ЛЕКЦИЯ 5. 7 инструментов.ppt
- Количество слайдов: 108
 СТАТИСТИЧЕСКИЕ МЕТОДЫ В УПРАВЛЕНИИ КАЧЕСТВОМ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ n Генеральной совокупностью называют совокупность объектов, из n n которых производится выборка. Обычно это тот мыслимый ряд предметов, обладающих похожими свойствами и имеющими для нас интерес в своей совокупности, о котором мы хотели бы сделать какие либо заключения относительно некоторого качественного или количественного признака. Выборочная совокупность или просто выборка называют совокупность случайно отобранных объектов. Обычно выборка производится из генеральной совокупности. Объемом совокупности (выборочной или генеральной) называют число объектов этой совокупности. Например, если из 1000 деталей отобрано для обследования 100 деталей, то объем генеральной совокупности (или объём партии) N =1000, а объем выборки n=100. Часто генеральная совокупность содержит конечное число объектов. Однако, если это число велико или для стройности рассуждений, то допускают, что генеральная совокупность состоит из бесчисленного множества объектов. Вариационный ряд – это последовательность количественных признаков объектов , записанных в возрастающем порядке: .
СТАТИСТИЧЕСКИЕ МЕТОДЫ В УПРАВЛЕНИИ КАЧЕСТВОМ ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ n Генеральной совокупностью называют совокупность объектов, из n n которых производится выборка. Обычно это тот мыслимый ряд предметов, обладающих похожими свойствами и имеющими для нас интерес в своей совокупности, о котором мы хотели бы сделать какие либо заключения относительно некоторого качественного или количественного признака. Выборочная совокупность или просто выборка называют совокупность случайно отобранных объектов. Обычно выборка производится из генеральной совокупности. Объемом совокупности (выборочной или генеральной) называют число объектов этой совокупности. Например, если из 1000 деталей отобрано для обследования 100 деталей, то объем генеральной совокупности (или объём партии) N =1000, а объем выборки n=100. Часто генеральная совокупность содержит конечное число объектов. Однако, если это число велико или для стройности рассуждений, то допускают, что генеральная совокупность состоит из бесчисленного множества объектов. Вариационный ряд – это последовательность количественных признаков объектов , записанных в возрастающем порядке: .
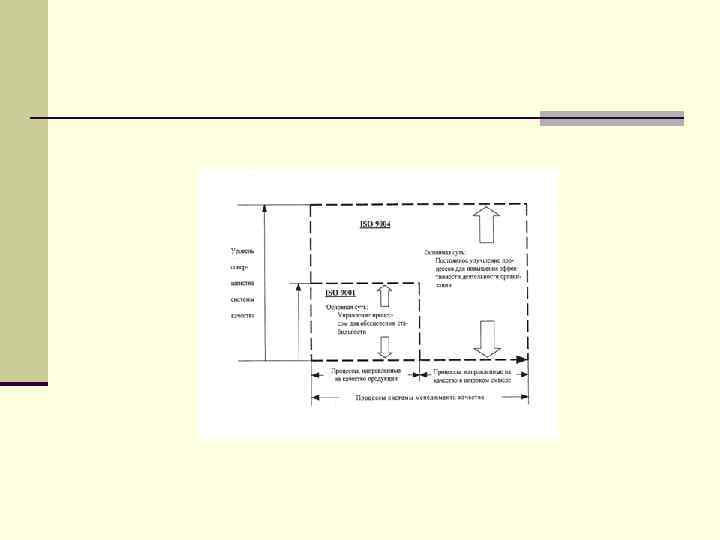
 Требования ИСО 9001 "Управлять можно только тем, что можно измерить" n n 1. 2. 3. Пункт 8. 2. 3. Организация должна применять подходящие методы мониторинга и, где это целесообразно, измерение процессов СМК Пункт 8. 2. 3. Организация должна осуществлять мониторинг и измерять характеристики продукции с целью верификации выполнения требований к продукции… Методы (мониторинга и измерения) должны демонстрировать способность процессов достигать запланированных результатов. Процесс СМК оценивают по: Результативности – измерение выходов процесса и факторов обеспечения выходов – оборудование, персона, сырьё, среда, технология, информация, контроль. Эффективности – измерение времени, стоимости и др. Дополнительным характеристикам (рискам для персонала, воздействиям на окружающую среду и др. )
Требования ИСО 9001 "Управлять можно только тем, что можно измерить" n n 1. 2. 3. Пункт 8. 2. 3. Организация должна применять подходящие методы мониторинга и, где это целесообразно, измерение процессов СМК Пункт 8. 2. 3. Организация должна осуществлять мониторинг и измерять характеристики продукции с целью верификации выполнения требований к продукции… Методы (мониторинга и измерения) должны демонстрировать способность процессов достигать запланированных результатов. Процесс СМК оценивают по: Результативности – измерение выходов процесса и факторов обеспечения выходов – оборудование, персона, сырьё, среда, технология, информация, контроль. Эффективности – измерение времени, стоимости и др. Дополнительным характеристикам (рискам для персонала, воздействиям на окружающую среду и др. )
 Порядок сбора информации ИНФОРМАЦИЯ – это совокупность данных о процессе и его результатах, необходимых для анализа и управления процессом. Цели сбора данных в процессе контроля качества: n Контроль входа и выхода процесса n Контроль и регулирование процесса n Анализ отклонений от установленных требований процесса и продукции
Порядок сбора информации ИНФОРМАЦИЯ – это совокупность данных о процессе и его результатах, необходимых для анализа и управления процессом. Цели сбора данных в процессе контроля качества: n Контроль входа и выхода процесса n Контроль и регулирование процесса n Анализ отклонений от установленных требований процесса и продукции
 Порядок сбора информации n Единица данных – статистическое наблюдение n Требования к данным: Достоверность данных, которую обеспечивают: 1 – компетентность персонала, 2 – требуемая точностью измерений, 3 – соответствие действительности, 4 – готовность объекта измерений, 5 – документальное оформление, 6 – научность методик измерений
Порядок сбора информации n Единица данных – статистическое наблюдение n Требования к данным: Достоверность данных, которую обеспечивают: 1 – компетентность персонала, 2 – требуемая точностью измерений, 3 – соответствие действительности, 4 – готовность объекта измерений, 5 – документальное оформление, 6 – научность методик измерений
 Требования к данным: Полнота данных Достоверность тесно связана с полнотой данных Полнота обеспечивается, n Достаточным охватом единиц исследуемой совокупности. Например, для исследования точности технологического процесса рекомендуется n = 50 -100. Как правило n указывается в НТД или определяется научными методами n полноту следует понимать и как охват наиболее существенных сторон явления, так каждое изучаемое явление или совокупность носит достаточно сложный характер и имеет самые различные признаки. n при изучении состояния объекта во времени полнота предполагает получение данных за максимально длительные периоды.
Требования к данным: Полнота данных Достоверность тесно связана с полнотой данных Полнота обеспечивается, n Достаточным охватом единиц исследуемой совокупности. Например, для исследования точности технологического процесса рекомендуется n = 50 -100. Как правило n указывается в НТД или определяется научными методами n полноту следует понимать и как охват наиболее существенных сторон явления, так каждое изучаемое явление или совокупность носит достаточно сложный характер и имеет самые различные признаки. n при изучении состояния объекта во времени полнота предполагает получение данных за максимально длительные периоды.
 Статистический признак - это конкретное свойство, качество, отличительная черта единицы наблюдения. Единицы наблюдения обладают множеством различных признаков (показателей). У работника это возраст, пол, образование, семейное положение и многое др. Уточнение и формулирование признаков единицы наблюдения производится на основании следующих общих правил: n Признаки отбирают с учетом целей исследования, возможностей их обработки и анализа полученных данных; n Отобранных признаков не должно быть много; n Признаки необходимо комбинировать, чтобы они взаимно дополняли друга. n Отобранные признаки должны учитывать возможности исследователя.
Статистический признак - это конкретное свойство, качество, отличительная черта единицы наблюдения. Единицы наблюдения обладают множеством различных признаков (показателей). У работника это возраст, пол, образование, семейное положение и многое др. Уточнение и формулирование признаков единицы наблюдения производится на основании следующих общих правил: n Признаки отбирают с учетом целей исследования, возможностей их обработки и анализа полученных данных; n Отобранных признаков не должно быть много; n Признаки необходимо комбинировать, чтобы они взаимно дополняли друга. n Отобранные признаки должны учитывать возможности исследователя.
 ОШИБКИ n ГРУБЫЕ – исключают в первую очередь, используя аппарат проверки статистических гипотез. n СИСТЕМАТИЧЕСКИЕ (смещение наладки)– исключают во вторую очередь путем дополнительной наладки оборудования и приборов n СЛУЧАЙНЫЕ (вариабельность) – исключить невозможно, уменьшают до величины, указанной в НТД. Это главные виновники низкого качества.
ОШИБКИ n ГРУБЫЕ – исключают в первую очередь, используя аппарат проверки статистических гипотез. n СИСТЕМАТИЧЕСКИЕ (смещение наладки)– исключают во вторую очередь путем дополнительной наладки оборудования и приборов n СЛУЧАЙНЫЕ (вариабельность) – исключить невозможно, уменьшают до величины, указанной в НТД. Это главные виновники низкого качества.
 СЛУЧАЙНЫЕ ОШИБКИ
СЛУЧАЙНЫЕ ОШИБКИ
 СИСТЕМАТИЧЕСКИЕ ОШИБКИ
СИСТЕМАТИЧЕСКИЕ ОШИБКИ
 СИСТЕМАТИЧЕСКИЕ И СЛУЧАЙНЫЕ ОШИБКИ
СИСТЕМАТИЧЕСКИЕ И СЛУЧАЙНЫЕ ОШИБКИ
 ОШИБКИ И УПРАВЛЕНИЕ ПРОЦЕССОМ
ОШИБКИ И УПРАВЛЕНИЕ ПРОЦЕССОМ
 ОШИБКИ И УПРАВЛЕНИЕ ПРОЦЕССОМ
ОШИБКИ И УПРАВЛЕНИЕ ПРОЦЕССОМ
 ИЛЛЮСТРАЦИИ К ОШИБКАМ ИЗМЕРЕНИЙ
ИЛЛЮСТРАЦИИ К ОШИБКАМ ИЗМЕРЕНИЙ
 НОРМАЛЬНОЕ РАСПРЕДЕЛЕНИЕ
НОРМАЛЬНОЕ РАСПРЕДЕЛЕНИЕ
 НОРМАЛЬНОЕ РАСПРЕДЕЛЕНИЕ и ГРАНИЦЫ ПОЛЯ ДОПУСКА
НОРМАЛЬНОЕ РАСПРЕДЕЛЕНИЕ и ГРАНИЦЫ ПОЛЯ ДОПУСКА
 Семь инструментов качества n контрольный листок n гистограмма n диаграмма разброса n диаграмма Парето n стратификация (расслоение) n причинно следственная диаграмма Исикавы n контрольная карта.
