инструменты кач.pptx
- Количество слайдов: 58
 Сертификация СМК Часть 2
Сертификация СМК Часть 2
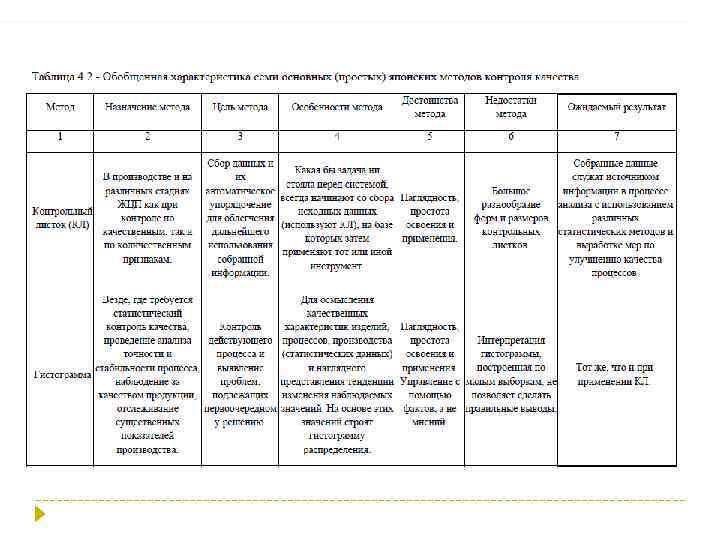
 Инструменты качества Семи простейших инструментов управления качеством вполне достаточно, чтобы решить 99% проблем предприятия, связанных с качеством продукции (Йосидо Кондо)
Инструменты качества Семи простейших инструментов управления качеством вполне достаточно, чтобы решить 99% проблем предприятия, связанных с качеством продукции (Йосидо Кондо)
 1. Контрольные листки Генерация информации начинается и заканчивается вопросами. Чтобы генерировать информацию, необходимо: - точно сформулировать вопрос, на который мы пытаемся ответить; - собрать данные и факты, относящиеся к этому вопросу; - проанализировать данные, чтобы определить фактический ответ на данный вопрос; - представить данные таким способом, который ясно излагает ответ на данный вопрос.
1. Контрольные листки Генерация информации начинается и заканчивается вопросами. Чтобы генерировать информацию, необходимо: - точно сформулировать вопрос, на который мы пытаемся ответить; - собрать данные и факты, относящиеся к этому вопросу; - проанализировать данные, чтобы определить фактический ответ на данный вопрос; - представить данные таким способом, который ясно излагает ответ на данный вопрос.

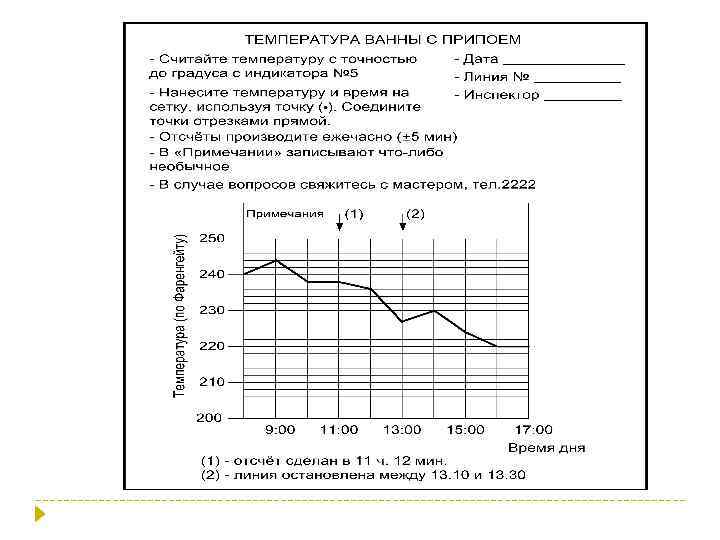
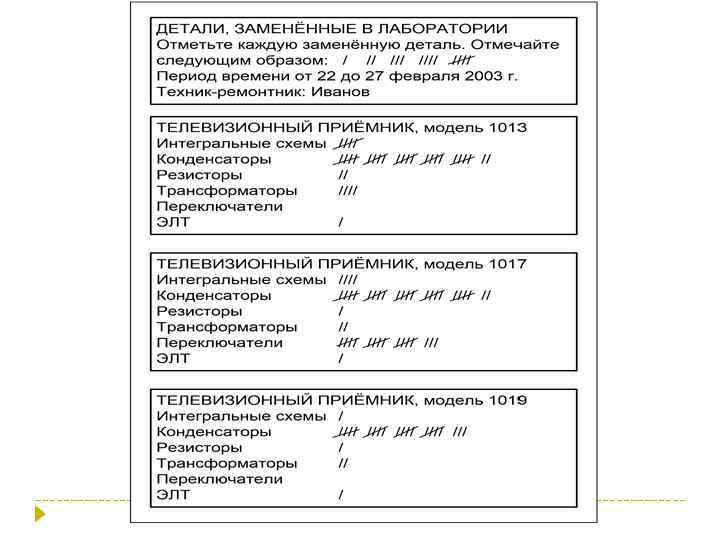
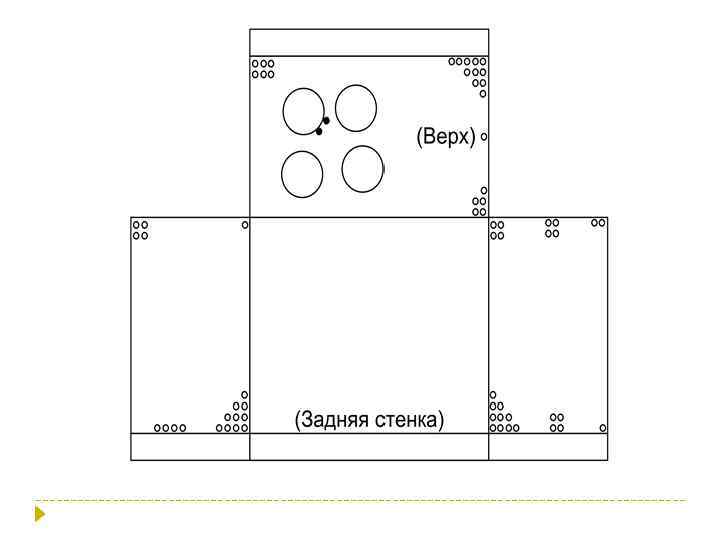
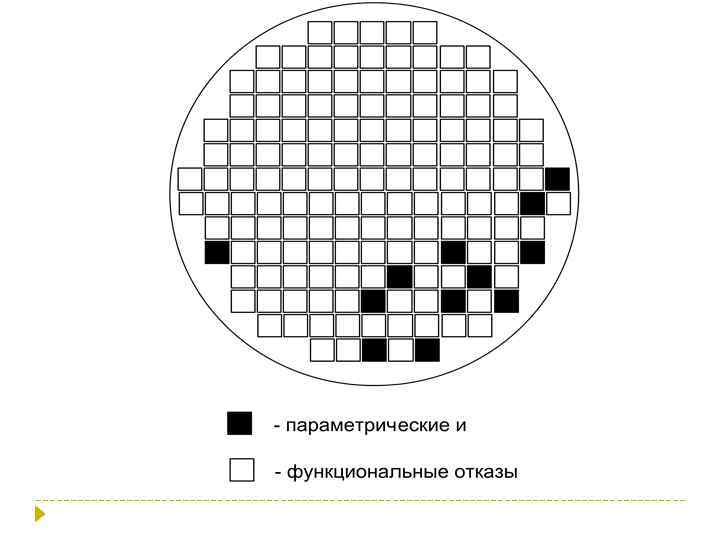
