

Лекция 8 АД.ppt
- Количество слайдов: 30
 Соединения металлических конструкций
Соединения металлических конструкций
 Виды сварных швов и соединений • В зависимости от взаимного расположения свариваемых элементов различают соединения стыковые, нахлесточные, тавровые, угловые. • В стыковых соединениях свариваемые детали и стыковой шов располагаются в одной плоскости. Во всех других соединениях применяют валиковые (угловые) швы, которые заполняют угол, образованный свариваемыми деталями. Угловой шов называется фланговым, если его направление параллельно действующему усилию, и лобовым, если его направление перпендикулярно направлению усилия.
Виды сварных швов и соединений • В зависимости от взаимного расположения свариваемых элементов различают соединения стыковые, нахлесточные, тавровые, угловые. • В стыковых соединениях свариваемые детали и стыковой шов располагаются в одной плоскости. Во всех других соединениях применяют валиковые (угловые) швы, которые заполняют угол, образованный свариваемыми деталями. Угловой шов называется фланговым, если его направление параллельно действующему усилию, и лобовым, если его направление перпендикулярно направлению усилия.
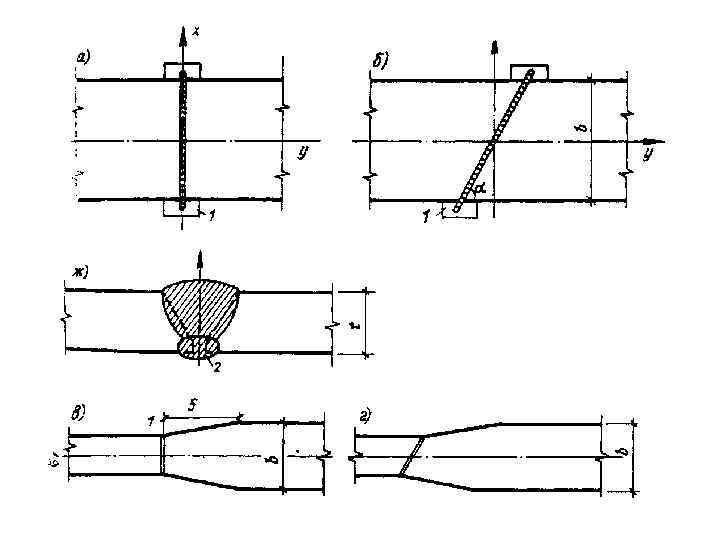
 г) в) б) д) е) а – стыковое; б-г -") Виды сварных соединений а) г) в) б) д) е) а – стыковое; б-г - нахлесточное; д – тавровое; е - угловое; 1 – прямой стыковой шов; 2 - косой стыковой шов; 3 – угловой фланговый шов; 4 - угловой лобовой шов; 5 - электрозаклепки (для нерасчетных соединений)
Виды сварных соединений а) г) в) б) д) е) а – стыковое; б-г - нахлесточное; д – тавровое; е - угловое; 1 – прямой стыковой шов; 2 - косой стыковой шов; 3 – угловой фланговый шов; 4 - угловой лобовой шов; 5 - электрозаклепки (для нерасчетных соединений)
 Виды сварных соединений • По назначению швы могут быть рабочими, подлежащими расчету на прочность, и связующими, назначенными конструктивно. • Сварные швы могут быть непрерывными и прерывистыми • По месту изготовления швы делятся на заводские и монтажные. • По количеству слоев, наложенных при сварке бывают однозаходные и многозаходные сварные швы • По положению в пространстве различают швы нижние, горизонтальные, вертикальные, потолочные
Виды сварных соединений • По назначению швы могут быть рабочими, подлежащими расчету на прочность, и связующими, назначенными конструктивно. • Сварные швы могут быть непрерывными и прерывистыми • По месту изготовления швы делятся на заводские и монтажные. • По количеству слоев, наложенных при сварке бывают однозаходные и многозаходные сварные швы • По положению в пространстве различают швы нижние, горизонтальные, вертикальные, потолочные
; 3") Положение швов в пространстве 1 - горизонтальное на вертикальной поверхпости; 2 нижнее (Н); 3 вертикальное (В): 4 потолочное (П); 5 полупотолочное (Пп): 6 - в лодочку (Л); 7 оризонтальное на наклонной поверхности