Семь инструментов качества n контрольный листок n гистограмма n диаграмма разброса n диаграмма Парето n стратификация (расслоение) n причинно следственная диаграмма Исикавы n контрольная карта.
 Классификация статистических методов
Классификация статистических методов
 Классификация статистических методов n Статистический метод оценки качества продукции — это метод, при котором значения показателей качества продукции определяют с использованием пра вил математической статистики. n Статистический анализ точности и стабильности технологического процесса — это установле ние статистическими методами значений показателей точности и стабильности технологического процесса и определение закономерностей его протекания во вре мени. n Статистическое регулирование технологического процесса — это корректирование значений парамет ров технологического процесса по результатам выбороч ного контроля контролируемых параметров, осуществ ляемое для технологического обеспечения требуемого уровня качества продукции. n Статистический приемочный контроль каче ства продукции — это контроль, основанный на применении методов математической статистики для про верки соответствия качества продукции установленным требованиям и требованиям принятия продукции.
Классификация статистических методов n Статистический метод оценки качества продукции — это метод, при котором значения показателей качества продукции определяют с использованием пра вил математической статистики. n Статистический анализ точности и стабильности технологического процесса — это установле ние статистическими методами значений показателей точности и стабильности технологического процесса и определение закономерностей его протекания во вре мени. n Статистическое регулирование технологического процесса — это корректирование значений парамет ров технологического процесса по результатам выбороч ного контроля контролируемых параметров, осуществ ляемое для технологического обеспечения требуемого уровня качества продукции. n Статистический приемочный контроль каче ства продукции — это контроль, основанный на применении методов математической статистики для про верки соответствия качества продукции установленным требованиям и требованиям принятия продукции.
 Другие статистические методы n Индексы пригодности и воспроизводимости n Корреляционный анализ n Регрессионный анализ n Дисперсионный анализ n «Шесть сигм»
Другие статистические методы n Индексы пригодности и воспроизводимости n Корреляционный анализ n Регрессионный анализ n Дисперсионный анализ n «Шесть сигм»
 Другие статистические методы n n n n Диаграмма сродства. Служит для определения причин нарушения процесса и их систематизации в целях облегчения поиска мер, направленных на их исключение. Диаграмма зависимостей. Составляется для того, чтобы проблемам, требующим разрешение и зафиксированным в диаграмме сродства, поставить в соответствие основные причины, вызвавшие их появление. Системная диаграмма. Используется в качестве метода системного определения оптимальных средств решения возникших проблем и строится в виде многоступенчатой древовидной структуры, элементами которой являются различные средства и способы решение. Матричная диаграмма. Выражает соответствие определенных факторов и явлений различным причинам их появлений и средствам устранения их последствий, а также степень взаимных зависимостей этих факторов, причин их возникновения и мер по их устранению. Стрелочная диаграмма. Используется на этапе составления оптимальных планов тех или иных мероприятий после того, как определены проблемы, требующие решения, намечены необходимые меры, определены сроки и размечен ход осуществления запланированных мер. Диаграмма планирования оценки процесса. Применяется для оценки сроков и правильности осуществления программы и возможности корректирования тех или иных мероприятий в ходе их выполнения в соответствии со стрелочной диаграммой в случаях решения сложных проблем в области научных разработок и т. д. Анализ матричных данных. Это метод графического представления в нескольких двухмерных плоскостях. Анализ матричных данных соответствует методу анализа составляющих, типичным примером которого является метод многофакторного анализа.
Другие статистические методы n n n n Диаграмма сродства. Служит для определения причин нарушения процесса и их систематизации в целях облегчения поиска мер, направленных на их исключение. Диаграмма зависимостей. Составляется для того, чтобы проблемам, требующим разрешение и зафиксированным в диаграмме сродства, поставить в соответствие основные причины, вызвавшие их появление. Системная диаграмма. Используется в качестве метода системного определения оптимальных средств решения возникших проблем и строится в виде многоступенчатой древовидной структуры, элементами которой являются различные средства и способы решение. Матричная диаграмма. Выражает соответствие определенных факторов и явлений различным причинам их появлений и средствам устранения их последствий, а также степень взаимных зависимостей этих факторов, причин их возникновения и мер по их устранению. Стрелочная диаграмма. Используется на этапе составления оптимальных планов тех или иных мероприятий после того, как определены проблемы, требующие решения, намечены необходимые меры, определены сроки и размечен ход осуществления запланированных мер. Диаграмма планирования оценки процесса. Применяется для оценки сроков и правильности осуществления программы и возможности корректирования тех или иных мероприятий в ходе их выполнения в соответствии со стрелочной диаграммой в случаях решения сложных проблем в области научных разработок и т. д. Анализ матричных данных. Это метод графического представления в нескольких двухмерных плоскостях. Анализ матричных данных соответствует методу анализа составляющих, типичным примером которого является метод многофакторного анализа.
 n Все статистические методы базируются на достоверной и достаточной информации.") Контрольный листок (или лист) n Все статистические методы базируются на достоверной и достаточной информации. Всегда начинают управлять качеством со сбора исходных данных. Для сбора данных используют контрольные листки (КЛ). n Виды различных КЛ исчисляются сотнями, и в принципе для каждой конкретной цели может быть разработан свой листок. Например, n КЛ для регистрации распределения измеряемого параметра в ходе производства; n КЛ причин дефектов; n КЛ для фиксирования отказавших деталей в приборе; n КЛ регистрации телефонных звонкой; n КЛ локализации дефектов; n КЛ регистрации видов дефектов; n КЛ регистрации времени явки учащихся на занятия; n КЛ температуры больного и т. д.
Контрольный листок (или лист) n Все статистические методы базируются на достоверной и достаточной информации. Всегда начинают управлять качеством со сбора исходных данных. Для сбора данных используют контрольные листки (КЛ). n Виды различных КЛ исчисляются сотнями, и в принципе для каждой конкретной цели может быть разработан свой листок. Например, n КЛ для регистрации распределения измеряемого параметра в ходе производства; n КЛ причин дефектов; n КЛ для фиксирования отказавших деталей в приборе; n КЛ регистрации телефонных звонкой; n КЛ локализации дефектов; n КЛ регистрации видов дефектов; n КЛ регистрации времени явки учащихся на занятия; n КЛ температуры больного и т. д.
 n Контрольный листок — это средство регистрации данных как правило,") Контрольный листок (или лист) n Контрольный листок — это средство регистрации данных как правило, в виде бумажного бланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких либо символов; n Инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов. n Прежде, чем начать собирать данные, надо решить, что с ними впоследствии делать, для каких целей осуществляется их сбор и обработка.
Контрольный листок (или лист) n Контрольный листок — это средство регистрации данных как правило, в виде бумажного бланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких либо символов; n Инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов. n Прежде, чем начать собирать данные, надо решить, что с ними впоследствии делать, для каких целей осуществляется их сбор и обработка.
 — инструмент для сбора данных и их упорядочения для облегчения") Контрольный листок (или лист) — инструмент для сбора данных и их упорядочения для облегчения дальнейшего использования собранной информации. Тип документа – записи. Правила составления контрольных листков (КЛ) Решить, какие данные будут собираться, определиться с очередностью сбора информации. 2. Определить период времени, в течение которого будет проводиться сбор информации. 3. Сформулировать заголовок, отражающий тип собираемой информации. 4. Указать источник данных. 5. Составить перечень контролируемых характеристик. 6. Разработать бланк — стандартную форму регистрации данных, максимально удобную для заполнения в соответствии с принятыми правилами. КЛ обязательно должен иметь n адресная часть, в которой указывается его название n измеряемый показатель качества n название и номер изделия, цеха, участка, станка, смены, оператора, материала, режима обработки и другие данные, представляющие интерес для анализа путей повышения качества изделия или производительности труда. n дату заполнения, подпись лица, его непосредственно заполнявшим, а в случаях, если на нем приводятся результаты расчетов — лица, выполнившего эти расчеты. 1.
Контрольный листок (или лист) — инструмент для сбора данных и их упорядочения для облегчения дальнейшего использования собранной информации. Тип документа – записи. Правила составления контрольных листков (КЛ) Решить, какие данные будут собираться, определиться с очередностью сбора информации. 2. Определить период времени, в течение которого будет проводиться сбор информации. 3. Сформулировать заголовок, отражающий тип собираемой информации. 4. Указать источник данных. 5. Составить перечень контролируемых характеристик. 6. Разработать бланк — стандартную форму регистрации данных, максимально удобную для заполнения в соответствии с принятыми правилами. КЛ обязательно должен иметь n адресная часть, в которой указывается его название n измеряемый показатель качества n название и номер изделия, цеха, участка, станка, смены, оператора, материала, режима обработки и другие данные, представляющие интерес для анализа путей повышения качества изделия или производительности труда. n дату заполнения, подпись лица, его непосредственно заполнявшим, а в случаях, если на нем приводятся результаты расчетов — лица, выполнившего эти расчеты. 1.
 Особенности: n Наглядность, простота освоения и применения. n Большое разнообразие") Контрольный листок (или лист) Особенности: n Наглядность, простота освоения и применения. n Большое разнообразие форм и размеров контрольных листков. n При разработке КЛ рекомендуется привлекать непосредственных исполнителей этих листков. n Каждый, кто будет иметь дело с конкретным КЛ, должен чувствовать себя его соавтором. n При создании бланка используйте как можно больше графической информации (рисунков). n КЛ храните рядом с местом регистрации данных.
