

CМК Лекция общая 2(правленная).ppt
- Количество слайдов: 128
 «Слушайте меня, и через пять лет вы будете конкурировать с Западом. Продолжайте слушать меня, пока Запад не будет просить защиты от вас. » Эдвард У. Деминг 1950 г. Япония, г. Токио. Система менеджмента качества (СМК)
«Слушайте меня, и через пять лет вы будете конкурировать с Западом. Продолжайте слушать меня, пока Запад не будет просить защиты от вас. » Эдвард У. Деминг 1950 г. Япония, г. Токио. Система менеджмента качества (СМК)
 Развитие менеджмента TQM, UQM, QM на основе ISO 9000 MBQ Менеджмент качества 14 принципов Эдвардса Деминга TQC, CWQC Кружки качества ZD (Ноль дефектов) Инжиниринг качества (методы Тагути, QFD, Дома качества и т. п. ) В СССР: БИП, КАНАРСПИ, НОРМ, СБТ, КС УКП SQC (Статистический контроль) Теория надежности. Планирование эксперимента. Классическая школа менеджмента. Фредерик Доктрина Тейлор «человеческих отношений» 1 этап (1900 – 1920) 2 этап (1920 – 1950) Общий Матричная Организационная структура. Системный, ситуационный и поведенческий подходы «Отраслевой» менеджмент: • Финансовый • Персонала • Проектирования • Инновационный • Маркетинга • Производства 3 этап (1950 – 1980) 4 этап (1980 – н. в. ) менеджмент
Развитие менеджмента TQM, UQM, QM на основе ISO 9000 MBQ Менеджмент качества 14 принципов Эдвардса Деминга TQC, CWQC Кружки качества ZD (Ноль дефектов) Инжиниринг качества (методы Тагути, QFD, Дома качества и т. п. ) В СССР: БИП, КАНАРСПИ, НОРМ, СБТ, КС УКП SQC (Статистический контроль) Теория надежности. Планирование эксперимента. Классическая школа менеджмента. Фредерик Доктрина Тейлор «человеческих отношений» 1 этап (1900 – 1920) 2 этап (1920 – 1950) Общий Матричная Организационная структура. Системный, ситуационный и поведенческий подходы «Отраслевой» менеджмент: • Финансовый • Персонала • Проектирования • Инновационный • Маркетинга • Производства 3 этап (1950 – 1980) 4 этап (1980 – н. в. ) менеджмент
 КАЧЕСТВО - что это? Качество Качество для для для Как вариант американца – «Чтобы работало» немца – «Соответствие требованиям» француза – «Люкс или роскошь» итальянца – «Стиль» японца – «Совершенство» русского - …………. . ? ? ? «Чтобы не убило и было очень дешево» …
КАЧЕСТВО - что это? Качество Качество для для для Как вариант американца – «Чтобы работало» немца – «Соответствие требованиям» француза – «Люкс или роскошь» итальянца – «Стиль» японца – «Совершенство» русского - …………. . ? ? ? «Чтобы не убило и было очень дешево» …
 Почему система менеджмента качества? КАЧЕСТВО – степень соответствия присущих характеристик требованиям, при котором: ü соблюдены все законодательные требования и условия производства, ü созданы требуемые характеристики и свойства, ü достигнута удовлетворенность потребителей.
Почему система менеджмента качества? КАЧЕСТВО – степень соответствия присущих характеристик требованиям, при котором: ü соблюдены все законодательные требования и условия производства, ü созданы требуемые характеристики и свойства, ü достигнута удовлетворенность потребителей.

 Если КАЧЕСТВО не обеспечивается… Кто виноват? В большинстве случаев проблемы с качеством вызваны недостатками в системе управления внутри организации, а не ошибками исполнителей. 80% 20%
Если КАЧЕСТВО не обеспечивается… Кто виноват? В большинстве случаев проблемы с качеством вызваны недостатками в системе управления внутри организации, а не ошибками исполнителей. 80% 20%
 КАЧЕСТВО зависит от множества обстоятельств. Для того чтобы обстоятельства не диктовали Организации, как ей «жить» , Организация должна создать систему, которая бы управляла обстоятельствами.
КАЧЕСТВО зависит от множества обстоятельств. Для того чтобы обстоятельства не диктовали Организации, как ей «жить» , Организация должна создать систему, которая бы управляла обстоятельствами.
 «Вы можете не изменяться. Выживание – дело добровольное» ДВА ПУТИ Уильям Эдвардс Деминг. «Выход из кризиса» Не прикладывать сверх-усилий и быть среди тысяч таких же Или, преодолевая трудности, становиться лучшим, брать первые призы и добиваться УСПЕХА через знания, стратегию, волю и мотивацию…
«Вы можете не изменяться. Выживание – дело добровольное» ДВА ПУТИ Уильям Эдвардс Деминг. «Выход из кризиса» Не прикладывать сверх-усилий и быть среди тысяч таких же Или, преодолевая трудности, становиться лучшим, брать первые призы и добиваться УСПЕХА через знания, стратегию, волю и мотивацию…

 ФУНКЦИОНАЛЬНАЯ СТРАТЕГИЯ УПРАВЛЕНИЯ КАЧЕСТВОМ В ОАО «РЖД» КИ СМК: Корпоративная Интегрированная система Менеджмента Качества Цели КИ СМК: 1. Достижение системного улучшения обеспечения безопасности движения. 2. Снижение издержек ОАО «РЖД» за счет оптимизации бизнес и технологических процессов. 3. Существенное повышение качества предоставляемых услуг. 4. Комплексное развитие кадрового потенциала. Конечный результат: формирование организации нового типа – динамично развивающейся, клиентоориентированной и высокоэффективной.
ФУНКЦИОНАЛЬНАЯ СТРАТЕГИЯ УПРАВЛЕНИЯ КАЧЕСТВОМ В ОАО «РЖД» КИ СМК: Корпоративная Интегрированная система Менеджмента Качества Цели КИ СМК: 1. Достижение системного улучшения обеспечения безопасности движения. 2. Снижение издержек ОАО «РЖД» за счет оптимизации бизнес и технологических процессов. 3. Существенное повышение качества предоставляемых услуг. 4. Комплексное развитие кадрового потенциала. Конечный результат: формирование организации нового типа – динамично развивающейся, клиентоориентированной и высокоэффективной.
 Но структура не самоцель ! Основное направление организационного реформирования системы управления – переход от территориальной специализации (железные дороги, отделения) к отраслевой специализации (вертикально интегрированные дирекции по 4 хозяйствам). ЧТО ЖЕ ПРЕДСТАВЛЯЕТ СОБОЙ СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА?
Но структура не самоцель ! Основное направление организационного реформирования системы управления – переход от территориальной специализации (железные дороги, отделения) к отраслевой специализации (вертикально интегрированные дирекции по 4 хозяйствам). ЧТО ЖЕ ПРЕДСТАВЛЯЕТ СОБОЙ СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА?
 В организациях есть только ОДНА система управления - СИСТЕМА МЕНЕДЖЕНТА
В организациях есть только ОДНА система управления - СИСТЕМА МЕНЕДЖЕНТА
 Система менеджмента СБД СУОТ и ПБ СЭМ БП СМК
Система менеджмента СБД СУОТ и ПБ СЭМ БП СМК
 ЗАЧЕМ НУЖНА СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА ? ? ?
ЗАЧЕМ НУЖНА СИСТЕМА МЕНЕДЖМЕНТА КАЧЕСТВА ? ? ?
 Системой СМК качественного является менеджмента компании, механизмом позволяющим достичь поставленные цели. В целом СМК дает руководителям в руки инструмент для эффективного руководства и управления компанией. • Главная задача СМК - не контролировать каждый этап предоставления услуги, а создать условия, исключающие ошибки в работе, которые могли бы привести к появлению брака (плохому качеству услуг или к несогласованному управлению процессами) • СМК призвана обеспечивать качество продукции и услуг предприятия и "настраивать" это качество в зависимости от ожиданий (требований) потребителей
Системой СМК качественного является менеджмента компании, механизмом позволяющим достичь поставленные цели. В целом СМК дает руководителям в руки инструмент для эффективного руководства и управления компанией. • Главная задача СМК - не контролировать каждый этап предоставления услуги, а создать условия, исключающие ошибки в работе, которые могли бы привести к появлению брака (плохому качеству услуг или к несогласованному управлению процессами) • СМК призвана обеспечивать качество продукции и услуг предприятия и "настраивать" это качество в зависимости от ожиданий (требований) потребителей
 Лучшая модель в международной лучшей деловой практике – модель системы менеджмента качества на базе ISO (ИСО)
Лучшая модель в международной лучшей деловой практике – модель системы менеджмента качества на базе ISO (ИСО)
 Эффект от внедрения СМК q. Стоимость акций компаний, внедривших СМК, значительно (почти в 2 раза) выше остальных компаний сегмента рынка. q. Объем продаж таких компаний возрастает более чем в 2 раза. q. Возврат на активы увеличивается на 30%. Результаты опросов руководителей предприятий, внедривших у себя СМК говорят о следующем: q. Введение СМК позволяет более точно планировать деятельность, распределять ресурсы и управлять ими. q. Стремление к лучшему качеству - сплачивает персонал компании. Благодаря этому, гораздо реже из компании “уходят” высококвалифицированные сотрудники. q. СМК не является лекарством от проблем в организации. Это всего лишь инструмент, воспользовавшись которым можно существенно улучшить позиции компании на рынке. q. Если в одном филиале предприятия отлажена СМК, то ее легко можно продублировать в других. Это преимущество весьма актуально для холдингов. q. Внедрение в компании позволяет улучшить имидж компании, потребители начинают лояльнее относиться к ее продукции.
Эффект от внедрения СМК q. Стоимость акций компаний, внедривших СМК, значительно (почти в 2 раза) выше остальных компаний сегмента рынка. q. Объем продаж таких компаний возрастает более чем в 2 раза. q. Возврат на активы увеличивается на 30%. Результаты опросов руководителей предприятий, внедривших у себя СМК говорят о следующем: q. Введение СМК позволяет более точно планировать деятельность, распределять ресурсы и управлять ими. q. Стремление к лучшему качеству - сплачивает персонал компании. Благодаря этому, гораздо реже из компании “уходят” высококвалифицированные сотрудники. q. СМК не является лекарством от проблем в организации. Это всего лишь инструмент, воспользовавшись которым можно существенно улучшить позиции компании на рынке. q. Если в одном филиале предприятия отлажена СМК, то ее легко можно продублировать в других. Это преимущество весьма актуально для холдингов. q. Внедрение в компании позволяет улучшить имидж компании, потребители начинают лояльнее относиться к ее продукции.
 Термины и определения 1. Качество – степень соответствия присущих отличительных свойств потребностям или ожиданиям, которые установлены, обычно предполагаются или являются обязательными. 2. Менеджмент качества – Скоординированная деятельность по руководству и управлению организацией применительно к качеству. ПРИМЕЧАНИЕ – Руководство и управление применительно к качеству обычно включает в себя разработку политики в области качества и целей в области качества, планирование качества, управление качеством, обеспечение качества и улучшение качества. 3. Система менеджмента качества - Система менеджмента для руководства и управления организацией применительно к качеству. 4. Управление качеством - часть скоординированной деятельности по руководству и управлению организацией применительно к качеству, направленная на выполнение требований к качеству. 5. Обеспечение качества - Часть менеджмента качества, направленная на создание уверенности у потребителя, что требования к качеству будут выполнены. 6. Улучшение качества - Часть менеджмента качества, направленная на увеличение способности выполнить требования к качеству.
Термины и определения 1. Качество – степень соответствия присущих отличительных свойств потребностям или ожиданиям, которые установлены, обычно предполагаются или являются обязательными. 2. Менеджмент качества – Скоординированная деятельность по руководству и управлению организацией применительно к качеству. ПРИМЕЧАНИЕ – Руководство и управление применительно к качеству обычно включает в себя разработку политики в области качества и целей в области качества, планирование качества, управление качеством, обеспечение качества и улучшение качества. 3. Система менеджмента качества - Система менеджмента для руководства и управления организацией применительно к качеству. 4. Управление качеством - часть скоординированной деятельности по руководству и управлению организацией применительно к качеству, направленная на выполнение требований к качеству. 5. Обеспечение качества - Часть менеджмента качества, направленная на создание уверенности у потребителя, что требования к качеству будут выполнены. 6. Улучшение качества - Часть менеджмента качества, направленная на увеличение способности выполнить требования к качеству.
 Цикл СМК • Любой процесс предполагает не только выполнение, но в первую очередь планирование, затем выполнение, контроль полученных результатов, их оценку и действия по улучшению.
Цикл СМК • Любой процесс предполагает не только выполнение, но в первую очередь планирование, затем выполнение, контроль полученных результатов, их оценку и действия по улучшению.
