3 Сварка Севостьянов.ppt
- Количество слайдов: 45
 Сварка Выполнили студенты 3 курса группы 5 МЭ 11 Севостьянов Д. А Поливец С. С
Сварка Выполнили студенты 3 курса группы 5 МЭ 11 Севостьянов Д. А Поливец С. С
 Общее понятие сварки • Сваркой называется процесс образования неразъемного соединения деталей или их отдельных частей вследствие межатомного взаимодействия или действия сил молекулярного сцепления. Сваркой соединяют металлы и неметаллические материалы, например, стекло, пластмассы и др. При сварке металлов, за исключением холодной сварки, производят местный нагрев соединяемых частей до перехода их в пластическое (сварка давлением) или в рас плавленное состояние (сварка плавлением). Стремятся, чтобы металл шва обла гал одинаковыми свойствами с основным металлом. Это определяет подбор присадочного материала и режима сварки.
Общее понятие сварки • Сваркой называется процесс образования неразъемного соединения деталей или их отдельных частей вследствие межатомного взаимодействия или действия сил молекулярного сцепления. Сваркой соединяют металлы и неметаллические материалы, например, стекло, пластмассы и др. При сварке металлов, за исключением холодной сварки, производят местный нагрев соединяемых частей до перехода их в пластическое (сварка давлением) или в рас плавленное состояние (сварка плавлением). Стремятся, чтобы металл шва обла гал одинаковыми свойствами с основным металлом. Это определяет подбор присадочного материала и режима сварки.
 • На ремонтных предприятиях нефтяной и газовой промышленности для ремонта стальных деталей в основном применяют ручную электродуговую и реже ручную газовую сварку. Для деталей из чугуна обычно используют ручную газовую сварку и реже электродуговую с нагревом всей детали, с местным нагревом и без подогрева. Для ремонта деталей из цветных метал лов применяют ручную газовую или аргоно дуговую сварку. • Оборудование, используемое при ремонте деталей сваркой, такое же, как и при сварке новых деталей. • Сваркой соединяют отдельные части деталей, заваривают трещины, рако вины и устраняют другие дефекты.
• На ремонтных предприятиях нефтяной и газовой промышленности для ремонта стальных деталей в основном применяют ручную электродуговую и реже ручную газовую сварку. Для деталей из чугуна обычно используют ручную газовую сварку и реже электродуговую с нагревом всей детали, с местным нагревом и без подогрева. Для ремонта деталей из цветных метал лов применяют ручную газовую или аргоно дуговую сварку. • Оборудование, используемое при ремонте деталей сваркой, такое же, как и при сварке новых деталей. • Сваркой соединяют отдельные части деталей, заваривают трещины, рако вины и устраняют другие дефекты.
 Классификация сварки металлов Физические признаки, в зависимости от формы энергии, используемой для образования сварного соединения, подразделяются на три класса: • Термический класс: виды сварки, осуществляемые плавлением с использованием тепловой энергии. • Термомеханический класс: виды сварки, осуществляемые с использованием тепловой энергии и давления. • Механический класс: виды сварки, осуществляемые с использованием механической энергии и давления.
Классификация сварки металлов Физические признаки, в зависимости от формы энергии, используемой для образования сварного соединения, подразделяются на три класса: • Термический класс: виды сварки, осуществляемые плавлением с использованием тепловой энергии. • Термомеханический класс: виды сварки, осуществляемые с использованием тепловой энергии и давления. • Механический класс: виды сварки, осуществляемые с использованием механической энергии и давления.
 Термический класс • Электродуговая сварка: Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому большая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.
Термический класс • Электродуговая сварка: Источником теплоты является электрическая дуга, возникающая между торцом электрода и свариваемым изделием при протекании сварочного тока в результате замыкания внешней цепи электросварочного аппарата. Сопротивление электрической дуги больше, чем сопротивление сварочного электрода и проводов, поэтому большая часть тепловой энергии электрического тока выделяется именно в плазму электрической дуги. Этот постоянный приток тепловой энергии поддерживает плазму (электрическую дугу) от распада.

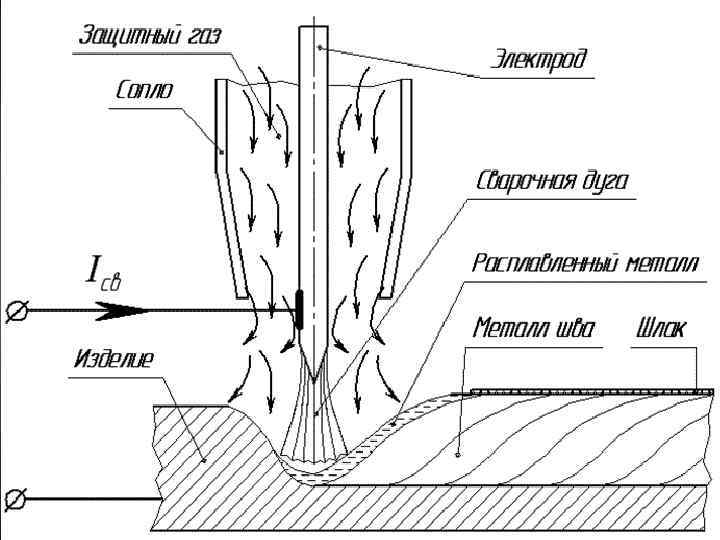
 Сварка не плавящимся электродом • Сварка неплавящимся вольфрамовым электродом в защитном газе использует тепло, образующееся при горении электрической дуги между электродом и основным металлом. Температура в столбе дуги, в процессе может достигать 19 500 °С. • Вольфрамовый электрод закрепляется в токопроводящем устройстве специальной горелки, к которой по шлангам подводится токоведущий провод и защитный инертный газ. Истекающая из сопла горелки струя аргона оттесняет воздух и надежно защищает электрод, дугу, сварочную ванну и околошовную зону от окисления и азотирования. Таким образом, процесс осуществляется при струйной защите зоны сварки от контакта с воздухом. Если возникает необходимость в добавочном (присадочном) металле для заполнения шва (получения сварочного валика), то в дугу подается присадочная проволока, как правило, того же или близкого состава, что и свариваемый металл.
