ЛЕКЦИЯ 11 Неразъемные соединения. Сварка.ppt
- Количество слайдов: 33



Сибирский государственный аэрокосмический университет имени академика М. Ф. Решетнева ЛЕКЦИЯ 11 НЕРАЗЪЕМНЫЕ СОЕДИНЕНИЯ Сварные соединения Дисциплины: Детали машин и основы конструирования Основы проектирования и конструирования Разработчики: Кафедра «Основ конструирования машин» д. т. н. , профессор Ереско Татьяна Трофимовна д. т. н. , профессор Меновщиков Владимир Александрович к. т. н. , доцент Фадеев Александрович

Изготовляемые промышленностью машины, станки, приборы и аппараты, как правило, состоят из различных, определенным образом объединенных и взаимно связанных деталей, которые соединяются между собой различными способами. Соединение деталей обеспечивает их определенное взаимное положение в процессе работы. К неразъемным относят соединения деталей с жесткой механической связью, сохраняющейся в течение всего срока их службы. Разборка таких соединений невозможна без разрушений или повреждений самих деталей или связывающих их элементов. К неразъемным соединениям можно отнести соединения деталей сваркой, заклепками, пайкой, склеиванием и натягом.

Сварное соединение образуется путем сваривания материалов деталей в зоне стыка. Особенности: ü Не имеют соединяющих деталей; ü Выполняются за счёт местного нагрева и диффузии (перемешивания частиц) соединяемых деталей. Создают, практически, одну целую, монолитную деталь. Весьма прочны, т. к. используют одну из самых могучих сил природы - силы межмолекулярного сцепления. Прочность соединения зависит от однородности и непрерывности материала сварного шва и окружающей его зоны. В авиастроении сваривают главным образом детали из стали, алюминиевых, титановых и жаростойких сплавов.

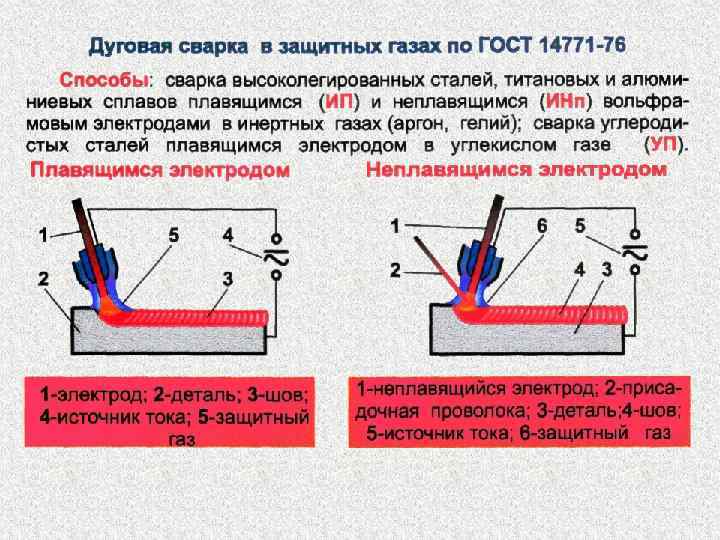
Способы сварки Основана на использовании теплоты электрической дуги для расплавления металла. Для защиты расплавленного металла от вредного действия окружающего воздуха на поверхность электрода наносят толстую защитную обмазку, которая выделяет большое количество шлака и газа, образуя изолирующую среду.
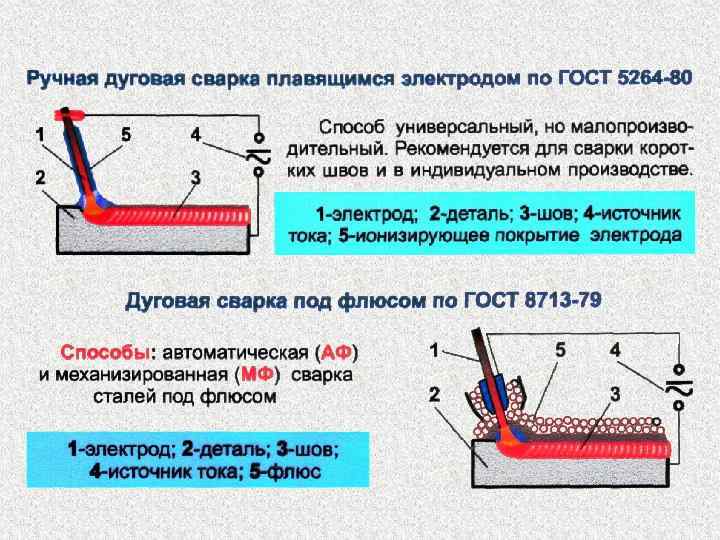

