс тия различными инструментами; б) станки с головками колокольного типа с переставными шарнирными шпинделями, предназначенные для одновременной обработки нескольких отверстий; в) агрегатные многошииндельные станки для массового производства.
МНОГОШПИНДЕЛЬНЫЕ СВЕРЛИЛЬНЫЕ СТАНКИ И СТАНКИ ДЛЯ ГЛУБОКОГО СВЕРЛЕНИЯ Переносной радиально сверлильный станок 2 Ш 55 Существует три основных вида многошпиндельных сверлильных станков: а) станки с расположением шпинделей в один ряд, предназначенные для последовательного сверления в одной детали отверстий различного диаметра или для обработки одного отверс тия различными инструментами; б) станки с головками колокольного типа с переставными шарнирными шпинделями, предназначенные для одновременной обработки нескольких отверстий; в) агрегатные многошииндельные станки для массового производства.
 • Станки для глубокого сверления применяются в случае, если длинна отверстия во много раз превышает его диаметр. В них вращение подаётся на сверло или на деталь или на то и другое одновременно. Инструмент является пушечное или ружейное сверло. Стружка непрерывно вымывается СОЖ, подаваемой через центральное отверстие сверла под давлением в 5 -20 кг/см 2.
• Станки для глубокого сверления применяются в случае, если длинна отверстия во много раз превышает его диаметр. В них вращение подаётся на сверло или на деталь или на то и другое одновременно. Инструмент является пушечное или ружейное сверло. Стружка непрерывно вымывается СОЖ, подаваемой через центральное отверстие сверла под давлением в 5 -20 кг/см 2.
 Расточные станки • На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать отверстия, подрезать торцы резцами, фрезеровать плоскости и пазы, нарезать резьбу метчиками и резцами. • Расточные станки подразделяют на горизонтально расточные, координатно расточные и алмазно расточные (отделочно расточные). Для тонкой (алмазной) обработки отверстий деталей при меняют алмазно расточные станки. Они позволяют растачивать отверстия с отклонением поверхности отверстия от цилиндрической формы в пределах 3— 5 мкм. Координатно расточные станки предназначены для обработки точных отверстий в тех случаях, когда нужно получить точные межцентровые расстояния или расстояния осей отверстий от базовых поверхностей (в пределах 0, 005— 0, 001 мм).
Расточные станки • На расточных станках можно сверлить, рассверливать, зенкеровать, растачивать и развертывать отверстия, подрезать торцы резцами, фрезеровать плоскости и пазы, нарезать резьбу метчиками и резцами. • Расточные станки подразделяют на горизонтально расточные, координатно расточные и алмазно расточные (отделочно расточные). Для тонкой (алмазной) обработки отверстий деталей при меняют алмазно расточные станки. Они позволяют растачивать отверстия с отклонением поверхности отверстия от цилиндрической формы в пределах 3— 5 мкм. Координатно расточные станки предназначены для обработки точных отверстий в тех случаях, когда нужно получить точные межцентровые расстояния или расстояния осей отверстий от базовых поверхностей (в пределах 0, 005— 0, 001 мм).
 Расточные станки Подразделяются на 1. горизонтально расточные; 2. координатно расточные; 3. алмазно расточные; 4. станки для глубокой расточки. Горизонтально – расточной станок 262 Г В горизонтально расточных станках основной размер – диаметр шпинделя. Главное движение резание – вращение шпинделя или вращение планшайбы. К подачам кроме движения стола и бабки относятся ещё осевое движение шпинделя и радиальное движение резцового суппорта на планшайбе. На этих станках могут выполнятся следующие работы: 1. сверление; 2. растачивание отверстий; 3. подрезка торцов; 4. нарезание резьбы; 5. Фрезерование плоскости.
Расточные станки Подразделяются на 1. горизонтально расточные; 2. координатно расточные; 3. алмазно расточные; 4. станки для глубокой расточки. Горизонтально – расточной станок 262 Г В горизонтально расточных станках основной размер – диаметр шпинделя. Главное движение резание – вращение шпинделя или вращение планшайбы. К подачам кроме движения стола и бабки относятся ещё осевое движение шпинделя и радиальное движение резцового суппорта на планшайбе. На этих станках могут выполнятся следующие работы: 1. сверление; 2. растачивание отверстий; 3. подрезка торцов; 4. нарезание резьбы; 5. Фрезерование плоскости.