 Типы форм для сбора данных Контрольный листок - это простая форма для записи данных - разработана специально для легкой интерпретации содержащихся в ней результатов Бланки также используются для сбора данных. В отличие от контрольных листков, здесь данные записываются просто в таблицу или в столбик Проверочный список содержит пункты, важные или относящиеся к конкретной проблеме или ситуации. Проверочные списки используются в рабочих условиях, чтобы гарантировать, что все важные шаги или действия предприняты
Типы форм для сбора данных Контрольный листок - это простая форма для записи данных - разработана специально для легкой интерпретации содержащихся в ней результатов Бланки также используются для сбора данных. В отличие от контрольных листков, здесь данные записываются просто в таблицу или в столбик Проверочный список содержит пункты, важные или относящиеся к конкретной проблеме или ситуации. Проверочные списки используются в рабочих условиях, чтобы гарантировать, что все важные шаги или действия предприняты
 Как собирать данные 1. 2. 3. 4. 5. 1. Сформулируйте качественные вопросы, относящиеся к конкретным информационным потребностям данного проекта Используйте подходящие инструменты для анализа данных и убедитесь, что собираются нужные данные Определите подходящие точки сбора данных. В идеале - это такие точки сбора, где поток операций прерывается минимально. Выберите сборщика, не создающего смещения. Сборщик должен иметь наилегчайший и немедленный доступ ко всем соответствующим фактам. . Поймите сборщиков данных и их окружение. Обучение и опыт сборщиков определяют, справятся ли они с этим дополнительным поручением.