 Принцип действия СМК Политика в области качества Цели в области качества Планирование Действия по улучшению Анализ Измерение результатов Выполнение планов Мониторинг и измерение
Принцип действия СМК Политика в области качества Цели в области качества Планирование Действия по улучшению Анализ Измерение результатов Выполнение планов Мониторинг и измерение
 Основы философии МК Документируй то, что делаешь, и делай, как задокументировал Главной целью ставь степень удовлетворенности заказчика Возможность анализа неудачи Возможность повторения удачи Понятие качества получает конкретный смысл Качество становится измеряемым Возможность предвидеть проблемы Планируй, делай, что запланировал, контролируй результат, улучшай Непрерывный контроль соответствия плану Сужение диапазона разброса результатов PDCA – Plan Do Check Act – цикл Деминга
Основы философии МК Документируй то, что делаешь, и делай, как задокументировал Главной целью ставь степень удовлетворенности заказчика Возможность анализа неудачи Возможность повторения удачи Понятие качества получает конкретный смысл Качество становится измеряемым Возможность предвидеть проблемы Планируй, делай, что запланировал, контролируй результат, улучшай Непрерывный контроль соответствия плану Сужение диапазона разброса результатов PDCA – Plan Do Check Act – цикл Деминга
 СТАНДАРТИЗАЦИЯ Стандартизация Результаты любой деятельности имеют разброс и усилия системы управления направлены на уменьшение этого разброса. Цель создания СМК: выпуск продукции с предсказуемым качеством Два направления стандартизации: 1. Стандартизация требований на продукцию 2. Стандартизация требований к процессам управления (механизмов и методов принятия решений)
СТАНДАРТИЗАЦИЯ Стандартизация Результаты любой деятельности имеют разброс и усилия системы управления направлены на уменьшение этого разброса. Цель создания СМК: выпуск продукции с предсказуемым качеством Два направления стандартизации: 1. Стандартизация требований на продукцию 2. Стандартизация требований к процессам управления (механизмов и методов принятия решений)
 СОСТАВ СТАНДАРТОВ ISO Менеджмент 9000 СЕМЕЙСТВАкачества по ISO 9001: 2000 ISO 9000: 2000 – QMS. Fundamentals and vocabulary ISO 9001: 2000 – QMS. Requirements ISO 9004: 2000 – QMS. Guidelines for performance improvement ISO 10006: 2003 – QMS. Guidelines for quality management in project. ISO 10002: 2005 – QM. Customer satisfaction. Guidelines for complaint handling in organizations. ISO 19011: 2002 – Guidelines for quality and/or environmental management systems auditing. Всего в семействе более 30 стандартов и существуют дополнительные требованиям к отдельным отраслям промышленности
СОСТАВ СТАНДАРТОВ ISO Менеджмент 9000 СЕМЕЙСТВАкачества по ISO 9001: 2000 ISO 9000: 2000 – QMS. Fundamentals and vocabulary ISO 9001: 2000 – QMS. Requirements ISO 9004: 2000 – QMS. Guidelines for performance improvement ISO 10006: 2003 – QMS. Guidelines for quality management in project. ISO 10002: 2005 – QM. Customer satisfaction. Guidelines for complaint handling in organizations. ISO 19011: 2002 – Guidelines for quality and/or environmental management systems auditing. Всего в семействе более 30 стандартов и существуют дополнительные требованиям к отдельным отраслям промышленности
 ПРИНЦИПЫ СМК ПО ISO 9001: 2000 СМК по ISO 9001: 2000 Модель Универсальная модель, пригодная для всех видов производств. Формулирует 8 основных принципов менеджмента качества: 1) Ориентация на потребителя Организация зависит от своих потребителей и поэтому должна понимать их текущие и 2) Лидерство будущие потребности, выполнять их требования и стремиться превзойти их ожидания. Руководители обеспечивают единство цели и направления деятельности 3) Вовлечение работников организации. Следует создавать и поддерживать внутреннюю среду, в которой Работники всех уровней составляют основу организации, и их полное вовлечение работники могут полностью включены в решение задач организации. 4) Процессный подход дает возможность организации с выгодой использовать их способности. Желаемый результата достигается эффективнее, когда деятельностью и 5) Системный подход к управлению соответствующими ресурсами управляют как процессом. Выявление, понимание и менеджмент взаимосвязанных процессов, как системы содействуют результативности и эффективности организации при достижении ее 6) Постоянное улучшение целей. Постоянное улучшение деятельности организации в целом следует 7) Принятие решений на основе фактов рассматривать как ее неизменную цель. Эффективнее решения основываются на анализе данных и информации. 8) Взаимновыгодное партнерство с поставщиком Организация и поставщики взаимозависимы, и их отношения взаимной выгоды повышают способность обеих сторон создавать ценности.
ПРИНЦИПЫ СМК ПО ISO 9001: 2000 СМК по ISO 9001: 2000 Модель Универсальная модель, пригодная для всех видов производств. Формулирует 8 основных принципов менеджмента качества: 1) Ориентация на потребителя Организация зависит от своих потребителей и поэтому должна понимать их текущие и 2) Лидерство будущие потребности, выполнять их требования и стремиться превзойти их ожидания. Руководители обеспечивают единство цели и направления деятельности 3) Вовлечение работников организации. Следует создавать и поддерживать внутреннюю среду, в которой Работники всех уровней составляют основу организации, и их полное вовлечение работники могут полностью включены в решение задач организации. 4) Процессный подход дает возможность организации с выгодой использовать их способности. Желаемый результата достигается эффективнее, когда деятельностью и 5) Системный подход к управлению соответствующими ресурсами управляют как процессом. Выявление, понимание и менеджмент взаимосвязанных процессов, как системы содействуют результативности и эффективности организации при достижении ее 6) Постоянное улучшение целей. Постоянное улучшение деятельности организации в целом следует 7) Принятие решений на основе фактов рассматривать как ее неизменную цель. Эффективнее решения основываются на анализе данных и информации. 8) Взаимновыгодное партнерство с поставщиком Организация и поставщики взаимозависимы, и их отношения взаимной выгоды повышают способность обеих сторон создавать ценности.
 1 Ориентация на потребителя Необходимо чётко осознавать, что настоящее и будущее организации напрямую зависит от потребителей, и поэтому очень важно понимать их текущие и будущие потребности, выполнять их требования и стремиться превзойти их ожидания.
1 Ориентация на потребителя Необходимо чётко осознавать, что настоящее и будущее организации напрямую зависит от потребителей, и поэтому очень важно понимать их текущие и будущие потребности, выполнять их требования и стремиться превзойти их ожидания.
 С течением времени те свойства продукта или услуги, которые были восхищающими, становятся само собой разумеющимися; и компании необходимо предоставлять своему потребителю все новые потребительские свойства товара.
С течением времени те свойства продукта или услуги, которые были восхищающими, становятся само собой разумеющимися; и компании необходимо предоставлять своему потребителю все новые потребительские свойства товара.
 2 Лидерство руководителя Руководство ОЖД обеспечивает единство цели и направления деятельности организации. Личной ответственностью руководства является не только формирование Политики и Целей в области качества, но и создание, и поддержание внутренней среды, в которой работники полностью вовлечены в достижение целей и решение задач на различных уровнях организации.
2 Лидерство руководителя Руководство ОЖД обеспечивает единство цели и направления деятельности организации. Личной ответственностью руководства является не только формирование Политики и Целей в области качества, но и создание, и поддержание внутренней среды, в которой работники полностью вовлечены в достижение целей и решение задач на различных уровнях организации.
 Схема управления Информирование Регулирование Санкции
Схема управления Информирование Регулирование Санкции
 Признаки объекта управления 1. Характеристики, которые можно измерять и изменять 2. Наличие у субъекта средств и способов изменения этих характеристик 3. Предсказуемость (гарантии) требуемой реакции на определенное воздействие 4. Известность условий, в которых объект управления ведет себя непредсказуемо (границы управляемости)
Признаки объекта управления 1. Характеристики, которые можно измерять и изменять 2. Наличие у субъекта средств и способов изменения этих характеристик 3. Предсказуемость (гарантии) требуемой реакции на определенное воздействие 4. Известность условий, в которых объект управления ведет себя непредсказуемо (границы управляемости)
 Администрирование и лидерство
Администрирование и лидерство
 Администратор Акцент на задачах: разделение работы при планировании на обозримые фрагменты, на индивидуальные задания Организация: однозначные инструкции подчиненным, выделение Организация: однозначные инструкции строго необходимых ресурсов для выполнения заданий, подчиненным, выделение строго ограничение инициативы необходимых ресурсов для выполнения заданий, ограничение инициативы Стимулирование: установление однозначной связи выполнения заданий и вознаграждений за них Стимулирование: установление однозначной связи выполнения заданий и Координация: согласование и коррекция сроков, количественных вознаграждений за них и качественных параметров выполнения задания с руководством и смежниками Координация: согласование и коррекция сроков, количественных и качественных параметров выполнения задания с Контроль: сопоставление полученных и запланированных руководством и смежниками результатов выполнения заданий, оценка рассогласований, регулирование, санкции Контроль: сопоставление полученных и запланированных результатов выполнения заданий, оценка рассогласований, Принятие решений: приоритетное внимание решению производственных задач с единоличной ответственностью за регулирование, санкции принятые решения и их последствия Принятие решений: приоритетное внимание решению производственных задач с единоличной ответственностью за принятые решения и их последствия Лидер Акцент на целях: побуждение видения цели, ее значимости и необходимого качества результатов без детализации заданий Содействие: помощь в постановке задач и выборе метода их решения, в обеспечении ресурсами, необходимыми сотруднику, поощрение инициативы Поддержка: акцентирование чувства собственной значимости сотрудников и важности их вклада в общее дело Гармонизация взаимоотношений: поощрение развития контактов и отношений между сотрудниками разных рангов для обеспечения доверия и согласованности в работе Позитивная обратная связь: поощрение ценных для организации достижений и поступков, взаимоконтроля и самоконтроля Обсуждение проблем: приоритетное внимание готовности сотрудников совместно вырабатывать и реализовывать решение с коллективной ответственностью за него
Администратор Акцент на задачах: разделение работы при планировании на обозримые фрагменты, на индивидуальные задания Организация: однозначные инструкции подчиненным, выделение Организация: однозначные инструкции строго необходимых ресурсов для выполнения заданий, подчиненным, выделение строго ограничение инициативы необходимых ресурсов для выполнения заданий, ограничение инициативы Стимулирование: установление однозначной связи выполнения заданий и вознаграждений за них Стимулирование: установление однозначной связи выполнения заданий и Координация: согласование и коррекция сроков, количественных вознаграждений за них и качественных параметров выполнения задания с руководством и смежниками Координация: согласование и коррекция сроков, количественных и качественных параметров выполнения задания с Контроль: сопоставление полученных и запланированных руководством и смежниками результатов выполнения заданий, оценка рассогласований, регулирование, санкции Контроль: сопоставление полученных и запланированных результатов выполнения заданий, оценка рассогласований, Принятие решений: приоритетное внимание решению производственных задач с единоличной ответственностью за регулирование, санкции принятые решения и их последствия Принятие решений: приоритетное внимание решению производственных задач с единоличной ответственностью за принятые решения и их последствия Лидер Акцент на целях: побуждение видения цели, ее значимости и необходимого качества результатов без детализации заданий Содействие: помощь в постановке задач и выборе метода их решения, в обеспечении ресурсами, необходимыми сотруднику, поощрение инициативы Поддержка: акцентирование чувства собственной значимости сотрудников и важности их вклада в общее дело Гармонизация взаимоотношений: поощрение развития контактов и отношений между сотрудниками разных рангов для обеспечения доверия и согласованности в работе Позитивная обратная связь: поощрение ценных для организации достижений и поступков, взаимоконтроля и самоконтроля Обсуждение проблем: приоритетное внимание готовности сотрудников совместно вырабатывать и реализовывать решение с коллективной ответственностью за него
 2. Эффективный стиль руководства – ситуативный: учитывающий факторы Персонала, Задания, Среды, Руководителя
2. Эффективный стиль руководства – ситуативный: учитывающий факторы Персонала, Задания, Среды, Руководителя
 Стили руководства и готовность персонала Тренирующий Партнерский Директивный Побуждающий
Стили руководства и готовность персонала Тренирующий Партнерский Директивный Побуждающий
 Менеджмент на основе лидерства «Лидер – это волна, увлекающая корабль вперёд» . Л. Н. Толстой Начальник командует людьми, лидер учит их. Начальник полагается на власть, лидер – на добрую волю. Начальник вызывает в людях страх, лидер – воодушевление. Начальник говорит «я» , лидер говорит «мы» . Начальник ругает за неполадки, лидер справляется с ними Начальник знает, как надо работать, лидер - показывает, как надо. показывает надо Начальник говорит: «Идите» , лидер – «Пойдём!» . Мак. Кензи(E. C. Mc. Kenzie) (E. C. Mc. Kenzie «Quips and Quotes» , Grand Rapids, Baker, 1980. )
Менеджмент на основе лидерства «Лидер – это волна, увлекающая корабль вперёд» . Л. Н. Толстой Начальник командует людьми, лидер учит их. Начальник полагается на власть, лидер – на добрую волю. Начальник вызывает в людях страх, лидер – воодушевление. Начальник говорит «я» , лидер говорит «мы» . Начальник ругает за неполадки, лидер справляется с ними Начальник знает, как надо работать, лидер - показывает, как надо. показывает надо Начальник говорит: «Идите» , лидер – «Пойдём!» . Мак. Кензи(E. C. Mc. Kenzie) (E. C. Mc. Kenzie «Quips and Quotes» , Grand Rapids, Baker, 1980. )
 3 Вовлечение работников «Нам нужны люди, которым интересно жить, а работать мы их научим. Поэтому мы ждем на дороге тех, кто полон инициативности, энтузиазма, кто хочет работать по-новому» . В. И. Якунин Работники всех уровней составляют основу организации, ее ресурс и ценность. Персонал - важнейший фактор развития Октябрьской железной дороги, который обеспечивает достижение стратегических целей организации.
3 Вовлечение работников «Нам нужны люди, которым интересно жить, а работать мы их научим. Поэтому мы ждем на дороге тех, кто полон инициативности, энтузиазма, кто хочет работать по-новому» . В. И. Якунин Работники всех уровней составляют основу организации, ее ресурс и ценность. Персонал - важнейший фактор развития Октябрьской железной дороги, который обеспечивает достижение стратегических целей организации.