 Общий вид универсального горизонтально расточного станка 2620 А: 1 — задняя стойка; 2 — люнет; 3 — станина; 4 — продольные салазки стола; 5 — поперечные салазки стола; в — поворотный стол; 7 — план шайба; Принцип работы станка заключается в следующем. Инструмент крепится в шпинделе или в суппорте планшайбы и получает главное движение — вращение. Обрабатываемая заготовка устанавливается непосредственно на столе либо в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение (при растачивании отверстий, нарезании внутренней резьбы и т. п. ). Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
Общий вид универсального горизонтально расточного станка 2620 А: 1 — задняя стойка; 2 — люнет; 3 — станина; 4 — продольные салазки стола; 5 — поперечные салазки стола; в — поворотный стол; 7 — план шайба; Принцип работы станка заключается в следующем. Инструмент крепится в шпинделе или в суппорте планшайбы и получает главное движение — вращение. Обрабатываемая заготовка устанавливается непосредственно на столе либо в приспособлении. Столу сообщается продольное или поперечное поступательное движение. Шпиндельная бабка перемещается в вертикальном направлении по передней стойке (одновременно с ней вертикально перемещается опорный люнет на задней стойке). Расточной шпиндель получает поступательное перемещение (при растачивании отверстий, нарезании внутренней резьбы и т. п. ). Суппорт планшайбы перемещается по планшайбе в радиальном направлении. Все эти движения являются движениями подач.
 Координатно-расточной станок 2625 Подача шпинделя также регулируется бесступенчато с помощью механического вариатора с раздвижными коническими шкивами и стальным кольцом. Бесступенчатое регулирование скоростей и подач позволяет на ходу вывести станок из резонанса, обеспечив тем самым малую шероховатость обрабатываемой поверхности. К станку прилагается накладной, поворотный в двух плоскостях стол. Металлорежущий станок для чистовой обработки отверстий, плоскостей, пазов с особо точным расположением центров или поверхностей без применения специальных приспособлений для направления инструментов
Координатно-расточной станок 2625 Подача шпинделя также регулируется бесступенчато с помощью механического вариатора с раздвижными коническими шкивами и стальным кольцом. Бесступенчатое регулирование скоростей и подач позволяет на ходу вывести станок из резонанса, обеспечив тем самым малую шероховатость обрабатываемой поверхности. К станку прилагается накладной, поворотный в двух плоскостях стол. Металлорежущий станок для чистовой обработки отверстий, плоскостей, пазов с особо точным расположением центров или поверхностей без применения специальных приспособлений для направления инструментов
 растачивания отверстий алмазным или твердосплавным вращающимся") Алмазно-расточной станок Предназначен главным образом для отделочного (тонкого) растачивания отверстий алмазным или твердосплавным вращающимся инструментом. Возможно приспособление Алмазно расточный станок для отделочной обработки наружных цилиндрических поверхностей, а также плоскостей. Наиболее распространены горизонтальные многошпиндельные. Алмазно расточные станки очень широко применяются в маши ностроительной промышленности. На них выполняется тонкое растачивание точных цилиндрических и конических отверстий, а также обтачивание и подрезка. Алмазно расточные станки подразделяются на вертикальные и горизонтальные, одно и многошпиндельные. Горизонталь ные станки могут быть односторонними и двусторонними. Выпус кается пять основных типоразмеров горизонтальных алмазно расточных станков: односторонние с шириной стола 320 и 500 мм и двусторонние с шириной стола 320, 500 и 800 мм. На алмазно расточных станках детали обрабатываются при высоких скоростях резания (150— 300 м/мин), малых подачах (0, 01— 0, 1 мм/об) и малых глубинах резания (0, 1— 0, 3 мм). В качестве инструмента применяют алмазные и твердосплавные резцы.
Алмазно-расточной станок Предназначен главным образом для отделочного (тонкого) растачивания отверстий алмазным или твердосплавным вращающимся инструментом. Возможно приспособление Алмазно расточный станок для отделочной обработки наружных цилиндрических поверхностей, а также плоскостей. Наиболее распространены горизонтальные многошпиндельные. Алмазно расточные станки очень широко применяются в маши ностроительной промышленности. На них выполняется тонкое растачивание точных цилиндрических и конических отверстий, а также обтачивание и подрезка. Алмазно расточные станки подразделяются на вертикальные и горизонтальные, одно и многошпиндельные. Горизонталь ные станки могут быть односторонними и двусторонними. Выпус кается пять основных типоразмеров горизонтальных алмазно расточных станков: односторонние с шириной стола 320 и 500 мм и двусторонние с шириной стола 320, 500 и 800 мм. На алмазно расточных станках детали обрабатываются при высоких скоростях резания (150— 300 м/мин), малых подачах (0, 01— 0, 1 мм/об) и малых глубинах резания (0, 1— 0, 3 мм). В качестве инструмента применяют алмазные и твердосплавные резцы.