Положение швов в пространстве 1 - горизонтальное на вертикальной поверхпости; 2 нижнее (Н); 3 вертикальное (В): 4 потолочное (П); 5 полупотолочное (Пп): 6 - в лодочку (Л); 7 оризонтальное на наклонной поверхности
 подрезы, представляющие собой") Дефекты сварных соединений Наиболее часто встречающимися дефектами сварного соединения являются: а) подрезы, представляющие собой углубления (канавки) в металле, идущими вдоль границы шва; б) непровары - отсутствие оплавления между металлом шва и основным металлом. в) шлаковые (неметаллические) включения – частицы шлака, не успевшие всплыть на поверхность шва до затвердения металла шва; г) поры – области, заполненные газом, выделяющимся в процессе сварки; д) горячие трещины – разрушение металла шва при температурах близких к температурам плавления; е) холодные трещины наблюдаются после охлаждения сварного соединения
Дефекты сварных соединений Наиболее часто встречающимися дефектами сварного соединения являются: а) подрезы, представляющие собой углубления (канавки) в металле, идущими вдоль границы шва; б) непровары - отсутствие оплавления между металлом шва и основным металлом. в) шлаковые (неметаллические) включения – частицы шлака, не успевшие всплыть на поверхность шва до затвердения металла шва; г) поры – области, заполненные газом, выделяющимся в процессе сварки; д) горячие трещины – разрушение металла шва при температурах близких к температурам плавления; е) холодные трещины наблюдаются после охлаждения сварного соединения
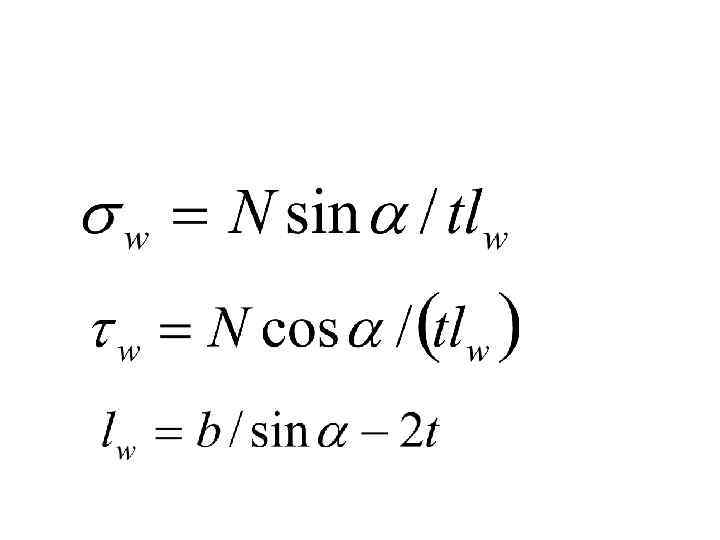
 Расчет сварных стыковых соединений • При расчете сварных соединений необходимо учитывать вид соединения, способ сварки (автоматическая, полуавтоматическая, ручная) и сварочные материалы, соответствующие основному материалу конструкции. • Расчет стыковых сварных соединений при действии осевой силы , проходящей через центр тяжести соединения, выполняют по формуле
Расчет сварных стыковых соединений • При расчете сварных соединений необходимо учитывать вид соединения, способ сварки (автоматическая, полуавтоматическая, ручная) и сварочные материалы, соответствующие основному материалу конструкции. • Расчет стыковых сварных соединений при действии осевой силы , проходящей через центр тяжести соединения, выполняют по формуле
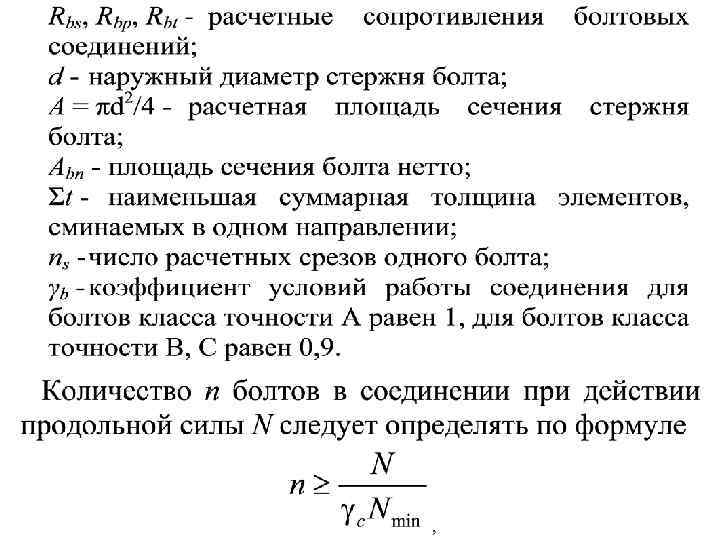
 где t - наименьшая из толщин соединяемых элементов; lw - расчетная длина шва, равная полной его длине, уменьшенной на 2 t, или полной его длине, если концы шва выведены за пределы стыка (например, на технологические планки); Rw - расчетное сопротивление стыковых сварных соединений по пределу текучести, равняется для сжатых элементов и для растянутых элементов в случае применения физического контроля качества шва расчетному сопротивлению основной стали по пределу текучести Rw= Ry или для растянутого элемента в случае отсутсвия физического контроля сварного шва Rw= 0, 85 Ry ; с - коэффициент условия работы.