Контрольный листок (или лист) Особенности: n Наглядность, простота освоения и применения. n Большое разнообразие форм и размеров контрольных листков. n При разработке КЛ рекомендуется привлекать непосредственных исполнителей этих листков. n Каждый, кто будет иметь дело с конкретным КЛ, должен чувствовать себя его соавтором. n При создании бланка используйте как можно больше графической информации (рисунков). n КЛ храните рядом с местом регистрации данных.
 ВИДЫ КОНТРОЛЬНЫХ ЛИСТКОВ ПРОСТОЙ ЧИСЛА ДЕФЕКТОВ ВИДОВ ДЕФЕКТОВ ПРИЧИН ДЕФЕКТОВ") Контрольный листок (или лист) ВИДЫ КОНТРОЛЬНЫХ ЛИСТКОВ ПРОСТОЙ ЧИСЛА ДЕФЕКТОВ ВИДОВ ДЕФЕКТОВ ПРИЧИН ДЕФЕКТОВ РАСПРЕДЕЛЕНИЯ КОНТРОЛИРУЕМОГО ПАРАМЕТРА ЛОКАЛИЗАЦИИ ДЕФЕКТОВ
Контрольный листок (или лист) ВИДЫ КОНТРОЛЬНЫХ ЛИСТКОВ ПРОСТОЙ ЧИСЛА ДЕФЕКТОВ ВИДОВ ДЕФЕКТОВ ПРИЧИН ДЕФЕКТОВ РАСПРЕДЕЛЕНИЯ КОНТРОЛИРУЕМОГО ПАРАМЕТРА ЛОКАЛИЗАЦИИ ДЕФЕКТОВ
 Простой контрольный листок Цех №___, Участок №___, Станок №___ n Сбор информации осуществлял: n Средство измерения: Срок поверки: Время Количество дефектных деталий, номер детали ХХ 1 ХХ 2 ХХ 3 ХХ 4 9. 00 2 1 10. 00 3 2 1 1 12. 00 5 3 1 0 16. 00 0 2 3 3
Простой контрольный листок Цех №___, Участок №___, Станок №___ n Сбор информации осуществлял: n Средство измерения: Срок поверки: Время Количество дефектных деталий, номер детали ХХ 1 ХХ 2 ХХ 3 ХХ 4 9. 00 2 1 10. 00 3 2 1 1 12. 00 5 3 1 0 16. 00 0 2 3 3
") Контрольный листок (или лист)
Контрольный листок (или лист)
 Варианты контрольных листков n Контрольный листок по видам дефектов Наименование документа Контрольный листок по видам Предприятие: ХХХ Изделие: ______ Операция: _____ Цех: __________ Контролер: _____ Участок: ________ Количество деталей __5000_____ Типы дефектов Данные контроля ИТОГО Деформации ///// ///// 47 Царапины //// //// / 42 Трещины ///// 24 Пятная ////// ////// 53 ////// ВСЕГО 166
Варианты контрольных листков n Контрольный листок по видам дефектов Наименование документа Контрольный листок по видам Предприятие: ХХХ Изделие: ______ Операция: _____ Цех: __________ Контролер: _____ Участок: ________ Количество деталей __5000_____ Типы дефектов Данные контроля ИТОГО Деформации ///// ///// 47 Царапины //// //// / 42 Трещины ///// 24 Пятная ////// ////// 53 ////// ВСЕГО 166
 Размер, мм Отклонение, мм Частоты Сумма частот 5 10 15 20 -9 * -8 -7 -6 -5 -4 X X -3 X X -2 X X X -1 8, 300 X 1 X X X X X 0 X X X X X 1 X X X X 2 X X X X 3 X X X 2 4 6 9 X 11 8 7 3
Размер, мм Отклонение, мм Частоты Сумма частот 5 10 15 20 -9 * -8 -7 -6 -5 -4 X X -3 X X -2 X X X -1 8, 300 X 1 X X X X X 0 X X X X X 1 X X X X 2 X X X X 3 X X X 2 4 6 9 X 11 8 7 3
 Варианты контрольных листков
Варианты контрольных листков
 Диаграмма Парето - графическое представление степени важности факторов. Предназначена для определения немногочисленных существенно важных причин. НАЗНАЧЕНИЕ: Выявление приоритетных задач повышения качества; Выявление наиболее существенных причин появления дефектной продукции; Принятие решения относительно того, где следует сконцентрировать усилия. “Диаграмма Парето”
Диаграмма Парето - графическое представление степени важности факторов. Предназначена для определения немногочисленных существенно важных причин. НАЗНАЧЕНИЕ: Выявление приоритетных задач повышения качества; Выявление наиболее существенных причин появления дефектной продукции; Принятие решения относительно того, где следует сконцентрировать усилия. “Диаграмма Парето”
 Диаграмма Парето – виды диаграмм n По результатам деятельности отражает нежелательные результаты в сферах: а) качества б) себестоимости в) поставок г) безопасности n По причинам отражает причины проблем а) по кадрам б) по оборудованию в) по сырью г) по методам работы И т. д.
Диаграмма Парето – виды диаграмм n По результатам деятельности отражает нежелательные результаты в сферах: а) качества б) себестоимости в) поставок г) безопасности n По причинам отражает причины проблем а) по кадрам б) по оборудованию в) по сырью г) по методам работы И т. д.
 ПОРЯДОК ПОСТРОЕНИЯ ДИАГРАММЫ ПАРЕТО n Этап 1. Решите, какие проблемы надлежит исследовать и как собирать данные. n 1. Какого типа проблемы вы хотите исследовать? Например, дефектные изделия, потери в деньгах, несчастные случаи. n 2. Какие данные надо собрать и как их классифицировать? Например, по видам дефектов, по месту их появления, по процессам, по станкам, по рабочим, по технологическим причинам, по оборудованию, по методам измерения и применяемым измерительным средствам. Примечание. Суммируйте остальные нечасто встречающиеся признаки под общим заголовком "прочие". n 3. Установите метод и период сбора данных. Примечание. Если это рекомендуется, используйте специальный бланк. n Этап 2. Разработайте контрольный листок для регистрации данных с перечнем видов собираемой информации. В нем надо предусмотреть место для графической регистрации данных проверок
ПОРЯДОК ПОСТРОЕНИЯ ДИАГРАММЫ ПАРЕТО n Этап 1. Решите, какие проблемы надлежит исследовать и как собирать данные. n 1. Какого типа проблемы вы хотите исследовать? Например, дефектные изделия, потери в деньгах, несчастные случаи. n 2. Какие данные надо собрать и как их классифицировать? Например, по видам дефектов, по месту их появления, по процессам, по станкам, по рабочим, по технологическим причинам, по оборудованию, по методам измерения и применяемым измерительным средствам. Примечание. Суммируйте остальные нечасто встречающиеся признаки под общим заголовком "прочие". n 3. Установите метод и период сбора данных. Примечание. Если это рекомендуется, используйте специальный бланк. n Этап 2. Разработайте контрольный листок для регистрации данных с перечнем видов собираемой информации. В нем надо предусмотреть место для графической регистрации данных проверок
 ПРИМЕР
ПРИМЕР
 ПОРЯДОК ПОСТРОЕНИЯ ДИАГРАММЫ ПАРЕТО n Э т а п 3. Заполните листок регистрации данных и подсчитайте итоги. n Этап 4. Для построения диаграммы Парето разработайте бланк таблицы для проверок данных, предусмотрев в нем графы для итогов по каждому проверяемому признаку в отдельности, накопленной суммы числа дефектов, процентов к общему итогу и накопленных процентов n Этап 5. Расположите данные, полученные по каждому проверяемому признаку, в порядке значимости и заполните таблицу. Примечание. Группу "прочие" надо поместить в последнюю строку независимо от того, насколько большим получилось число, так как ее составляет совокупность признаков, числовой результат по каждому из которых меньше, чем самое маленькое значение, полученное для признака, выделенного в от дельную строку.
ПОРЯДОК ПОСТРОЕНИЯ ДИАГРАММЫ ПАРЕТО n Э т а п 3. Заполните листок регистрации данных и подсчитайте итоги. n Этап 4. Для построения диаграммы Парето разработайте бланк таблицы для проверок данных, предусмотрев в нем графы для итогов по каждому проверяемому признаку в отдельности, накопленной суммы числа дефектов, процентов к общему итогу и накопленных процентов n Этап 5. Расположите данные, полученные по каждому проверяемому признаку, в порядке значимости и заполните таблицу. Примечание. Группу "прочие" надо поместить в последнюю строку независимо от того, насколько большим получилось число, так как ее составляет совокупность признаков, числовой результат по каждому из которых меньше, чем самое маленькое значение, полученное для признака, выделенного в от дельную строку.
 Вспомогательная таблица Типы дефектов Число дефект ов Накопленная сумма числа дефектов Процент числа дефектов по каждому признаку в общей сумме Накопленн ый процент Деформация Царапины Раковины Трещины Пятна Разрыв Прочие 104 52 42 146 21 73 20 166 10 83 10 176 5 88 6 182 3 91 4 186 2 93 14 200 7 100 ИТОГО 200 - 100 -
Вспомогательная таблица Типы дефектов Число дефект ов Накопленная сумма числа дефектов Процент числа дефектов по каждому признаку в общей сумме Накопленн ый процент Деформация Царапины Раковины Трещины Пятна Разрыв Прочие 104 52 42 146 21 73 20 166 10 83 10 176 5 88 6 182 3 91 4 186 2 93 14 200 7 100 ИТОГО 200 - 100 -
 ПОРЯДОК ПОСТРОЕНИЯ ДИАГРАММЫ ПАРЕТО n Этап 6. Начертите одну горизонтальную и две вертикальные оси. n 1. Вертикальные оси: левая ось, аналогична вертикальной оси. Нанесите на эту ось шкалу с интервалами от 0 до числа, соответствующего общему итогу; правая ось, аналогична вертикальной оси. Нанесите на эту ось шкалу с интервалами от 0 до 100 %. n 2. Горизонтальная ось. Разделите эту ось на равные интервалы в соответствии с числом контролируемых признаков. n Этап 7. Постройте столбиковую диаграмму. n Э т а п 8. Начертите кумулятивную кривую (кривую Парето). На вертикалях, соответствующих правым концам каждого интервала на горизонтальной оси, нанесите точки накопленных сумм (результатов или процентов) и соедините их между собой отрезками прямых. n Этап 9. Нанесите на диаграмму все обозначения и надписи n Этап 10. Используя правило « 20% причин решают 80% проблем» выявите главные причины несоответствий.