 Горизонтально-сверлильный станок • Горизонтально сверлильные станки, как правило, применяют для работы с массивными заготовками большого размера. Отличительной особенностью этих станков является горизонтальное расположение шпинделя с режущим инструментом – сверлом. Используют их для выполнения операций сверления, рассверливания, развёртывания и зенкерования. • В силу того, что большинство современных изделий, обрабатываемых на горизонтально сверлильных станках, имеют сложную конструкцию, большая часть таких станков оснащается числовым программным управлением, которое уменьшает время на обработку детали. Почти во всех случаях заготовка на таких станках устанавливается неподвижно – инструмент подходит к точке сверления благодаря подвижной шпиндельной головке, на которую устанавливается барабан с несколькими инструментами.
Горизонтально-сверлильный станок • Горизонтально сверлильные станки, как правило, применяют для работы с массивными заготовками большого размера. Отличительной особенностью этих станков является горизонтальное расположение шпинделя с режущим инструментом – сверлом. Используют их для выполнения операций сверления, рассверливания, развёртывания и зенкерования. • В силу того, что большинство современных изделий, обрабатываемых на горизонтально сверлильных станках, имеют сложную конструкцию, большая часть таких станков оснащается числовым программным управлением, которое уменьшает время на обработку детали. Почти во всех случаях заготовка на таких станках устанавливается неподвижно – инструмент подходит к точке сверления благодаря подвижной шпиндельной головке, на которую устанавливается барабан с несколькими инструментами.
 Горизонтально-расточной станок 2620 А
Горизонтально-расточной станок 2620 А
 Горизонтально-расточной станок 262 ПР
Горизонтально-расточной станок 262 ПР
 Обрабатывающий центр ИР 320 ПМФ 4 Координатно-расточной 2 Е 470 Координатно-расточной 2 Е 460
Обрабатывающий центр ИР 320 ПМФ 4 Координатно-расточной 2 Е 470 Координатно-расточной 2 Е 460
 Фрезерные станки • Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д. • Фрезерные станки применяются в единичном, серийном и массовом производстве. Они относятся к шестой группе и выпускаются девяти типов (кроме того, фрезерные станки входят и в пятую группу зубо- и резьбообрабатывающих станков).
Фрезерные станки • Фрезерные станки предназначены для обработки наружных и внутренних плоских, фасонных поверхностей, уступов, пазов, прямых и винтовых канавок, шлицев на валах, нарезание зубчатых колес и т. д. • Фрезерные станки применяются в единичном, серийном и массовом производстве. Они относятся к шестой группе и выпускаются девяти типов (кроме того, фрезерные станки входят и в пятую группу зубо- и резьбообрабатывающих станков).
 2. Фрезерные непрерывного действия (6") Типы фрезерных станков 1. Вертикально-фрезерные, консольные (6 Н 12) 2. Фрезерные непрерывного действия (6 А 23). 3. Продольные одностоечные (6308). 4. Копировальные и гравировальные (640). 5. Вертикально-фрезерные бесконсольные (6 М 51). 6. Продольные двухстоечные (6 А 630). 7. Консольно-фрезерные операционные (671). 8. Горизонтально-фрезерные консольные (6 Н 82). 9. Разные фрезерные.
Типы фрезерных станков 1. Вертикально-фрезерные, консольные (6 Н 12) 2. Фрезерные непрерывного действия (6 А 23). 3. Продольные одностоечные (6308). 4. Копировальные и гравировальные (640). 5. Вертикально-фрезерные бесконсольные (6 М 51). 6. Продольные двухстоечные (6 А 630). 7. Консольно-фрезерные операционные (671). 8. Горизонтально-фрезерные консольные (6 Н 82). 9. Разные фрезерные.