 Что значит управлять ? РЕСУРСЫ ВЗАИМООТНОШЕНИЯ ЦЕЛЬ – стратегия ПЛАН – тактика Люди Информация Знания Материально –технические средства Деньги Технологии Мотивация Время… РЕЗУЛЬТАТ
Что значит управлять ? РЕСУРСЫ ВЗАИМООТНОШЕНИЯ ЦЕЛЬ – стратегия ПЛАН – тактика Люди Информация Знания Материально –технические средства Деньги Технологии Мотивация Время… РЕЗУЛЬТАТ
 ПРОЦЕССНЫЙ ПОДХОД Менеджмент качества по ISO ПО ISO 9001: 2000 1. Процессный подход Вход Процесс – совокупность взаимосвязанных или взаимодействующих действий, которая преобразует вход в выход Выход
ПРОЦЕССНЫЙ ПОДХОД Менеджмент качества по ISO ПО ISO 9001: 2000 1. Процессный подход Вход Процесс – совокупность взаимосвязанных или взаимодействующих действий, которая преобразует вход в выход Выход

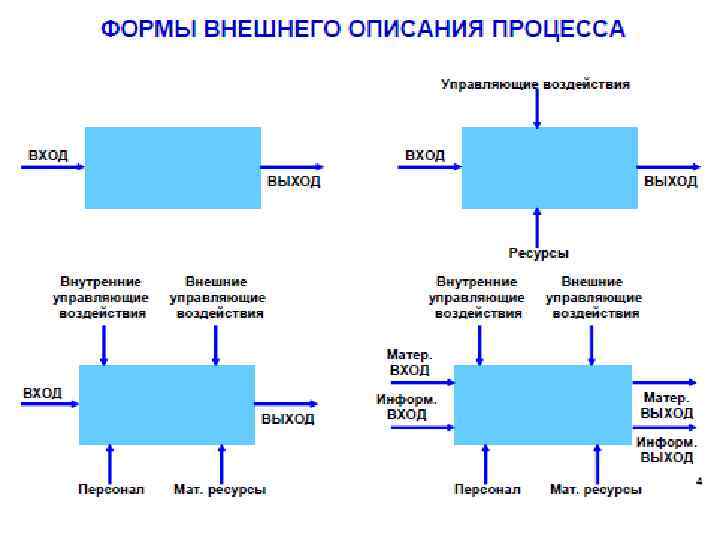
 ПРОЦЕСС – это совокупность взаимосвязанных и взаимодействующих видов деятельности, Øпреобразующая входы (материально-технические ресурсы, финансы, информация, персонал и т. д. ) в выходы – (результат процесса – продукция/услуга); Øрегулируемая при помощи управляющих воздействий (процедура управления, установленные нормы, требования, сроки и т. д. ); Øиспользующая ресурсы - «сырье» , на котором работает процесс; Øнаправленная на достижение определенного результата (добавленной ценности). УПРАВЛЯЮЩИЕ ВОЗДЕЙСТВИЯ ВХОД ВЫХОД РЕСУРСЫ
ПРОЦЕСС – это совокупность взаимосвязанных и взаимодействующих видов деятельности, Øпреобразующая входы (материально-технические ресурсы, финансы, информация, персонал и т. д. ) в выходы – (результат процесса – продукция/услуга); Øрегулируемая при помощи управляющих воздействий (процедура управления, установленные нормы, требования, сроки и т. д. ); Øиспользующая ресурсы - «сырье» , на котором работает процесс; Øнаправленная на достижение определенного результата (добавленной ценности). УПРАВЛЯЮЩИЕ ВОЗДЕЙСТВИЯ ВХОД ВЫХОД РЕСУРСЫ

 ü Владелец ( «хозяин» ) / Руководитель") «Атрибуты» процесса ü Название процесса (действие) ü Владелец ( «хозяин» ) / Руководитель процесса üПотребитель(ли) процесса ü Описание процесса: входы, выходы, ресурсы, управляющие воздействия ü Мониторинг и анализ процесса: методы, параметры, критерии ü Результативность процесса: показатели результативности, методика оценки Управляющие воздействия ВХОД ВЫХОД ПРЕОБРАЗОВАНИЕ (процесс, функция) А В Ресурсы
«Атрибуты» процесса ü Название процесса (действие) ü Владелец ( «хозяин» ) / Руководитель процесса üПотребитель(ли) процесса ü Описание процесса: входы, выходы, ресурсы, управляющие воздействия ü Мониторинг и анализ процесса: методы, параметры, критерии ü Результативность процесса: показатели результативности, методика оценки Управляющие воздействия ВХОД ВЫХОД ПРЕОБРАЗОВАНИЕ (процесс, функция) А В Ресурсы
 Взаимодействие процессов Управление предприятием Управление ресурсами, технологией проектных работ и производственными процессами Управление безопасностью и режимом Управление персоналом Управление Научно-техническое планированием и управление разработкой продажами проектов Управление хозяйственным обеспечением производственной деятельности Управление финансами Управление системой менеджмента качества Управление сопровождением проектов Управление документооборотом
Взаимодействие процессов Управление предприятием Управление ресурсами, технологией проектных работ и производственными процессами Управление безопасностью и режимом Управление персоналом Управление Научно-техническое планированием и управление разработкой продажами проектов Управление хозяйственным обеспечением производственной деятельности Управление финансами Управление системой менеджмента качества Управление сопровождением проектов Управление документооборотом
 Алгоритм описания бизнес-процессов Идентификация и классификация процессов и их взаимосвязей Выбор приоритетов. Выделение «ключевых» процессов Определение целевых установок процессов Описание бизнес-процессов Определение ролей, функций, полномочий и зон ответственности Определение ключевых показателей эффективности Уточнение требований к остальным бизнес-процессам 45
Алгоритм описания бизнес-процессов Идентификация и классификация процессов и их взаимосвязей Выбор приоритетов. Выделение «ключевых» процессов Определение целевых установок процессов Описание бизнес-процессов Определение ролей, функций, полномочий и зон ответственности Определение ключевых показателей эффективности Уточнение требований к остальным бизнес-процессам 45
 Основные группы процессов ОАО «РЖД»
Основные группы процессов ОАО «РЖД»
 Процессная модель СМК ОЖД
Процессная модель СМК ОЖД
 5 Системный подход к качеству Круговорот воды в природе Система - совокупность взаимосвязанных и взаимодействующих элементов.
5 Системный подход к качеству Круговорот воды в природе Система - совокупность взаимосвязанных и взаимодействующих элементов.
 Выявление, понимание и управление взаимосвязанными процессами как целостной СИСТЕМОЙ содействуют результативности и эффективности дороги при достижении её целей. Если мы хотим добиться удовлетворенности наших потребителей, мы должны нацелить на это результат каждого процесса и связать наши процессы в систему процессов. Процесс1 Процесс2 Процесс3 Процесс4 Удовлетворённос ть потребителя
Выявление, понимание и управление взаимосвязанными процессами как целостной СИСТЕМОЙ содействуют результативности и эффективности дороги при достижении её целей. Если мы хотим добиться удовлетворенности наших потребителей, мы должны нацелить на это результат каждого процесса и связать наши процессы в систему процессов. Процесс1 Процесс2 Процесс3 Процесс4 Удовлетворённос ть потребителя
 6 Постоянное улучшение деятельности организации в целом должно являться ее неизменной целью.
6 Постоянное улучшение деятельности организации в целом должно являться ее неизменной целью.
 СМК. Постоянное улучшение СМК, основанная на процессном Постоянное улучшение СМК подходе Ответственность руководства Потребители (и другие заинтересованные стороны) Требования Управление ресурсами Вход Производство продукта Потребители (и другие заинтересованные стороны) Измерение, анализ и улучшение Продукт Удовлетворенность Выход
СМК. Постоянное улучшение СМК, основанная на процессном Постоянное улучшение СМК подходе Ответственность руководства Потребители (и другие заинтересованные стороны) Требования Управление ресурсами Вход Производство продукта Потребители (и другие заинтересованные стороны) Измерение, анализ и улучшение Продукт Удовлетворенность Выход
 7 Принятие решений, основанное на фактах Деятельность руководства на различных уровнях организации неразрывно связана с принятием управленческих решений. Эффективность этих решений основывается на анализе своевременных, полных и объективных данных и информации.
7 Принятие решений, основанное на фактах Деятельность руководства на различных уровнях организации неразрывно связана с принятием управленческих решений. Эффективность этих решений основывается на анализе своевременных, полных и объективных данных и информации.
 Почему статистические методы? ü Взгляд на вещи сквозь призму статистики и статистические методы – наиболее эффективные средства объективного наблюдения. ü Любые собираемые данные имеют своё назначение, и после того, как информация собрана, нужно начать с нею работать. ü Статистические методы – инструмент превращения собранных данных в источник информации. Возможность принять решение на основе фактов!
Почему статистические методы? ü Взгляд на вещи сквозь призму статистики и статистические методы – наиболее эффективные средства объективного наблюдения. ü Любые собираемые данные имеют своё назначение, и после того, как информация собрана, нужно начать с нею работать. ü Статистические методы – инструмент превращения собранных данных в источник информации. Возможность принять решение на основе фактов!
 Статистическое") Основная проблема менеджмента и лидерства неумение интерпретировать информацию, содержащуюся в вариациях. (Э. Деминг) Статистическое мышление основано на следующих фундаментальных принципах: þлюбая работа осуществляется в системе взаимосвязанных процессов; þво всех процессах есть вариации; þпонимание и снижение вариаций - ключ к успеху!
Основная проблема менеджмента и лидерства неумение интерпретировать информацию, содержащуюся в вариациях. (Э. Деминг) Статистическое мышление основано на следующих фундаментальных принципах: þлюбая работа осуществляется в системе взаимосвязанных процессов; þво всех процессах есть вариации; þпонимание и снижение вариаций - ключ к успеху!
 «ВАРИАБЕЛЬНОСТЬ» ИЗМЕНЧИВОСТЬ ВКП На выходе любого процесса мы получаем не одно и то же значение, а разброс значений вокруг некоторой величины.
«ВАРИАБЕЛЬНОСТЬ» ИЗМЕНЧИВОСТЬ ВКП На выходе любого процесса мы получаем не одно и то же значение, а разброс значений вокруг некоторой величины.
 Цель Снизить изменчивость на выходе процесса – обеспечить минимальный разброс значений. Каким образом? Разделить причины – источники вариаций на общие и особые. Общие причины вариаций – это те причины вариаций, которые являются неотъемлемой частью процесса или системы и внутренне им присущи. üСтабильны üПостоянны во времени üХарактеризуют вариации стабильного (управляемого) процесса Особые причины вариаций – это те причины вариаций, которые возникают из-за внешних по отношению к процессу или системе воздействий на них. üНеодинаковы üНерегулярны üХарактеризуют нарушение стабильности процесса
Цель Снизить изменчивость на выходе процесса – обеспечить минимальный разброс значений. Каким образом? Разделить причины – источники вариаций на общие и особые. Общие причины вариаций – это те причины вариаций, которые являются неотъемлемой частью процесса или системы и внутренне им присущи. üСтабильны üПостоянны во времени üХарактеризуют вариации стабильного (управляемого) процесса Особые причины вариаций – это те причины вариаций, которые возникают из-за внешних по отношению к процессу или системе воздействий на них. üНеодинаковы üНерегулярны üХарактеризуют нарушение стабильности процесса
 Устойчивость процесса Устойчивый – стабильный – статистически управляемый процесс ПРЕДСКАЗУЕМ Неустойчивый – нестабильный – статистически неуправляемый процесс НЕПРЕДСКАЗУЕМ
Устойчивость процесса Устойчивый – стабильный – статистически управляемый процесс ПРЕДСКАЗУЕМ Неустойчивый – нестабильный – статистически неуправляемый процесс НЕПРЕДСКАЗУЕМ
 Выводы: èСтатистическая управляемость не исключает наличия дефектных изделий. èСтатистическая управляемость – это состояние, в котором вариации случайны и стабильны в том смысле, что их пределы предсказуемы. Совершенствование процесса эффективно только тогда, когда достигнуто и поддерживается состояние статистической управляемости (устранены специальные причины вариаций).
Выводы: èСтатистическая управляемость не исключает наличия дефектных изделий. èСтатистическая управляемость – это состояние, в котором вариации случайны и стабильны в том смысле, что их пределы предсказуемы. Совершенствование процесса эффективно только тогда, когда достигнуто и поддерживается состояние статистической управляемости (устранены специальные причины вариаций).