Как собирать данные 1. 2. 3. 4. 5. 1. Сформулируйте качественные вопросы, относящиеся к конкретным информационным потребностям данного проекта Используйте подходящие инструменты для анализа данных и убедитесь, что собираются нужные данные Определите подходящие точки сбора данных. В идеале - это такие точки сбора, где поток операций прерывается минимально. Выберите сборщика, не создающего смещения. Сборщик должен иметь наилегчайший и немедленный доступ ко всем соответствующим фактам. . Поймите сборщиков данных и их окружение. Обучение и опыт сборщиков определяют, справятся ли они с этим дополнительным поручением.
 6. Разработайте простые формы для сбора данных; уменьшите возможности для ошибок; соберите данные для анализа, ссылок и прослеживаемости, чтобы они сами себе объясняли и выглядели профессионально. 7. Приготовьте инструкции для пользователя 8. Проверьте формы и инструкции 9. Обучите сборщиков данных 10. Проведите аудит процесса сбора и оцените результаты
6. Разработайте простые формы для сбора данных; уменьшите возможности для ошибок; соберите данные для анализа, ссылок и прослеживаемости, чтобы они сами себе объясняли и выглядели профессионально. 7. Приготовьте инструкции для пользователя 8. Проверьте формы и инструкции 9. Обучите сборщиков данных 10. Проведите аудит процесса сбора и оцените результаты
. Смещение из-за взаимодействий. Смещение из-за восприятия.") Интерпретация и обоснование результатов Смещение из-за исключения (данных). Смещение из-за взаимодействий. Смещение из-за восприятия. Операциональные смещения. Смещение из-за отсутствия ответов. Смещение оценивания.
Интерпретация и обоснование результатов Смещение из-за исключения (данных). Смещение из-за взаимодействий. Смещение из-за восприятия. Операциональные смещения. Смещение из-за отсутствия ответов. Смещение оценивания.
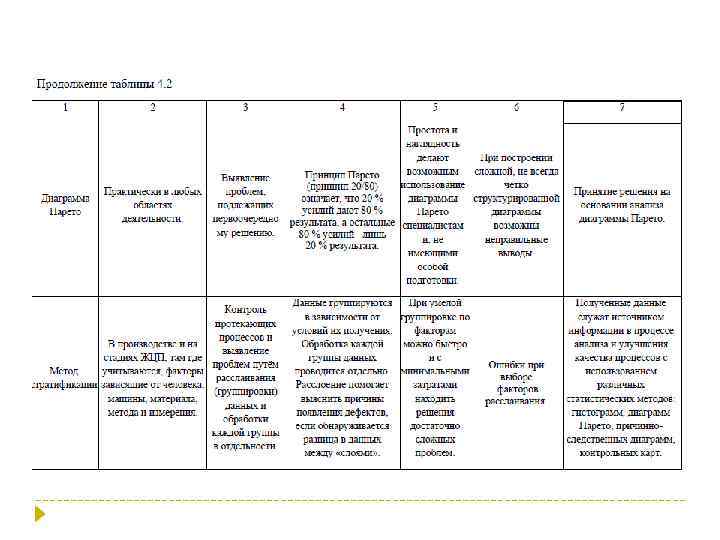
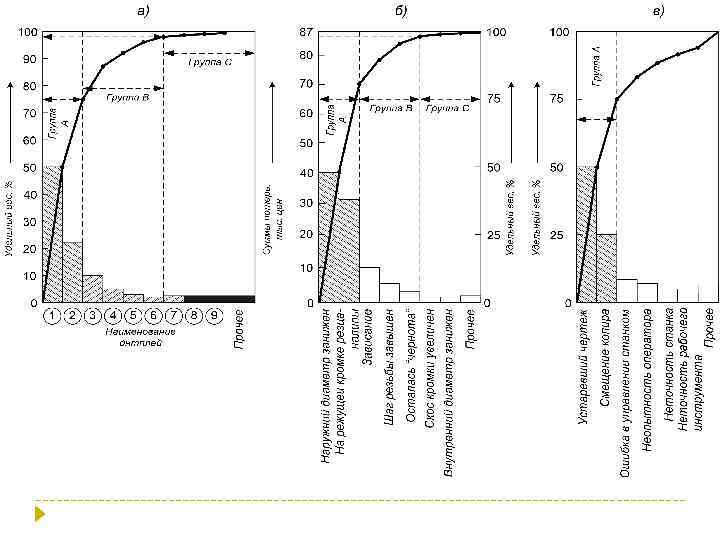
 2. Диаграмма Парето
2. Диаграмма Парето
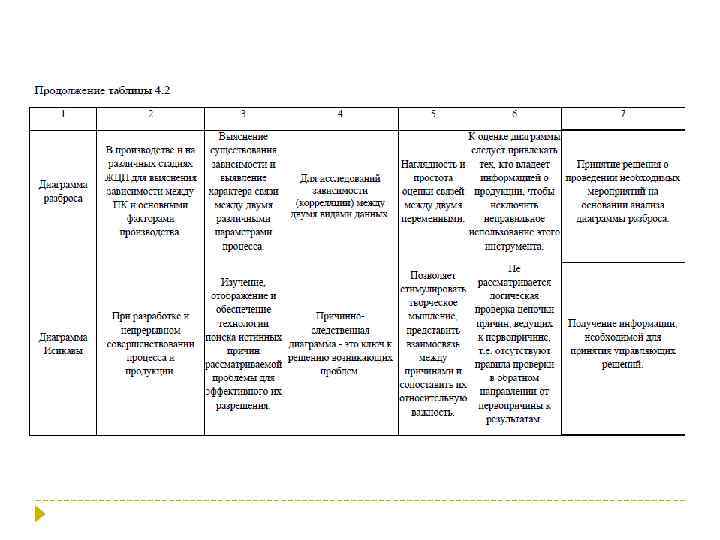
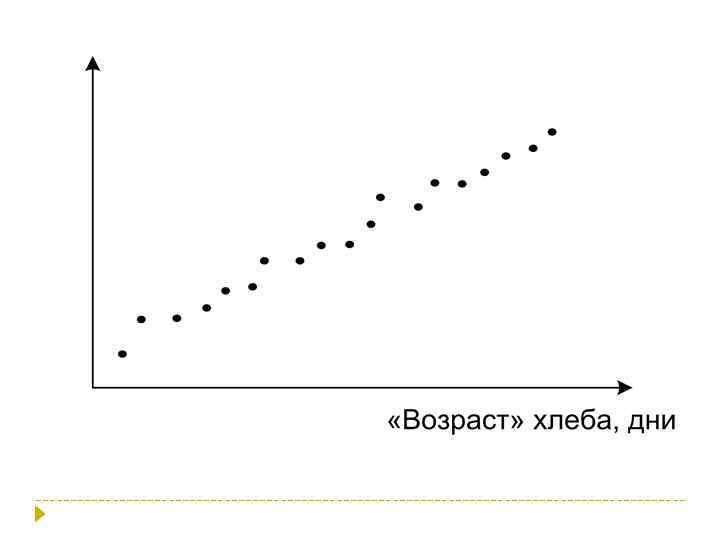
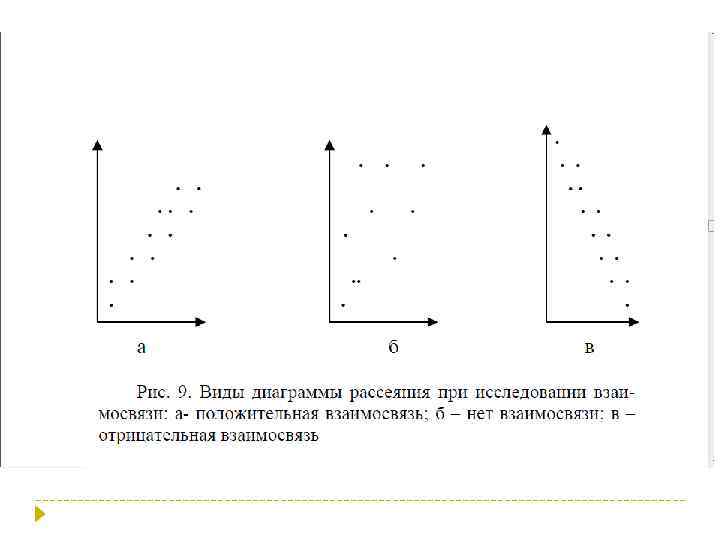
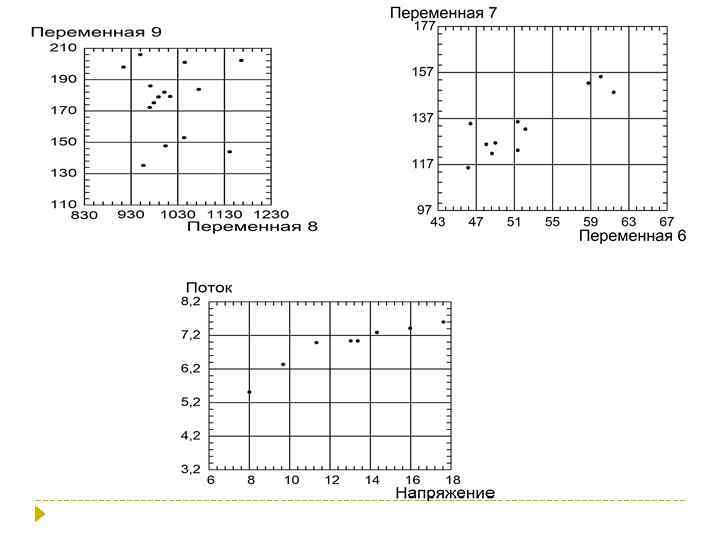