: а") Виды фрезерования и применяемые фрезы (t — глубина резания; В — ширина фрезерования): а — цилиндрическая; б — торцовая; в — дисковые; г — прорезные (отрезные); 8 — концевые; е — угловая; ж — фасонные; з — шпоночная при работе на станках с маятниковой подачей; и — шпоночная при работе на вертикально фрезерных станках (в один проход)
Виды фрезерования и применяемые фрезы (t — глубина резания; В — ширина фрезерования): а — цилиндрическая; б — торцовая; в — дисковые; г — прорезные (отрезные); 8 — концевые; е — угловая; ж — фасонные; з — шпоночная при работе на станках с маятниковой подачей; и — шпоночная при работе на вертикально фрезерных станках (в один проход)
 Игольчатая фреза Концевая фреза с многогранными пластинками Фре за пальцевая модульная Набор фрез Червячная модульная фреза Фреза отрезная
Игольчатая фреза Концевая фреза с многогранными пластинками Фре за пальцевая модульная Набор фрез Червячная модульная фреза Фреза отрезная
 Фреза цилиндрическая Фреза полукруглая вогнутая составная Фреза дисковая двусторонняя с прямыми зубьями Фреза цилиндрическая составная
Фреза цилиндрическая Фреза полукруглая вогнутая составная Фреза дисковая двусторонняя с прямыми зубьями Фреза цилиндрическая составная
 Оправка для закрепления фрез Установка и закрепление цилиндрической фрезы. После того как выбран оптимальный для данных условий обработки типоразмер фрезы, ее устанавливают и закрепляют. В соответствии с диаметром отверстия фрезы выбирают необходимый диаметр оправки. На отечественных заводах применяют оправки стандартных размеров: 16, 22, 27, 32, 40, 50 и 60 мм
Оправка для закрепления фрез Установка и закрепление цилиндрической фрезы. После того как выбран оптимальный для данных условий обработки типоразмер фрезы, ее устанавливают и закрепляют. В соответствии с диаметром отверстия фрезы выбирают необходимый диаметр оправки. На отечественных заводах применяют оправки стандартных размеров: 16, 22, 27, 32, 40, 50 и 60 мм
, специализированные и специальные (шлицефрезерные, шпоночно фрезерные,") Выпускаются универсальные (вертикально фрезерные, горизонтально фрезерные, продольно фрезерные), специализированные и специальные (шлицефрезерные, шпоночно фрезерные, карусельно фрезерные, копировально фрезерные и др. ) фрезерные станки. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола в мм. • 0. . . . 200 x 800 • 1. . . . 250 x 1000 • 2. . . . 320 x 1250 • 3. . . . 400 x 1600 • 4. . . . 500 x 2000
Выпускаются универсальные (вертикально фрезерные, горизонтально фрезерные, продольно фрезерные), специализированные и специальные (шлицефрезерные, шпоночно фрезерные, карусельно фрезерные, копировально фрезерные и др. ) фрезерные станки. Основным параметром, характеризующим фрезерные станки общего назначения, является размер рабочей поверхности стола в мм. • 0. . . . 200 x 800 • 1. . . . 250 x 1000 • 2. . . . 320 x 1250 • 3. . . . 400 x 1600 • 4. . . . 500 x 2000
; • движение подачи, которое сообщают заготовке или") Формообразующие движения • вращение фрезы (главное движение); • движение подачи, которое сообщают заготовке или фрезе. • Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
Формообразующие движения • вращение фрезы (главное движение); • движение подачи, которое сообщают заготовке или фрезе. • Приводы главного движения и подачи выполняют раздельно. Вспомогательные движения, связанные с подводом и отводом заготовки к инструменту, механизированы и осуществляются от привода ускоренных перемещений.
, •") По конструктивным особенностям фрезерные станки бывают: • консольными (стол расположен на подъемном кронштейне-консоли), • бесконсольными (стол перемещается на неподвижной станине в продольном и поперечном направлениях); • станками непрерывного действия (карусельные и барабанные).
По конструктивным особенностям фрезерные станки бывают: • консольными (стол расположен на подъемном кронштейне-консоли), • бесконсольными (стол перемещается на неподвижной станине в продольном и поперечном направлениях); • станками непрерывного действия (карусельные и барабанные).