где t - наименьшая из толщин соединяемых элементов; lw - расчетная длина шва, равная полной его длине, уменьшенной на 2 t, или полной его длине, если концы шва выведены за пределы стыка (например, на технологические планки); Rw - расчетное сопротивление стыковых сварных соединений по пределу текучести, равняется для сжатых элементов и для растянутых элементов в случае применения физического контроля качества шва расчетному сопротивлению основной стали по пределу текучести Rw= Ry или для растянутого элемента в случае отсутсвия физического контроля сварного шва Rw= 0, 85 Ry ; с - коэффициент условия работы.
 Материалы для сварных соединений стальных конструкций Сталь Материал Марка сварочной проволоки при сварке в углекислом газе или в его смеси с аргоном Марка флюса при сварке под флюсом Тип электрода при сварке по Крытыми электродами С 235, С 245, С 255, С 275, С 285, Ст3 кп, Ст3 пс, Ст3 сп, 20 Св-08 А Св-08 ГА АН-348 А АН-60 Э 42*, Э 42 А Э 46*, Э 46 А С 345, С 345 Т, С 375, С 390 Т, С 390 К, С 440, 09 Г 2 С, 16 Г 2 АФ Св-08 ГА* Св-10 ГА* Св-08 Г 2 С* Св-10 Г 2 Св-10 НМА АН-17 -М АН-43 АН-47 АН-348 -А* -Э 50*, Э 50 А --- С 345 К Св-08 ХГ 2 СДЮ Св-08 Х 1 ДЮ АН-348 -А --
Материалы для сварных соединений стальных конструкций Сталь Материал Марка сварочной проволоки при сварке в углекислом газе или в его смеси с аргоном Марка флюса при сварке под флюсом Тип электрода при сварке по Крытыми электродами С 235, С 245, С 255, С 275, С 285, Ст3 кп, Ст3 пс, Ст3 сп, 20 Св-08 А Св-08 ГА АН-348 А АН-60 Э 42*, Э 42 А Э 46*, Э 46 А С 345, С 345 Т, С 375, С 390 Т, С 390 К, С 440, 09 Г 2 С, 16 Г 2 АФ Св-08 ГА* Св-10 ГА* Св-08 Г 2 С* Св-10 Г 2 Св-10 НМА АН-17 -М АН-43 АН-47 АН-348 -А* -Э 50*, Э 50 А --- С 345 К Св-08 ХГ 2 СДЮ Св-08 Х 1 ДЮ АН-348 -А --
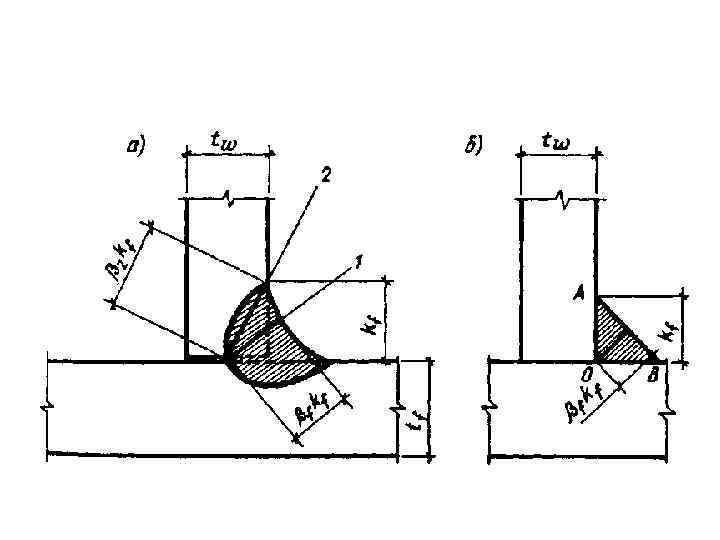
 Расчет угловых и тавровых швов • Разрушение сварных соединений с угловыми лобовыми и фланговыми швами происходит как по металлу шва, так и по металлу границы сплавления. В соответствии с этим расчет выполняют по одному из двух сечений: • сечению 1 по металлу шва и • сечению 2 – по металлу границы сплавления, в зависимости от того какое сечение более опасно. • Угловые швы всегда работают в условиях сложного напряженного состояния и срезывающее напряжение доминирует.