ПОРЯДОК ПОСТРОЕНИЯ ДИАГРАММЫ ПАРЕТО n Этап 6. Начертите одну горизонтальную и две вертикальные оси. n 1. Вертикальные оси: левая ось, аналогична вертикальной оси. Нанесите на эту ось шкалу с интервалами от 0 до числа, соответствующего общему итогу; правая ось, аналогична вертикальной оси. Нанесите на эту ось шкалу с интервалами от 0 до 100 %. n 2. Горизонтальная ось. Разделите эту ось на равные интервалы в соответствии с числом контролируемых признаков. n Этап 7. Постройте столбиковую диаграмму. n Э т а п 8. Начертите кумулятивную кривую (кривую Парето). На вертикалях, соответствующих правым концам каждого интервала на горизонтальной оси, нанесите точки накопленных сумм (результатов или процентов) и соедините их между собой отрезками прямых. n Этап 9. Нанесите на диаграмму все обозначения и надписи n Этап 10. Используя правило « 20% причин решают 80% проблем» выявите главные причины несоответствий.
 ДИАГРАММА ПАРЕТО
ДИАГРАММА ПАРЕТО
 ДИАГРАММА ПАРЕТО
ДИАГРАММА ПАРЕТО
 Рекомендации по построению диаграмм n Воспользуйтесь разными классификациями и составьте много диаграмм Парето. Суть проблемы можно уловить, наблюдая явление с разных точек зрения, поэтому важно опробовать различные способы классификации, пока не выявятся немногочисленные существенные факторы. n Нежелательно, чтобы группа «прочие» составляла большой процент. Если такое происходит, значит, объекты расклассифицированы неправильно. n Лучше представлять данные в денежном выражении. Если нельзя оценить проблему в денежном выражение, само исследование может оказаться неэффективным. Для этого нам на помощь приходит ABC – анализ диаграммы Парето.
Рекомендации по построению диаграмм n Воспользуйтесь разными классификациями и составьте много диаграмм Парето. Суть проблемы можно уловить, наблюдая явление с разных точек зрения, поэтому важно опробовать различные способы классификации, пока не выявятся немногочисленные существенные факторы. n Нежелательно, чтобы группа «прочие» составляла большой процент. Если такое происходит, значит, объекты расклассифицированы неправильно. n Лучше представлять данные в денежном выражении. Если нельзя оценить проблему в денежном выражение, само исследование может оказаться неэффективным. Для этого нам на помощь приходит ABC – анализ диаграммы Парето.
 Памятка n n n Пытайтесь достичь высоких результатов лишь по нескольким направлениям, а не повышать показатели но всем направлениям сразу. Концентрируйтесь только на ресурсах, приносящих наибольшую прибыль, не пытайтесь повысить эффективность всех ресурсов сразу. . В каждой важной для вас области старайтесь определить, какие 20% усилий могут привести к 80% результатов. Максимально используйте те немногие удачные моменты, когда вы способны показать наивысшие результаты. Нехватка времени ~ миф. На самом деле времени у нас предостаточно. По настоящему мы используем только 20% нашего дня, А многие талантливые люди делают основные «оды» в течение нескольких минут. .
Памятка n n n Пытайтесь достичь высоких результатов лишь по нескольким направлениям, а не повышать показатели но всем направлениям сразу. Концентрируйтесь только на ресурсах, приносящих наибольшую прибыль, не пытайтесь повысить эффективность всех ресурсов сразу. . В каждой важной для вас области старайтесь определить, какие 20% усилий могут привести к 80% результатов. Максимально используйте те немногие удачные моменты, когда вы способны показать наивысшие результаты. Нехватка времени ~ миф. На самом деле времени у нас предостаточно. По настоящему мы используем только 20% нашего дня, А многие талантливые люди делают основные «оды» в течение нескольких минут. .
 Достоинства n Простота и наглядность делают возможным использование диаграммы Парето специалистами, не имеющими особой подготовки. n Сравнение диаграмм Парето, описывающих ситуацию до И после проведения улучшающих мероприятий, позволяют получить количественную оценку выигрыша от этих мероприятии Недостатки При построении сложной, не всегда четко структурированной диаграммы, возможны неправильные выводы.
Достоинства n Простота и наглядность делают возможным использование диаграммы Парето специалистами, не имеющими особой подготовки. n Сравнение диаграмм Парето, описывающих ситуацию до И после проведения улучшающих мероприятий, позволяют получить количественную оценку выигрыша от этих мероприятии Недостатки При построении сложной, не всегда четко структурированной диаграммы, возможны неправильные выводы.
, влияющие") Диаграмма Исикавы - Причинно-следственная диаграмма — инструмент, позволяющий выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие). Достоинства: 1 – Наглядность; 2 Простота построения; 3 Удобства использования.
Диаграмма Исикавы - Причинно-следственная диаграмма — инструмент, позволяющий выявить наиболее существенные факторы (причины), влияющие на конечный результат (следствие). Достоинства: 1 – Наглядность; 2 Простота построения; 3 Удобства использования.
 Взаимосвязь изменчивостей
Взаимосвязь изменчивостей
 Диаграмма Парето отвечает на вопрос – какие несоответствия встречаются наиболее часто Диаграмма Исикавы отвечает на вопрос - что является причиной этих несоответствий. ИСТОЧНИКИ информации для построения и анализа диаграммы Исикавы: n Записи по качеству (собственный опыт), n Рекламации, n Данные опросов и экспертных оценок, n Научно техническая документация, n Материалы совещаний n Данные научных исследований (корреляционный, регрессионный, дисперсионный анализы, планирование эксперимента и др. )
Диаграмма Парето отвечает на вопрос – какие несоответствия встречаются наиболее часто Диаграмма Исикавы отвечает на вопрос - что является причиной этих несоответствий. ИСТОЧНИКИ информации для построения и анализа диаграммы Исикавы: n Записи по качеству (собственный опыт), n Рекламации, n Данные опросов и экспертных оценок, n Научно техническая документация, n Материалы совещаний n Данные научных исследований (корреляционный, регрессионный, дисперсионный анализы, планирование эксперимента и др. )
 производства –") Порядок построения и анализа диаграммы Исикавы: удобно проводить по составным элементам (факторам) производства – машина, человек, сырьё, среда, технология, документация, контроль n 1. Определите проблему, которую собираетесь решить и впишите её n n в «голову рыбе» 2. К горизонтальной линии (хребет) подсоединённой к «голове рыбы» проведите «большие кости» машина, человек, сырьё, среда, технология, документация, контроль 3. К «большим костям» присоедините средние, а к средним – мелкие кости, используя указанные выше указанные источники информации. 4. Проанализируйте, проранжируйте и выделите кости (факторы) по степени их влияния на проблему начиная с мелких, к средним, и закачивая большими костями, стараясь определить кости (факторы) – виновники проблемы используя, указанные выше указанные источники информации. 5. Нанесите на диаграмму необходимую информацию – название диаграммы, наименование изделия (процесса), Ф. И. О. исполнителей, дату, время, и т. д.
Порядок построения и анализа диаграммы Исикавы: удобно проводить по составным элементам (факторам) производства – машина, человек, сырьё, среда, технология, документация, контроль n 1. Определите проблему, которую собираетесь решить и впишите её n n в «голову рыбе» 2. К горизонтальной линии (хребет) подсоединённой к «голове рыбы» проведите «большие кости» машина, человек, сырьё, среда, технология, документация, контроль 3. К «большим костям» присоедините средние, а к средним – мелкие кости, используя указанные выше указанные источники информации. 4. Проанализируйте, проранжируйте и выделите кости (факторы) по степени их влияния на проблему начиная с мелких, к средним, и закачивая большими костями, стараясь определить кости (факторы) – виновники проблемы используя, указанные выше указанные источники информации. 5. Нанесите на диаграмму необходимую информацию – название диаграммы, наименование изделия (процесса), Ф. И. О. исполнителей, дату, время, и т. д.
 «Рыбий скелет» пр. Исикавы
«Рыбий скелет» пр. Исикавы
 Диаграмма Исикавы
Диаграмма Исикавы
 Диаграмма Исикавы
Диаграмма Исикавы
 для зрительной оценки") Гистограмма - один из способов графического изображения результатов измерений (столбиковая диаграмма) для зрительной оценки закона распределения · Анализ способности техпроцессов; · Изучение разброса параметров качества в поле допуска; · Принятие решения о необходимости управления техпроцессом.
Гистограмма - один из способов графического изображения результатов измерений (столбиковая диаграмма) для зрительной оценки закона распределения · Анализ способности техпроцессов; · Изучение разброса параметров качества в поле допуска; · Принятие решения о необходимости управления техпроцессом.