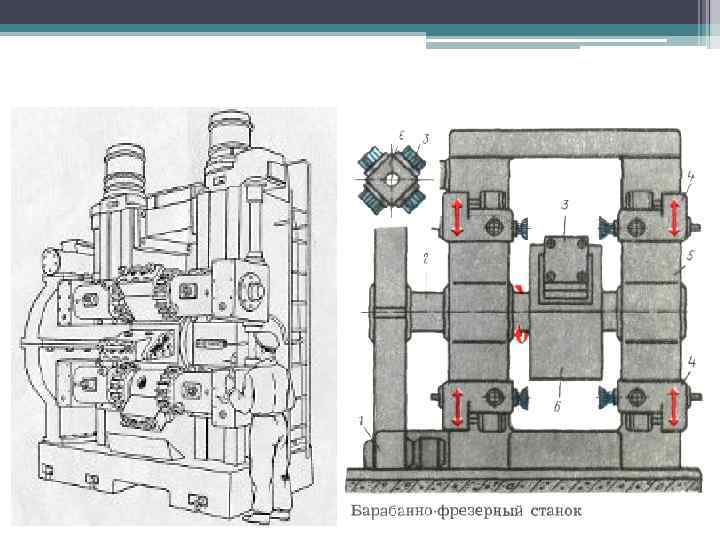
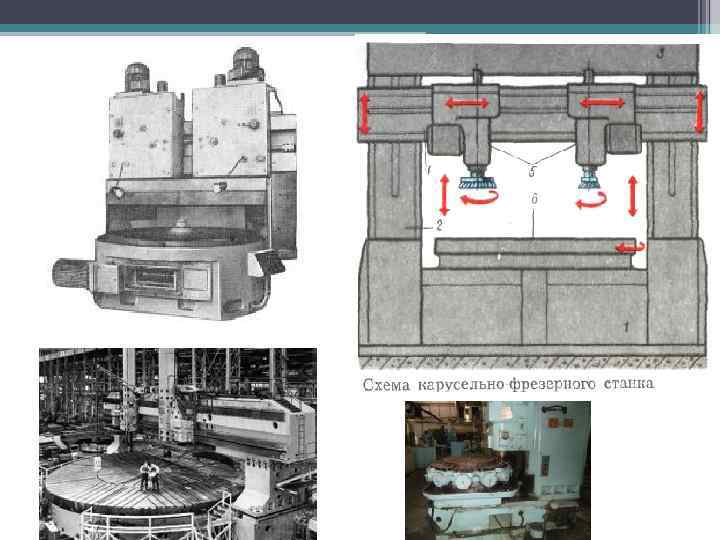
 • Продольно-фрезерные станки предназначены для обработки заготовок крупногабаритных деталей. • Карусельно-фрезерные станки, предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей для чистовой и черновой обработки. • Барабанно-фрезерные станки используются в крупносерийном и массовом производстве. • Фрезерные станки непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели).
• Продольно-фрезерные станки предназначены для обработки заготовок крупногабаритных деталей. • Карусельно-фрезерные станки, предназначенные для обработки поверхностей торцовыми фрезами, имеют один или несколько шпинделей для чистовой и черновой обработки. • Барабанно-фрезерные станки используются в крупносерийном и массовом производстве. • Фрезерные станки непрерывного действия (карусельные) имеют вертикально расположенный шпиндель (шпиндели).
 Широкоуниверсальный консольный горизонтальнофрезерный станок 6 Р 82 Г 1 станина, 2 электрооборудование, 3 -коробка скоростей, 4 коробка переключений, 5 хобот, 6 поворотная головка, 7 накладная головка, 8 стол и салазки, 9 -консоль, 10 -коробка подач
Широкоуниверсальный консольный горизонтальнофрезерный станок 6 Р 82 Г 1 станина, 2 электрооборудование, 3 -коробка скоростей, 4 коробка переключений, 5 хобот, 6 поворотная головка, 7 накладная головка, 8 стол и салазки, 9 -консоль, 10 -коробка подач
 Горизонтально-фрезерный станок 6 Н 81 Г
Горизонтально-фрезерный станок 6 Н 81 Г
 Вертикально-фрезерный станок 6 Н 12 ПБ
Вертикально-фрезерный станок 6 Н 12 ПБ
 Широкоуниверсальный станок 679
Широкоуниверсальный станок 679
 6 Р 82 Г - ОБЩИЙ ВИД
6 Р 82 Г - ОБЩИЙ ВИД
 • Вертикально консольнофрезерный станок 6 К 12 Предназначен для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства
• Вертикально консольнофрезерный станок 6 К 12 Предназначен для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства
 • Широкоуниверсальный консольно-фрезерный станок 6 К 81 Ш • Предназначен для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства. • Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
• Широкоуниверсальный консольно-фрезерный станок 6 К 81 Ш • Предназначен для выполнения всех видов фрезерных работ, сверления, зенкерования и растачивания отверстий на деталях из черных и цветных металлов, их сплавов и пластмасс в условиях единичного, мелкосерийного и серийного производства. • Простота обслуживания и быстрая переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