Расчет угловых и тавровых швов • Разрушение сварных соединений с угловыми лобовыми и фланговыми швами происходит как по металлу шва, так и по металлу границы сплавления. В соответствии с этим расчет выполняют по одному из двух сечений: • сечению 1 по металлу шва и • сечению 2 – по металлу границы сплавления, в зависимости от того какое сечение более опасно. • Угловые швы всегда работают в условиях сложного напряженного состояния и срезывающее напряжение доминирует.
 Расчет угловых швов на действие продольной силы или на срез выполняется по формулам
Расчет угловых швов на действие продольной силы или на срез выполняется по формулам
 Таблица 34* Вид сварки при диаметре сварочной проволоки d, мм Автоматическая при d = 3 -5 Положение шва В лодочку Значения коэффициентов βf и βz при катетах швов, мм Коэфф ициент 18 и 3 -8 9 -12 14 -16 более 1, 1 0, 7 βz Нижнее βf 1, 15 1, 0 Ручная; полуавтоматическая проволокой сплошного сечения при d < 1, 4 или порошковой проволокой В лодочку 1, 1 0, 9 0, 7 βz Автоматическая и полуавтоматическая при d = 1, 4 - 2 βf 1, 15 1, 0 В лодочку, нижнее, горизонтальное, вертикальное, потолочное 0, 9 βz Нижнее, горизонтальное, вертикальное βf 1, 05 βf 0, 9 βz 0, 8 0, 7 1, 05 1, 0 βf 0, 7 βz 1, 0
Таблица 34* Вид сварки при диаметре сварочной проволоки d, мм Автоматическая при d = 3 -5 Положение шва В лодочку Значения коэффициентов βf и βz при катетах швов, мм Коэфф ициент 18 и 3 -8 9 -12 14 -16 более 1, 1 0, 7 βz Нижнее βf 1, 15 1, 0 Ручная; полуавтоматическая проволокой сплошного сечения при d < 1, 4 или порошковой проволокой В лодочку 1, 1 0, 9 0, 7 βz Автоматическая и полуавтоматическая при d = 1, 4 - 2 βf 1, 15 1, 0 В лодочку, нижнее, горизонтальное, вертикальное, потолочное 0, 9 βz Нижнее, горизонтальное, вертикальное βf 1, 05 βf 0, 9 βz 0, 8 0, 7 1, 05 1, 0 βf 0, 7 βz 1, 0
 Расчет угловых швов на действие момента
Расчет угловых швов на действие момента
 Конструктивные требования для сварных швов Размеры и форму сварных угловых швов следует принимать с учетом следующих условий: а) катеты угловых швов kf должны быть не более 1, 2 t, где t - наименьшая толщина соединяемых элементов; б) катеты угловых швов kf следует принимать по расчету, но не менее указанных в табл. 38*; в) расчетная длина углового сварного шва должна быть не менее 4 kf и не менее 40 мм; г) расчетная длина флангового шва должна быть не более 85βfkf
Конструктивные требования для сварных швов Размеры и форму сварных угловых швов следует принимать с учетом следующих условий: а) катеты угловых швов kf должны быть не более 1, 2 t, где t - наименьшая толщина соединяемых элементов; б) катеты угловых швов kf следует принимать по расчету, но не менее указанных в табл. 38*; в) расчетная длина углового сварного шва должна быть не менее 4 kf и не менее 40 мм; г) расчетная длина флангового шва должна быть не более 85βfkf