Сварка не плавящимся электродом • Сварка неплавящимся вольфрамовым электродом в защитном газе использует тепло, образующееся при горении электрической дуги между электродом и основным металлом. Температура в столбе дуги, в процессе может достигать 19 500 °С. • Вольфрамовый электрод закрепляется в токопроводящем устройстве специальной горелки, к которой по шлангам подводится токоведущий провод и защитный инертный газ. Истекающая из сопла горелки струя аргона оттесняет воздух и надежно защищает электрод, дугу, сварочную ванну и околошовную зону от окисления и азотирования. Таким образом, процесс осуществляется при струйной защите зоны сварки от контакта с воздухом. Если возникает необходимость в добавочном (присадочном) металле для заполнения шва (получения сварочного валика), то в дугу подается присадочная проволока, как правило, того же или близкого состава, что и свариваемый металл.
 нагревает торец электрода") Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка под флюсом, электрошлаковая сварка. • Достоинства способа сварки неплавящимся электродом: Высокая устойчивость дуги независимо от рода (полярности) тока; Возможно получение металла шва с долей участия основного металла от 0 до 100%; Изменяя скорость подачи и угол наклона, профиль, марку присадочной проволоки можно регулировать химический состав металла шва и геометрические параметры сварного шва.
Выделяющееся тепло (в том числе за счёт теплового излучения из плазмы) нагревает торец электрода и оплавляет свариваемые поверхности, что приводит к образованию сварочной ванны — объёма жидкого металла. В процессе остывания и кристаллизации сварочной ванны образуется сварное соединение. Основными разновидностями электродуговой сварки являются: ручная дуговая сварка, сварка неплавящимся электродом, сварка под флюсом, электрошлаковая сварка. • Достоинства способа сварки неплавящимся электродом: Высокая устойчивость дуги независимо от рода (полярности) тока; Возможно получение металла шва с долей участия основного металла от 0 до 100%; Изменяя скорость подачи и угол наклона, профиль, марку присадочной проволоки можно регулировать химический состав металла шва и геометрические параметры сварного шва.
 • Недостатки способа сварки неплавящимся электродом: Низкая эффективность использования электрической энергии (коэффициент полезного действия от 0, 40 до 0, 55); Необходимость в устройствах, обеспечивающих начальное возбуждение дуги; Высокая скорость охлаждения сварного соединения. • Области применения способа сварки неплавящимся электродом: Сварка тонколистового металла; Сварка сталей всех классов, цветного металла и их сплавов; Возможно получение качественных сварных соединений при сварке разнородных металлов.
• Недостатки способа сварки неплавящимся электродом: Низкая эффективность использования электрической энергии (коэффициент полезного действия от 0, 40 до 0, 55); Необходимость в устройствах, обеспечивающих начальное возбуждение дуги; Высокая скорость охлаждения сварного соединения. • Области применения способа сварки неплавящимся электродом: Сварка тонколистового металла; Сварка сталей всех классов, цветного металла и их сплавов; Возможно получение качественных сварных соединений при сварке разнородных металлов.

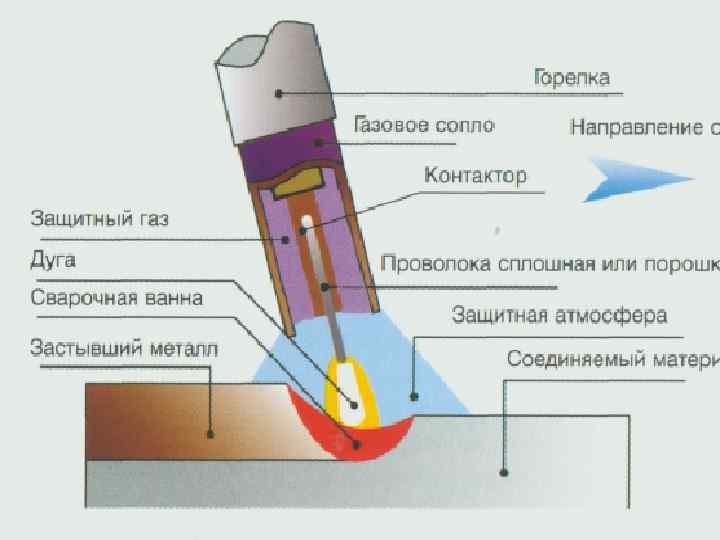
 Полуавтоматическая сварка проволокой в защитных газах • В качестве электрода используется металлическая проволока, к которой через специальное приспособление (токопроводящий наконечник) подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения постоянной длины дуги проволока подаётся автоматически механизмом подачи проволоки. Для защиты от атмосферы применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной горелки вместе с электродной проволокой. При отсутствии возможности проводить полуавтоматическую сварку в среде защитных газов так же применяют самозащитную проволоку (порошковую
Полуавтоматическая сварка проволокой в защитных газах • В качестве электрода используется металлическая проволока, к которой через специальное приспособление (токопроводящий наконечник) подводится ток. Электрическая дуга расплавляет проволоку, и для обеспечения постоянной длины дуги проволока подаётся автоматически механизмом подачи проволоки. Для защиты от атмосферы применяются защитные газы (аргон, гелий, углекислый газ и их смеси), подающиеся из сварочной горелки вместе с электродной проволокой. При отсутствии возможности проводить полуавтоматическую сварку в среде защитных газов так же применяют самозащитную проволоку (порошковую
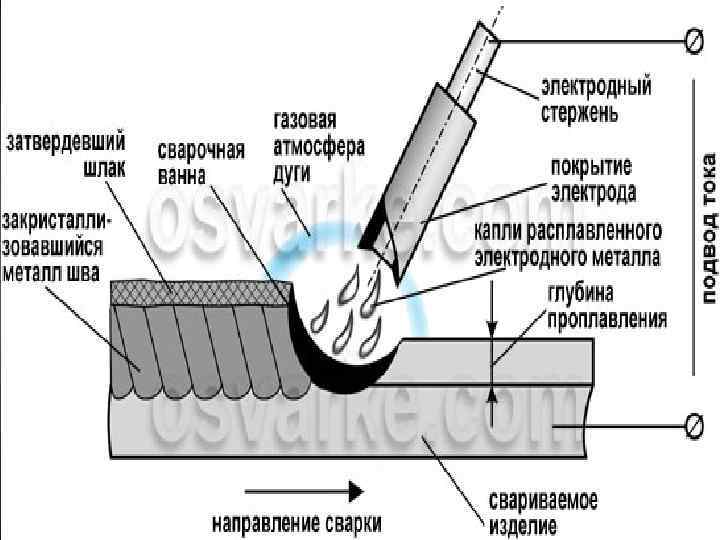
 Ручная дуговая сварка • Для сварки используют электрод с нанесённым на его поверхность покрытием (обмазкой). • При плавлении обмазки образуется защитный слой, отделяющий зону сварки от атмосферных газов (азота, кислорода), и способствующий легированию шва, повышению стабильности горения дуги, удалению неметаллических включений из металла шва, формированию шва и т. д. В зависимости от типа электрода и свариваемых материалов электросварка производится постоянным током обеих полярностей или переменным током. • Ручная и полуавтоматическая импульсная сварка алюминия является более сложным процессом, чем электродуговая сварка чёрных металлов. Причиной тому — уникальные свойства алюминиевых сплавов, за которые они и ценятся.