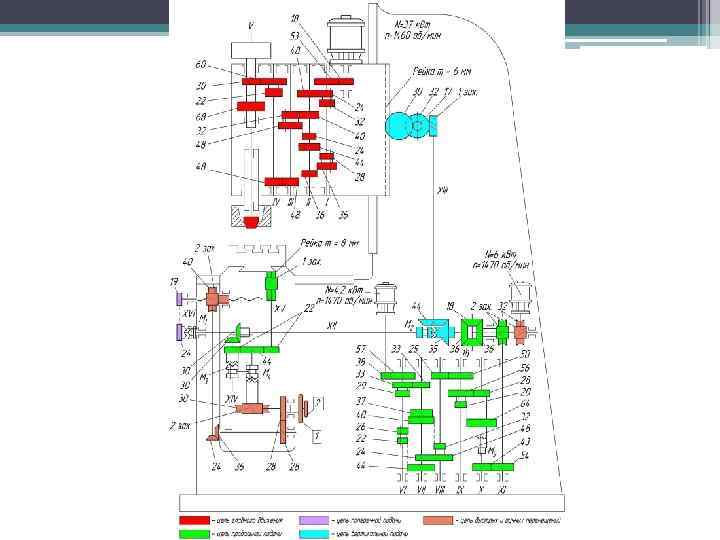
 Кинематическая схема станков 6 Н 81 Г и 6 Н 81
Кинематическая схема станков 6 Н 81 Г и 6 Н 81
 Бесконсольный вертикально фрезерный станок модели 654 У консольных фрезерных станков стол имеет продольную и поперечную подачи и вместе с консолью перемещается вертикально по направляющим стойки. У бесконсольных станков стол также имеет продольную и поперечную подачи, но расположен на станине, а вертикальное перемещение передано шпиндельной бабке.
Бесконсольный вертикально фрезерный станок модели 654 У консольных фрезерных станков стол имеет продольную и поперечную подачи и вместе с консолью перемещается вертикально по направляющим стойки. У бесконсольных станков стол также имеет продольную и поперечную подачи, но расположен на станине, а вертикальное перемещение передано шпиндельной бабке.
 Продольно фрезерный станок модели 6625
Продольно фрезерный станок модели 6625
 Вертикальный фрезерный станок с крестовым столом 659 Вертикальный консольно-фрезерный станок модели 6 Н 13 ГЭ-2 с числовым программным управлением Двухстоечный продольно фрезерный станок
Вертикальный фрезерный станок с крестовым столом 659 Вертикальный консольно-фрезерный станок модели 6 Н 13 ГЭ-2 с числовым программным управлением Двухстоечный продольно фрезерный станок
 Бесконсольный фрезерный станок 6 А 54
Бесконсольный фрезерный станок 6 А 54
 Копировально-фрезерный 6441 Б
Копировально-фрезерный 6441 Б
 Продольнофрезерный станок А 662
Продольнофрезерный станок А 662
 Продольнофрезерный станок 6652
Продольнофрезерный станок 6652
 Фрезерный станок 676, масса 1050 кг, мощность 3 к. Вт Вертикальный бесконсольный фрезерный станок ГФ 2171 С 5 Фрезерный станок с ЧПУ 65 А 80, масса 19500 кг, мощность 22 к. Вт
Фрезерный станок 676, масса 1050 кг, мощность 3 к. Вт Вертикальный бесконсольный фрезерный станок ГФ 2171 С 5 Фрезерный станок с ЧПУ 65 А 80, масса 19500 кг, мощность 22 к. Вт
 Фрезерные приспособления
Фрезерные приспособления
 Классификация фрезерных приспособлений • приспособления, предназначенные только для закрепления заготовки в требуемом положении • приспособления, выполняющие делительные функции Приспособления для фрезерных станков бывают универсальными, универсально сборными, универсально наладочными, групповыми и специальными.