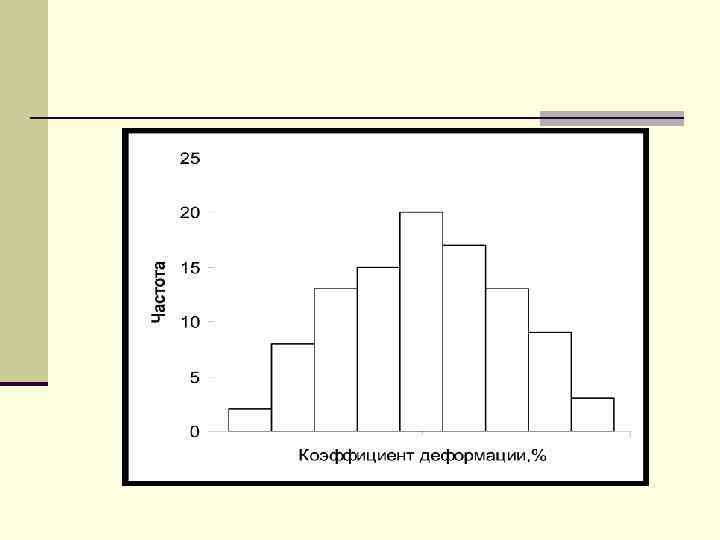
 Гистограмма - пример
Гистограмма - пример
 Пример построения гистограммы Выявить в партии изделий положение среднего значения и характер рассеивания коэффициента деформации 0, 9 1, 5 0, 9 1, 1 1, 0 0, 9 1, 1 1, 2 1, 0 0, 6 0, 1 0, 7 0, 8 0, 5 0, 8 1, 2 0, 6 0, 5 0, 8 0, 3 0, 4 0, 5 1, 0 1, 1 0, 6 1, 2 0, 4 0, 6 0, 7 0, 5 0, 2 0 3 0, 5 0, 4 1, 0 0, 5 0, 8 0, 7 0, 8 0, 3 0, 4 0, 6 0, 7 1, 1 0, 7 1, 2 0, 8 1, 0 0, 6 1, 0 0, 7 0, 6 0, 3 1, 2 1, 4 1, 0 0, 9 1, 0 1, 2 1, 3 0, 9 1, 3 1, 2 1, 4 1, 0 1, 4 0, 9 1, 1 0, 9 1, 4 0, 9 1, 8 0, 9 1, 4 1, 1 1, 4 0, 9 1, 1 1, 4 1, 1 1, 3 1, 1 1, 5 1, 6 1, 7 1, 8 1, 5
Пример построения гистограммы Выявить в партии изделий положение среднего значения и характер рассеивания коэффициента деформации 0, 9 1, 5 0, 9 1, 1 1, 0 0, 9 1, 1 1, 2 1, 0 0, 6 0, 1 0, 7 0, 8 0, 5 0, 8 1, 2 0, 6 0, 5 0, 8 0, 3 0, 4 0, 5 1, 0 1, 1 0, 6 1, 2 0, 4 0, 6 0, 7 0, 5 0, 2 0 3 0, 5 0, 4 1, 0 0, 5 0, 8 0, 7 0, 8 0, 3 0, 4 0, 6 0, 7 1, 1 0, 7 1, 2 0, 8 1, 0 0, 6 1, 0 0, 7 0, 6 0, 3 1, 2 1, 4 1, 0 0, 9 1, 0 1, 2 1, 3 0, 9 1, 3 1, 2 1, 4 1, 0 1, 4 0, 9 1, 1 0, 9 1, 4 0, 9 1, 8 0, 9 1, 4 1, 1 1, 4 0, 9 1, 1 1, 4 1, 1 1, 3 1, 1 1, 5 1, 6 1, 7 1, 8 1, 5
 Пример построения гистограммы n 1. Во первых, необходимо наметить к обследованию показатели качества. Например, длина, диаметр, твердость, масса, овальность, предел прочности и т. д. n 2. Далее осуществляются измерения. Обычно число измеряемых единиц берется в пределах 100, но их должно быть не менее 50. n 3. Измеренные значения вписываются в специальный бланк регистрации (контрольный листок). Бланк может быть представлен в виде компьютерной таблицы и заполняться автоматически, в зависимости от средств измерения и обработки. n 4. Среди измеренных значений находятся максимальное и минимальное значение показателя.
Пример построения гистограммы n 1. Во первых, необходимо наметить к обследованию показатели качества. Например, длина, диаметр, твердость, масса, овальность, предел прочности и т. д. n 2. Далее осуществляются измерения. Обычно число измеряемых единиц берется в пределах 100, но их должно быть не менее 50. n 3. Измеренные значения вписываются в специальный бланк регистрации (контрольный листок). Бланк может быть представлен в виде компьютерной таблицы и заполняться автоматически, в зависимости от средств измерения и обработки. n 4. Среди измеренных значений находятся максимальное и минимальное значение показателя.
 Пример построения гистограммы n 5. Определяем широту размаха распределения: n 6. Для того чтобы найти широту интервала, нужно определить количество интервалов n 7. Устанавливаем граничные значения интервалов. Для первого интервала граничное значение определяется по формуле: начало первого интервала Для нахождения конца первого интервала – начала границы второго интервала необходимо прибавить ширину интервала: 0. 05 + 0, 2
Пример построения гистограммы n 5. Определяем широту размаха распределения: n 6. Для того чтобы найти широту интервала, нужно определить количество интервалов n 7. Устанавливаем граничные значения интервалов. Для первого интервала граничное значение определяется по формуле: начало первого интервала Для нахождения конца первого интервала – начала границы второго интервала необходимо прибавить ширину интервала: 0. 05 + 0, 2
 Пример построения гистограммы n 8. Количество показателей, попавших в данный интервал, n n n n определяем штриховыми линиями вида //// ///…. В бланк регистрации также вписываем середины каждого интервала и подсчитываем частоты. 9. По найденным значениям границ интервалов и частот строим гистограмму. По оси абсцисс – границы интервалов; по оси ординат – частоты (количество объектов, измеренные показатели которых попали в данный интервал). По изображенному распределению частот на гистограмме можно выяснить, в удовлетворительном ли состоянии находятся партия изделий и технологический процесс. Для этой цели рассматривают следующие вопросы: какова ширина распределения по отношению к широте допуска, каков центр распределения по отношению к центру поля допуска, какова форма распределения. Полезно на чистом поле гистограммы указать происхождение данных (период, кто собирал и т. д. ), а также число данных n, среднее арифметическое и стандартное отклонение и пунктирной линией указать местоположение среднего значения.
Пример построения гистограммы n 8. Количество показателей, попавших в данный интервал, n n n n определяем штриховыми линиями вида //// ///…. В бланк регистрации также вписываем середины каждого интервала и подсчитываем частоты. 9. По найденным значениям границ интервалов и частот строим гистограмму. По оси абсцисс – границы интервалов; по оси ординат – частоты (количество объектов, измеренные показатели которых попали в данный интервал). По изображенному распределению частот на гистограмме можно выяснить, в удовлетворительном ли состоянии находятся партия изделий и технологический процесс. Для этой цели рассматривают следующие вопросы: какова ширина распределения по отношению к широте допуска, каков центр распределения по отношению к центру поля допуска, какова форма распределения. Полезно на чистом поле гистограммы указать происхождение данных (период, кто собирал и т. д. ), а также число данных n, среднее арифметическое и стандартное отклонение и пунктирной линией указать местоположение среднего значения.
 Вспомогательная таблица Значения Интерва середины лы интервалов 0, 05 -0, 25 -0, 45 -0, 65 -0, 85 -1, 05 -1, 25 -1, 45 -1, 65 -1, 85 0, 15 0, 35 0, 55 0, 75 0, 95 1, 15 1, 35 1, 55 1, 75 Штрихов ые отметки частоты Частота Накоплен ная частота // //// //// //// //// //// /// 2 8 13 15 20 17 13 9 3 2 10 23 38 58 75 88 97 100
Вспомогательная таблица Значения Интерва середины лы интервалов 0, 05 -0, 25 -0, 45 -0, 65 -0, 85 -1, 05 -1, 25 -1, 45 -1, 65 -1, 85 0, 15 0, 35 0, 55 0, 75 0, 95 1, 15 1, 35 1, 55 1, 75 Штрихов ые отметки частоты Частота Накоплен ная частота // //// //// //// //// //// /// 2 8 13 15 20 17 13 9 3 2 10 23 38 58 75 88 97 100
 Типы гистограмм
Типы гистограмм
 Типы гистограмм
Типы гистограмм
 Гистограмма и границы поля допуска
Гистограмма и границы поля допуска
 Гистограмма - пример
Гистограмма - пример
 СТРАТИФИКАЦИЯ n В Японии говорят: без расслаивания нет прогресса контроля качества» . n Метод стратификации - инструмент, позволяющий произнести селекцию данных, отражающую требуемую информацию о процессе в соответствии с различными факторами. n При разделении данных на группы и соответствии с их особенностями, группы именуют слоями (стратами), а сам процесс разделения расслаиванием (стратификацией).
СТРАТИФИКАЦИЯ n В Японии говорят: без расслаивания нет прогресса контроля качества» . n Метод стратификации - инструмент, позволяющий произнести селекцию данных, отражающую требуемую информацию о процессе в соответствии с различными факторами. n При разделении данных на группы и соответствии с их особенностями, группы именуют слоями (стратами), а сам процесс разделения расслаиванием (стратификацией).
 Пример выполнения стратификации n • расслаивание по исполнителям — по n n квалификации, полу, стажу работы и т. д. ; • расслаивание по машинам и оборудованию — по новому и старому оборудованию, марке, конструкции, выпускающей фирме и т. д. ; • расслаивание по материалу — по месту производства, фирме производителю, партии, качеству сырья и т. д. ; • расслаивание по способу производства — по температуре, технологическому приему, месту производства и т. д. • расслаивание по измерению — по методу измерения, типу измерительных средств или их точности и т. д.
Пример выполнения стратификации n • расслаивание по исполнителям — по n n квалификации, полу, стажу работы и т. д. ; • расслаивание по машинам и оборудованию — по новому и старому оборудованию, марке, конструкции, выпускающей фирме и т. д. ; • расслаивание по материалу — по месту производства, фирме производителю, партии, качеству сырья и т. д. ; • расслаивание по способу производства — по температуре, технологическому приему, месту производства и т. д. • расслаивание по измерению — по методу измерения, типу измерительных средств или их точности и т. д.
 План действий n На практике метод стратификации используют многократно, расслаивая данные по различным признакам и анализируя возникающую при этом разницу. n Сбор данных следует вести с применением контрольных листков. При проведении расслаивания необходимо, чтобы соблюдать два условия: 1. различия между значениями случайной величины внутри слоя (дисперсия) должны быть как можно меньше по сравнению с различием ее значений в не расслоенной исходной совокупности, т. е. разброс данных внутри слоев должен быть меньше, чем до их расслоения; 2. различие между слоями (различия между средними значениями случайных величин слоев) должно быть как можно больше.
