

6-2 ОБЗОРН ЛЕКЦ СПЕЦПРОЦЕССЫ .ppt
- Количество слайдов: 17
 Специальные процессы • Подготовка и введение заливок и гарниров • Подготовка тары • Фасование • Контроль массы • Введение соли, масла, специй, гарниров • Маркировка крышек • Контроль герметичности банок • Эксгаустирование • Герметизация • Мойка герметизированных банок
Специальные процессы • Подготовка и введение заливок и гарниров • Подготовка тары • Фасование • Контроль массы • Введение соли, масла, специй, гарниров • Маркировка крышек • Контроль герметичности банок • Эксгаустирование • Герметизация • Мойка герметизированных банок
 Подготовка и введение заливок и гарниров ИХ НАЗНАЧЕНИЕ: • гармонизация с содержимым продукта по внешнему виду, вкусу и аромату; • хорошая усвояемость; • энергетическая ценность; • доступная стоимость
Подготовка и введение заливок и гарниров ИХ НАЗНАЧЕНИЕ: • гармонизация с содержимым продукта по внешнему виду, вкусу и аромату; • хорошая усвояемость; • энергетическая ценность; • доступная стоимость
 • Эмульсионные (прямая и обратная эмульсия) •") Классификация заливок • Жидкие (прозрачные и непрозрачные) • Эмульсионные (прямая и обратная эмульсия) • Желирующие (белковые, полисахаридные, комбинированные)
Классификация заливок • Жидкие (прозрачные и непрозрачные) • Эмульсионные (прямая и обратная эмульсия) • Желирующие (белковые, полисахаридные, комбинированные)
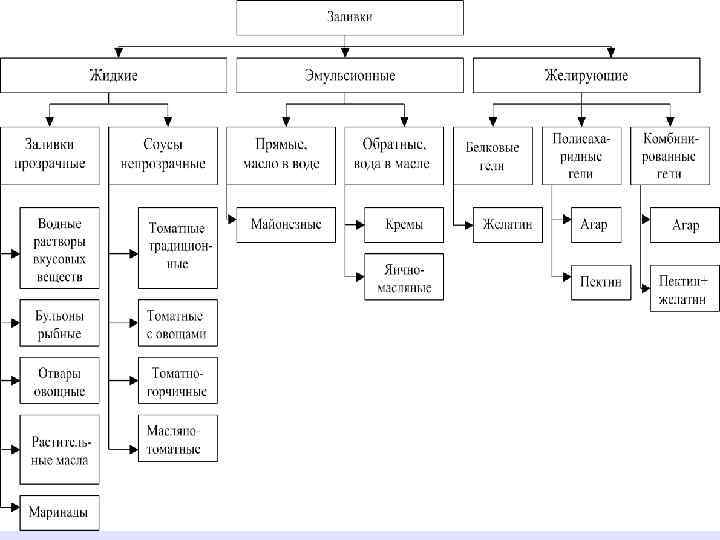
 Самые распространённые заливки • -растительные масла и их композиции; • -бульоны; • -соусы.
Самые распространённые заливки • -растительные масла и их композиции; • -бульоны; • -соусы.
 ПОДГОТОВКА ТАРЫ Банки подвергают санитарной обработке для удаления микрофлоры и различных загрязнений. Их моют горячей водой с температурой не менее 60 °С, ошпаривают острым паром, укладывают на транспортирующие устройства донышком вверх и подают на фасование. Стеклянную тару сначала продувают сжатым воздухом для удаления мелких осколков стекла (их присутствие весьма вероятно), пыли, других загрязнений. Полимерные банки и крышки также подвергают мойке с использованием 0, 5 % раствора кальцинированной соды с температурой 50… 60 °С в течение 2… 3 минут, затем промывают горячей проточной водой и сушат в потоке теплового воздуха.
ПОДГОТОВКА ТАРЫ Банки подвергают санитарной обработке для удаления микрофлоры и различных загрязнений. Их моют горячей водой с температурой не менее 60 °С, ошпаривают острым паром, укладывают на транспортирующие устройства донышком вверх и подают на фасование. Стеклянную тару сначала продувают сжатым воздухом для удаления мелких осколков стекла (их присутствие весьма вероятно), пыли, других загрязнений. Полимерные банки и крышки также подвергают мойке с использованием 0, 5 % раствора кальцинированной соды с температурой 50… 60 °С в течение 2… 3 минут, затем промывают горячей проточной водой и сушат в потоке теплового воздуха.
; стеклянные;") Фасование полуфабриката • используют : • металлические банки различных типоразмеров (жестяные и алюминиевые); стеклянные; полимерные.
Фасование полуфабриката • используют : • металлические банки различных типоразмеров (жестяные и алюминиевые); стеклянные; полимерные.