Электрошлаковая сварка Осуществляется за счет теплоты, выделяемой при прохождении тока от электрода к изделию через шлаковую ванну. Предназначенная для соединения деталей большой толщины (до 2 м), позволяет заменять сложные литые детали более простыми сварными. При электрошлаковой сварке расход электроэнергии в 1, 5 -2 раза, а флюса – в 20 -30 раз меньше, чем при электродуговой сварке под слоем флюса.

Газовая сварка Состоит в оплавлении кромок свариваемых деталей и присадочного прутка в пламени горящего газа (ацетилена или водорода) в струе кислорода. Достоинство этого метода – отсутствие необходимости в источниках электроэнергии. Газовой сваркой соединяют детали толщиной до 40 мм, изготовленные из стали, чугуна, цветных металлов, а также из пластмасс.

Контактная сварка Основана на нагреве стыка деталей при прохождении через них электрического тока. Нагрев может производиться до оплавления стыков или до пластического состояния материала и последующего сдавливания кромок деталей (сварка давлением). Этот вид сварки рекомендуют применять для стыковых соединений деталей, площадь поперечного сечения которых сравнительно невелика.

Ультразвуковая сварка позволяет в ряде случаев соединять металлы и сплавы, физические свойства которых не позволяли вести сварку обычными методами; сварка электронными и лазерными лучами в вакууме и другие приемы.

Сварка трением

Сварка взрывом

Достоинства: ü Малая масса. Экономия металла по сравнению с заклепочными соединениями 15 – 20%, с литыми до 30%. ü Малая стоимость. Примерно в 2 раза ниже, чем литье и поковка. ü Экономичность процесса сварки, возможность его автоматизации. ü Малая трудоемкость сварки, сравнительная дешевизна и простота оборудования. ü Плотность и герметичность соединения. ü Возможность получения конструкций очень больших размеров. ü Отсутствие больших сил, как, например, в кузнечно-прессовом производстве. Недостатки: ü Возможность получения скрытых дефектов (трещины, поры, шлаковые включения, непровары). ü Трудность контроля. Ренгеноскопические и ультрозвуковые методы сложны. ü Коробление деталей из-за неравномерности нагрева в процессе сварки или низкого качества шва. ü Невысокая прочность при переменных режимах нагружения. Шов сильный концентратор напряжений.

Типы сварных швов Нахлесточные сварные соединения F k S S Стыковые сварные соединения F F Тавровые сварные соединения S Угловые сварные соединения F F F

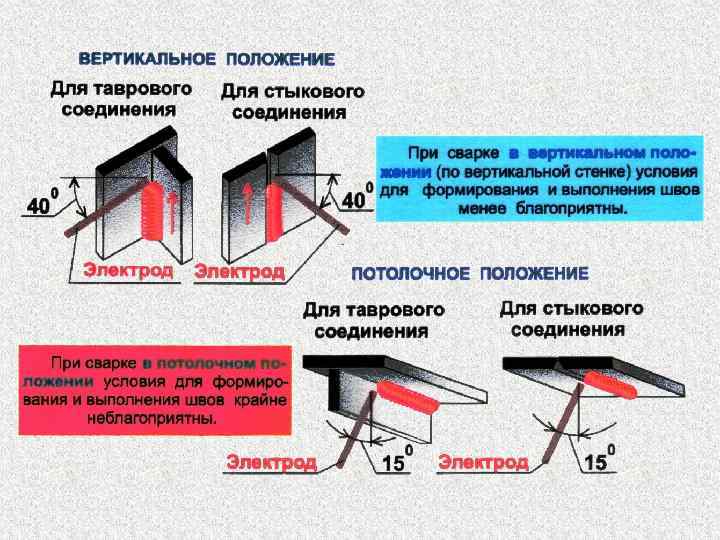
Сварные швы классифицируют по ряду признаков по положению относительно действующей силы: F фланговый F лобовой F косой по положению в пространстве: нижний горизонтальный вертикальный потолочный