Классификация фрезерных приспособлений • приспособления, предназначенные только для закрепления заготовки в требуемом положении • приспособления, выполняющие делительные функции Приспособления для фрезерных станков бывают универсальными, универсально сборными, универсально наладочными, групповыми и специальными.
 Машинные тиски • являются универсальным приспособлением • Тиски имеют постоянные детали — корпус, салазки и механизм зажима — и сменные: губки, которые используют при обработке различных типоразмеров деталей. • Тиски бывают с одной или с двумя подвижными губками, с плавающими губками. • В тисках применяют ручные зажимы: винтовые, эксцентриковые, механизированные, пневматические, гидравлические, пневмогидравлические. • В зависимости от направления силы зажима, действующей на подвижную губку, тиски бывают с тянущей или толкающей силой зажима.
Машинные тиски • являются универсальным приспособлением • Тиски имеют постоянные детали — корпус, салазки и механизм зажима — и сменные: губки, которые используют при обработке различных типоразмеров деталей. • Тиски бывают с одной или с двумя подвижными губками, с плавающими губками. • В тисках применяют ручные зажимы: винтовые, эксцентриковые, механизированные, пневматические, гидравлические, пневмогидравлические. • В зависимости от направления силы зажима, действующей на подвижную губку, тиски бывают с тянущей или толкающей силой зажима.
;") Конструкции машинных тисков • а - неповоротные; б - поворотные (поворот вокруг вертикальной оси); в - универсальные (поворот вокруг двух осей); г - специальные (для закрепления валов)
Конструкции машинных тисков • а - неповоротные; б - поворотные (поворот вокруг вертикальной оси); в - универсальные (поворот вокруг двух осей); г - специальные (для закрепления валов)
 используют для закрепления заготовок 4 или каких-либо") Прихваты • Прихваты с ручным приводом (а) используют для закрепления заготовок 4 или каких-либо приспособлений на столе фрезерного станка болтами 3. Нередко один из концов прихвата опирается на подставку 1 (б) • Гидрофицированные прихваты (в, г, д, е) Гидроцилиндр может быть выполнен в виде отдельного блока (в). Другие конструкции (г, д, е) имеют встроенный гидропривод
Прихваты • Прихваты с ручным приводом (а) используют для закрепления заготовок 4 или каких-либо приспособлений на столе фрезерного станка болтами 3. Нередко один из концов прихвата опирается на подставку 1 (б) • Гидрофицированные прихваты (в, г, д, е) Гидроцилиндр может быть выполнен в виде отдельного блока (в). Другие конструкции (г, д, е) имеют встроенный гидропривод
 Стандартизованное приспособление на базе прихватов с ручным приводом 1 — базовая плита; 2 — опора; 3 — установочная планка; 4 — крепежный болт; 5 — прихват; 6 — заготовка Элементы приспособлений с прихватами стандартизованы. В качестве примера представлено приспособление, собираемое из стандартизованных элементов. В нем прихваты имеют ручной привод
Стандартизованное приспособление на базе прихватов с ручным приводом 1 — базовая плита; 2 — опора; 3 — установочная планка; 4 — крепежный болт; 5 — прихват; 6 — заготовка Элементы приспособлений с прихватами стандартизованы. В качестве примера представлено приспособление, собираемое из стандартизованных элементов. В нем прихваты имеют ручной привод
 Угловые плиты • При обработке плоскостей, расположенных под углом для закрепления заготовки применяют угловые плиты: обычные (а) и универсальные, допускающие поворот вокруг одной (б) или двух (в) осей
Угловые плиты • При обработке плоскостей, расположенных под углом для закрепления заготовки применяют угловые плиты: обычные (а) и универсальные, допускающие поворот вокруг одной (б) или двух (в) осей
 Делительные приспособления • Делительные столы • Делительные головки Делительные столы подразделяют на круглые неповоротные и поворотные. Столы бывают с ручным, пневматическим, гидравлическим и электрическим приводами
Делительные приспособления • Делительные столы • Делительные головки Делительные столы подразделяют на круглые неповоротные и поворотные. Столы бывают с ручным, пневматическим, гидравлическим и электрическим приводами
 с мембранным пневмоприводом, который встроен в основание 1") Типы столов • Неповоротный стол (а) с мембранным пневмоприводом, который встроен в основание 1 стола (б, сечение). Мембрана 2 связана со штоком 3. В шток ввинчивают сменные тяги или толкатели, которые зажимают заготовку при подаче воздуха через поворотный кран 4 в полость пневмокамеры. • Поворотный стол (в) может быть выполнен с ручным, гидравлическим или мембранным пневмоприводом. Поворот стола 6 осуществляют вручную штурвалом 5 через червячную пару, вмонтированную в основание 1 стола. Пневмокран 7 служит для управления операциями зажима и разжима заготовки.