 7 простых методов контроля качества КОНТРОЛЬНЫЙ ЛИСТОК
7 простых методов контроля качества КОНТРОЛЬНЫЙ ЛИСТОК
 Контрольный листок • средство регистрации данных, как правило, в виде бумажного бланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких-либо символов; • инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов. Контрольный листок видов дефектов Контрольный листок причин дефектов Листок входного контроля Контрольный листок для регистрации параметров процессов Другие
Контрольный листок • средство регистрации данных, как правило, в виде бумажного бланка с заранее внесенными в него контролируемыми параметрами, соответственно которым можно заносить необходимые данные с помощью пометок или каких-либо символов; • инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов. Контрольный листок видов дефектов Контрольный листок причин дефектов Листок входного контроля Контрольный листок для регистрации параметров процессов Другие
 Контрольный листок • инструмент для сбора и упорядочения первичных данных ; • инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов. СТС-209 Журнал успеваемости студентов, шкала оценок 1 -10 , н - отсутствовал
Контрольный листок • инструмент для сбора и упорядочения первичных данных ; • инструмент, позволяющий облегчить задачу контроля протекающих процессов и предоставить различного рода факты для анализа, корректировки и улучшения качества процессов. СТС-209 Журнал успеваемости студентов, шкала оценок 1 -10 , н - отсутствовал
 1. Контрольный листок видов дефектов Наименование изделия: патрубок Производственная операция: приемочный контроль Тип дефектов: поверхностные царапины; пропуск операции; трещины; неправильное исполнение операций Общее число контролируемых изделий: 1525 Примечание: некоторые изделия содержат несколько дефектов (IIII- 5) Тип дефекта Поверхностные царапины Трещина Пропуск операции Неправильное исполнение операции Другие Дата: 21. 01. 2009 г. Участок № 1 ФИО контролера Номер партии 10 Номер заказа 3 Результат контроля Итого по типам дефектов IIII II 17 IIII IIII 11 IIII I 26 III 3 IIII 5 Итого дефектов Общее число забракованных деталей IIII IIII 62 40
1. Контрольный листок видов дефектов Наименование изделия: патрубок Производственная операция: приемочный контроль Тип дефектов: поверхностные царапины; пропуск операции; трещины; неправильное исполнение операций Общее число контролируемых изделий: 1525 Примечание: некоторые изделия содержат несколько дефектов (IIII- 5) Тип дефекта Поверхностные царапины Трещина Пропуск операции Неправильное исполнение операции Другие Дата: 21. 01. 2009 г. Участок № 1 ФИО контролера Номер партии 10 Номер заказа 3 Результат контроля Итого по типам дефектов IIII II 17 IIII IIII 11 IIII I 26 III 3 IIII 5 Итого дефектов Общее число забракованных деталей IIII IIII 62 40
 2. Контрольный листок причин дефектов Для регистрации дефектов в ручках с учетом станков, рабочих дней и типов дефектов. ○ - Поверхностные царапины ♣ - Раковины ● - Неправильная форма ▲ - Дефекты конечной обработки □ - другие
2. Контрольный листок причин дефектов Для регистрации дефектов в ручках с учетом станков, рабочих дней и типов дефектов. ○ - Поверхностные царапины ♣ - Раковины ● - Неправильная форма ▲ - Дефекты конечной обработки □ - другие
 С т а н о к Р а б о ч и й Понедельник после обеда ○○ A до обеда ○ ♣ Вторник до обеда ♣ Четверг Пятница до обеда после обеда до обеда ○ ○○○○ ○○ ○ ♣♣ ○○○ после обеда ♣♣♣ ♣ ♣♣ ● ○○○○○○ ○ ○○○○○ ○○ ♣♣ ♣♣ ♣ ♣♣ ● ● ●● ● ○○ ○ ○○○○○ ○ ○ ○○ ♣ ♣ ○○ ○○○○○ 5 ○○○○ ♣♣ 20 ● ○○ ○○ ♣ 8 ○ ○ ● ▲ □ ○○○ ♣♣ ○○○○○ ○○ ○ ♣ ● D ▲ ● ● ▲ 53 2 □ 2 ○○ ○ 26 ♣♣ 6 ●● ▲ 5 ▲▲ 5 □ 29 25 ♣ 2 ○○ 46 2 ▲ 27 15 3 ● ○ 25 ♣ C ○○ после обеда ● ●● ○○○ ○○ Всего ♣♣ ○ B Суббота после до обеда ● 1 Среда 33 □ 30 25 2
С т а н о к Р а б о ч и й Понедельник после обеда ○○ A до обеда ○ ♣ Вторник до обеда ♣ Четверг Пятница до обеда после обеда до обеда ○ ○○○○ ○○ ○ ♣♣ ○○○ после обеда ♣♣♣ ♣ ♣♣ ● ○○○○○○ ○ ○○○○○ ○○ ♣♣ ♣♣ ♣ ♣♣ ● ● ●● ● ○○ ○ ○○○○○ ○ ○ ○○ ♣ ♣ ○○ ○○○○○ 5 ○○○○ ♣♣ 20 ● ○○ ○○ ♣ 8 ○ ○ ● ▲ □ ○○○ ♣♣ ○○○○○ ○○ ○ ♣ ● D ▲ ● ● ▲ 53 2 □ 2 ○○ ○ 26 ♣♣ 6 ●● ▲ 5 ▲▲ 5 □ 29 25 ♣ 2 ○○ 46 2 ▲ 27 15 3 ● ○ 25 ♣ C ○○ после обеда ● ●● ○○○ ○○ Всего ♣♣ ○ B Суббота после до обеда ● 1 Среда 33 □ 30 25 2
 3. Листок входного контроля 2 1 3 4 5 6 7 H A B G C F D № дефекта E Вдоль оси 1 2 A 3 4 5 6 7 Количество дефектов I 1 IIIII I 9 B C D E III F I II 3 G H Итого 4 2 7
3. Листок входного контроля 2 1 3 4 5 6 7 H A B G C F D № дефекта E Вдоль оси 1 2 A 3 4 5 6 7 Количество дефектов I 1 IIIII I 9 B C D E III F I II 3 G H Итого 4 2 7
 4. Контрольный листок для регистрации параметров процессов Наименование изделия: патрубок Производственная операция: приемочный контроль Измеряемый параметр: длина; Единицы измерения : мм; Номинал Границы интервала Дата: 21. 01. 2009 г. Участок № 1 ФИО контролера Номер партии 10 Относ. частота Количество 1 2 3 4 5 6 7 8 9 10 11 1060 -1080 X х 1040 -1060 X х х х 1020 -1040 X x x х х х х 1000 -1020 X x x x х х х 980 -1000 X x x x х х 960 -980 x x x х х х 940 -960 x x x х х х 920 -940 x х х 12 13 14 15 16 1100 900 2 4 10 11 х х х 14 8 6 3
4. Контрольный листок для регистрации параметров процессов Наименование изделия: патрубок Производственная операция: приемочный контроль Измеряемый параметр: длина; Единицы измерения : мм; Номинал Границы интервала Дата: 21. 01. 2009 г. Участок № 1 ФИО контролера Номер партии 10 Относ. частота Количество 1 2 3 4 5 6 7 8 9 10 11 1060 -1080 X х 1040 -1060 X х х х 1020 -1040 X x x х х х х 1000 -1020 X x x x х х х 980 -1000 X x x x х х 960 -980 x x x х х х 940 -960 x x x х х х 920 -940 x х х 12 13 14 15 16 1100 900 2 4 10 11 х х х 14 8 6 3
 Гистограмма • столбиковый график, построенный по полученным за определенный период данным, которые разбиваются на несколько интервалов. • число данных, попадающих в каждый из интервалов (частота) выражается высотой столбика. • число измеряемых единиц в пределах 100, но не менее 50. • наглядное изображение того, с какой частотой повторяется то или иное значение или группа значений. • при наложении на гистограмму полей допуска контролируемого параметра можно сделать заключение о стабильности процесса и наличии нескольких влияющих факторов.
Гистограмма • столбиковый график, построенный по полученным за определенный период данным, которые разбиваются на несколько интервалов. • число данных, попадающих в каждый из интервалов (частота) выражается высотой столбика. • число измеряемых единиц в пределах 100, но не менее 50. • наглядное изображение того, с какой частотой повторяется то или иное значение или группа значений. • при наложении на гистограмму полей допуска контролируемого параметра можно сделать заключение о стабильности процесса и наличии нескольких влияющих факторов.
: В таблице представлены данные, полученные в результате измерения коэффициента деформации") Основные этапы построения гистограммы(ПРИМЕР): В таблице представлены данные, полученные в результате измерения коэффициента деформации одного из металлических материалов в процессе термообработки. 0, 9 1, 5 0, 9 1, 1 1, 0 0, 9 1, 1 1, 2 1, 0 0, 6 0, 1 0, 7 0, 8 0, 5 0, 8 1, 2 0, 6 0, 5 0, 8 0, 3 0, 4 0, 5 1, 0 1, 1 0, 6 1, 2 0, 4 0, 6 0, 7 0, 5 0, 2 0, 5 0, 3 0, 5 0, 4 1, 0 0, 8 0, 7 0, 8 0, 3 0, 4 0, 6 0, 7 1, 1 0, 7 1, 2 0, 8 1, 0 0, 6 1, 0 0, 7 0, 6 0, 3 1, 2 1, 4 1, 0 0, 9 1, 0 1, 2 1, 3 0, 9 1, 3 1, 2 1, 4 1, 0 1, 4 0, 9 1, 1 0, 9 1, 4 0, 9 1, 8 0, 9 1, 4 1, 1 1, 4 0, 9 1, 1 1, 4 1, 1 1, 3 1, 1 1, 5 1, 6 1, 7 1, 8 1, 5 1. Среди измеренных значений находят максимальное х max и минимальное х min. В данном примере это будут: Хmax=1, 8 Хmin=0, 1 2. Определяют широту распределения R по следующей формуле: В данном примере R=1, 8 -0, 1=1, 7 R = хmax-xmin
Основные этапы построения гистограммы(ПРИМЕР): В таблице представлены данные, полученные в результате измерения коэффициента деформации одного из металлических материалов в процессе термообработки. 0, 9 1, 5 0, 9 1, 1 1, 0 0, 9 1, 1 1, 2 1, 0 0, 6 0, 1 0, 7 0, 8 0, 5 0, 8 1, 2 0, 6 0, 5 0, 8 0, 3 0, 4 0, 5 1, 0 1, 1 0, 6 1, 2 0, 4 0, 6 0, 7 0, 5 0, 2 0, 5 0, 3 0, 5 0, 4 1, 0 0, 8 0, 7 0, 8 0, 3 0, 4 0, 6 0, 7 1, 1 0, 7 1, 2 0, 8 1, 0 0, 6 1, 0 0, 7 0, 6 0, 3 1, 2 1, 4 1, 0 0, 9 1, 0 1, 2 1, 3 0, 9 1, 3 1, 2 1, 4 1, 0 1, 4 0, 9 1, 1 0, 9 1, 4 0, 9 1, 8 0, 9 1, 4 1, 1 1, 4 0, 9 1, 1 1, 4 1, 1 1, 3 1, 1 1, 5 1, 6 1, 7 1, 8 1, 5 1. Среди измеренных значений находят максимальное х max и минимальное х min. В данном примере это будут: Хmax=1, 8 Хmin=0, 1 2. Определяют широту распределения R по следующей формуле: В данном примере R=1, 8 -0, 1=1, 7 R = хmax-xmin
:") 3. Определяем число границ столбцов гистограммы: 4. Определяем ширину интервала группирования данных (ширину столбика): В данном примере m = 1, 7 : 10 = 0, 17 ~ 0, 2 5. Граничные значения интервалов устанавливают с конца одной из сторон. В примере граничные значения составят 0, 05, 0, 25, 0, 45, 0, 65, ……. . 6. После того как в бланке регистрации размечены интервалы, получаемые измерением, значения разносят по соответствующим интервалам, обозначая их штриховой отметкой вида ///// (по одному штриху для каждого случая). 7. В бланк регистрации вписывают значения середины каждого интервала, а также подсчитывают частоты, полученные в каждом интервале. 8. По оси абсцисс наносят границы интервалов, а по оси ординат – шкалу для частот. Над интервалами вычерчивают прямоугольники, высота которых пропорциональна частотам. При нанесении интервалов на гистограмме предпочтительно указывать их граничные значения.
3. Определяем число границ столбцов гистограммы: 4. Определяем ширину интервала группирования данных (ширину столбика): В данном примере m = 1, 7 : 10 = 0, 17 ~ 0, 2 5. Граничные значения интервалов устанавливают с конца одной из сторон. В примере граничные значения составят 0, 05, 0, 25, 0, 45, 0, 65, ……. . 6. После того как в бланке регистрации размечены интервалы, получаемые измерением, значения разносят по соответствующим интервалам, обозначая их штриховой отметкой вида ///// (по одному штриху для каждого случая). 7. В бланк регистрации вписывают значения середины каждого интервала, а также подсчитывают частоты, полученные в каждом интервале. 8. По оси абсцисс наносят границы интервалов, а по оси ординат – шкалу для частот. Над интервалами вычерчивают прямоугольники, высота которых пропорциональна частотам. При нанесении интервалов на гистограмме предпочтительно указывать их граничные значения.
 Таблица регистрации плотности распределения Форма……. Объект измерения: длина Измерительный инструмент: микрометр для измерения наружных размеров Дата: месяц, число № и наименование детали Норматив Ед. измерения: мм Величина партии: 1000 Наименование показателя качества: коэффициент деформации % Технологический процесс Лицо, проводившее измерение Кол-во измеряемых образцов: 100 Интервалы Значения середины интервалов Штриховые отметки Частота Накопленная частота 0, 05 -0, 25 0, 15 // 2 2 0, 25 -0, 45 0, 35 ///// 8 10 0, 45 -0, 65 0, 55 ///// 13 23 0, 65 -0, 85 0, 75 ///// 15 38 0, 85 -1, 05 0, 95 ///// 20 58 1, 05 -1, 25 1, 15 ///// // 17 75 1, 25 -1, 45 1, 35 ///// /// 13 88 1, 45 -1, 65 1, 55 ///// 9 97 1, 65 -1, 85 1, 75 /// 3 100
Таблица регистрации плотности распределения Форма……. Объект измерения: длина Измерительный инструмент: микрометр для измерения наружных размеров Дата: месяц, число № и наименование детали Норматив Ед. измерения: мм Величина партии: 1000 Наименование показателя качества: коэффициент деформации % Технологический процесс Лицо, проводившее измерение Кол-во измеряемых образцов: 100 Интервалы Значения середины интервалов Штриховые отметки Частота Накопленная частота 0, 05 -0, 25 0, 15 // 2 2 0, 25 -0, 45 0, 35 ///// 8 10 0, 45 -0, 65 0, 55 ///// 13 23 0, 65 -0, 85 0, 75 ///// 15 38 0, 85 -1, 05 0, 95 ///// 20 58 1, 05 -1, 25 1, 15 ///// // 17 75 1, 25 -1, 45 1, 35 ///// /// 13 88 1, 45 -1, 65 1, 55 ///// 9 97 1, 65 -1, 85 1, 75 /// 3 100
") 20 15 Верхняя граница допуска 25 Нижняя граница допуска Частота, шт. 3. Гистограммы (Пример) 10 5 0 0, 05 0, 25 0, 45 0, 65 0, 85 1, 05 1, 25 1, 45 1, 65 1, 85 Коэффициент деформации, %
20 15 Верхняя граница допуска 25 Нижняя граница допуска Частота, шт. 3. Гистограммы (Пример) 10 5 0 0, 05 0, 25 0, 45 0, 65 0, 85 1, 05 1, 25 1, 45 1, 65 1, 85 Коэффициент деформации, %
 – цент распределения и центр поля допуска совпадают, левая") 3. Гистограммы § Симметричная (обычная) – цент распределения и центр поля допуска совпадают, левая и правая сторона симметричны, качество партии находится в удовлетворительном состоянии. § Гребенка (мультимодальная) имеет место быть, когда количество случайных величин (наблюдений) колеблется от класса к классу, либо введено особое правило округления. § Гистограмма с асимметрией (положительная и отрицательная). – есть опасение, что среди изделий в остальной части партии могут находиться дефектные изделия, выходящие за пределы допуска.
