лекция 7-8. ТО. ХТО стали.pptx
- Количество слайдов: 80



Способы закалки стали

Разновидности закалки по способу охлаждения

Закалка с обработкой холодом

Закалка с самоотпуском

Правильное расположение деталей для охлаждения при закалке

Отпуск стали

Низкий мартенсит отпуска HRC 58 -62 t = 180 -220 Средний троостит отпуска t = 350 -450 HRC 43 -45 Высокий сорбит отпуска t = 550 -650 HRC 23 -25
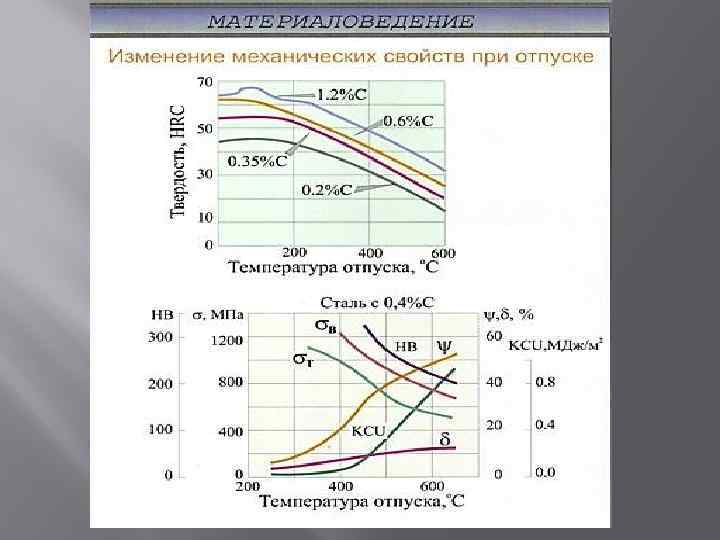

Зависимость ударной вязкости от температуры отпуска


Поверхностная закалка стали: а – распределение температур по сечению; б – структура при поверхностном нагреве; в – структура после закалки

Газопламенная закалка

Изменение температуры

Закалка ТВЧ

Закалка ТВЧ

Изменение структуры

Закалка лазером

Поверхностная закалка

Поверхностная закалка
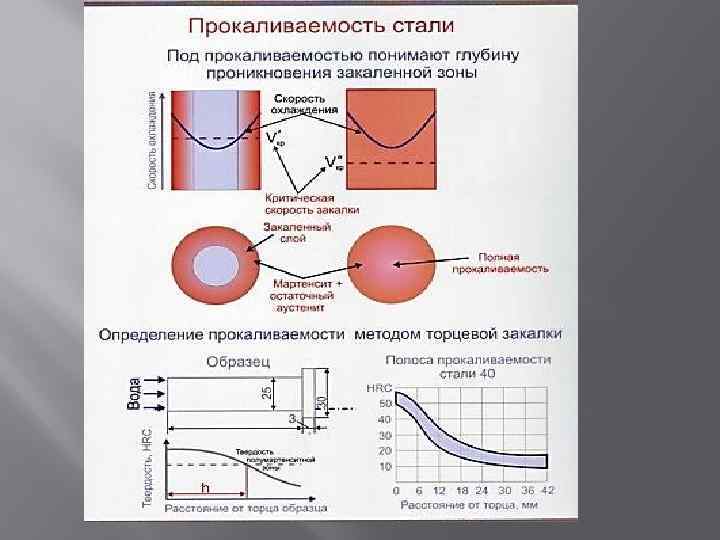

Изменение скорости охлаждения по сечению детали

Глубина прокаливаемости стали

Твердость полумартенситной зоны углеродистой стали.

Изменение твердости по длине образца после торцевой закалки.