План действий n На практике метод стратификации используют многократно, расслаивая данные по различным признакам и анализируя возникающую при этом разницу. n Сбор данных следует вести с применением контрольных листков. При проведении расслаивания необходимо, чтобы соблюдать два условия: 1. различия между значениями случайной величины внутри слоя (дисперсия) должны быть как можно меньше по сравнению с различием ее значений в не расслоенной исходной совокупности, т. е. разброс данных внутри слоев должен быть меньше, чем до их расслоения; 2. различие между слоями (различия между средними значениями случайных величин слоев) должно быть как можно больше.
 ПРИМЕР Анализ влияния различных факторов на качество продукции проведен путем расслаивания источника возникновения всех дефектов (100%) на четыре группы: по поставщикам, по операторам, по сменам и по оборудованию. n При проведении расслаивания по этим факторам можно определить вклад каждого фактора в возникновение дефектов. Из анализа данных наглядно видно, что наиболь ший вклад в озникновение дефектов в вносит «поставщик 2» . n
ПРИМЕР Анализ влияния различных факторов на качество продукции проведен путем расслаивания источника возникновения всех дефектов (100%) на четыре группы: по поставщикам, по операторам, по сменам и по оборудованию. n При проведении расслаивания по этим факторам можно определить вклад каждого фактора в возникновение дефектов. Из анализа данных наглядно видно, что наиболь ший вклад в озникновение дефектов в вносит «поставщик 2» . n
 СТРАТИФИКАЦИЯ n РЕЗУЛЬТАТ: Полученные данные служат источником информации в процессе анализа и улучшения качества процессов с использованием различных статистических методов: гистограмм, диаграмм Парето, причинно следственных диаграмм, контрольных карт. n ДОСТОИНСТВА: При умелой группировке по факто рам можно быстро и с минимальными затратами находить решения достаточно сложных проблем. n НЕДОСТАТКИ: Ошибки при выборе факторов расслаивания.
СТРАТИФИКАЦИЯ n РЕЗУЛЬТАТ: Полученные данные служат источником информации в процессе анализа и улучшения качества процессов с использованием различных статистических методов: гистограмм, диаграмм Парето, причинно следственных диаграмм, контрольных карт. n ДОСТОИНСТВА: При умелой группировке по факто рам можно быстро и с минимальными затратами находить решения достаточно сложных проблем. n НЕДОСТАТКИ: Ошибки при выборе факторов расслаивания.
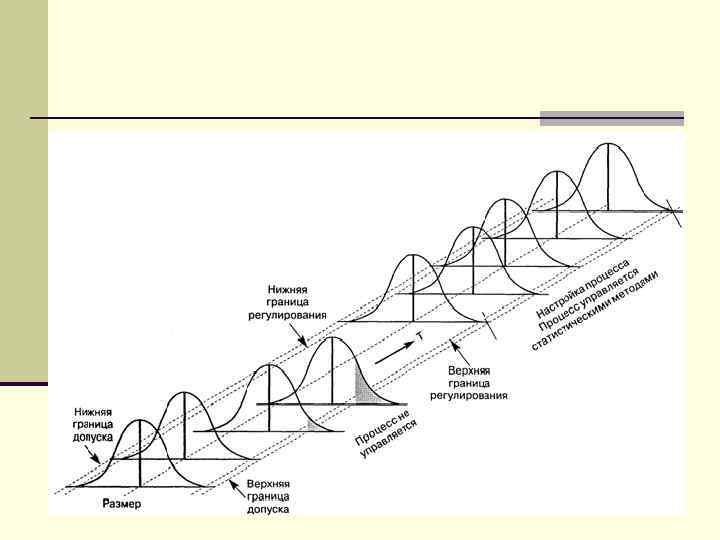
 Контрольные карты — инструмент, позволяющий отслеживать ход протекания процесса во времени и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований. НАЗНАЧЕНИЕ n Определение стабильности технологического процесса; n Определение потребности в улучшении (подналадке) техпроцесса.
Контрольные карты — инструмент, позволяющий отслеживать ход протекания процесса во времени и воздействовать на него (с помощью соответствующей обратной связи), предупреждая его отклонения от предъявляемых к процессу требований. НАЗНАЧЕНИЕ n Определение стабильности технологического процесса; n Определение потребности в улучшении (подналадке) техпроцесса.
 n Определение стабильности технологического процесса; n Определение момента подналадки техпроцесса; n Определение потребности в улучшении техпроцесса.
n Определение стабильности технологического процесса; n Определение момента подналадки техпроцесса; n Определение потребности в улучшении техпроцесса.
 Контрольные карты
Контрольные карты
 Контрольные карты
Контрольные карты
 Контрольные карты
Контрольные карты
 Контрольные карты
Контрольные карты
 Чтение контрольных карт
Чтение контрольных карт
 Чтение контрольных карт
Чтение контрольных карт
; карта") Виды контрольных карт n n n n карта средних арифметических значений (X карта); карта медиан (X карта); карта квадратических отклонений (S карта); карта размахов (R карта); карта числа дефектных единиц продукции (np карта); карта доли дефектных единиц продукции (P карта); карта дефектов (С карта); карта дефектов на единицу продукции (U карта). Первые четыре вида контрольных карт применяют при контроле по количественному признаку, последние четыре – при контроле по альтернативному признаку.
Виды контрольных карт n n n n карта средних арифметических значений (X карта); карта медиан (X карта); карта квадратических отклонений (S карта); карта размахов (R карта); карта числа дефектных единиц продукции (np карта); карта доли дефектных единиц продукции (P карта); карта дефектов (С карта); карта дефектов на единицу продукции (U карта). Первые четыре вида контрольных карт применяют при контроле по количественному признаку, последние четыре – при контроле по альтернативному признаку.
 Диаграмма разброса — инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных. Эти две переменные могут относиться к: n а) характеристике качества и влияющему на нее фактору; n б) двум различным характеристикам качества; n в) двум факторам, влияющим на одну характеристику качества. Для выявления связи между ними и служит диаграмма разброса, которую также называют полем корреляции.
Диаграмма разброса — инструмент, позволяющий определить вид и тесноту связи между парами соответствующих переменных. Эти две переменные могут относиться к: n а) характеристике качества и влияющему на нее фактору; n б) двум различным характеристикам качества; n в) двум факторам, влияющим на одну характеристику качества. Для выявления связи между ними и служит диаграмма разброса, которую также называют полем корреляции.
, между которыми вы") Построение диаграммы разброса n Этап 1. Соберите парные данные (х, у), между которыми вы хотите исследовать зависимость, и расположите их в таблицу. Желательно не менее 25 30 пар данных. n Этап 2. Найдите максимальные и минимальные значения для х и у. Выберите шкалы на горизонтальной и вертикальной осях так, чтобы обе длины рабочих частей получились приблизительно одинаковыми, тогда диаг рамму будет легче читать. Возьмите на каждой оси от 3 до 10 градаций и используйте для облегчения чтения круглые числа. Если одна переменная — фак тор, а вторая — характеристика качества, то выберите для фактора горизон тальную ось , а для характеристики качества х — вертикальную ось у.
Построение диаграммы разброса n Этап 1. Соберите парные данные (х, у), между которыми вы хотите исследовать зависимость, и расположите их в таблицу. Желательно не менее 25 30 пар данных. n Этап 2. Найдите максимальные и минимальные значения для х и у. Выберите шкалы на горизонтальной и вертикальной осях так, чтобы обе длины рабочих частей получились приблизительно одинаковыми, тогда диаг рамму будет легче читать. Возьмите на каждой оси от 3 до 10 градаций и используйте для облегчения чтения круглые числа. Если одна переменная — фак тор, а вторая — характеристика качества, то выберите для фактора горизон тальную ось , а для характеристики качества х — вертикальную ось у.
 Построение диаграммы разброса n Этап 3. На отдельном листе бумаги начертите график и n n n нанесите на него данные. Если в разных наблюдениях получаются одинаковые значения, покажите эти точки, либо рисуя концентрические кружки (©), либо нанося вторую точку рядом с первой. Этап 4. Сделайте все необходимые обозначения. Убедитесь, что ниже перечисленные данные, отраженные на диаграмме, понятны любому человеку, а не только тому, кто делал диаграмму: название диаграммы; интервал времени; число пар данных; названия и единицы измерения для каждой оси; имя (и прочее) человека, который делал эту диаграмму.
Построение диаграммы разброса n Этап 3. На отдельном листе бумаги начертите график и n n n нанесите на него данные. Если в разных наблюдениях получаются одинаковые значения, покажите эти точки, либо рисуя концентрические кружки (©), либо нанося вторую точку рядом с первой. Этап 4. Сделайте все необходимые обозначения. Убедитесь, что ниже перечисленные данные, отраженные на диаграмме, понятны любому человеку, а не только тому, кто делал диаграмму: название диаграммы; интервал времени; число пар данных; названия и единицы измерения для каждой оси; имя (и прочее) человека, который делал эту диаграмму.
 Диаграмма разброса Изучение влияния какого либо фактора на качество продукции; Выявление и подтверждение соотношения между двумя взаимосвязанными наборами данных.
Диаграмма разброса Изучение влияния какого либо фактора на качество продукции; Выявление и подтверждение соотношения между двумя взаимосвязанными наборами данных.