3. Гистограммы § Симметричная (обычная) – цент распределения и центр поля допуска совпадают, левая и правая сторона симметричны, качество партии находится в удовлетворительном состоянии. § Гребенка (мультимодальная) имеет место быть, когда количество случайных величин (наблюдений) колеблется от класса к классу, либо введено особое правило округления. § Гистограмма с асимметрией (положительная и отрицательная). – есть опасение, что среди изделий в остальной части партии могут находиться дефектные изделия, выходящие за пределы допуска.
. - если сортируются данные -") 3. Гистограммы § Гистограмма с обрывом (слева или справа). - если сортируются данные - регулировка § Бимодальная (сырье из разных сортов, в процессе работы была изменена настройка станка). § Гистограмма с изолированным пиком (возможно, что часть дефектных изделий была перемешена с доброкачественными)
3. Гистограммы § Гистограмма с обрывом (слева или справа). - если сортируются данные - регулировка § Бимодальная (сырье из разных сортов, в процессе работы была изменена настройка станка). § Гистограмма с изолированным пиком (возможно, что часть дефектных изделий была перемешена с доброкачественными)
. Исходные") Задание Для исследования распределения осей после шлифовки были измерены диаметры 90 осей (n=90). Исходные данные сведены в таблицу. Границы допусков 2, 550 и 2, 495. Задание : постройте гистограмму по имеющимся данным. Номер образца Max. в строке Результаты измерений Min. в строке 1 2, 510 2, 517 2, 522 2, 510 2, 511 2, 519 2, 532 2, 543 2, 525 2, 543 2, 510 2 2, 527 2, 536 2, 506 2, 541 2, 512 2, 515 2, 521 2, 536 2, 529 2, 524 2, 541 2, 506 3 2, 529 2, 523 2, 519 2, 528 2, 543 2, 538 2, 518 2, 534 2, 543 2, 518 4 2, 520 2, 514 2, 512 2, 534 2, 526 2, 530 2, 532 2, 526 2, 523 2, 520 2, 534 2, 512 5 2, 535 2, 523 2, 526 2, 525 2, 532 2, 522 2, 502 2, 530 2, 522 2, 514 2, 535 2, 502 6 2, 533 2, 510 2, 542 2, 524 2, 530 2, 521 2, 522 2, 535 2, 540 2, 528 2, 542 2, 510 7 2, 525 2, 515 2, 520 2, 519 2, 526 2, 527 2, 522 2, 540 2, 528 2, 542 2, 515 8 2, 531 2, 545 2, 524 2, 522 2, 520 2, 519 2, 529 2, 522 2, 513 2, 545 2, 513 9 2, 518 2, 527 2, 511 2, 519 2, 531 2, 527 2, 528 2, 519 2, 521 2, 531 2, 511 max. 2, 545 min. 2, 502
Задание Для исследования распределения осей после шлифовки были измерены диаметры 90 осей (n=90). Исходные данные сведены в таблицу. Границы допусков 2, 550 и 2, 495. Задание : постройте гистограмму по имеющимся данным. Номер образца Max. в строке Результаты измерений Min. в строке 1 2, 510 2, 517 2, 522 2, 510 2, 511 2, 519 2, 532 2, 543 2, 525 2, 543 2, 510 2 2, 527 2, 536 2, 506 2, 541 2, 512 2, 515 2, 521 2, 536 2, 529 2, 524 2, 541 2, 506 3 2, 529 2, 523 2, 519 2, 528 2, 543 2, 538 2, 518 2, 534 2, 543 2, 518 4 2, 520 2, 514 2, 512 2, 534 2, 526 2, 530 2, 532 2, 526 2, 523 2, 520 2, 534 2, 512 5 2, 535 2, 523 2, 526 2, 525 2, 532 2, 522 2, 502 2, 530 2, 522 2, 514 2, 535 2, 502 6 2, 533 2, 510 2, 542 2, 524 2, 530 2, 521 2, 522 2, 535 2, 540 2, 528 2, 542 2, 510 7 2, 525 2, 515 2, 520 2, 519 2, 526 2, 527 2, 522 2, 540 2, 528 2, 542 2, 515 8 2, 531 2, 545 2, 524 2, 522 2, 520 2, 519 2, 529 2, 522 2, 513 2, 545 2, 513 9 2, 518 2, 527 2, 511 2, 519 2, 531 2, 527 2, 528 2, 519 2, 521 2, 531 2, 511 max. 2, 545 min. 2, 502
 R =Хмакс-Хмин=0, 043; 2)") Построение гистограммы n=90 Х макс=2, 545; Хмин=2, 502. Расчеты 1) R =Хмакс-Хмин=0, 043; 2) К = 3) ~10;
Построение гистограммы n=90 Х макс=2, 545; Хмин=2, 502. Расчеты 1) R =Хмакс-Хмин=0, 043; 2) К = 3) ~10;
 Определение полного диапазона интервалов Класс Середина класса Подсчет частот по интервалам Частота попадания размера в диапазон 2, 5005 -2, 5055 2, 503 / 1 2, 5055 - 2, 5105 2, 508 //// 4 2, 5105 -2, 5155 2, 513 ///// 2, 5155 -2, 5205 2, 518 ///// 2, 5205 -2, 5255 2, 523 ///// 2, 5255 -2, 5305 2, 528 ///// 2, 5305 – 2, 5355 2, 533 ///// 10 2, 5355 - 2, 5405 2, 538 ///// 5 2, 5405 -2, 5455 2, 543 ///// / 6 Итого 9 //// 14 ///// // 22 19 90
Определение полного диапазона интервалов Класс Середина класса Подсчет частот по интервалам Частота попадания размера в диапазон 2, 5005 -2, 5055 2, 503 / 1 2, 5055 - 2, 5105 2, 508 //// 4 2, 5105 -2, 5155 2, 513 ///// 2, 5155 -2, 5205 2, 518 ///// 2, 5205 -2, 5255 2, 523 ///// 2, 5255 -2, 5305 2, 528 ///// 2, 5305 – 2, 5355 2, 533 ///// 10 2, 5355 - 2, 5405 2, 538 ///// 5 2, 5405 -2, 5455 2, 543 ///// / 6 Итого 9 //// 14 ///// // 22 19 90
 Гистограмма
Гистограмма
 “Те, кто преуспел в решении проблем качества – это те, кто") Диаграмма Исикавы (ISHIKAWA) “Те, кто преуспел в решении проблем качества – это те, кто освоил построение диаграммы «причина – следствие» ” Каору Исикава Задача метода – повышение качества за счёт выявления, последовательного устранения причин проблемы или минимизации их воздействия на результат. - изображает зависимость между следствием и его потенциальными причинами (причинно-следственный анализ). - дает наглядное представление не только о тех факторах, которые влияют на изучаемый объект, но и о причинно-следственных связях этих факторов (что особенно важно).
Диаграмма Исикавы (ISHIKAWA) “Те, кто преуспел в решении проблем качества – это те, кто освоил построение диаграммы «причина – следствие» ” Каору Исикава Задача метода – повышение качества за счёт выявления, последовательного устранения причин проблемы или минимизации их воздействия на результат. - изображает зависимость между следствием и его потенциальными причинами (причинно-следственный анализ). - дает наглядное представление не только о тех факторах, которые влияют на изучаемый объект, но и о причинно-следственных связях этих факторов (что особенно важно).
 Как правило, источник причин рассматриваемой проблемы выбирается из категорий, определяемых правилом 5 М: М 1 – machine (оборудование) М 2 – material (материал) М 3 – man (персонал) М 4 – method (технология) М 5 – measure (измерение) Иногда к этим пяти основным причинам прибавляют еще три (получается правило 8 М): М 6 – management (управление) М 7 – milieu (окружающая среда) М 8 - moral (этика)
Как правило, источник причин рассматриваемой проблемы выбирается из категорий, определяемых правилом 5 М: М 1 – machine (оборудование) М 2 – material (материал) М 3 – man (персонал) М 4 – method (технология) М 5 – measure (измерение) Иногда к этим пяти основным причинам прибавляют еще три (получается правило 8 М): М 6 – management (управление) М 7 – milieu (окружающая среда) М 8 - moral (этика)
 Порядок составления диаграммы Исикавы: 1. определяется показатель качества и он записывается в прямоугольник справа от большой стрелки. 2. помечаются главные причины (помещаются в прямоугольники М 1 -М 5) – причина первого уровня. 3. находятся причины второго уровня. 4. причины третьего уровня. 5. методом «мозгового штурма» или «экспертным» проводятся ранжирование причин – определяются важные причины.
Порядок составления диаграммы Исикавы: 1. определяется показатель качества и он записывается в прямоугольник справа от большой стрелки. 2. помечаются главные причины (помещаются в прямоугольники М 1 -М 5) – причина первого уровня. 3. находятся причины второго уровня. 4. причины третьего уровня. 5. методом «мозгового штурма» или «экспертным» проводятся ранжирование причин – определяются важные причины.
 Человек Man Материалы Materials Транспорт Состояние дороги Заболел Будильник осту п") Диаграмма Исикавы (ISHIKAWA) Человек Man Материалы Materials Транспорт Состояние дороги Заболел Будильник осту п нос ть Проспал Нед Неак т уаль н ость Пропал интерес Машина Machine Опоздание на урок Маршрут Технология Method Ошибки в расчётах времени Измерение Measurement
Диаграмма Исикавы (ISHIKAWA) Человек Man Материалы Materials Транспорт Состояние дороги Заболел Будильник осту п нос ть Проспал Нед Неак т уаль н ость Пропал интерес Машина Machine Опоздание на урок Маршрут Технология Method Ошибки в расчётах времени Измерение Measurement
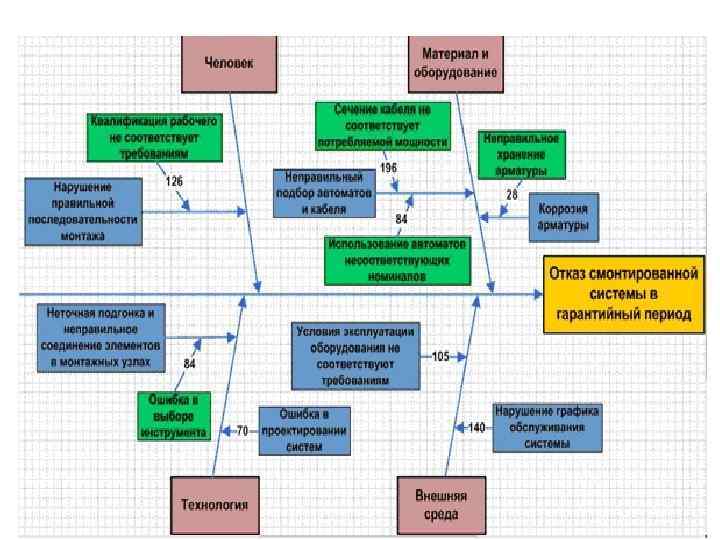
 измерение (measure) сосредоточенность усталость Здоровье болезнь образование Настрой к работе оборудование (machine)") персонал (man) измерение (measure) сосредоточенность усталость Здоровье болезнь образование Настрой к работе оборудование (machine) Тормозное оборудование Неотпуск тормозов Основные проблемы внимание Полная проба тормозов Квалификация Оборудование вагонов Пропуск пробы тормозов вагонов Тормозо-рычажная передача Самопроизвольное срабатывание опыт Тех. процесс Равнина Документация Прокладки Резинотехнические изделия Инструкции на оборудование Инструкции условия хранения материал (material) Подъем, спуск технология (method) Замена узлов Осмотр перед рейсом ЗАДЕРЖКА ГРУЗОВЫХ ПОЕЗДОВ
персонал (man) измерение (measure) сосредоточенность усталость Здоровье болезнь образование Настрой к работе оборудование (machine) Тормозное оборудование Неотпуск тормозов Основные проблемы внимание Полная проба тормозов Квалификация Оборудование вагонов Пропуск пробы тормозов вагонов Тормозо-рычажная передача Самопроизвольное срабатывание опыт Тех. процесс Равнина Документация Прокладки Резинотехнические изделия Инструкции на оборудование Инструкции условия хранения материал (material) Подъем, спуск технология (method) Замена узлов Осмотр перед рейсом ЗАДЕРЖКА ГРУЗОВЫХ ПОЕЗДОВ
 данных в зависимости от источников и условий") Стратификация ü Представляет собой процесс сортировки (группировки) данных в зависимости от источников и условий их получения. ü Основа для использования других инструментов. ü Результат стратификации - диаграмма, каждый столбец которой представляет собой определённую группу данных – «слой» или «страту» . Основные категории группировки данных: qвременной период, интервал времени; qперсонал; qоборудование; qпараметры окружающей среды; qсырьё и материалы; qвид продукции; qтехнология; qметоды анализа и измерения. Правило: Различия внутри группы Различие между группами
Стратификация ü Представляет собой процесс сортировки (группировки) данных в зависимости от источников и условий их получения. ü Основа для использования других инструментов. ü Результат стратификации - диаграмма, каждый столбец которой представляет собой определённую группу данных – «слой» или «страту» . Основные категории группировки данных: qвременной период, интервал времени; qперсонал; qоборудование; qпараметры окружающей среды; qсырьё и материалы; qвид продукции; qтехнология; qметоды анализа и измерения. Правило: Различия внутри группы Различие между группами
 были классифицированы на четыре категории: üпо") Пример: Анализ источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории: üпо поставщикам, üпо операторам, üпо смене, üпо оборудованию. Из анализа представленных данных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае "поставщик 2".