Определение критического диаметра по данным торцевой закалки

Определение критического диаметра по номограмме прокаливаемости стали

Термомеханическая и химикотермическая обработка стали

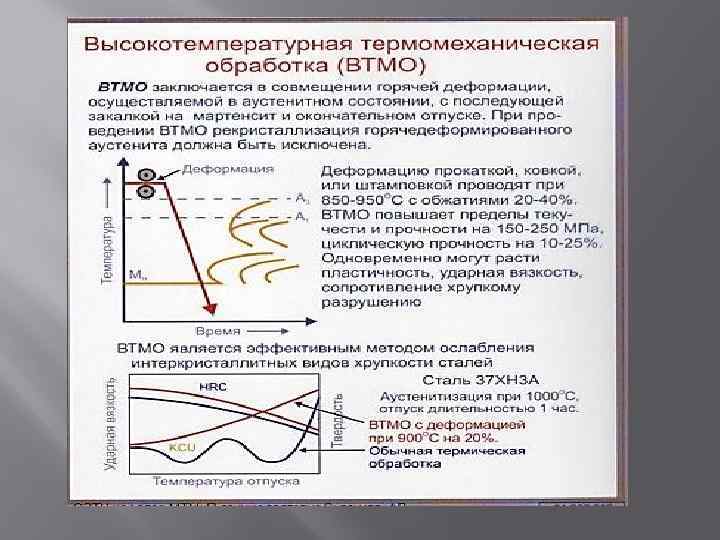
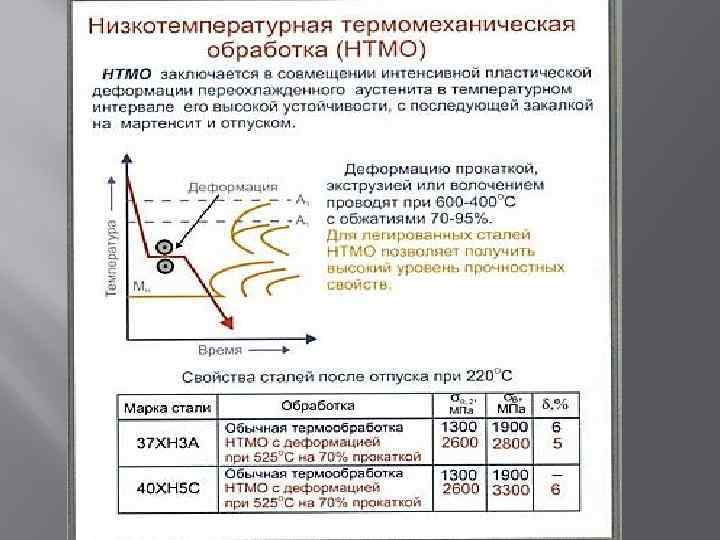
Термомеханическая обработка

Термомеханическая обработка стали



1 – цементационный ящик; 2 – карбюризатор; 3 – образцы свидетели; 4 – детали.

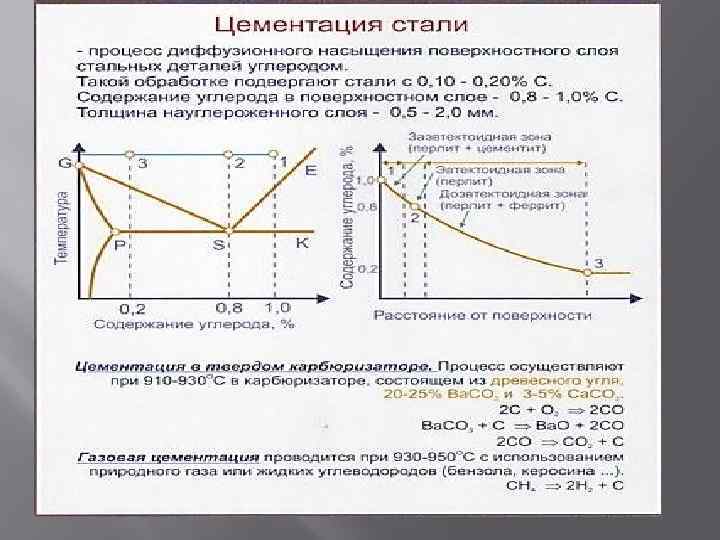
Цементация стали

Технологические параметры процесса цементации Температура 930 -950 С Продолжительность 8 -10 часов Охлаждение вместе с печью