 Диаграмма разброса
Диаграмма разброса
 Диаграмма разброса
Диаграмма разброса
 n Варианты форм корреляционно го поля
n Варианты форм корреляционно го поля
 Диаграмма разброса
Диаграмма разброса
 Давление 0, 8 воздуха, к. Па 0, 9 4, 62 4, 12 3, 21 2, 86 4, 50 Толщина стенки, мм 0, 85 0, 95 3, 88 3, 05 2, 53 4, 43 4, 01 3, 16 2, 71 4, 81 3. 67 3, 30 2. 62
Давление 0, 8 воздуха, к. Па 0, 9 4, 62 4, 12 3, 21 2, 86 4, 50 Толщина стенки, мм 0, 85 0, 95 3, 88 3, 05 2, 53 4, 43 4, 01 3, 16 2, 71 4, 81 3. 67 3, 30 2. 62
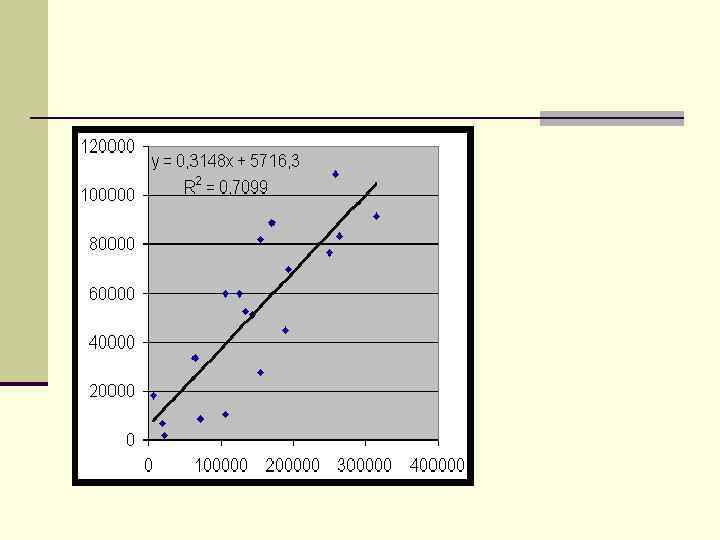
 Корреляционный анализ Корреляция - зависимость между случайными величинами, когда изменение одной влечет изменение распределения другой. Коэффициент корреляции - мера линейной зависимости между случайными величинами. n где S(x, y) - ковариация ; S(x, x), S(y, y) - выборочные дисперсии причем, если между величинами x и y : n есть сильная положительная (прямая) корреляция, r = +1 есть сильная отрицательная (обратная) корреляция r = -1 есть слабая корреляция => r xy мало нет корреляции => r xy = 0
Корреляционный анализ Корреляция - зависимость между случайными величинами, когда изменение одной влечет изменение распределения другой. Коэффициент корреляции - мера линейной зависимости между случайными величинами. n где S(x, y) - ковариация ; S(x, x), S(y, y) - выборочные дисперсии причем, если между величинами x и y : n есть сильная положительная (прямая) корреляция, r = +1 есть сильная отрицательная (обратная) корреляция r = -1 есть слабая корреляция => r xy мало нет корреляции => r xy = 0
 n Определяется как отношение поля допуска к") Индексы пригодности и воспроизводимости Потенциальная пригодность (Cp) n Определяется как отношение поля допуска к полю рассеивания процесса n Cp = (ВГД НГД)/(6*S) = Тв – Тн / (6*S) n Данное отношение выражает долю размаха кривой нормального распределения, попадающую в границы допуска (при условии, что среднее значение распределения является номинальным, то есть процесс центрирован). n Отношение пригодности: Cr = 1/Cp.
Индексы пригодности и воспроизводимости Потенциальная пригодность (Cp) n Определяется как отношение поля допуска к полю рассеивания процесса n Cp = (ВГД НГД)/(6*S) = Тв – Тн / (6*S) n Данное отношение выражает долю размаха кривой нормального распределения, попадающую в границы допуска (при условии, что среднее значение распределения является номинальным, то есть процесс центрирован). n Отношение пригодности: Cr = 1/Cp.
 0. 27% несоответствий Cp = 1 Кр = 1") Потенциальная пригодность (Cp) 0. 27% несоответствий Cp = 1 Кр = 1
Потенциальная пригодность (Cp) 0. 27% несоответствий Cp = 1 Кр = 1
 Больше 0. 27% несоответствий Cp < 1 Кр > 1") Потенциальная пригодность (Cp) Больше 0. 27% несоответствий Cp < 1 Кр > 1
Потенциальная пригодность (Cp) Больше 0. 27% несоответствий Cp < 1 Кр > 1
 Очень мало несоответствий Cp > 1 Кр < 1") Потенциальная пригодность (Cp) Очень мало несоответствий Cp > 1 Кр < 1
Потенциальная пригодность (Cp) Очень мало несоответствий Cp > 1 Кр < 1
 n Поправка на нецентрированность (K). Позволяет скорректировать индекс Cp, чтобы учесть") Потенциальная пригодность (Cp) n Поправка на нецентрированность (K). Позволяет скорректировать индекс Cp, чтобы учесть смещение наладки. Выражает отношение нецентрированности (Тс Х) к полю допуска. k = abs(Тс - Х)/(1/2(Тв-Тн)) n Подтвержденное качество (Cpk). Позволяет скорректировать Cp, внеся поправку на нецентрированность посредством вычисления Cpk = (1 k)*Cp Если процесс идеально центрирован, то k равно нулю и Cpk равно Cp. Однако когда процесс смещается от номинального значения, k увеличивается, и Cpk становится меньше Cp.
Потенциальная пригодность (Cp) n Поправка на нецентрированность (K). Позволяет скорректировать индекс Cp, чтобы учесть смещение наладки. Выражает отношение нецентрированности (Тс Х) к полю допуска. k = abs(Тс - Х)/(1/2(Тв-Тн)) n Подтвержденное качество (Cpk). Позволяет скорректировать Cp, внеся поправку на нецентрированность посредством вычисления Cpk = (1 k)*Cp Если процесс идеально центрирован, то k равно нулю и Cpk равно Cp. Однако когда процесс смещается от номинального значения, k увеличивается, и Cpk становится меньше Cp.
 Индексы пригодности и воспроизводимости Нижняя/верхняя потенциальная пригодность: Cpl, Cpu. n Недостаток показателя Cp (и Cr) состоит в том, что он не позволяет оценить смещение наладки (нецентрированость процесса). n Cpl = (Среднее НГД)/3*S = X – Tн / 3*S n Cpu = (ВГД Среднее)/3*S = Тв – Х / 3*S n Если Cpl # Cpu, топроцесс не центрирован.
Индексы пригодности и воспроизводимости Нижняя/верхняя потенциальная пригодность: Cpl, Cpu. n Недостаток показателя Cp (и Cr) состоит в том, что он не позволяет оценить смещение наладки (нецентрированость процесса). n Cpl = (Среднее НГД)/3*S = X – Tн / 3*S n Cpu = (ВГД Среднее)/3*S = Тв – Х / 3*S n Если Cpl # Cpu, топроцесс не центрирован.
 "Шесть сигм" n "Шесть сигм" – это подход к совершенствованию бизнеса, который стремится найти и исключить причины ошибок или дефектов в бизнеспроцессах путем сосредоточения на тех выходных параметрах, какие оказываются критически важными для потребителя. . . n "Шесть сигм" – это стратегический подход, который работает для всех процессов, продуктов и отраслей"
"Шесть сигм" n "Шесть сигм" – это подход к совершенствованию бизнеса, который стремится найти и исключить причины ошибок или дефектов в бизнеспроцессах путем сосредоточения на тех выходных параметрах, какие оказываются критически важными для потребителя. . . n "Шесть сигм" – это стратегический подход, который работает для всех процессов, продуктов и отраслей"
 Что такое "шесть сигм" со статистической точки зрения. n. Цель компани – осуществлять все процессы так, чтобы для любых параметров любого процесса индекс воспроизводимости Cp > = 2, 0, Кр < 0, 5 n Ее подход строился по классической схеме непрерывного совершенствования на базе постоянного применения цикла Шухарта – Деминга: планируй – делай – проверяй – внедряй. n Первый этап – "Планируй" – включал формулировки целей и задач, выявление ключевых параметров для достижения успеха, план совершенствования, выбор проекта и создание команды. n Второй этап – "Делай" – включал обучение и тренировку, плюс внедрение. n Третий этап – "Проверяй" – предусматривал измерение улучшений, оценку эффективности, анализ и пересмотр проектов. n Четвертый этап – "Внедряй" – предполагал корректировку внедрения, непрерывность совершенствования, стандартизацию, изучение потребителей, бенчмаркинг, перепроектирование. Это методология систематического снижения вариабельности процессов
Что такое "шесть сигм" со статистической точки зрения. n. Цель компани – осуществлять все процессы так, чтобы для любых параметров любого процесса индекс воспроизводимости Cp > = 2, 0, Кр < 0, 5 n Ее подход строился по классической схеме непрерывного совершенствования на базе постоянного применения цикла Шухарта – Деминга: планируй – делай – проверяй – внедряй. n Первый этап – "Планируй" – включал формулировки целей и задач, выявление ключевых параметров для достижения успеха, план совершенствования, выбор проекта и создание команды. n Второй этап – "Делай" – включал обучение и тренировку, плюс внедрение. n Третий этап – "Проверяй" – предусматривал измерение улучшений, оценку эффективности, анализ и пересмотр проектов. n Четвертый этап – "Внедряй" – предполагал корректировку внедрения, непрерывность совершенствования, стандартизацию, изучение потребителей, бенчмаркинг, перепроектирование. Это методология систематического снижения вариабельности процессов
 Что такое "шесть сигм" со статистической точки зрения. n Представим себе выход процесса, состоящего, например, из 20 последовательных операций, на каждой из которых обеспечивается заданный процент выхода. Если этот процент соответствует подходу на основе "трех сигм", то на выходе имеем (0, 9973)20 = 0, 947, т. е. около 5% брака, тогда как при подходе "шесть сигм" имеем (0, 9999966)20 = 0, 99993, т. е. брак равен всего лишь 70 дефектов на миллион возможностей.
Что такое "шесть сигм" со статистической точки зрения. n Представим себе выход процесса, состоящего, например, из 20 последовательных операций, на каждой из которых обеспечивается заданный процент выхода. Если этот процент соответствует подходу на основе "трех сигм", то на выходе имеем (0, 9973)20 = 0, 947, т. е. около 5% брака, тогда как при подходе "шесть сигм" имеем (0, 9999966)20 = 0, 99993, т. е. брак равен всего лишь 70 дефектов на миллион возможностей.