Пример: Анализ источника возникновения дефектов. Все дефекты (100%) были классифицированы на четыре категории: üпо поставщикам, üпо операторам, üпо смене, üпо оборудованию. Из анализа представленных данных наглядно видно, что наибольший вклад в наличие дефектов вносит в данном случае "поставщик 2".
 Диаграмма Парето Выявление малого числа проблем и соответствующих причин, оказывающих наибольшее влияние и подлежащих первоочередному устранению. 80 % Принцип « 80/20» : • 80% дефектов на 20% зависят от причин, их вызвавших; • 20% усилий дают 80% результата, а остальные 80% усилий - лишь 20% результата. «ПРОЧИЕ» Факторы возникновения проблемы Пытайтесь достичь высоких результатов лишь по нескольким направлениям, а не повышать показатели по всем направлениям сразу!
Диаграмма Парето Выявление малого числа проблем и соответствующих причин, оказывающих наибольшее влияние и подлежащих первоочередному устранению. 80 % Принцип « 80/20» : • 80% дефектов на 20% зависят от причин, их вызвавших; • 20% усилий дают 80% результата, а остальные 80% усилий - лишь 20% результата. «ПРОЧИЕ» Факторы возникновения проблемы Пытайтесь достичь высоких результатов лишь по нескольким направлениям, а не повышать показатели по всем направлениям сразу!
 Общий вид диаграммы Парето Кумулятивная кривая Лоренца 70 -75 % А Факторы возникновения проблемы «ПРОЧИЕ»
Общий вид диаграммы Парето Кумулятивная кривая Лоренца 70 -75 % А Факторы возникновения проблемы «ПРОЧИЕ»
 Построение диаграммы Парето
Построение диаграммы Парето
 Пример: Проблема – частые отказы технических средств. Задача – проанализировать проблему с целью выявления причин тех отказов, которые возникают наиболее часто, для последующего их первоочередного устранения. Вид отказа Число отказов А 8 Б 22 В 10 Г Процент числа отказов по каждому виду Накопленн ый процент Вид отказа Число отказов Накоплен ная сумма числа отказов 4 Б 22 22 44 44 Д 2 В 10 32 20 64 Е 3 А 8 40 16 80 Ж 1 Г 4 44 8 88 Итого 50 Прочие 6 50 12 100 Итого 50 - 100 -
Пример: Проблема – частые отказы технических средств. Задача – проанализировать проблему с целью выявления причин тех отказов, которые возникают наиболее часто, для последующего их первоочередного устранения. Вид отказа Число отказов А 8 Б 22 В 10 Г Процент числа отказов по каждому виду Накопленн ый процент Вид отказа Число отказов Накоплен ная сумма числа отказов 4 Б 22 22 44 44 Д 2 В 10 32 20 64 Е 3 А 8 40 16 80 Ж 1 Г 4 44 8 88 Итого 50 Прочие 6 50 12 100 Итого 50 - 100 -
 Пример: Проблема – длительный простой техники, обусловленный отказами технических средств. Задача – проанализировать проблему и выявить те виды отказов, которым соответствует наибольшая продолжительность обусловленных ими простоев. Вид отказа Общее время простоя, мин Накопленна я сумма времени простоя, мин Процент времени простоя по каждому виду Накопленный процент Вид отказа Общее время простоя, мин А 295 Б 562 42 42 Б 562 А 295 857 22 64 В 198 1055 15 79 Г 71 Е 140 1195 11 90 Д 35 Е 140 Прочие 127 1322 10 100 Ж 21 Итого 1322 - 100 - Итого 1322
Пример: Проблема – длительный простой техники, обусловленный отказами технических средств. Задача – проанализировать проблему и выявить те виды отказов, которым соответствует наибольшая продолжительность обусловленных ими простоев. Вид отказа Общее время простоя, мин Накопленна я сумма времени простоя, мин Процент времени простоя по каждому виду Накопленный процент Вид отказа Общее время простоя, мин А 295 Б 562 42 42 Б 562 А 295 857 22 64 В 198 1055 15 79 Г 71 Е 140 1195 11 90 Д 35 Е 140 Прочие 127 1322 10 100 Ж 21 Итого 1322 - 100 - Итого 1322
 Пример: Проблема – длительный простой техники , обусловленный организацией системы технического обслуживания и ремонта. Задача – проанализировать вклад отдельных составляющих времени простоя на его общую продолжительность в целях поиска возможных путей решения проблемы. Общая продолжительность, мин Накопленная сумма общих продолжитель ностей, мин Процент общей продолжительности по каждой составляющей Накопленный процент Время активного ремонта 925 51 51 Простой по внешним причинам 317 1242 18 69 Задержка обеспечения 278 1520 15 84 Время активного профилактического обслуживания 156 1676 9 93 Время обнаружения отказа 66 1742 4 97 Административная задержка 53 1795 3 100 1795 - 100 - Составляющая времени простоя Итого
Пример: Проблема – длительный простой техники , обусловленный организацией системы технического обслуживания и ремонта. Задача – проанализировать вклад отдельных составляющих времени простоя на его общую продолжительность в целях поиска возможных путей решения проблемы. Общая продолжительность, мин Накопленная сумма общих продолжитель ностей, мин Процент общей продолжительности по каждой составляющей Накопленный процент Время активного ремонта 925 51 51 Простой по внешним причинам 317 1242 18 69 Задержка обеспечения 278 1520 15 84 Время активного профилактического обслуживания 156 1676 9 93 Время обнаружения отказа 66 1742 4 97 Административная задержка 53 1795 3 100 1795 - 100 - Составляющая времени простоя Итого
 ü «Суть проблемы можно уловить, наблюдая явление с разных точек зрения, поэтому важно опробовать различные пути классификации данных, пока не выявятся немногочисленные существенно важные факторы» . Для точного выявления сути проблемы необходимо построить несколько диаграмм Парето. ü Группа «Прочие» не должна составлять большой процент. Если такое явление наблюдается, значит объекты наблюдения классифицированы неправильно и много объектов попало в одну группу. ü Диаграмма Парето оказывается наиболее эффективной, если число факторов, размещаемых по оси абсцисс, составляет от 7 до 10. ü Должны быть определены цель (направленность, предмет) анализа, метод и период сбора данных. ü При обработке данных необходимо проводить их стратификацию. ü Когда все столбики на диаграмме Парето оказываются одной высоты, это свидетельствует о равномерности распределения вклада факторов в появлении брака - следствие неправильного подхода к стратификации данных. üПрименяется как для анализа проблем, так и для успехов (достижений).
ü «Суть проблемы можно уловить, наблюдая явление с разных точек зрения, поэтому важно опробовать различные пути классификации данных, пока не выявятся немногочисленные существенно важные факторы» . Для точного выявления сути проблемы необходимо построить несколько диаграмм Парето. ü Группа «Прочие» не должна составлять большой процент. Если такое явление наблюдается, значит объекты наблюдения классифицированы неправильно и много объектов попало в одну группу. ü Диаграмма Парето оказывается наиболее эффективной, если число факторов, размещаемых по оси абсцисс, составляет от 7 до 10. ü Должны быть определены цель (направленность, предмет) анализа, метод и период сбора данных. ü При обработке данных необходимо проводить их стратификацию. ü Когда все столбики на диаграмме Парето оказываются одной высоты, это свидетельствует о равномерности распределения вклада факторов в появлении брака - следствие неправильного подхода к стратификации данных. üПрименяется как для анализа проблем, так и для успехов (достижений).
 Пример: üМожно ли говорить о корректном применении инструментов статистического анализа? üКакие выводы можно сделать?
Пример: üМожно ли говорить о корректном применении инструментов статистического анализа? üКакие выводы можно сделать?
 № 13") Распределение отказов технических средств в хозяйствах дороги (с начала года) № 13
Распределение отказов технических средств в хозяйствах дороги (с начала года) № 13
 Практическое занятие. Построение и анализ диаграммы Парето
Практическое занятие. Построение и анализ диаграммы Парето
 Диаграмма разброса Задача метода – повышение качества на основе информации о виде и степени взаимосвязи между парами соответствующих параметров процесса. Цель метода – выявить зависимость и определить характер связи между двумя различными параметрами процесса. ØЭто точечная диаграмма в виде графика. ØКоординаты точек на графике соответствуют рассматриваемой величины и влияющего на него фактора. значениям ØРасположение точек демонстрирует наличие и характер связи между двумя переменными. ØИспользуется для выявления корреляционной зависимости между факторами. ØПрименяется при анализе взаимосвязи между входами и выходами процесса, установлении причинно – следственной зависимости.
Диаграмма разброса Задача метода – повышение качества на основе информации о виде и степени взаимосвязи между парами соответствующих параметров процесса. Цель метода – выявить зависимость и определить характер связи между двумя различными параметрами процесса. ØЭто точечная диаграмма в виде графика. ØКоординаты точек на графике соответствуют рассматриваемой величины и влияющего на него фактора. значениям ØРасположение точек демонстрирует наличие и характер связи между двумя переменными. ØИспользуется для выявления корреляционной зависимости между факторами. ØПрименяется при анализе взаимосвязи между входами и выходами процесса, установлении причинно – следственной зависимости.
 Построение диаграммы разброса
Построение диаграммы разброса
 r = +1 – переменные одновременно") Корреляционный анализ, основанный на оценке коэффициента корреляции (r) r = +1 – переменные одновременно возрастают или убывают. r = -1– при возрастании одной переменной другая убывает. r = 0 – взаимосвязь отсутствует.
Корреляционный анализ, основанный на оценке коэффициента корреляции (r) r = +1 – переменные одновременно возрастают или убывают. r = -1– при возрастании одной переменной другая убывает. r = 0 – взаимосвязь отсутствует.
 Пример: Дата При изготовлении методом литья под давлением детали, имеющей слишком тонкие стенки, столкнулись с получением большого количества дефектных деталей. Было высказано предположение что, причина неподходящей толщины стенок заключается в вариациях давления сжатого воздуха, которое каждый день меняется. В таблице представлены данные о давлении воздуха и о проценте дефектов. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Давление, к. Гс/см 2, х 8, 6 8, 9 8, 8 8, 4 8, 7 9, 2 8, 6 9, 2 8, 7 8, 4 8, 2 9, 2 8, 7 9, 4 8, 7 8, 5 9, 2 8, 5 8, 3 8, 7 9, 3 8, 9 8, 3 Процент дефектов, у 0, 889 0, 884 0, 874 0, 891 0, 874 0, 886 0, 911 0, 912 0, 895 0, 896 0, 894 0, 864 0, 922 0, 909 0, 905 0, 892 0, 877 0, 885 0, 866 0, 896 0, 928 0, 886 0, 908 0, 881
Пример: Дата При изготовлении методом литья под давлением детали, имеющей слишком тонкие стенки, столкнулись с получением большого количества дефектных деталей. Было высказано предположение что, причина неподходящей толщины стенок заключается в вариациях давления сжатого воздуха, которое каждый день меняется. В таблице представлены данные о давлении воздуха и о проценте дефектов. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Давление, к. Гс/см 2, х 8, 6 8, 9 8, 8 8, 4 8, 7 9, 2 8, 6 9, 2 8, 7 8, 4 8, 2 9, 2 8, 7 9, 4 8, 7 8, 5 9, 2 8, 5 8, 3 8, 7 9, 3 8, 9 8, 3 Процент дефектов, у 0, 889 0, 884 0, 874 0, 891 0, 874 0, 886 0, 911 0, 912 0, 895 0, 896 0, 894 0, 864 0, 922 0, 909 0, 905 0, 892 0, 877 0, 885 0, 866 0, 896 0, 928 0, 886 0, 908 0, 881
 Число точек, попавших в квадрат II Несколько значений соответствуют этой точке № квадрата IV
Число точек, попавших в квадрат II Несколько значений соответствуют этой точке № квадрата IV
 Пример: Дата При изготовлении методом литья под давлением детали, имеющей слишком тонкие стенки, столкнулись с получением большого количества дефектных деталей. Было высказано предположение что, причина неподходящей толщины стенок заключается в вариациях давления сжатого воздуха, которое каждый день меняется. В таблице представлены данные о давлении воздуха и о проценте дефектов. r = 0, 51 Вывод: существует некоторая положительная корреляция между параметрами. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Давление, к. Гс/см 2, х 8, 6 8, 9 8, 8 8, 4 8, 7 9, 2 8, 6 9, 2 8, 7 8, 4 8, 2 9, 2 8, 7 9, 4 8, 7 8, 5 9, 2 8, 5 8, 3 8, 7 9, 3 8, 9 8, 3 Процент дефектов, у 0, 889 0, 884 0, 874 0, 891 0, 874 0, 886 0, 911 0, 912 0, 895 0, 896 0, 894 0, 864 0, 922 0, 909 0, 905 0, 892 0, 877 0, 885 0, 866 0, 896 0, 928 0, 886 0, 908 0, 881
Пример: Дата При изготовлении методом литья под давлением детали, имеющей слишком тонкие стенки, столкнулись с получением большого количества дефектных деталей. Было высказано предположение что, причина неподходящей толщины стенок заключается в вариациях давления сжатого воздуха, которое каждый день меняется. В таблице представлены данные о давлении воздуха и о проценте дефектов. r = 0, 51 Вывод: существует некоторая положительная корреляция между параметрами. 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 Давление, к. Гс/см 2, х 8, 6 8, 9 8, 8 8, 4 8, 7 9, 2 8, 6 9, 2 8, 7 8, 4 8, 2 9, 2 8, 7 9, 4 8, 7 8, 5 9, 2 8, 5 8, 3 8, 7 9, 3 8, 9 8, 3 Процент дефектов, у 0, 889 0, 884 0, 874 0, 891 0, 874 0, 886 0, 911 0, 912 0, 895 0, 896 0, 894 0, 864 0, 922 0, 909 0, 905 0, 892 0, 877 0, 885 0, 866 0, 896 0, 928 0, 886 0, 908 0, 881
 Контрольные карты Шухарта «Контроль качества начинается с контрольной карты и заканчивается контрольной картой» К. Исикава • Задача контрольных карт – улучшить качество продукции или услуг за счёт снижения вариабельности процесса, как на его выходе, так и на всех его стадиях. • Цель контрольных карт – своевременно обнаружить неестественные изменения в данных, характеризующих ход процесса, и предоставить информацию для установления факта наличия или отсутствия статистической управляемости.