Формирование сварных швов при различном положении деталей

по внешней форме: выпуклый нормальный вогнутый по протяженности: непрерывистый

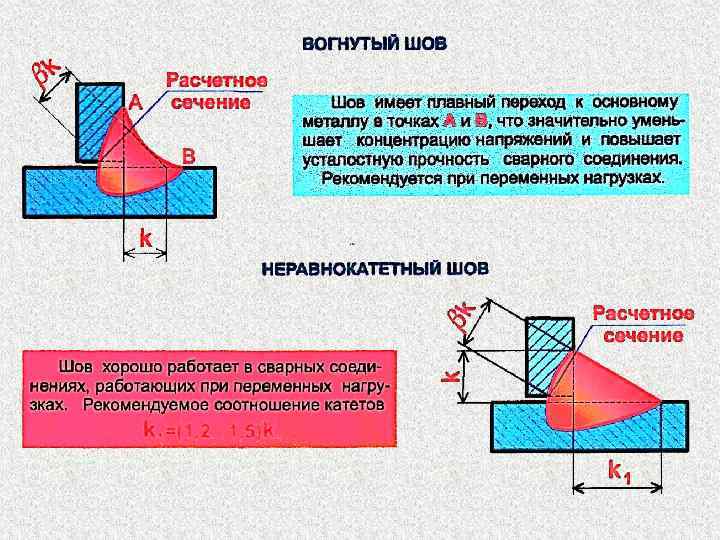
Формы поперечных угловых швов

Оценка работоспособности сварных швов Сварные стыковые соединения Прочность стыкового сварного шва оценивается по величине нормальных напряжений: Q - растягивающие силы, Н; M - изгибающий момент, Н·м; b – длина шва, мм; δ – толщина листа, мм; W – момент сопротивления сварного шва, мм 3; [ ] – допускаемое напряжение материала сварного шва, Н/мм 2 При толщинах до 15 мм при автоматических способах сварки сварку выполняют без подготовки кромок, выше 15 мм. выполняют специальную подготовку кромок. При ручной сварке без подготовки кромок сваривают листы толщиной до 8 мм (шов накладывают с одной стороны при толщине до 3 мм, с двух сторон от 3 до 8 мм. Стыковое соединение может быть выполнено из листов, полос, труб, уголков, швеллеров и других фасованных деталей.

Сварное нахлесточное соединение Выполняются фланговыми или лобовыми швами: Лобовые швы рассчитывают только по касательным напряжениям (не зависит от угла приложения нагрузки): [ ] – допускаемое напряжение среза материала сварного шва, Н/мм 2 Фланговые швы характерны неравномерным распределением напряжений (рассчитывают по средним касательным напряжениям): Комбинированные лобовые и фланговые швы рассчитывают на основе принципа распределения нагрузки пропорционально несущей способности отдельных швов

Сварное тавровое и угловое соединение Тавровые и угловые швы соединяют элементы в перпендикулярных плоскостях. Выполняются либо стыковым швом с разделкой кромок (а), либо угловым без разделки кромок (б). для стыкового шва (а) по нормальным напряжениям: для углового шва (б) по касательным напряжениям

Выбор допускаемых напряжений для расчета сварных соединений Допускаемые напряжения для сварных швов при статической нагрузке задают в долях от допускаемого напряжения основного металл на растяжение путем понижения на величину коэффициента качества шва Kш: σT - предел текучести основного металла; S - коэффициент запаса: S = 1, 35… 1, 6 - для низкоуглеродистой стали; S = 1, 5… 1, 7 - для легированной стали. или Значение коэффициента Kш берется по справочным данным в пределах 0, 5… 1, в зависимости от способа сварки, материала электрода и характера нагружения: Напряжения Автоматическая и механизированная сварка Э 42 А Э 50 А Э 42 Э 50 Растяжения [σ]/Р Сжатия [σ]/сж [σ]Р Среза [τ]/ср 0, 8[σ]Р 0, 65[σ]Р 0, 6[σ]Р