 Минимальные катеты") Таблица 38* Вид соединения Вид сварки Предел текучести стали, МПа (кгс/см 3) Минимальные катеты швов kf, мм, при толщине более толстого из свариваемых элементов t, мм 4 -5 610 1116 1722 2332 3340 4180 До 430 (4400) 4 5 6 7 8 9 10 Св. 430 (4400) до 530 (5400) 5 6 7 8 9 10 12 Тавровое с двусторонними угловыми швами; нахлесточное и угловое Ручная Автоматическая До 430 (4400) и Св. 430 (4400) полуавтоматичес до 530 (5400) кая 3 4 5 6 7 8 9 10 Тавровое с односторонним и угловыми швами Ручная 5 6 7 8 9 10 12 4 5 6 7 8 9 10 Автоматическая и полуавтоматичес кая До 380 (3900)
Таблица 38* Вид соединения Вид сварки Предел текучести стали, МПа (кгс/см 3) Минимальные катеты швов kf, мм, при толщине более толстого из свариваемых элементов t, мм 4 -5 610 1116 1722 2332 3340 4180 До 430 (4400) 4 5 6 7 8 9 10 Св. 430 (4400) до 530 (5400) 5 6 7 8 9 10 12 Тавровое с двусторонними угловыми швами; нахлесточное и угловое Ручная Автоматическая До 430 (4400) и Св. 430 (4400) полуавтоматичес до 530 (5400) кая 3 4 5 6 7 8 9 10 Тавровое с односторонним и угловыми швами Ручная 5 6 7 8 9 10 12 4 5 6 7 8 9 10 Автоматическая и полуавтоматичес кая До 380 (3900)
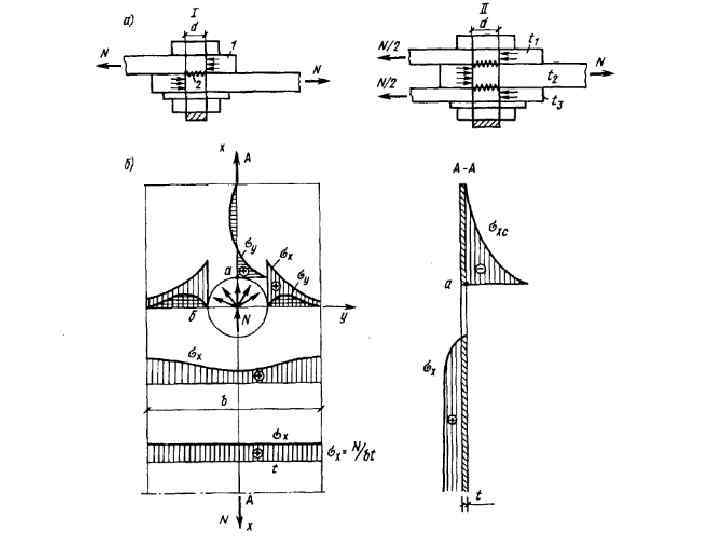
 Болтовые соединения надежны, просты в установке, не требуют сложного оборудования и распространены в монтажных соединениях металлических конструкций. Болтовые соединения по способу работы разделяют на срезные и фрикционные. Для срезных соединений применяют обычные болты грубой, нормальной и повышенной точности, для фрикционных соединений применяют высокопрочные болты. Кроме того существуют анкерные (фундаментные) болты.
Болтовые соединения надежны, просты в установке, не требуют сложного оборудования и распространены в монтажных соединениях металлических конструкций. Болтовые соединения по способу работы разделяют на срезные и фрикционные. Для срезных соединений применяют обычные болты грубой, нормальной и повышенной точности, для фрикционных соединений применяют высокопрочные болты. Кроме того существуют анкерные (фундаментные) болты.
 ставят в отверстия, диаметр которых на") • Болты класса точности С (грубой точности) ставят в отверстия, диаметр которых на 2. . . 3 мм больше диаметра стержня болта. При этом достигается легкость постановки болтов Болты класса точности С ставятся конструктивно без расчетов. • Болты класса точности В устанавливают в отверстия, диаметр которых на 1 - 1, 5 мм больше диаметра стержня болта. Поэтому такие соединения менее деформативны требуют более высокой точности при образовании отверстий в соединяемых элементах конструкций. • Болты класса точности А устанавливают в отверстия, которые просверлены на проектный диаметр в собранных элементах и их диаметр больше диаметра стержня болта на 0, 25 - 0, 30 мм, а сами болты имеют только минусовой допуск на диаметр стержня. Такие болты изготовляют точением и поэтому имеют высокую стоимость.