Изменение структуры и свойств поверхности деталей при цементации

Зависимость толщины слоя от температуры и продолжительности процесса

Микроструктура стали в исходном состоянии Феррит + Перлит

Микроструктура поверхности детали после цементации

Микроструктура перлита и цементита вторичного.
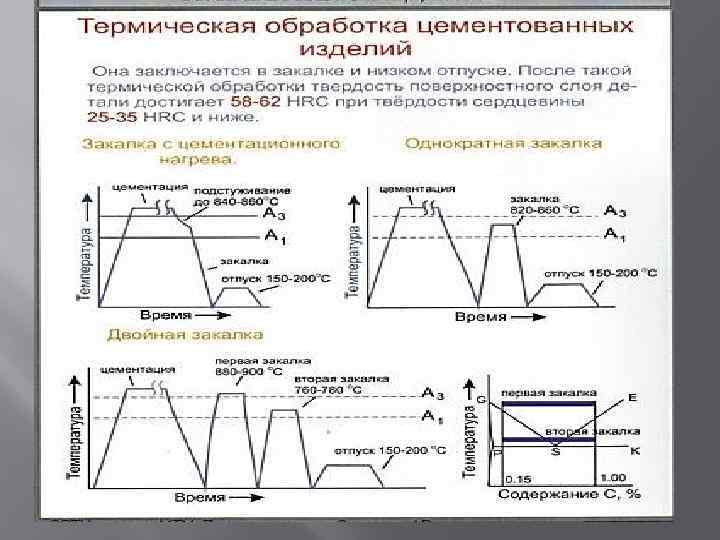

Варианты термообработки после цементации

Микроструктура поверхности детали поле цементации и термообработки

Микроструктура стали 16 ХГ после цементации

Детали подвергаемые цементации
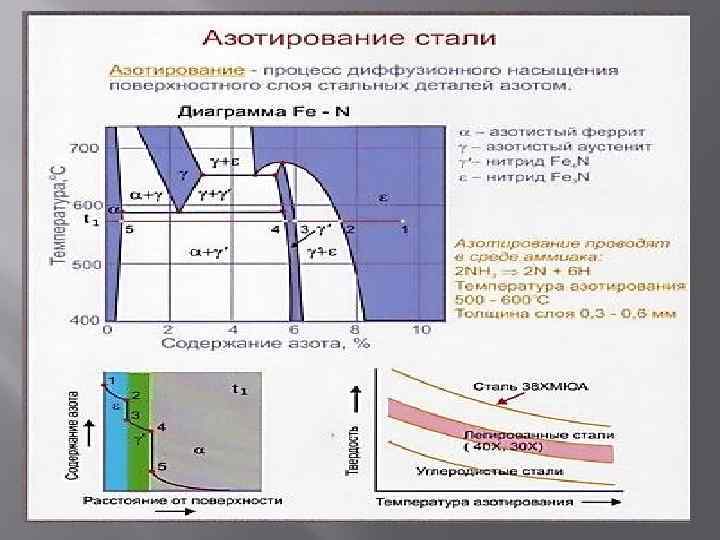

Диаграмма состояния Fe-N и строение азотированного слоя.

Влияние различных факторов на твердость поверхности после азотирования

Микроструктура поверхности после азотирования


Микроструктура стали 08 кп после нитроцементации

Нитроцеметация а- общий вид; б- поверхность; с- сердцевина
 насыщении поверхности стали кремнием")
Силицирование процесс химико-термической обработки, состоящий в высокотемпературном (950— 1100 °C) насыщении поверхности стали кремнием

Борирование проводят с целью повышения износостойкости в условиях сухого трения и абразивного изнашивания

Алитирование применяют при изготовлении клапанов автомобильных двигателей, лопаток и сопел газовых турбин Алитирование проводят в порошкообразных смесях (50 % Al или ферроалюминия, 49 % Al 2 O 3 и 1 % NH 4 CI или 99 % ферроалюминия и 1 % NH 4 При 1000°С и выдержке в течение 8 ч образуется слой в 0, 4— 0, 5 мм, насыщенный алюминием.
")
Алитирование защита от окисления при высоких температурах (700— 900 °C и выше)

Хромирование используется повышения твердости и износостойкости, повышения коррозионной стойкости

Титанирование применяется для повышения коррозионной стойкости и кислотостойкости стали.

Цинкова ние покрытие металла слоем цинка для защиты от коррозии

Толщина цинкового слоя зависит от температуры и продолжительности процесса цинкования и колеблется от 50 мкм до 1, 5 мм

Цинкова ние Подходит для ровных или с небольшим изгибом поверхностей, не подверженным механическим воздействиям