Марки сталей для сварных деталей Примеры марок стали Ст1, Ст2, Ст3 по ГОСТ 380 -94 Сталь 10, 15, 20 по ГОСТ 1050 -88 Сталь 15 Х, 20 Х по ГОСТ 4543 -71 Сталь 30, 35 по ГОСТ 1050 -88 Сталь 30 Л, 35 Л по ГОСТ 977 -88 Сталь 20 ХН 3 А по ГОСТ 4543 -71 Сталь 40, 45, 50 по ГОСТ 1050 -88 Сталь 35 Х, 40 Х по ГОСТ 4543 -71 Сталь 45 Х, 50 Х по ГОСТ 4543 -71 Свариваемость Условия сварки и качество соединения Хорошая Сварка в обычных условиях, любым способом. Качество сварного соединения высокое Для получения качественных сварных соединений рекомендуется предварительный Удовлетворительная подогрев свариваемых деталей до температуры 100… 150°С и термообработка после сварки. Ограниченная В обычных условиях сварки стали склонны к образованию трещин. Рекомендуется применение специальных электродов, предварительный подогрев деталей до температуры 250… 400°С и термообработка после сварки. Плохая Качество сварных соединений пониженно даже применении сложных технологических приемов: применение специальных электродов, предварительный подогрев деталей, термообработка до и после сварки.



Расчет сварных соединений при переменных режимах нагружения В машиностроительных конструкциях большая часть отказов связана с усталостными повреждениями. Размеры швов выбирают из условия равнопрочности основного металла (ОМе) и металла (Ме) шва при статическом нагружении. Но при действии переменных нагрузок прочность соединения понижена. Это вызвано факторами: ü концентрацией напряжений, обусловленной изменением геометрической формы, дефектами сварки, изменением химического состава и структуры основного металла в околошовной зоне, совместными деформациями швов и соединяемых элементов; ü технологией сварочного процесса (тип и значение св. тока, контроль качества, наличие поверхностного упрочнения); ü наличием и качеством предварительной обработки поверхности св. соединения; ü остаточными напряжениями в сварном изделии (вследствие неравномерности нагрева и появления объемных структурных превращений); ü характеристиками переменного нагружения (ассиметрия цикла, число циклов нагружения).

Предел выносливости сварного шва при переменной нагрузке ψσ - коэффициент чувствительности соединений к асимметрии цикла: R – асимметрия цикла Значение σ-1 c предела выносливости сварных деталей намного меньше значений σ-1 предела выносливости ОМе: Кс – коэффициент, понижения предела выносливости сварных деталей, учитывающих влияние факторов на сопротивление усталости Кσ - эффективный коэффициент концентрации напряжений; К 1 – коэффициент, учитывающий влияние неоднородности металла св. деталей; К 2 – коэффициент, учитывающий влияние габаритных размеров; Кd - коэффициент, учитывающий влияние длины l сварного шва; КF - коэффициет, учитывающий качество поверхности св. соединения

Расчет на сопротивление усталости проводим в форме проверочного путем определения коэффициента Sσ безопасности по нормальным (или Sτ - касательным ) напряжениям и сравнивая его с допускаемыми значениями [S]σ (или [S]τ): σmax = (σm ; σa) - максимальное напряжение цикла; σm - среднее напряжение; σa - амплитуда напряжений; KN - коэффициент долговечности; N - число циклов нагружения; Значение коэффициента [S]σ безопасности принимают в зависимости от ожидаемого качества изготовления, ответственности конструкции и эксплуатации подобных конструкций:

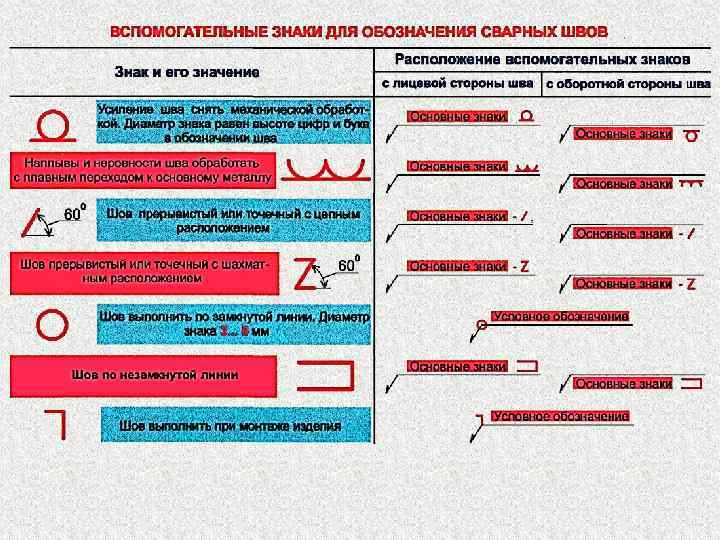
Условное обозначение сварного шва

Спасибо за внимание !
ЛЕКЦИЯ 11 Неразъемные соединения. Сварка.ppt