Типы столов • Неповоротный стол (а) с мембранным пневмоприводом, который встроен в основание 1 стола (б, сечение). Мембрана 2 связана со штоком 3. В шток ввинчивают сменные тяги или толкатели, которые зажимают заготовку при подаче воздуха через поворотный кран 4 в полость пневмокамеры. • Поворотный стол (в) может быть выполнен с ручным, гидравлическим или мембранным пневмоприводом. Поворот стола 6 осуществляют вручную штурвалом 5 через червячную пару, вмонтированную в основание 1 стола. Пневмокран 7 служит для управления операциями зажима и разжима заготовки.
 Делительные головки • Делительные головки применяются для установки, зажима и периодического поворота или непрерывного вращения заготовок небольших деталей на консольных универсально-фрезерных и широкоуниверсальных станках с ручным управлением. • Различают простые и универсальные делительные головки. • Делительные головки в основном состоят из корпуса, поворотной части, делительного устройства (фиксатора) и механизма зажима поворотной части. • Поворот, фиксацию и зажим поворотной части до обработки заготовки и разжим поворотной части, вывод фиксатора после обработки на многих делительных головках осуществляют вручную.
Делительные головки • Делительные головки применяются для установки, зажима и периодического поворота или непрерывного вращения заготовок небольших деталей на консольных универсально-фрезерных и широкоуниверсальных станках с ручным управлением. • Различают простые и универсальные делительные головки. • Делительные головки в основном состоят из корпуса, поворотной части, делительного устройства (фиксатора) и механизма зажима поворотной части. • Поворот, фиксацию и зажим поворотной части до обработки заготовки и разжим поворотной части, вывод фиксатора после обработки на многих делительных головках осуществляют вручную.
 Применяют для фрезерования шлицев, шестигранников и квадратов на заготовках круглого и других сечений. Головку устанавливают и закрепляют на столе фрезерного станка. Шпиндель головки можно устанавливать в вертикальное и горизонтальное положение.
Применяют для фрезерования шлицев, шестигранников и квадратов на заготовках круглого и других сечений. Головку устанавливают и закрепляют на столе фрезерного станка. Шпиндель головки можно устанавливать в вертикальное и горизонтальное положение.
 Универсально-делительная головка
Универсально-делительная головка
, устанавливаемая на горизонтальнофрезерном") Приспособления, расширяющие технологические возможности фрезерных станков • Дополнительная вертикальнофрезерная головка (а), устанавливаемая на горизонтальнофрезерном станке, делает его более универсальным. • Приспособление для фрезерования реек (б). • Двухшпинделъная фрезерная головка (в), может быть использована при обработке заготовки сразу с двух сторон или при фрезеровании ступенчатых поверхностей • Сверлильная головка ( г), используется при сверлении малых отверстий, когда необходима большая частота вращения инструмента • Шлифовальная головка (д). • Долбежную головку (е) используют на фрезерном станке при отсутствии на производстве долбежного станка. • Крестовый стол (ж) • Дополнительный стол для продольных перемещений (з)
Приспособления, расширяющие технологические возможности фрезерных станков • Дополнительная вертикальнофрезерная головка (а), устанавливаемая на горизонтальнофрезерном станке, делает его более универсальным. • Приспособление для фрезерования реек (б). • Двухшпинделъная фрезерная головка (в), может быть использована при обработке заготовки сразу с двух сторон или при фрезеровании ступенчатых поверхностей • Сверлильная головка ( г), используется при сверлении малых отверстий, когда необходима большая частота вращения инструмента • Шлифовальная головка (д). • Долбежную головку (е) используют на фрезерном станке при отсутствии на производстве долбежного станка. • Крестовый стол (ж) • Дополнительный стол для продольных перемещений (з)
 Резьбонакатные станки Резьбонакатной станок с плоскими плашками Схема накатывания резьбы круглыми плашками
Резьбонакатные станки Резьбонакатной станок с плоскими плашками Схема накатывания резьбы круглыми плашками
 Резьбофрезерный станок 561, 563 Б
Резьбофрезерный станок 561, 563 Б