• Болты класса точности С (грубой точности) ставят в отверстия, диаметр которых на 2. . . 3 мм больше диаметра стержня болта. При этом достигается легкость постановки болтов Болты класса точности С ставятся конструктивно без расчетов. • Болты класса точности В устанавливают в отверстия, диаметр которых на 1 - 1, 5 мм больше диаметра стержня болта. Поэтому такие соединения менее деформативны требуют более высокой точности при образовании отверстий в соединяемых элементах конструкций. • Болты класса точности А устанавливают в отверстия, которые просверлены на проектный диаметр в собранных элементах и их диаметр больше диаметра стержня болта на 0, 25 - 0, 30 мм, а сами болты имеют только минусовой допуск на диаметр стержня. Такие болты изготовляют точением и поэтому имеют высокую стоимость.
 • По прочности болты подразделяют на классы прочности. Класс прочности болта обозначают двумя цифрами, разделенными точкой, например 4. 6, 5. 8, 6. 6. Максимальные болты 8. 8 для обычных и 10. 8 для высокопрочных. В обозначении класса прочности болта закодированы механические свойства материала болта: • первая цифра, умноженная на 10, обозначает минимальное временное сопротивление материала болта в к. Н/см 2; • произведение чисел - предел текучести материала болта в к. Н/см 2;
• По прочности болты подразделяют на классы прочности. Класс прочности болта обозначают двумя цифрами, разделенными точкой, например 4. 6, 5. 8, 6. 6. Максимальные болты 8. 8 для обычных и 10. 8 для высокопрочных. В обозначении класса прочности болта закодированы механические свойства материала болта: • первая цифра, умноженная на 10, обозначает минимальное временное сопротивление материала болта в к. Н/см 2; • произведение чисел - предел текучести материала болта в к. Н/см 2;
 Расчет болтов
Расчет болтов
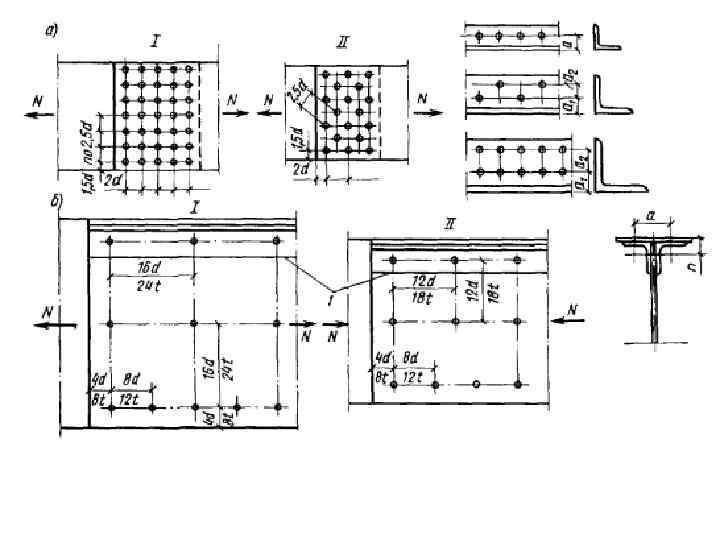
 Характеристика расстояния Расстояния при размещении болтов 1. Расстояния между центрами болтов в любом направлении: а) минимальное б) максимальное в крайних рядах при отсутствии окаймляющих уголков при растяжении и сжатии 2, 5 d 8 d или 12 t в) максимальное в средних рядах, а также в крайних рядах при наличии окаймляющих уголков: при растяжении «сжатии 16 d или 24 t 12 d или 18 t 2. Расстояния от центра болта до края элемента: а) минимальное вдоль усилия 2 d б) то же, поперек усилия: при обрезных кромках «прокатных в) максимальное г) минимальное для высокопрочных болтов при любой кромке и 1, 5 d 1, 2 d 4 d или 8 t 1, 3 d