Ручная дуговая сварка • Для сварки используют электрод с нанесённым на его поверхность покрытием (обмазкой). • При плавлении обмазки образуется защитный слой, отделяющий зону сварки от атмосферных газов (азота, кислорода), и способствующий легированию шва, повышению стабильности горения дуги, удалению неметаллических включений из металла шва, формированию шва и т. д. В зависимости от типа электрода и свариваемых материалов электросварка производится постоянным током обеих полярностей или переменным током. • Ручная и полуавтоматическая импульсная сварка алюминия является более сложным процессом, чем электродуговая сварка чёрных металлов. Причиной тому — уникальные свойства алюминиевых сплавов, за которые они и ценятся.
 • В процессе сварки электроду сообщается движение в трех направлениях. Первое движение – поступательное, направлено по оси электрода. Этим движением поддерживается постоянная длина дуги в зависимости от скорости плавления электрода. Длина дуги при ручной сварке в зависимости от условий сварки и марки электрода должна быть в пределах (0, 5– 1, 2)dэл. Чрезмерное уменьшение длины дуги ухудшает формирование шва и может привести к короткому замыканию. Чрезмерное увеличение длины дуги приводит к снижению глубины провара, увеличению разбрызгивания электродного металла и ухудшению качества шва как по форме, так и по механическим свойствам, а при сварке электродами с покрытием основного вида – и к порообразованию.
• В процессе сварки электроду сообщается движение в трех направлениях. Первое движение – поступательное, направлено по оси электрода. Этим движением поддерживается постоянная длина дуги в зависимости от скорости плавления электрода. Длина дуги при ручной сварке в зависимости от условий сварки и марки электрода должна быть в пределах (0, 5– 1, 2)dэл. Чрезмерное уменьшение длины дуги ухудшает формирование шва и может привести к короткому замыканию. Чрезмерное увеличение длины дуги приводит к снижению глубины провара, увеличению разбрызгивания электродного металла и ухудшению качества шва как по форме, так и по механическим свойствам, а при сварке электродами с покрытием основного вида – и к порообразованию.
 • Второе движение – перемещение электрода вдоль оси валика для образования шва. Скорость этого движения устанавливается в зависимости от силы тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается узкий шов (ниточный валик) шириной примерно 1, 5 диаметра электрода. Такие швы применяют при сварке тонких листов, наложении первого (корневого) слоя многослойного шва, сварке по способу опирания и в других случаях. • Третье движение – перемещение электрода поперек шва для получения требуемых ширины шва и глубины проплавления. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика (см. рисунок ниже). Ширина швов, получаемых с поперечными колебаниями, обычно составляет 1, 5– 5 диаметров электрода.
• Второе движение – перемещение электрода вдоль оси валика для образования шва. Скорость этого движения устанавливается в зависимости от силы тока, диаметра электрода, скорости его плавления, вида шва и других факторов. При отсутствии поперечных движений электрода получается узкий шов (ниточный валик) шириной примерно 1, 5 диаметра электрода. Такие швы применяют при сварке тонких листов, наложении первого (корневого) слоя многослойного шва, сварке по способу опирания и в других случаях. • Третье движение – перемещение электрода поперек шва для получения требуемых ширины шва и глубины проплавления. Поперечные колебательные движения конца электрода определяются формой разделки, размерами и положением шва, свойствами свариваемого материала, навыком сварщика (см. рисунок ниже). Ширина швов, получаемых с поперечными колебаниями, обычно составляет 1, 5– 5 диаметров электрода.
 Преимущества ручной дуговой сварки • возможность сварки в любых пространственных положениях; • возможность сварки в местах с ограниченным доступом; • сравнительно быстрый переход от одного свариваемого материала к другому; • возможность сварки самых различных сталей благодаря широкому выбору выпускаемых марок электродов; • простота и транспортабельность сварочного оборудования. Недостатки ручной дуговой сварки • низкие КПД и производительность по сравнению с другими технологиями сварки; • качество соединений во многом зависит от квалификации сварщика; • вредные условия процесса сварки.
Преимущества ручной дуговой сварки • возможность сварки в любых пространственных положениях; • возможность сварки в местах с ограниченным доступом; • сравнительно быстрый переход от одного свариваемого материала к другому; • возможность сварки самых различных сталей благодаря широкому выбору выпускаемых марок электродов; • простота и транспортабельность сварочного оборудования. Недостатки ручной дуговой сварки • низкие КПД и производительность по сравнению с другими технологиями сварки; • качество соединений во многом зависит от квалификации сварщика; • вредные условия процесса сварки.