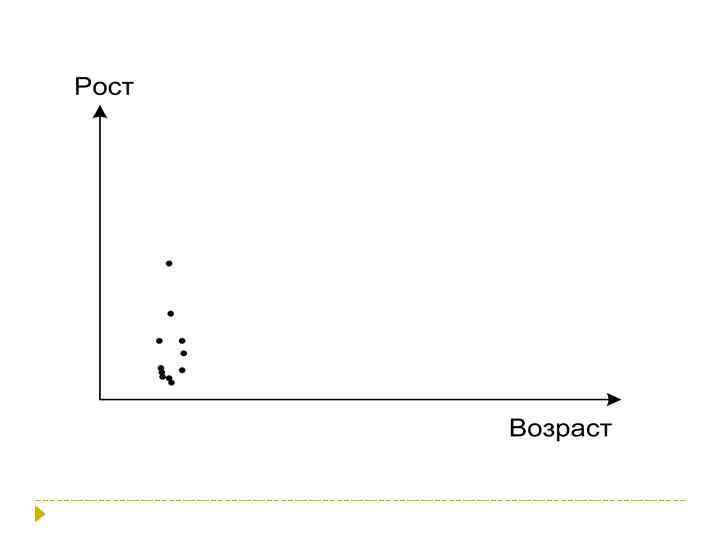
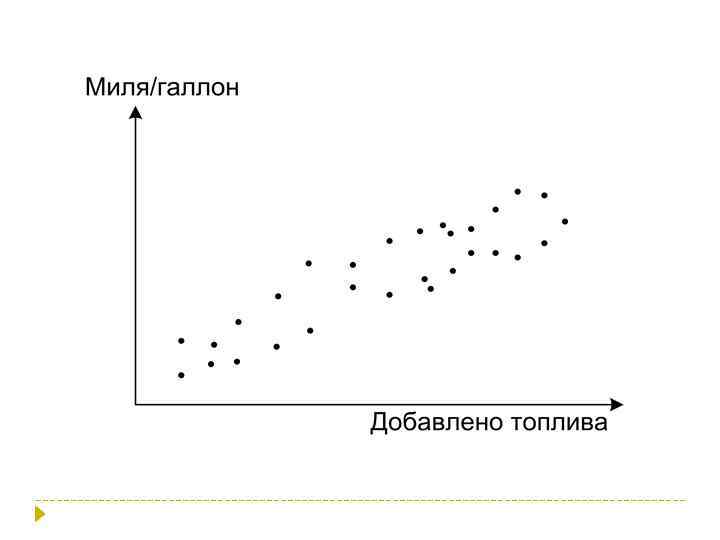
 3. Диаграмма рассеяния - применяется для исследования зависимости между двумя видами данных. Диаграмма рассеяния, как и метод расслоения, используется для выявления причинно-следственных связей показателей качества и влияющих факторов при анализе причинно-следственной диаграммы, которая строится как график зависимости между двумя параметрами. Если на этом графике провести линию медианы, он легко позволяет определить наличие между двумя параметрами корреляционной зависимости. Диаграмма рассеяния строится в таком порядке: по горизонтальной оси откладываются измерения величин одной переменной, а по вертикальной оси – другой переменной
3. Диаграмма рассеяния - применяется для исследования зависимости между двумя видами данных. Диаграмма рассеяния, как и метод расслоения, используется для выявления причинно-следственных связей показателей качества и влияющих факторов при анализе причинно-следственной диаграммы, которая строится как график зависимости между двумя