 Таблица 1. Влияние воспроизводимости процессов на конкурентоспособность организаций Расстояние между центром распределения и границей допуска Стоимость низкого Уровень Число дефектов на качества, % от конкурентоспособ миллион объема продаж ности 6 G 3, 4 <10 5 G 233 10 -15 4 G 6210 15 -20 3 G 66807 20 -30 2 G 308537 30 -40 1 G 690000 Мировой класс Средний по отрасли Неконкурент оспособный
Таблица 1. Влияние воспроизводимости процессов на конкурентоспособность организаций Расстояние между центром распределения и границей допуска Стоимость низкого Уровень Число дефектов на качества, % от конкурентоспособ миллион объема продаж ности 6 G 3, 4 <10 5 G 233 10 -15 4 G 6210 15 -20 3 G 66807 20 -30 2 G 308537 30 -40 1 G 690000 Мировой класс Средний по отрасли Неконкурент оспособный
 ПЕРСОНАЛ n n n в рамках концепции "шесть сигм" создается инфраструктура, через которую и происходит внедрение данного подхода в культуру организации. Чемпионы. Чемпион – это обычно один из высших руководителей, знающий идеологию "шесть сигм" и активно стремящийся к ее успешному внедрению (например, исполнительный вице президент компании). Мастера черного пояса – это лица, обладающие наивысшими техническими и организационными навыками. Они обеспечивают техническое руководство программами "шесть сигм". Мастера черного пояса должны понимать, на чем основаны те или иные статистические методы и применять эти методы в нестандартных ситуациях. Обычно мастера черного пояса сами обучают статистическим методам черные и зеленые пояса. Черные пояса – это лица, прошедшие обучение и тренинг по специальной программе и посвящающие работе над проектами "шести сигм" от 50 до 100% своего времени. Зеленые пояса – это лидеры конкретных проектов, возглавляющие соответствующие команды. Они получают уменьшенный курс обучения (шесть – десять дней) Желтые пояса – зачастую это временные рабочие, которые прошли вводное обучение инструментам DMAIC, чтобы могли осознанно участвовать в работе команд, возглавляемых черными и зелеными поясами.
ПЕРСОНАЛ n n n в рамках концепции "шесть сигм" создается инфраструктура, через которую и происходит внедрение данного подхода в культуру организации. Чемпионы. Чемпион – это обычно один из высших руководителей, знающий идеологию "шесть сигм" и активно стремящийся к ее успешному внедрению (например, исполнительный вице президент компании). Мастера черного пояса – это лица, обладающие наивысшими техническими и организационными навыками. Они обеспечивают техническое руководство программами "шесть сигм". Мастера черного пояса должны понимать, на чем основаны те или иные статистические методы и применять эти методы в нестандартных ситуациях. Обычно мастера черного пояса сами обучают статистическим методам черные и зеленые пояса. Черные пояса – это лица, прошедшие обучение и тренинг по специальной программе и посвящающие работе над проектами "шести сигм" от 50 до 100% своего времени. Зеленые пояса – это лидеры конкретных проектов, возглавляющие соответствующие команды. Они получают уменьшенный курс обучения (шесть – десять дней) Желтые пояса – зачастую это временные рабочие, которые прошли вводное обучение инструментам DMAIC, чтобы могли осознанно участвовать в работе команд, возглавляемых черными и зелеными поясами.
 Перечень статистических курсов обучения на "Мотороле" Наименование курса Число часов Обзор курса "статистическое управление процессами (SPC)" 2 Идентификация, сбор и визуализация данных 4 Гистограммы 4 -6 Диаграммы Парето 4 -6 Анализ с помощью диаграмм причина-результат 2 -4 Многомерный анализ 2 -4 Статистика I: для инструментов SPC до и после эксперимента 6 -12 Воспроизводимость процессов 4 -6 Kонтрольные карты по количественным признакам 4 -6 Анализ измерительных систем 4 -6 Kонтрольные карты по качественным признакам 3 -5 Статистика II: для планирования экспериментов и их анализа 16 -24 Сравнительный эксперимент: B с С 5 -7 Факторный эксперимент 16 Дробный факторный эксперимент 16
Перечень статистических курсов обучения на "Мотороле" Наименование курса Число часов Обзор курса "статистическое управление процессами (SPC)" 2 Идентификация, сбор и визуализация данных 4 Гистограммы 4 -6 Диаграммы Парето 4 -6 Анализ с помощью диаграмм причина-результат 2 -4 Многомерный анализ 2 -4 Статистика I: для инструментов SPC до и после эксперимента 6 -12 Воспроизводимость процессов 4 -6 Kонтрольные карты по количественным признакам 4 -6 Анализ измерительных систем 4 -6 Kонтрольные карты по качественным признакам 3 -5 Статистика II: для планирования экспериментов и их анализа 16 -24 Сравнительный эксперимент: B с С 5 -7 Факторный эксперимент 16 Дробный факторный эксперимент 16
 Почему концепция "шесть сигм" работает? n статистические методы сочетаются с процессным n n подходом и учетом человеческого фактора. использован системный подход, интегрирующий все аспекты дела. ориентация на конечный финансовый результат. Ни один проект "шесть сигм" не получает одобрения, пока не определен его конечный результат в виде прибыли. строгая ограниченность проектов во времени (от трех до шести месяцев) эффективное использование статистических методов с помощью хорошо обученных команд
Почему концепция "шесть сигм" работает? n статистические методы сочетаются с процессным n n подходом и учетом человеческого фактора. использован системный подход, интегрирующий все аспекты дела. ориентация на конечный финансовый результат. Ни один проект "шесть сигм" не получает одобрения, пока не определен его конечный результат в виде прибыли. строгая ограниченность проектов во времени (от трех до шести месяцев) эффективное использование статистических методов с помощью хорошо обученных команд
 Дисперсионный анализ Группа 1 2 Наблюдение 1 Наблюдение 2 Наблюдение 3 2 3 1 6 7 5 Среднее Сумма квадратов (СК) 2 2 6 2 Общее среднее Общая сумма ГЛАВНЫЙ ЭФФЕКТ 4 28 SS Эффект Ошибка 24. 0 ст. с в. MS 1 24. 0 1. 0 F p 24. 0 . 00 8
Дисперсионный анализ Группа 1 2 Наблюдение 1 Наблюдение 2 Наблюдение 3 2 3 1 6 7 5 Среднее Сумма квадратов (СК) 2 2 6 2 Общее среднее Общая сумма ГЛАВНЫЙ ЭФФЕКТ 4 28 SS Эффект Ошибка 24. 0 ст. с в. MS 1 24. 0 1. 0 F p 24. 0 . 00 8
 n Основным отличием предлагаемой нами каркасной модели от диаграммы Исикавы является то, что в состав ее компонентов входит «Глоссарий основных определений дисциплины» , строго соответствующий содержательной части каркасной модели. В данный Глоссарий студенты включают общенаучные, частные и специализированные определения, категории и понятия по изучаемой дисциплине, что существенно упорядочивает полученные знания и повышает качество запоминания пройденного материала. n Разработанная нами каркасная модель изучаемой теоретической дисциплины соответствует всем требованиям к оформлению отчетов по практическим работам в Высших учебных заведениях и имеет внешний вид, показанный на рис. 2.
n Основным отличием предлагаемой нами каркасной модели от диаграммы Исикавы является то, что в состав ее компонентов входит «Глоссарий основных определений дисциплины» , строго соответствующий содержательной части каркасной модели. В данный Глоссарий студенты включают общенаучные, частные и специализированные определения, категории и понятия по изучаемой дисциплине, что существенно упорядочивает полученные знания и повышает качество запоминания пройденного материала. n Разработанная нами каркасная модель изучаемой теоретической дисциплины соответствует всем требованиям к оформлению отчетов по практическим работам в Высших учебных заведениях и имеет внешний вид, показанный на рис. 2.
 Каркасная модель Стержни – название главы, темы, подтемы Источники информации: лекции, Энциклопедические и толковые словари Основание – название предмета Глоссарий основных определений изучаемой дисциплины Цель Полки – разделы темы, подтемы Ячейки – определения, категории Модель
Каркасная модель Стержни – название главы, темы, подтемы Источники информации: лекции, Энциклопедические и толковые словари Основание – название предмета Глоссарий основных определений изучаемой дисциплины Цель Полки – разделы темы, подтемы Ячейки – определения, категории Модель
 Глоссарий каркасной модели Фрагмент «Глоссария каркасной модели ТО ИИТ» . № п/п Название категории Определение категории Общенаучные категории 1. ЦЕЛЬ Мысленно предвосхищаемый результат деятельности. В качестве непосредственного мотива цель направляет и регулирует действия человека. 2. МОДЕЛЬ В широком смысле — любой образ, аналог (мысленный или условный: изображение, описание, схема, чертёж, график, план, карта и т. п. ) к. -л. объекта, процесса или явления ( «оригинала» данной модели), используемый в качестве его «заместителя» , «представителя» 3.
Глоссарий каркасной модели Фрагмент «Глоссария каркасной модели ТО ИИТ» . № п/п Название категории Определение категории Общенаучные категории 1. ЦЕЛЬ Мысленно предвосхищаемый результат деятельности. В качестве непосредственного мотива цель направляет и регулирует действия человека. 2. МОДЕЛЬ В широком смысле — любой образ, аналог (мысленный или условный: изображение, описание, схема, чертёж, график, план, карта и т. п. ) к. -л. объекта, процесса или явления ( «оригинала» данной модели), используемый в качестве его «заместителя» , «представителя» 3.
 СЕРТИФИКАЦИЯ СИСТЕМЫ УПРАВЛЕНИЯ КАЧЕСТВОМ • Определение соответствия требованиям стандарта ИСО 9001 -2000 (ГОСТ Р ИСО 9001 -2001) • Определение результативности Подача заявки в ОС Заключение договора с ОС Передача документов в ОС Анализ документов Получение заключения от ОС Устранение замечаний по документам Проведение аудита (проверки) в организации Устранение замечаний по аудиту Выдача сертификата Инспекционный контроль
СЕРТИФИКАЦИЯ СИСТЕМЫ УПРАВЛЕНИЯ КАЧЕСТВОМ • Определение соответствия требованиям стандарта ИСО 9001 -2000 (ГОСТ Р ИСО 9001 -2001) • Определение результативности Подача заявки в ОС Заключение договора с ОС Передача документов в ОС Анализ документов Получение заключения от ОС Устранение замечаний по документам Проведение аудита (проверки) в организации Устранение замечаний по аудиту Выдача сертификата Инспекционный контроль
 Спасибо за внимание
Спасибо за внимание