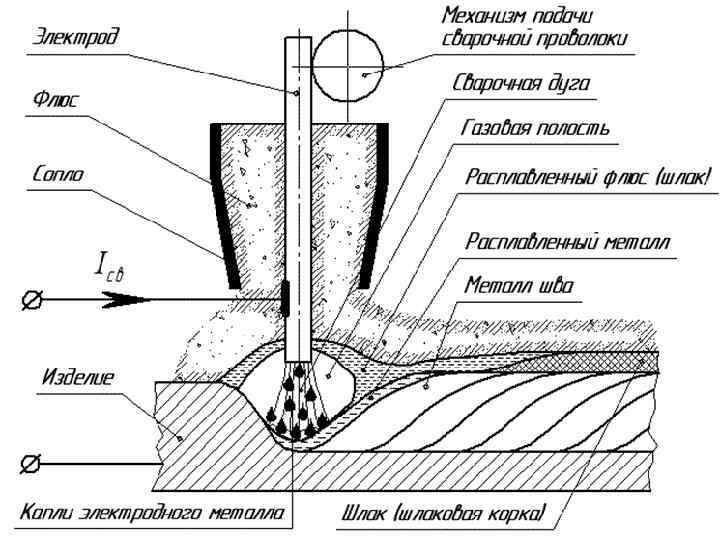
 Сварка под флюсом • В англоязычной иностранной литературе именуется как SAW. В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
Сварка под флюсом • В англоязычной иностранной литературе именуется как SAW. В этом виде сварки конец электрода (в виде металлической проволоки или стержня) подаётся под слой флюса. Горение дуги происходит в газовом пузыре, находящемся между металлом и слоем флюса, благодаря чему улучшается защита металла от вредного воздействия атмосферы и увеличивается глубина проплавления металла.
 • Дуга, возбуждаемая между голой электродной проволокой и изделием, горит под слоем сыпучего флюса. Под действием высокой температуры флюс плавится и вокруг дуги создается газовый пузырь, у которого, оболочкой является слой расплавленного флюса небольшой толщины. Эта оболочка надежно защищает расплавленный металл от вредного воздействия воздуха. Плавление кромок свариваемых деталей и электродной проволоки происходит внутри этого пузыря. Электродная проволока непрерывно подается к изделию со скоростью, которая равна скорости ее плавления. • Капли расплавленного металла проволоки, проходя через дуговой промежуток, сливаются с жидким металлом расплавляемых кромок и образуют сварочную ванну. Дуга перемещается по изделию со скоростью сварки, или изделие перемещается под дугой с этой же скоростью сварка под флюсомс помощью механизмов различной конструкции. После кристаллизации шов оказывается покрытым слоем шлаковой корки, которая обычно легко разрушается и отслаивается при остывании.
• Дуга, возбуждаемая между голой электродной проволокой и изделием, горит под слоем сыпучего флюса. Под действием высокой температуры флюс плавится и вокруг дуги создается газовый пузырь, у которого, оболочкой является слой расплавленного флюса небольшой толщины. Эта оболочка надежно защищает расплавленный металл от вредного воздействия воздуха. Плавление кромок свариваемых деталей и электродной проволоки происходит внутри этого пузыря. Электродная проволока непрерывно подается к изделию со скоростью, которая равна скорости ее плавления. • Капли расплавленного металла проволоки, проходя через дуговой промежуток, сливаются с жидким металлом расплавляемых кромок и образуют сварочную ванну. Дуга перемещается по изделию со скоростью сварки, или изделие перемещается под дугой с этой же скоростью сварка под флюсомс помощью механизмов различной конструкции. После кристаллизации шов оказывается покрытым слоем шлаковой корки, которая обычно легко разрушается и отслаивается при остывании.
 Преимущества сварки под флюсом по отношению к ручной сварке можно характеризовать следующими факторами: • 1. Производительность выше в 5 20 раз и более (в зависимости от вида изделия и условий сварки). Достигается это за счет увеличения плотности сварочного тока и скорости сварки, более полного использования теплоты сварочной дуги, уменьшения количества присадочного металла и повышения коэффициента наплавки. • 2. Сварные швы отличаются высокой стабильностью качества, поскольку оно не зависит от квалификации и индивидуальных особенностей сварщика. Повышению качества способствуют хорошая защита металла сварочной ванны от воздействия азота и кислорода воздуха, рафинирующее (очищающее) действие шлака, лучшие условия для выделения газов и ряд других причин. • 3. Экономия сварочных материалов и электроэнергии. Производство проволоки и флюса дешевле, чем производство штучных электродов. Кроме того, при сварке под флюсом значительно меньше угар и разбрызгивание, нет огарков. По сравнению с ручной сваркой при автоматической сварке экономия достигает 30 40%.
Преимущества сварки под флюсом по отношению к ручной сварке можно характеризовать следующими факторами: • 1. Производительность выше в 5 20 раз и более (в зависимости от вида изделия и условий сварки). Достигается это за счет увеличения плотности сварочного тока и скорости сварки, более полного использования теплоты сварочной дуги, уменьшения количества присадочного металла и повышения коэффициента наплавки. • 2. Сварные швы отличаются высокой стабильностью качества, поскольку оно не зависит от квалификации и индивидуальных особенностей сварщика. Повышению качества способствуют хорошая защита металла сварочной ванны от воздействия азота и кислорода воздуха, рафинирующее (очищающее) действие шлака, лучшие условия для выделения газов и ряд других причин. • 3. Экономия сварочных материалов и электроэнергии. Производство проволоки и флюса дешевле, чем производство штучных электродов. Кроме того, при сварке под флюсом значительно меньше угар и разбрызгивание, нет огарков. По сравнению с ручной сваркой при автоматической сварке экономия достигает 30 40%.