Контрольные карты Шухарта «Контроль качества начинается с контрольной карты и заканчивается контрольной картой» К. Исикава • Задача контрольных карт – улучшить качество продукции или услуг за счёт снижения вариабельности процесса, как на его выходе, так и на всех его стадиях. • Цель контрольных карт – своевременно обнаружить неестественные изменения в данных, характеризующих ход процесса, и предоставить информацию для установления факта наличия или отсутствия статистической управляемости.
 Карта хода процесса 20 18 14 параметра Значения контролируемого 16 12 10 8 6 4 2 0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 Время (дни, часы, месяцы) • средство оперативного управления; • информация о состоянии процесса в динамике; • позволяет оценить результативность предпринимаемых корректирующих действий и последствий изменения внешней среды
Карта хода процесса 20 18 14 параметра Значения контролируемого 16 12 10 8 6 4 2 0 1 3 5 7 9 11 13 15 17 19 21 23 25 27 29 31 Время (дни, часы, месяцы) • средство оперативного управления; • информация о состоянии процесса в динамике; • позволяет оценить результативность предпринимаемых корректирующих действий и последствий изменения внешней среды
 Контрольные карты Шухарта Верхняя контрольная граница Средняя линия Нижняя контрольная граница Типы контрольных карт 1. для количественных данных (предполагает непрерывную шкалу для показателя) • карты среднего и размахов • карта индивидуальных значений и скользящих размахов; • карта медиан и размахов. 2. для альтернативных данных (результаты наблюдений наличия /отсутствия определённого признака) • карта долей несоответствующих единиц продукции/дефектных изделий; • карта числа несоответствующих единиц продукции; • карта числа несоответствий, приходящихся на единицу продукции.
Контрольные карты Шухарта Верхняя контрольная граница Средняя линия Нижняя контрольная граница Типы контрольных карт 1. для количественных данных (предполагает непрерывную шкалу для показателя) • карты среднего и размахов • карта индивидуальных значений и скользящих размахов; • карта медиан и размахов. 2. для альтернативных данных (результаты наблюдений наличия /отсутствия определённого признака) • карта долей несоответствующих единиц продукции/дефектных изделий; • карта числа несоответствующих единиц продукции; • карта числа несоответствий, приходящихся на единицу продукции.
 Процентное распределение случаев по нормальной кривой Особые причины, если: Текущее значение выходит за границы разброса (+/- 3 ) 9 последовательных текущих значений по одну сторону центральной линии Каждое следующее из 6 текущих значений больше (меньше) предыдущего
Процентное распределение случаев по нормальной кривой Особые причины, если: Текущее значение выходит за границы разброса (+/- 3 ) 9 последовательных текущих значений по одну сторону центральной линии Каждое следующее из 6 текущих значений больше (меньше) предыдущего
 Формулы расчета Дата 1. 01 2. 01 3. 01 4. 01 5. 01 8. 01 … 9. 01 Обозначение х1 х2 х3 х4 х5 х6 … 7 хn Количество брака в % 5, 1 3, 0 12, 1 2, 4 7, 5 5, 6 … 4, 5 Ранги 4 2 7 1 Много значений Оценка математического ожидания Оценка дисперсии Среднее значение 6 5 Мало значений Медиана М = Xср = 5, 1% Стандартное отклонение Разброс 3
Формулы расчета Дата 1. 01 2. 01 3. 01 4. 01 5. 01 8. 01 … 9. 01 Обозначение х1 х2 х3 х4 х5 х6 … 7 хn Количество брака в % 5, 1 3, 0 12, 1 2, 4 7, 5 5, 6 … 4, 5 Ранги 4 2 7 1 Много значений Оценка математического ожидания Оценка дисперсии Среднее значение 6 5 Мало значений Медиана М = Xср = 5, 1% Стандартное отклонение Разброс 3
 Карта статистического контроля + 3 СО + 2 СО + 1 СО Средняя - 1 СО - 2 СО - 3 СО 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
Карта статистического контроля + 3 СО + 2 СО + 1 СО Средняя - 1 СО - 2 СО - 3 СО 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
 7 методов планирования и управления качеством
7 методов планирования и управления качеством
 8 Взаимовыгодные отношения с поставщиками Организация и ее поставщики взаимозависимы, и отношения взаимной выгоды повышают способность обеих сторон создавать ценности. Деятельность железной дороги напрямую зависит от поставщиков. Поэтому руководители, ответственные за планирование производства и его материальнотехническое обеспечение, определяют и поддерживают взаимодействие с поставщиками, построенное на взаимной выгоде и партнерстве.
8 Взаимовыгодные отношения с поставщиками Организация и ее поставщики взаимозависимы, и отношения взаимной выгоды повышают способность обеих сторон создавать ценности. Деятельность железной дороги напрямую зависит от поставщиков. Поэтому руководители, ответственные за планирование производства и его материальнотехническое обеспечение, определяют и поддерживают взаимодействие с поставщиками, построенное на взаимной выгоде и партнерстве.
 ПРИНЦИПЫ СМК ПО ISO 9001: 2000 СМК по ISO 9001: 2000 Модель Универсальная модель, пригодная для всех видов производств. Формулирует 8 основных принципов менеджмента качества: 1) Ориентация на потребителя Организация зависит от своих потребителей и поэтому должна понимать их текущие и 2) Лидерство будущие потребности, выполнять их требования и стремиться превзойти их ожидания. Руководители обеспечивают единство цели и направления деятельности 3) Вовлечение работников организации. Следует создавать и поддерживать внутреннюю среду, в которой Работники всех уровней составляют основу организации, и их полное вовлечение работники могут полностью включены в решение задач организации. 4) Процессный подход дает возможность организации с выгодой использовать их способности. Желаемый результата достигается эффективнее, когда деятельностью и 5) Системный подход к управлению соответствующими ресурсами управляют как процессом. Выявление, понимание и менеджмент взаимосвязанных процессов, как системы содействуют результативности и эффективности организации при достижении ее 6) Постоянное улучшение целей. Постоянное улучшение деятельности организации в целом следует 7) Принятие решений на основе фактов рассматривать как ее неизменную цель. Эффективнее решения основываются на анализе данных и информации. 8) Взаимновыгодное партнерство с поставщиком Организация и поставщики взаимозависимы, и их отношения взаимной выгоды повышают способность обеих сторон создавать ценности.
ПРИНЦИПЫ СМК ПО ISO 9001: 2000 СМК по ISO 9001: 2000 Модель Универсальная модель, пригодная для всех видов производств. Формулирует 8 основных принципов менеджмента качества: 1) Ориентация на потребителя Организация зависит от своих потребителей и поэтому должна понимать их текущие и 2) Лидерство будущие потребности, выполнять их требования и стремиться превзойти их ожидания. Руководители обеспечивают единство цели и направления деятельности 3) Вовлечение работников организации. Следует создавать и поддерживать внутреннюю среду, в которой Работники всех уровней составляют основу организации, и их полное вовлечение работники могут полностью включены в решение задач организации. 4) Процессный подход дает возможность организации с выгодой использовать их способности. Желаемый результата достигается эффективнее, когда деятельностью и 5) Системный подход к управлению соответствующими ресурсами управляют как процессом. Выявление, понимание и менеджмент взаимосвязанных процессов, как системы содействуют результативности и эффективности организации при достижении ее 6) Постоянное улучшение целей. Постоянное улучшение деятельности организации в целом следует 7) Принятие решений на основе фактов рассматривать как ее неизменную цель. Эффективнее решения основываются на анализе данных и информации. 8) Взаимновыгодное партнерство с поставщиком Организация и поставщики взаимозависимы, и их отношения взаимной выгоды повышают способность обеих сторон создавать ценности.
 Принципы управления качеством в ОАО «РЖД» 1. Лидерство руководителя 11. Бережливое производство 10. Ориентация на баланс всех заинтересованных сторон 9. Взаимовыгодное сотрудничество с поставщиками 2. Ориентация на потребителя 3. Деятельность, ориентированная на стратегию 4. Процессный подход 5. Непрерывное 8. Принятие решений совершенствование на основе достоверной деятельности Компании информации 7. Вовлечённость работников 6. Системный подход к управлению *Функциональная стратегия управления качеством в ОАО «РЖД» , утверждена распоряжением ОАО «РЖД» от 15 января 2007 года № 46 р.
Принципы управления качеством в ОАО «РЖД» 1. Лидерство руководителя 11. Бережливое производство 10. Ориентация на баланс всех заинтересованных сторон 9. Взаимовыгодное сотрудничество с поставщиками 2. Ориентация на потребителя 3. Деятельность, ориентированная на стратегию 4. Процессный подход 5. Непрерывное 8. Принятие решений совершенствование на основе достоверной деятельности Компании информации 7. Вовлечённость работников 6. Системный подход к управлению *Функциональная стратегия управления качеством в ОАО «РЖД» , утверждена распоряжением ОАО «РЖД» от 15 января 2007 года № 46 р.
 СМК. СТРУКТУРА СТАНДАРТА Структура стандарта ISO 9001: 2001 9001: 2000 Стандарт состоит из 5 основных разделов: Глава 4 – требования к СМК Глава 5 – ответственность руководства Глава 6 – управление ресурсами Глава 7 – производство продукции Глава 8 – измерение, анализ и улучшение
СМК. СТРУКТУРА СТАНДАРТА Структура стандарта ISO 9001: 2001 9001: 2000 Стандарт состоит из 5 основных разделов: Глава 4 – требования к СМК Глава 5 – ответственность руководства Глава 6 – управление ресурсами Глава 7 – производство продукции Глава 8 – измерение, анализ и улучшение
 Идентифицировать процессы, необходимые для СМК,") Требования к СМК Глава 4. Требования к СМК (Общие) Идентифицировать процессы, необходимые для СМК, а также их последовательность и взаимодействие Определить критерии и методы измерения и контроля эффективности процессов Обеспечить доступность ресурсов Собирать данные, измерять и анализировать выполнение процессов Выполнять действия, необходимые для достижения запланированных целей и постоянного улучшения процессов
Требования к СМК Глава 4. Требования к СМК (Общие) Идентифицировать процессы, необходимые для СМК, а также их последовательность и взаимодействие Определить критерии и методы измерения и контроля эффективности процессов Обеспечить доступность ресурсов Собирать данные, измерять и анализировать выполнение процессов Выполнять действия, необходимые для достижения запланированных целей и постоянного улучшения процессов
 Сформулировать и Политика в") СМК. Требования к документации Глава 4. Требования к СМК (Документация) Сформулировать и Политика в области качества задокументировать: Цели в области качества Документы Кодекс и Руководство по качеству Стандарты предприятия Документы, используемые в организации для планирования, выполнения и контроля процессов Записи, требуемые стандартом
СМК. Требования к документации Глава 4. Требования к СМК (Документация) Сформулировать и Политика в области качества задокументировать: Цели в области качества Документы Кодекс и Руководство по качеству Стандарты предприятия Документы, используемые в организации для планирования, выполнения и контроля процессов Записи, требуемые стандартом
 СМК. СТРУКТУРА ДОКУМЕНТАЦИИ Структура документации. “Пирамида Цели Политика Стратегия документов” Руководство по качеству Описания процессов Процедуры (стандарты, методики) : руководства, инструкции Документы Записи Рабочие инструкции, положения , шаблоны, формы Записи: протоколы, отчеты, прочая вспомогательная информация
СМК. СТРУКТУРА ДОКУМЕНТАЦИИ Структура документации. “Пирамида Цели Политика Стратегия документов” Руководство по качеству Описания процессов Процедуры (стандарты, методики) : руководства, инструкции Документы Записи Рабочие инструкции, положения , шаблоны, формы Записи: протоколы, отчеты, прочая вспомогательная информация
 Какую информацию содержат основные документы СМК? Уровень 1 Общее описание построения СМК: намерения, направления деятельности, цели, структура, полномочия, ответственность и взаимодействие Руководство по качеству — документ описывающий в целом СМК (какие виды деятельности охватывает СМК, как взаимодействуют процессы, какие процедуры имеются и т. п. ). Уровень 2 Детальное описание элементов системы – процессов СМК. Описание процессов Уровень 3 Описание регламентов выполнения действий. Процедуры — документы устанавливающие порядок выполнения деятельности (к таким документам могут относиться стандарты предприятия (СТП), положения, технологическая документация). Уровень 4 Детальное описание выполняемых действий. Рабочая инструкция — документ, устанавливающий порядок выполнения конкретной работы на конкретном рабочем месте. Уровень 5 Описание форм регистрации исходных и результирующих данных. Документы, содержащие записи о качестве — журналы, протоколы, акты, контрольные листки, рабочие отчеты.