Легированные стали

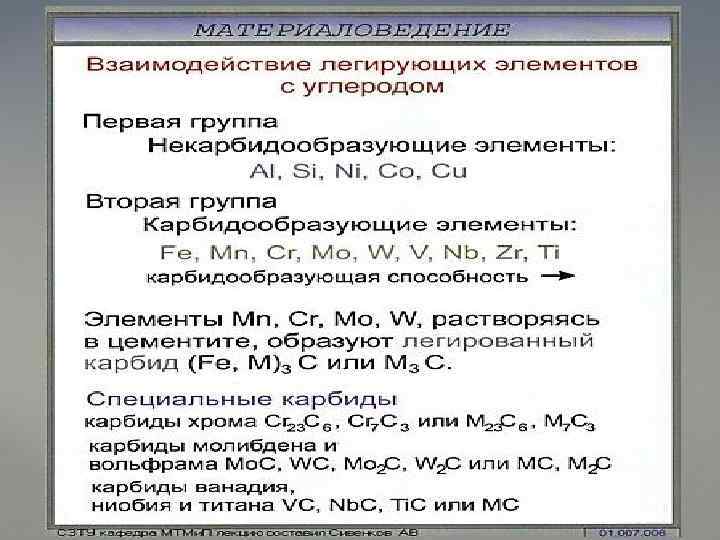
Классификация легирующих элементов Металлы железной группы Тугоплавкие металлы Легкие металлы Редкоземельные металлы Co, Ni, Mn W, Mo, Nb, V, Cr Al, Ti La, Ce, Nd, Y, Sc

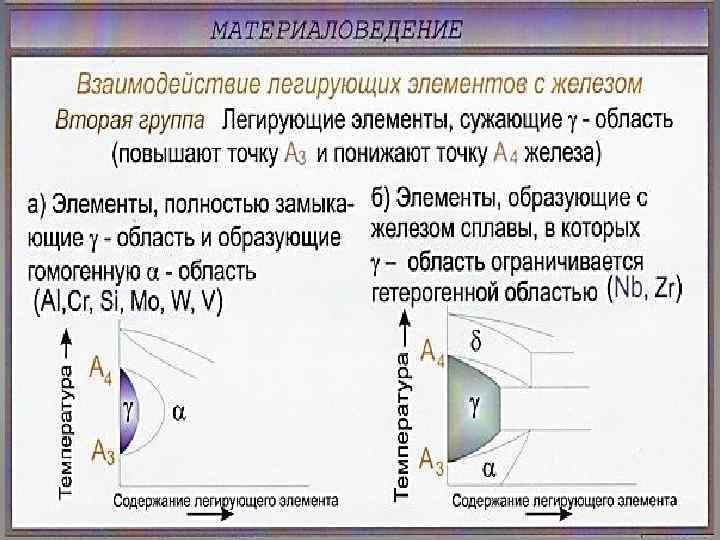

Ni, Mn Cr, W, Mo, Ti, V, Si Влияние легирующих элементов на полиморфные превращения в железе

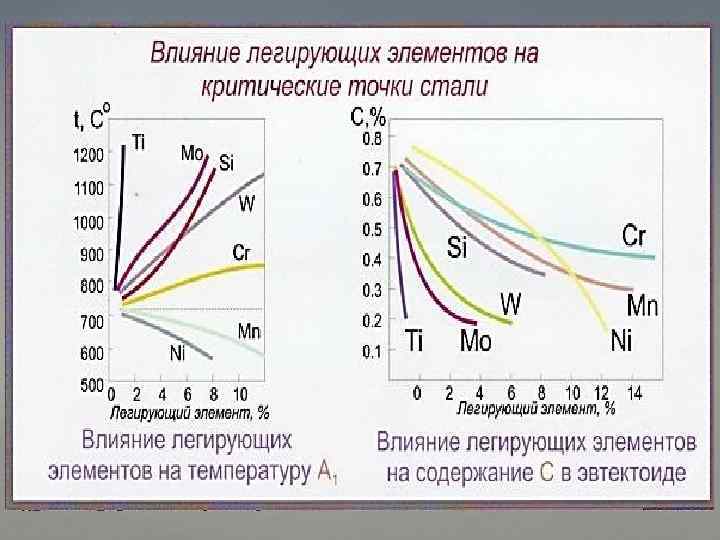
Влияние легирующих элементов на критические точки в диаграмме железо -углерод

Влияние легирования на положение точек S и Е диаграммы Fe-C

Превращение перлита в аустенит


Влияние легирующих элементов на характер диаграмм изотермического распада аустенита

Влияние легирующих элементов на диаграмму изотермического превращения аустенита

Влияние легирующих элементов на температуру начала мартенситного превращения
лекция 7-8. ТО. ХТО стали.pptx