 • 4. Лучшие условия труда, что обусловливается полной автоматизацией процесса сварки, отсутствием светового излучения и меньшей загазованностью окружающего пространства. • 5. Сварка под флюсом в принципе не требует оператора сварщика высокой квалификации. Вместе с тем сварка под флюсом обладает одним существенным ограничением по применению. Ее можно выполнять только в нижнем положении из за высокой текучести сварочной ванны. Поэтому шов или выполняемый участок шва находится в горизонтальной плоскости. Наклон плоскости на 10 15° приводит к стеканию расплавленных флюса и металла, что сильно усложняет сварку изделий, швы которых расположены в пространстве по разному. Такие изделия приходится выставлять в удобное для сварки положение, часто поворачивать их в процессе выполнения работ, что требует применения дополнительных приспособлений, таких, как кантователи, манипуляторы, позиционеры, которые сами по себе являются довольно сложными устройствами.
• 4. Лучшие условия труда, что обусловливается полной автоматизацией процесса сварки, отсутствием светового излучения и меньшей загазованностью окружающего пространства. • 5. Сварка под флюсом в принципе не требует оператора сварщика высокой квалификации. Вместе с тем сварка под флюсом обладает одним существенным ограничением по применению. Ее можно выполнять только в нижнем положении из за высокой текучести сварочной ванны. Поэтому шов или выполняемый участок шва находится в горизонтальной плоскости. Наклон плоскости на 10 15° приводит к стеканию расплавленных флюса и металла, что сильно усложняет сварку изделий, швы которых расположены в пространстве по разному. Такие изделия приходится выставлять в удобное для сварки положение, часто поворачивать их в процессе выполнения работ, что требует применения дополнительных приспособлений, таких, как кантователи, манипуляторы, позиционеры, которые сами по себе являются довольно сложными устройствами.
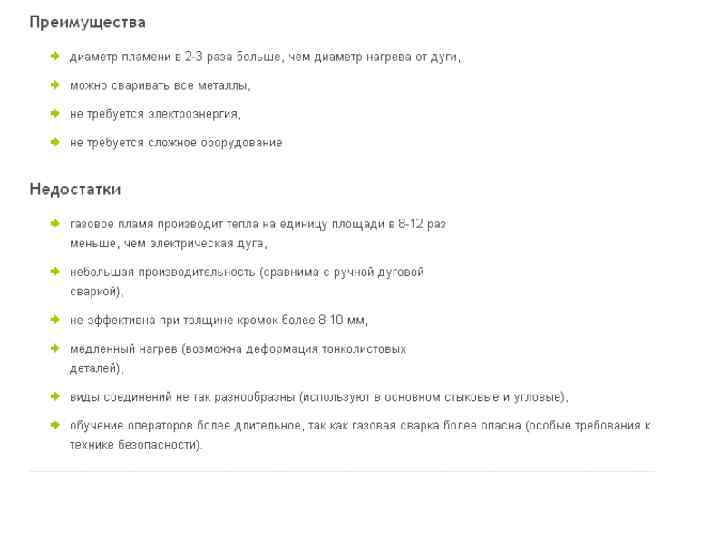
 Газопламенная сварка • При ручной газовой сварке пламя горелки направляется на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2 6 мм от конца ядра пламени. Нельзя касаться поверхности расплавленного металла концом ядра пламени, так как это вызывает науглероживание металла сварочной ванны. Конец присадочной проволоки должен находиться также в восстановительной зоне пламени или быть погруженным в сварочную ванну. • Скорость нагрева металла регулируется изменением угла наклона мундштука к поверхности свариваемого металла. Чем больше этот угол, тем больше тепла передается от пламени металлу, металл будет быстрее нагреваться и будет обеспечено более глубокое проплавление металла.
Газопламенная сварка • При ручной газовой сварке пламя горелки направляется на свариваемый металл так, чтобы кромки находились в восстановительной зоне пламени на расстоянии 2 6 мм от конца ядра пламени. Нельзя касаться поверхности расплавленного металла концом ядра пламени, так как это вызывает науглероживание металла сварочной ванны. Конец присадочной проволоки должен находиться также в восстановительной зоне пламени или быть погруженным в сварочную ванну. • Скорость нагрева металла регулируется изменением угла наклона мундштука к поверхности свариваемого металла. Чем больше этот угол, тем больше тепла передается от пламени металлу, металл будет быстрее нагреваться и будет обеспечено более глубокое проплавление металла.

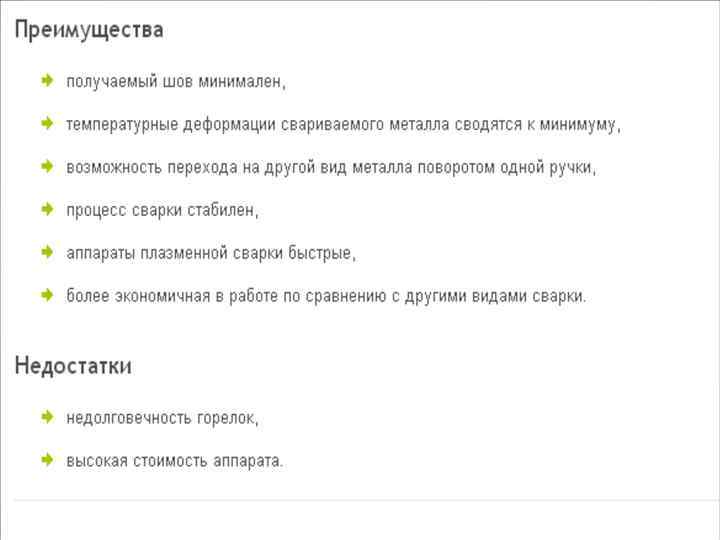
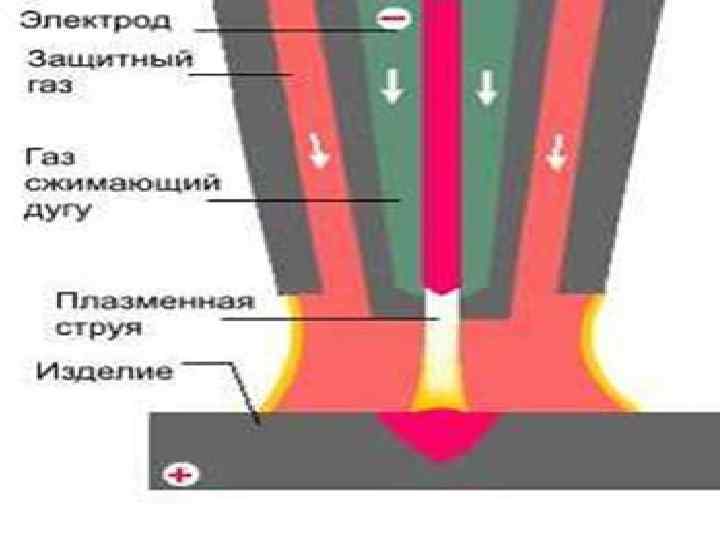
 Плазменная сварка • Для производства изделий из алюминия и сплавов алюминия, плазменная сварка является наиболее перспективной. Плазменная сварка алюминия широко используется для производства и ремонта различных изделий. • Плазменная сварка алюминия решает многие сложности связанные с особенностями этого металла и его спалавов. Плохо поддаются сварке сплавы алюминия обладающие высокой прочностью. И кроме того, сплавы алюминия бывают деформируемые и литейные. • При применении плазменной сварки, зона влияния высоких температур значительно меньше и, следовательно, изделие из алюминия меньше деформируется. • С помощью плазменной сварки легко сделать бездефектные, узкие сварочные швы. И кроме того, использование плазменной сварки позволяет создавать швы практически равные по прочности основному материалу. • В местах соединений, при работе плазменной сваркой, почти отсутствует газовая пористость, которая характерна для сварки другими способами.