Характеристика расстояния Расстояния при размещении болтов 1. Расстояния между центрами болтов в любом направлении: а) минимальное б) максимальное в крайних рядах при отсутствии окаймляющих уголков при растяжении и сжатии 2, 5 d 8 d или 12 t в) максимальное в средних рядах, а также в крайних рядах при наличии окаймляющих уголков: при растяжении «сжатии 16 d или 24 t 12 d или 18 t 2. Расстояния от центра болта до края элемента: а) минимальное вдоль усилия 2 d б) то же, поперек усилия: при обрезных кромках «прокатных в) максимальное г) минимальное для высокопрочных болтов при любой кромке и 1, 5 d 1, 2 d 4 d или 8 t 1, 3 d
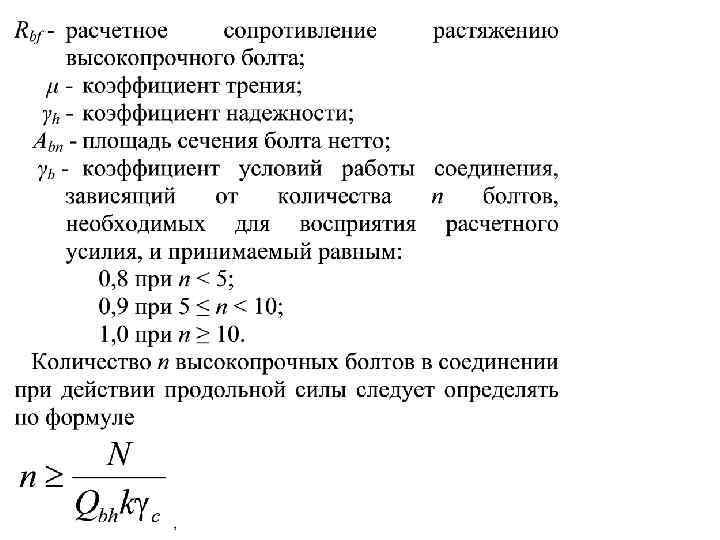
 Расчет соединений на высокопрочных болтах
Расчет соединений на высокопрочных болтах
 Коэффициенты γh Способ регулиро вания натяжени я болтов Коэффи циент трения μ динамической и при δ = 3 -6; статической и при δ = 5 -6 динамическо й и при δ = 1; статической и при δ = 1 -4 1. Дробеметный или дробеструйный двух поверхностей без консервации М 0, 58 1, 35 1, 12 α 0, 58 1, 20 1, 02 2. То же, с консервацией (металлизацией распылением цинка или алюминия) М 0, 50 1, 35 1, 12 α 0, 50 1, 20 1, 02 3. Дробью одной поверхности с консервацией полимерным клеем и посыпкой карборундовым порошком, стальными щетками без консервации - другой поверхности М 0, 50 1, 35 1, 12 α 0, 50 1, 20 1, 02 4. Газопламенный двух поверхностей без консервации М 0, 42 1, 35 1, 12 α 0, 42 1, 20 1, 02 5. Стальными щетками двух поверхностей без консервации М 0, 35 1, 17 α 0, 35 1, 25 1, 06 6. Без обработки М 0, 25 1, 70 1, 30 α 0, 25 1, 50 1, 20 Способ обработки (очистки) соединяемых поверхностей
Коэффициенты γh Способ регулиро вания натяжени я болтов Коэффи циент трения μ динамической и при δ = 3 -6; статической и при δ = 5 -6 динамическо й и при δ = 1; статической и при δ = 1 -4 1. Дробеметный или дробеструйный двух поверхностей без консервации М 0, 58 1, 35 1, 12 α 0, 58 1, 20 1, 02 2. То же, с консервацией (металлизацией распылением цинка или алюминия) М 0, 50 1, 35 1, 12 α 0, 50 1, 20 1, 02 3. Дробью одной поверхности с консервацией полимерным клеем и посыпкой карборундовым порошком, стальными щетками без консервации - другой поверхности М 0, 50 1, 35 1, 12 α 0, 50 1, 20 1, 02 4. Газопламенный двух поверхностей без консервации М 0, 42 1, 35 1, 12 α 0, 42 1, 20 1, 02 5. Стальными щетками двух поверхностей без консервации М 0, 35 1, 17 α 0, 35 1, 25 1, 06 6. Без обработки М 0, 25 1, 70 1, 30 α 0, 25 1, 50 1, 20 Способ обработки (очистки) соединяемых поверхностей