параметрами. Если на этом графике провести линию медианы, он легко позволяет определить наличие между двумя параметрами корреляционной зависимости. Диаграмма рассеяния строится в таком порядке: по горизонтальной оси откладываются измерения величин одной переменной, а по вертикальной оси – другой переменной


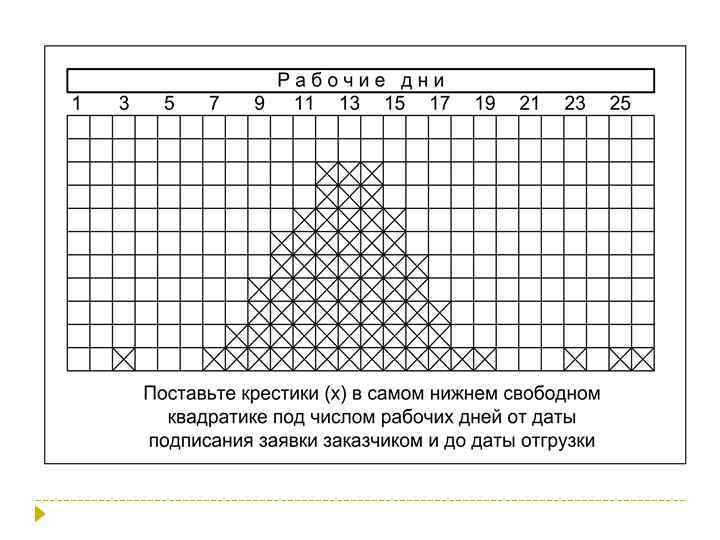
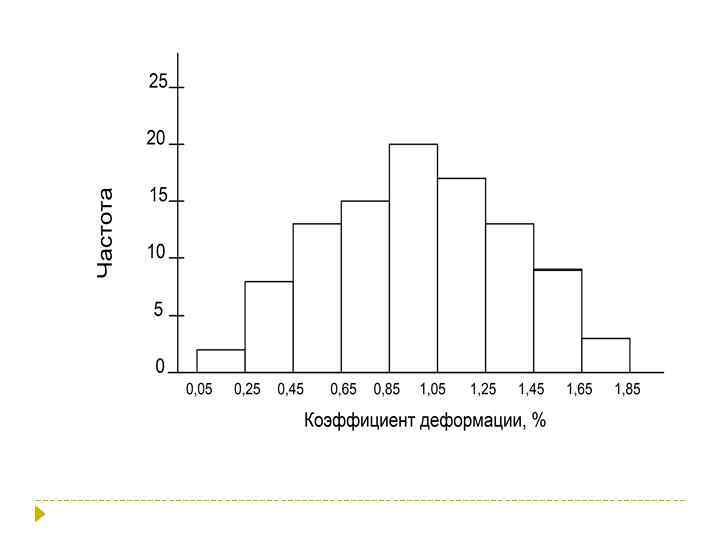
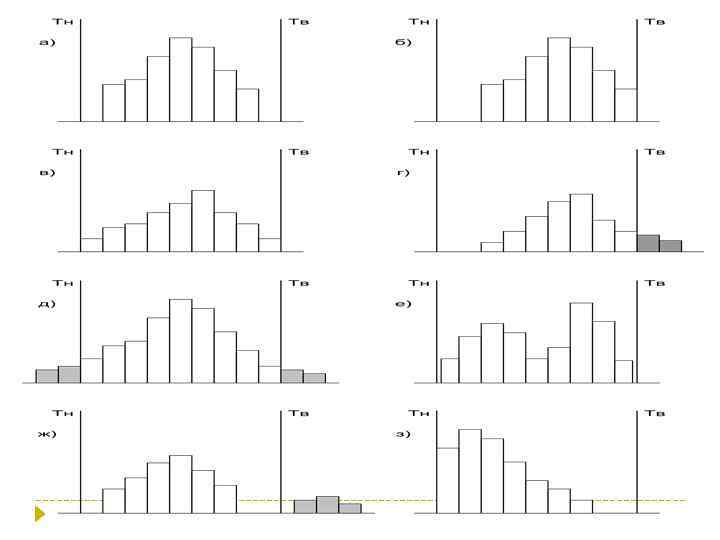
 4. Гистограмма - позволяет оценить состояние качества. Гистограмма представляет собой столбчатый график, построенный по полученным за определенный период (час, неделю, месяц) данным, которые разбиваются на несколько интервалов. Число данных, попавших в каждый из интервалов (частота), выражается высотой столбика.
4. Гистограмма - позволяет оценить состояние качества. Гистограмма представляет собой столбчатый график, построенный по полученным за определенный период (час, неделю, месяц) данным, которые разбиваются на несколько интервалов. Число данных, попавших в каждый из интервалов (частота), выражается высотой столбика.