Плазменная сварка • Для производства изделий из алюминия и сплавов алюминия, плазменная сварка является наиболее перспективной. Плазменная сварка алюминия широко используется для производства и ремонта различных изделий. • Плазменная сварка алюминия решает многие сложности связанные с особенностями этого металла и его спалавов. Плохо поддаются сварке сплавы алюминия обладающие высокой прочностью. И кроме того, сплавы алюминия бывают деформируемые и литейные. • При применении плазменной сварки, зона влияния высоких температур значительно меньше и, следовательно, изделие из алюминия меньше деформируется. • С помощью плазменной сварки легко сделать бездефектные, узкие сварочные швы. И кроме того, использование плазменной сварки позволяет создавать швы практически равные по прочности основному материалу. • В местах соединений, при работе плазменной сваркой, почти отсутствует газовая пористость, которая характерна для сварки другими способами.
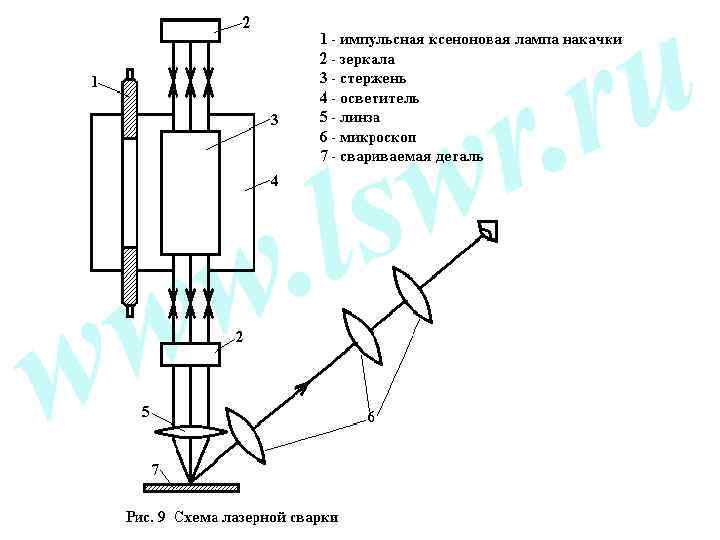
 Лазерная сварка • Источником теплоты служит лазерный луч. Применяют лазерные установки всех видов. Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки. • Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО 2. Вакуум, как при электронно лучевой сварке, не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из за высокой концентрации энергии (в пятне диаметром 0, 1 мм и менее) в процессе лазерной сварки объём сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций
Лазерная сварка • Источником теплоты служит лазерный луч. Применяют лазерные установки всех видов. Высокая концентрация энергии, большая скорость лазерной сварки по сравнению с дуговыми способами, незначительное тепловое воздействие на околошовную зону вследствие высоких скоростей нагрева и охлаждения металла существенно повышают сопротивляемость большинства конструкционных материалов образованию горячих и холодных трещин. Это обеспечивает высокое качество сварных соединений из материалов, плохо свариваемых другими способами сварки. • Лазерную сварку производят на воздухе или в среде защитных газов: аргона, СО 2. Вакуум, как при электронно лучевой сварке, не нужен, поэтому лазерным лучом можно сваривать крупногабаритные конструкции. Лазерный луч легко управляется и регулируется, с помощью зеркальных оптических систем легко транспортируется и направляется в труднодоступные для других способов места. В отличие от электронного луча и электрической дуги на него не влияют магнитные поля, что обеспечивает стабильное формирование шва. Из за высокой концентрации энергии (в пятне диаметром 0, 1 мм и менее) в процессе лазерной сварки объём сварочной ванны небольшой, малая ширина зоны термического влияния, высокие скорости нагрева и охлаждения. Это обеспечивает высокую технологическую прочность сварных соединений, небольшие деформации сварных конструкций
 Термомеханический класс • Контактная сварка • При сварке происходят два последовательных процесса: нагрев свариваемых изделий до пластического состояния и их совместное пластическое деформирование. Основными разновидностями контактной сварки являются: точечная контактная сварка, стыковая сварка, рельефная сварка, шовная сварка. • Точечная сварка: • При точечной сварке детали зажимаются в электродах сварочной машины или специальных сварочных клещах. После этого между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Металл кристаллизуется при сжатых электродах и образуется сварное соединение.