 Контроль массы наполненных банок Осуществляют: • вручную, используя настольные весы; • в автоматическом режиме, используя весоконтрольные автоматы (например, ИВА и др. )
Контроль массы наполненных банок Осуществляют: • вручную, используя настольные весы; • в автоматическом режиме, используя весоконтрольные автоматы (например, ИВА и др. )
 Введение соли, масла, специй, гарниров Осуществляют с помощью различных дозаторов, порционирующих устройств и др. В частности, введение масла в банки с продуктом производят с помощью дозирующих установок типа ИДА. Н 2 – ИДА 507
Введение соли, масла, специй, гарниров Осуществляют с помощью различных дозаторов, порционирующих устройств и др. В частности, введение масла в банки с продуктом производят с помощью дозирующих установок типа ИДА. Н 2 – ИДА 507
 Рыбные консервы: 250306 010116 Р 1 1 -й ряд – дата изготовления (25 марта 2006 г. ); 2 -й ряд – первые 3 цифры или буквыассортиментный номер (010), последние 3 цифры или буквы – номер предприятия изготовителя (116); 3 -й ряд – индекс рыбной промышленности (Р) и номер смены (1)
Рыбные консервы: 250306 010116 Р 1 1 -й ряд – дата изготовления (25 марта 2006 г. ); 2 -й ряд – первые 3 цифры или буквыассортиментный номер (010), последние 3 цифры или буквы – номер предприятия изготовителя (116); 3 -й ряд – индекс рыбной промышленности (Р) и номер смены (1)
 Контроль герметичности банок Способы проверки герметичности • С использованием этилового эфира • С применением капсулы с водорастворимой оболочкой • При помощи воздушно-водяного тестера • Электронным лучом
Контроль герметичности банок Способы проверки герметичности • С использованием этилового эфира • С применением капсулы с водорастворимой оболочкой • При помощи воздушно-водяного тестера • Электронным лучом
 - вытягивать Это операция, необходимая для создания частичного вакуума") ЭКСГАУСТИРОВАНИЕ to exhauster (англ. ) - вытягивать Это операция, необходимая для создания частичного вакуума в банке. Назначение эксгаустирования: • Уменьшение количества микрофлоры • Предотвращение коррозионных процессов внутренней поверхности банок • Предотвращение окисления липидов и каратиноидов, содержащихся в основном сырье и заливке • Предотвращение появления дефектов «хлопуша» , «птички» .
ЭКСГАУСТИРОВАНИЕ to exhauster (англ. ) - вытягивать Это операция, необходимая для создания частичного вакуума в банке. Назначение эксгаустирования: • Уменьшение количества микрофлоры • Предотвращение коррозионных процессов внутренней поверхности банок • Предотвращение окисления липидов и каратиноидов, содержащихся в основном сырье и заливке • Предотвращение появления дефектов «хлопуша» , «птички» .
 Способы эксгаустирования тепловой механический
Способы эксгаустирования тепловой механический
 ГЕРМЕТИЗАЦИЯ Это процесс герметичного присоединения крышки к корпусу банки Цель герметизации Двусторонняя непроницаемость банок, что позволит: • избежать попадания воздуха и микроорганизмов в продукт; • предотвратить потери продукта вследствие подтечности.
ГЕРМЕТИЗАЦИЯ Это процесс герметичного присоединения крышки к корпусу банки Цель герметизации Двусторонняя непроницаемость банок, что позволит: • избежать попадания воздуха и микроорганизмов в продукт; • предотвратить потери продукта вследствие подтечности.
 ЗАКАТОЧНЫЙ ШОВ Образование двойного закаточного шва а – первая операция; б – начало и конец второй операции; 1 – закаточный ролик первой операции; 2 – закаточный ролик второй операции.
ЗАКАТОЧНЫЙ ШОВ Образование двойного закаточного шва а – первая операция; б – начало и конец второй операции; 1 – закаточный ролик первой операции; 2 – закаточный ролик второй операции.
 ± 0,") Т = (3 t 2 + 2 t 1 + 0, 16) ± 0, 12 L = [E + 0, 5(t 1 + t 2) +1, 5] – 0, 1 С = (0, 12…. 0, 16) + L
Т = (3 t 2 + 2 t 1 + 0, 16) ± 0, 12 L = [E + 0, 5(t 1 + t 2) +1, 5] – 0, 1 С = (0, 12…. 0, 16) + L
 МОЙКА ГЕРМЕТИЗИРОВАННЫХ БАНОК Необходима для того, чтобы в процессе стерилизации не происходило взаимодействия продуктов гидролиза жировых загрязнений – свободных жирных кислот с металлами поверхности банок с образованием нерастворимых металлических солей (мыл), придающих консервным банкам из-за темных пятен неприглядный внешний вид. R – COOH + Ме 2+ → (R – COO)2 Ме + H 2 O Кроме того, свободные жирные кислоты могут вступить во взаимодействие с солями Са и Мg, которые могут находиться в воде или влажном паре автоклава, и также образовывают нерастворимые мыла. Металлические банки моют либо горячей водой (т-ра 50… 60 °С), либо 2… 3 % раствором моющих средств c последующим ополаскиванием горячей пресной водой т-рой не ниже 60 °С. Стеклянные банки ополаскивают горячей водой т-рой 50… 60 °С с помощью душирующих устройств сразу же после герметизации.
МОЙКА ГЕРМЕТИЗИРОВАННЫХ БАНОК Необходима для того, чтобы в процессе стерилизации не происходило взаимодействия продуктов гидролиза жировых загрязнений – свободных жирных кислот с металлами поверхности банок с образованием нерастворимых металлических солей (мыл), придающих консервным банкам из-за темных пятен неприглядный внешний вид. R – COOH + Ме 2+ → (R – COO)2 Ме + H 2 O Кроме того, свободные жирные кислоты могут вступить во взаимодействие с солями Са и Мg, которые могут находиться в воде или влажном паре автоклава, и также образовывают нерастворимые мыла. Металлические банки моют либо горячей водой (т-ра 50… 60 °С), либо 2… 3 % раствором моющих средств c последующим ополаскиванием горячей пресной водой т-рой не ниже 60 °С. Стеклянные банки ополаскивают горячей водой т-рой 50… 60 °С с помощью душирующих устройств сразу же после герметизации.