 0, 9 1, 5 0, 9 1, 1 1, 0 0, 9 1, 1 1, 2 1, 0 0, 6 0, 1 0, 7 0, 8 0, 5 0, 8 1, 2 0, 6 0, 5 0, 8 0, 3 0, 4 0, 5 1, 0 1, 1 0, 6 1, 2 0, 4 0, 6 0, 7 0, 5 0, 2 0, 3 0, 5 0, 4 1, 0 0, 5 0, 8 0, 7 0, 8 0, 3 0, 4 0, 6 0, 7 1, 1 0, 7 1, 2 0, 8 1, 0 0, 6 1, 0 0, 7 0, 6 0, 3 1, 2 1, 4 1, 0 0, 9 1, 0 1, 2 1, 3 0, 9 1, 3 1, 2 1, 4 1. 0 1, 4 0, 9 1, 1 0, 9 1, 4 0, 9 1, 8 0, 9 1, 4 1, 1 1, 4 0, 9 1, 1 1, 4 1, 1 1, 3 1, 1 1, 5 1, 6 1, 7 1, 8 1, 5
0, 9 1, 5 0, 9 1, 1 1, 0 0, 9 1, 1 1, 2 1, 0 0, 6 0, 1 0, 7 0, 8 0, 5 0, 8 1, 2 0, 6 0, 5 0, 8 0, 3 0, 4 0, 5 1, 0 1, 1 0, 6 1, 2 0, 4 0, 6 0, 7 0, 5 0, 2 0, 3 0, 5 0, 4 1, 0 0, 5 0, 8 0, 7 0, 8 0, 3 0, 4 0, 6 0, 7 1, 1 0, 7 1, 2 0, 8 1, 0 0, 6 1, 0 0, 7 0, 6 0, 3 1, 2 1, 4 1, 0 0, 9 1, 0 1, 2 1, 3 0, 9 1, 3 1, 2 1, 4 1. 0 1, 4 0, 9 1, 1 0, 9 1, 4 0, 9 1, 8 0, 9 1, 4 1, 1 1, 4 0, 9 1, 1 1, 4 1, 1 1, 3 1, 1 1, 5 1, 6 1, 7 1, 8 1, 5
 Последовательность составления гистограммы: 1. Намечают к обследованию показатели качества 2. Осуществляют измерения. Измеренные значения вписывают в бланк регистрации 3. Среди измеренных значений находим Xmax, X min 4. Определяем широту распределения (размах) 5. Определяем широту интервала, предварительно определив количество интервалов 6. Устанавливаем граничные значения интервалов 7. Определяем штриховыми отметками количество показателей, попавших в данный интервал вида 8. В бланк регистрации вписываем середины каждого интервала и подсчитываем частоты. 9. Строим гистограмму распределения, по оси абсцисс наносим границы интервалов, а по оси ординат - шкалу для частот.
Последовательность составления гистограммы: 1. Намечают к обследованию показатели качества 2. Осуществляют измерения. Измеренные значения вписывают в бланк регистрации 3. Среди измеренных значений находим Xmax, X min 4. Определяем широту распределения (размах) 5. Определяем широту интервала, предварительно определив количество интервалов 6. Устанавливаем граничные значения интервалов 7. Определяем штриховыми отметками количество показателей, попавших в данный интервал вида 8. В бланк регистрации вписываем середины каждого интервала и подсчитываем частоты. 9. Строим гистограмму распределения, по оси абсцисс наносим границы интервалов, а по оси ординат - шкалу для частот.