Термомеханический класс • Контактная сварка • При сварке происходят два последовательных процесса: нагрев свариваемых изделий до пластического состояния и их совместное пластическое деформирование. Основными разновидностями контактной сварки являются: точечная контактная сварка, стыковая сварка, рельефная сварка, шовная сварка. • Точечная сварка: • При точечной сварке детали зажимаются в электродах сварочной машины или специальных сварочных клещах. После этого между электродами начинает протекать большой ток, который разогревает металл деталей в месте их контакта до температур плавления. Затем ток отключается и осуществляется «проковка» за счёт увеличения силы сжатия электродов. Металл кристаллизуется при сжатых электродах и образуется сварное соединение.

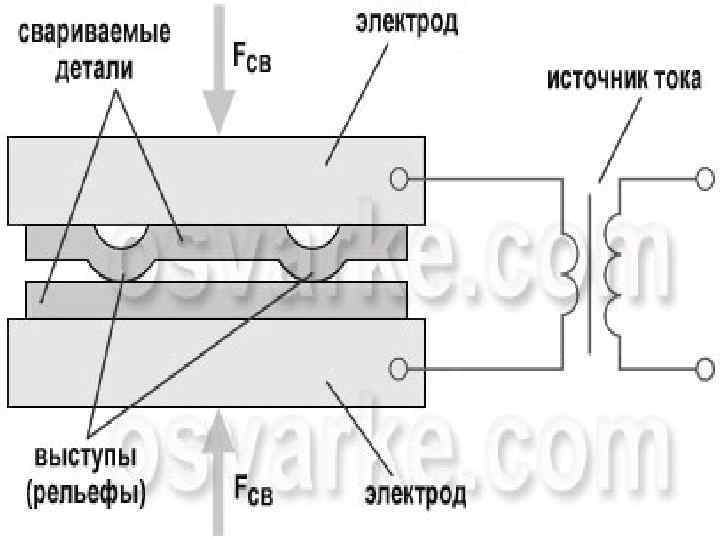
 Рельефная сварка • Сущность процесса • На поверхности одной или обеих свариваемых заготовок заранее выштамповываются выступы (рельефы) круглой, кольцевой, продолговатой или другой формы. Затем детали зажимаются между электродами, обычно имеющими форму плиты, с приложением к ним усилия Fсв, и включается сварочный ток. • Металл выступа начинает интенсивно нагреваться и постепенно деформируется. На определенной стадии в месте контакта заготовок образуется зона расплавления как при точечной сварке. По мере протекания сварочного тока возрастает объем зоны расплавления, а металл выступа, деформируясь, выходит на наружную поверхность заготовки. После выключения тока расплав охлаждается и кристаллизуется с образованием ядра, окруженного уплотняющим пояском пластически деформированного металла, по которому соединение сформировалось без расплавления.
Рельефная сварка • Сущность процесса • На поверхности одной или обеих свариваемых заготовок заранее выштамповываются выступы (рельефы) круглой, кольцевой, продолговатой или другой формы. Затем детали зажимаются между электродами, обычно имеющими форму плиты, с приложением к ним усилия Fсв, и включается сварочный ток. • Металл выступа начинает интенсивно нагреваться и постепенно деформируется. На определенной стадии в месте контакта заготовок образуется зона расплавления как при точечной сварке. По мере протекания сварочного тока возрастает объем зоны расплавления, а металл выступа, деформируясь, выходит на наружную поверхность заготовки. После выключения тока расплав охлаждается и кристаллизуется с образованием ядра, окруженного уплотняющим пояском пластически деформированного металла, по которому соединение сформировалось без расплавления.
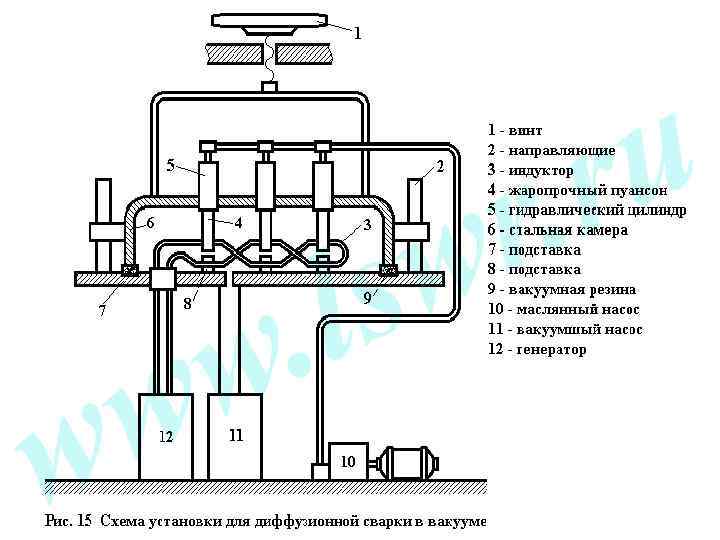
 Диффузионная сварка • Сварка осуществляется за счёт диффузии — взаимного проникновения атомов свариваемых изделий при повышенной температуре. Сварку проводят в вакуумной установке, нагревая места соединения до 800 °C. Вместо вакуума может быть использована среда защитных газов. Методом диффузной сварки можно пользоваться при создании соединений из разнородных металлов, отличающихся по своим физико химическим свойствам, изготавливать изделия из многослойных композитных материалов. • Способ был разработан в 1950 х годах Н. Ф. Казаковым.
Диффузионная сварка • Сварка осуществляется за счёт диффузии — взаимного проникновения атомов свариваемых изделий при повышенной температуре. Сварку проводят в вакуумной установке, нагревая места соединения до 800 °C. Вместо вакуума может быть использована среда защитных газов. Методом диффузной сварки можно пользоваться при создании соединений из разнородных металлов, отличающихся по своим физико химическим свойствам, изготавливать изделия из многослойных композитных материалов. • Способ был разработан в 1950 х годах Н. Ф. Казаковым.