Какую информацию содержат основные документы СМК? Уровень 1 Общее описание построения СМК: намерения, направления деятельности, цели, структура, полномочия, ответственность и взаимодействие Руководство по качеству — документ описывающий в целом СМК (какие виды деятельности охватывает СМК, как взаимодействуют процессы, какие процедуры имеются и т. п. ). Уровень 2 Детальное описание элементов системы – процессов СМК. Описание процессов Уровень 3 Описание регламентов выполнения действий. Процедуры — документы устанавливающие порядок выполнения деятельности (к таким документам могут относиться стандарты предприятия (СТП), положения, технологическая документация). Уровень 4 Детальное описание выполняемых действий. Рабочая инструкция — документ, устанавливающий порядок выполнения конкретной работы на конкретном рабочем месте. Уровень 5 Описание форм регистрации исходных и результирующих данных. Документы, содержащие записи о качестве — журналы, протоколы, акты, контрольные листки, рабочие отчеты.

 1. Политика в области качества - как набор основных положений – основные руководящие принципы, нормы, правила, ограничения, определяющие основные направления деятельности в области качества и служащие основой для установления целей по качеству;
1. Политика в области качества - как набор основных положений – основные руководящие принципы, нормы, правила, ограничения, определяющие основные направления деятельности в области качества и служащие основой для установления целей по качеству;
 элементы планирования действий, необходимых для достижения целей в области качества") 2. Основные (базовые, концептуальные) элементы планирования действий, необходимых для достижения целей в области качества (внедрения стратегии качества), которые должны присутствовать в системах менеджмента качества всех структурных подразделений ОАО «РЖД» , 3. Руководящие указания для развертывания действий, запланированных для реализации целей в области качества, которые определяют работу организации в области качества (устанавливает приоритетность и регламентирует принципы принятии решений в конкретных условиях); 4. Руководство по разработке и внедрению политик в области качества для подразделений ОАО «РЖД» , описывающее процесс разработки, внедрения и функционирования политики в области качества для филиалов и подразделений Компании.
2. Основные (базовые, концептуальные) элементы планирования действий, необходимых для достижения целей в области качества (внедрения стратегии качества), которые должны присутствовать в системах менеджмента качества всех структурных подразделений ОАО «РЖД» , 3. Руководящие указания для развертывания действий, запланированных для реализации целей в области качества, которые определяют работу организации в области качества (устанавливает приоритетность и регламентирует принципы принятии решений в конкретных условиях); 4. Руководство по разработке и внедрению политик в области качества для подразделений ОАО «РЖД» , описывающее процесс разработки, внедрения и функционирования политики в области качества для филиалов и подразделений Компании.
 Основные положения политики: • цели и направления в области качества направлены на реализацию генеральной стратегии; • предоставление продукции и услуг, удовлетворяющих потребности и ожидания потребителя по всем параметрам качества, в том числе и по уровню цен; • обеспечение взаимовыгодного обмена ценностями со всеми стейкхолдерами Компании; • обеспечение качества разработкой не только корректирующих действий по устранению возникающих и несоответствий, но и предупреждающих мер; • проведение постоянного анализ продукции, процессов, системы управления с точки зрения обеспечения результативности и эффективности; • проведение постоянных улучшений не только качества предоставляемых услуг и продукции, основных процессов, но и всей КИ СМК в целом; • развитие лидерства в каждом сотруднике, вовлечение, мотивирование сотрудников к постоянным улучшениям, проявлению инициативы; • применение наказаний не за ошибки, дефекты, а за нарушение запретов, непринятие корректирующих мер, сокрытие или предоставление неверной информации, не обращение за помощью, когда этого требует ситуация; • принятие на себя руководством ответственности за стремлению к постоянному улучшению качества, только тогда оно будет реализовываться.
Основные положения политики: • цели и направления в области качества направлены на реализацию генеральной стратегии; • предоставление продукции и услуг, удовлетворяющих потребности и ожидания потребителя по всем параметрам качества, в том числе и по уровню цен; • обеспечение взаимовыгодного обмена ценностями со всеми стейкхолдерами Компании; • обеспечение качества разработкой не только корректирующих действий по устранению возникающих и несоответствий, но и предупреждающих мер; • проведение постоянного анализ продукции, процессов, системы управления с точки зрения обеспечения результативности и эффективности; • проведение постоянных улучшений не только качества предоставляемых услуг и продукции, основных процессов, но и всей КИ СМК в целом; • развитие лидерства в каждом сотруднике, вовлечение, мотивирование сотрудников к постоянным улучшениям, проявлению инициативы; • применение наказаний не за ошибки, дефекты, а за нарушение запретов, непринятие корректирующих мер, сокрытие или предоставление неверной информации, не обращение за помощью, когда этого требует ситуация; • принятие на себя руководством ответственности за стремлению к постоянному улучшению качества, только тогда оно будет реализовываться.
 Функционирование СМК Идеологи качества Руководители качества Директора качества Менеджеры качества Мастера качества Инструкторы качества Топ-менеджеры Компании, отвечающие за внедрение системы управления качеством в масштабах Компании в целом Сотрудники Компании, обеспечивающие обучение по качеству и внедрение проектов в области управления качеством на уровне центрального аппарата ОАО «РЖД» Сотрудники Компании, обеспечивающие руководство проектами по внедрению системы менеджмента качества на уровне дорог Руководители проектных групп по внедрению проектов в области управления качеством на уровне филиалов Компании Сотрудники Компании, отвечающие за обучение сотрудников линейных предприятий принципам и методам системы качества Работники, обеспечивающие реализацию и контроль принципов и методов КИ СМК на каждом рабочем месте, по каждому производственному, технологическому и бизнес-процессу компании.
Функционирование СМК Идеологи качества Руководители качества Директора качества Менеджеры качества Мастера качества Инструкторы качества Топ-менеджеры Компании, отвечающие за внедрение системы управления качеством в масштабах Компании в целом Сотрудники Компании, обеспечивающие обучение по качеству и внедрение проектов в области управления качеством на уровне центрального аппарата ОАО «РЖД» Сотрудники Компании, обеспечивающие руководство проектами по внедрению системы менеджмента качества на уровне дорог Руководители проектных групп по внедрению проектов в области управления качеством на уровне филиалов Компании Сотрудники Компании, отвечающие за обучение сотрудников линейных предприятий принципам и методам системы качества Работники, обеспечивающие реализацию и контроль принципов и методов КИ СМК на каждом рабочем месте, по каждому производственному, технологическому и бизнес-процессу компании.
 Пилотный проект ОЖД 2006 год – 2007 год Пилотный проект «Разработка и внедрение системы менеджмента качества в подразделениях ОЖД на уровне требований ISO 9001: 2000 (ГОСТ Р ИСО 9001 -2001)» : §Область распространения СМК: локомотивное хозяйство §Площадки, на которых внедрялась СМК: 6 базовых депо, АУ шести отделений дороги, АУ ОЖД 2007 год Сертификация СМК ОЖД в отношении ремонта, технического обслуживания, эксплуатации тягового подвижного состава: §СМК ОЖД соответствует требованиям ISO 9001: 2000 и ГОСТ Р ИСО 9001 -2001. Получены сертификаты соответствия на пилотных площадках 2008 год Проект «Развитие системы менеджмента качества на ОЖД» §Распространение СМК на все локомотивное хозяйство, сертификация всех депо §Обучение персонала предприятий, обеспечивающих перевозочный процесс « 2008 год на ОЖД – год развития персонала» 2009 год – 2010 год Развитие СМК на все хозяйства, обеспечивающие перевозочный процесс
Пилотный проект ОЖД 2006 год – 2007 год Пилотный проект «Разработка и внедрение системы менеджмента качества в подразделениях ОЖД на уровне требований ISO 9001: 2000 (ГОСТ Р ИСО 9001 -2001)» : §Область распространения СМК: локомотивное хозяйство §Площадки, на которых внедрялась СМК: 6 базовых депо, АУ шести отделений дороги, АУ ОЖД 2007 год Сертификация СМК ОЖД в отношении ремонта, технического обслуживания, эксплуатации тягового подвижного состава: §СМК ОЖД соответствует требованиям ISO 9001: 2000 и ГОСТ Р ИСО 9001 -2001. Получены сертификаты соответствия на пилотных площадках 2008 год Проект «Развитие системы менеджмента качества на ОЖД» §Распространение СМК на все локомотивное хозяйство, сертификация всех депо §Обучение персонала предприятий, обеспечивающих перевозочный процесс « 2008 год на ОЖД – год развития персонала» 2009 год – 2010 год Развитие СМК на все хозяйства, обеспечивающие перевозочный процесс
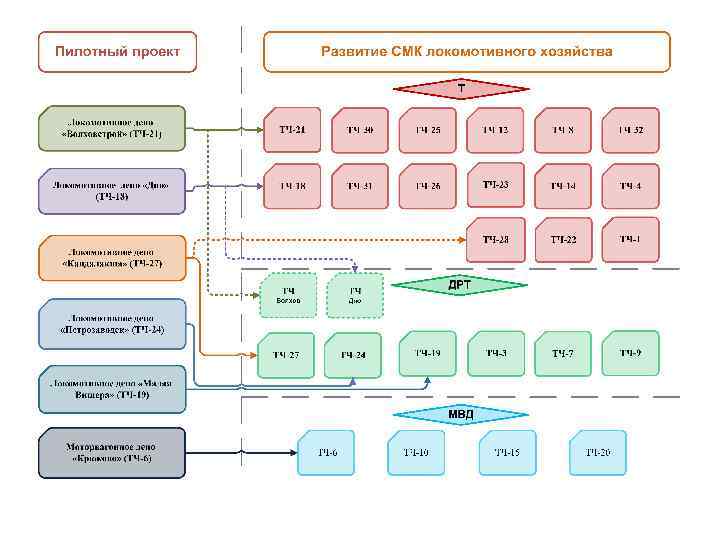
 Октябрьская железная дорога – филиал ОАО «РЖД»
Октябрьская железная дорога – филиал ОАО «РЖД»
Разработана модель и внедрена система менеджмента качества (СМК) на") Основные результаты пилотного проекта ОЖД 1)Разработана модель и внедрена система менеджмента качества (СМК) на Октябрьской железной дороге – филиале ОАО «РЖД» (ОЖД) в отношении ремонта, технического обслуживания и эксплуатации тягового и моторвагонного подвижного состава. 2)Обеспечена универсальность СМК ОЖД, т. е. обеспечена возможность ее дальнейшего развития (в том числе и в отношении других заинтересованных сторон) и распространения на остальные (не вошедшие в проект) структурные подразделения ОЖД, а также на всю сеть железных дорог ОАО «РЖД» с учетом условий реформирования. 3)Отработана методология разработки и внедрения СМК для ее применения на всей сети дорог Компании 4)Получен экономический эффект от реализации функциональных проектов постоянного улучшения разработанных в рамках каскадного обучения «Школы лидерства» 5)Обеспечена заинтересованность персонала в дальнейшем развитии СМК ОЖД
Основные результаты пилотного проекта ОЖД 1)Разработана модель и внедрена система менеджмента качества (СМК) на Октябрьской железной дороге – филиале ОАО «РЖД» (ОЖД) в отношении ремонта, технического обслуживания и эксплуатации тягового и моторвагонного подвижного состава. 2)Обеспечена универсальность СМК ОЖД, т. е. обеспечена возможность ее дальнейшего развития (в том числе и в отношении других заинтересованных сторон) и распространения на остальные (не вошедшие в проект) структурные подразделения ОЖД, а также на всю сеть железных дорог ОАО «РЖД» с учетом условий реформирования. 3)Отработана методология разработки и внедрения СМК для ее применения на всей сети дорог Компании 4)Получен экономический эффект от реализации функциональных проектов постоянного улучшения разработанных в рамках каскадного обучения «Школы лидерства» 5)Обеспечена заинтересованность персонала в дальнейшем развитии СМК ОЖД
 Сертификация Организация Сертификат Создание, внедрение, поддержание Орган по сертификации Внешний аудит СМК
Сертификация Организация Сертификат Создание, внедрение, поддержание Орган по сертификации Внешний аудит СМК
 СМК. Проведение аудитов Внутренний: проводится сотрудниками самой организации, прошедшими соответствующую подготовку и назначенными руководством внутренними аудиторами Аудит Внешний: проводится сотрудниками органа по сертификации. В течение срока действия сертификата проходят периодические аудиты, а по истечении – ресертификационный аудит.
СМК. Проведение аудитов Внутренний: проводится сотрудниками самой организации, прошедшими соответствующую подготовку и назначенными руководством внутренними аудиторами Аудит Внешний: проводится сотрудниками органа по сертификации. В течение срока действия сертификата проходят периодические аудиты, а по истечении – ресертификационный аудит.
 Спасибо за внимание Вопросы Кузнецов Николай Николаевич
Спасибо за внимание Вопросы Кузнецов Николай Николаевич