 Сварка трением • Существует несколько схем сварки трением, первой появилась соосная. Суть процесса состоит в следующем: на специальном оборудовании (машине сварки трением) одна из свариваемых деталей устанавливается во вращающийся патрон, вторая крепится в неподвижный суппорт, который имеет возможность перемещения вдоль оси. Деталь, установленная в патрон, начинает вращаться, а деталь, установленная в суппорте, приближается к первой и достаточно большим давлением воздействует на неё. В результате трения одного торца о другой происходит износ поверхностей и слои металла разных деталей приближаются друг к другу на расстояния, соразмерные размеру атомов. Начинают действовать атомные связи (образуются и разрушаются общие атомные облака), в результате возникает тепловая энергия, которая нагревает в локальной зоне концы заготовок до температуры ковки. По достижении необходимых параметров патрон резко останавливается, а суппорт продолжает давить ещё какое то время, в результате образуется неразъёмное соединение. Сварка происходит в твёрдой фазе, аналогично кузнечной сковке.
Сварка трением • Существует несколько схем сварки трением, первой появилась соосная. Суть процесса состоит в следующем: на специальном оборудовании (машине сварки трением) одна из свариваемых деталей устанавливается во вращающийся патрон, вторая крепится в неподвижный суппорт, который имеет возможность перемещения вдоль оси. Деталь, установленная в патрон, начинает вращаться, а деталь, установленная в суппорте, приближается к первой и достаточно большим давлением воздействует на неё. В результате трения одного торца о другой происходит износ поверхностей и слои металла разных деталей приближаются друг к другу на расстояния, соразмерные размеру атомов. Начинают действовать атомные связи (образуются и разрушаются общие атомные облака), в результате возникает тепловая энергия, которая нагревает в локальной зоне концы заготовок до температуры ковки. По достижении необходимых параметров патрон резко останавливается, а суппорт продолжает давить ещё какое то время, в результате образуется неразъёмное соединение. Сварка происходит в твёрдой фазе, аналогично кузнечной сковке.
 • Способ достаточно экономичный. Автоматизированные установки для сварки трением потребляют электроэнергии в 9 раз меньше, чем установки для контактной сварки. Соединяются детали за считанные секунды, при этом практически нет газовых выделений. При прочих преимуществах получается высокое качество сварки, так как не возникает пористости, включений, раковин. При постоянстве режимов, обеспечиваемых автоматикой оборудования, обеспечивается постоянство качества сварного соединения, что, в свою очередь, позволяет исключить дорогостоящий 100% й контроль при обеспечении качества. К недостаткам следует отнести: сложность необходимого оборудования; узкий спектр применения метода (свариваются тела вращения в стык); невозможность применения в непроизводственных условиях; диаметры свариваемых деталей от 4 до 250 мм.
• Способ достаточно экономичный. Автоматизированные установки для сварки трением потребляют электроэнергии в 9 раз меньше, чем установки для контактной сварки. Соединяются детали за считанные секунды, при этом практически нет газовых выделений. При прочих преимуществах получается высокое качество сварки, так как не возникает пористости, включений, раковин. При постоянстве режимов, обеспечиваемых автоматикой оборудования, обеспечивается постоянство качества сварного соединения, что, в свою очередь, позволяет исключить дорогостоящий 100% й контроль при обеспечении качества. К недостаткам следует отнести: сложность необходимого оборудования; узкий спектр применения метода (свариваются тела вращения в стык); невозможность применения в непроизводственных условиях; диаметры свариваемых деталей от 4 до 250 мм.
 Механический класс • Сварка взрывом • Сварка осуществляется сближением атомов свариваемых изделий на расстояние действия межатомных сил за счёт энергии, выделяемой при взрыве. С помощью данного способа сварки часто получают биметаллы. • Ультразвуковая сварка металлов • Сварка осуществляется сближением атомов свариваемых металлических изделий на расстояние действия межатомных сил за счёт энергии ультразвуковых колебаний, вводимых в материалы. Ультразвуковая сварка характеризуется рядом положительных качеств, что несмотря на высокую стоимость оборудования, обуславливает её применение в производстве микросхем (сварка проводников с контактными площадками), прецизионных изделий, сварка металлов разных типов и металлов с неметаллами.
Механический класс • Сварка взрывом • Сварка осуществляется сближением атомов свариваемых изделий на расстояние действия межатомных сил за счёт энергии, выделяемой при взрыве. С помощью данного способа сварки часто получают биметаллы. • Ультразвуковая сварка металлов • Сварка осуществляется сближением атомов свариваемых металлических изделий на расстояние действия межатомных сил за счёт энергии ультразвуковых колебаний, вводимых в материалы. Ультразвуковая сварка характеризуется рядом положительных качеств, что несмотря на высокую стоимость оборудования, обуславливает её применение в производстве микросхем (сварка проводников с контактными площадками), прецизионных изделий, сварка металлов разных типов и металлов с неметаллами.
 • Холодная сварка представляет собою соединение однородных или неоднородных металлов при температуре ниже минимальной температуры рекристаллизации; сварка происходит благодаря пластической деформации свариваемых металлов в зоне стыка под воздействием механического усилия. Холодная сварка может быть стыковой, точечной и шовной. Прочность соединения существенно зависит от усилия сжатия и степени деформации свариваемых деталей
• Холодная сварка представляет собою соединение однородных или неоднородных металлов при температуре ниже минимальной температуры рекристаллизации; сварка происходит благодаря пластической деформации свариваемых металлов в зоне стыка под воздействием механического усилия. Холодная сварка может быть стыковой, точечной и шовной. Прочность соединения существенно зависит от усилия сжатия и степени деформации свариваемых деталей
 Угловая схема сварки взрывом на стадии взрыва: 1. метаемая деталь 2. сплавленная поверхность 3. неподвижная деталь 4 -5. заряд взрывчатого вещества 6. кумулятивная струя
Угловая схема сварки взрывом на стадии взрыва: 1. метаемая деталь 2. сплавленная поверхность 3. неподвижная деталь 4 -5. заряд взрывчатого вещества 6. кумулятивная струя