 Таблица. Бланк регистрации плотности распределения Объект измерения длина, . . . № и наименование детали Наименование показателя качества: коэффициент деформации, % Интервалы 0, 05 -0, 25 -0, 45 -0, 65 -0, 85 0, 35 -1, 05 -1, 25 -1, 45 -1, 65 -1, 85 Измерительный инструмент микрометр, . . . Дата: месяц, число Единица измерения мм, . . . Величина партии: _____1000 Технологический процесс: термообработка Кол-во измеряемых образцов: 100 Значения середины интервала 0. 15 0, 35 0, 55 0, 75 0, 95 1, 15 1, 35 1, 55 1, 75 Штриховые отметки частоты Частота Накопленная частота // //// //// //// //// //// /// 2 8 13 15 20 17 13 9 3 2 10 23 38 58 75 88 97 100
Таблица. Бланк регистрации плотности распределения Объект измерения длина, . . . № и наименование детали Наименование показателя качества: коэффициент деформации, % Интервалы 0, 05 -0, 25 -0, 45 -0, 65 -0, 85 0, 35 -1, 05 -1, 25 -1, 45 -1, 65 -1, 85 Измерительный инструмент микрометр, . . . Дата: месяц, число Единица измерения мм, . . . Величина партии: _____1000 Технологический процесс: термообработка Кол-во измеряемых образцов: 100 Значения середины интервала 0. 15 0, 35 0, 55 0, 75 0, 95 1, 15 1, 35 1, 55 1, 75 Штриховые отметки частоты Частота Накопленная частота // //// //// //// //// //// /// 2 8 13 15 20 17 13 9 3 2 10 23 38 58 75 88 97 100
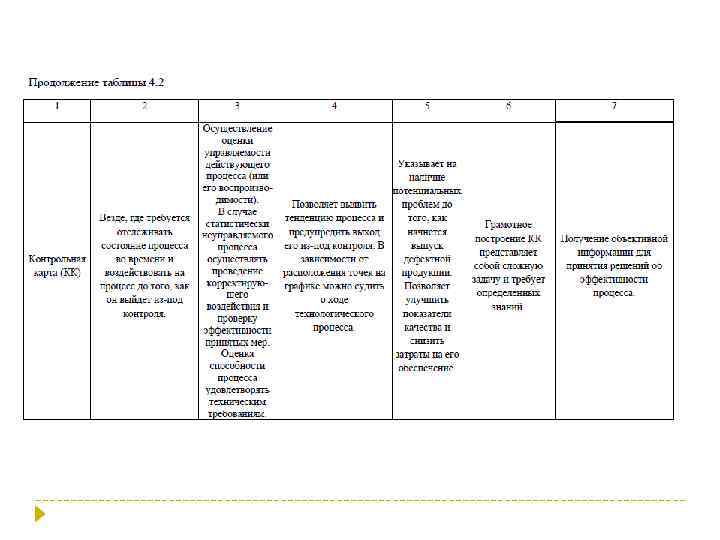
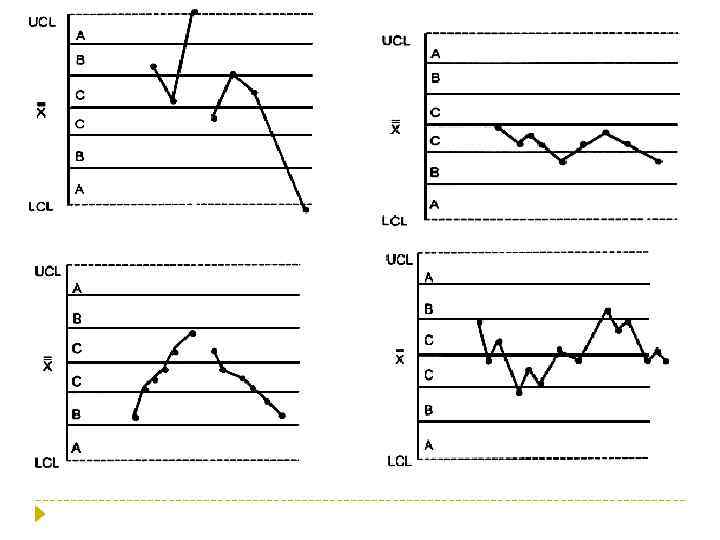
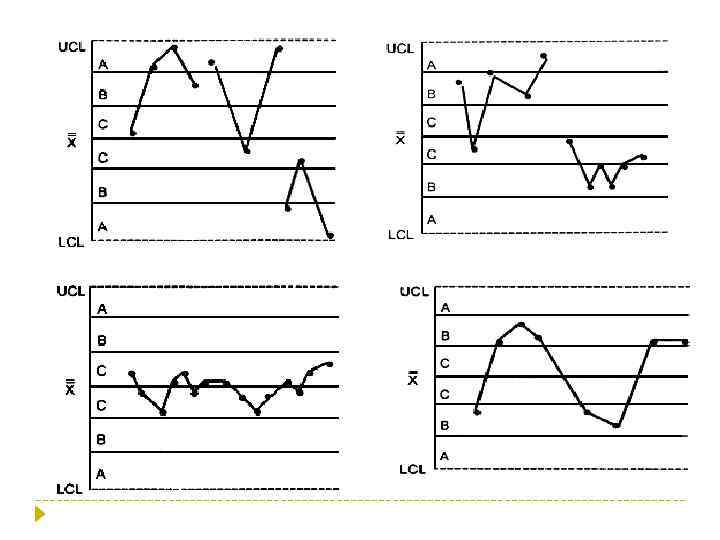
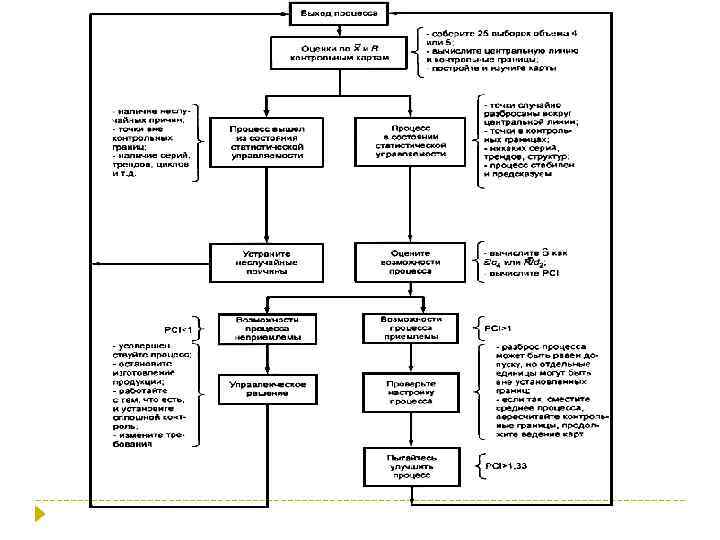
 Цель контрольных карт - обнаружить неестественные изменения в данных из") 5. Контрольная карта (Шухарта) Цель контрольных карт - обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Контрольная карта - графический способ представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства.
5. Контрольная карта (Шухарта) Цель контрольных карт - обнаружить неестественные изменения в данных из повторяющихся процессов и дать критерии для обнаружения отсутствия статистической управляемости. Контрольная карта - графический способ представления и сопоставления информации, основанной на последовательности выборок, отражающих текущее состояние процесса, с границами, установленными на основе внутренне присущей процессу изменчивости. Метод контрольных карт помогает определить, действительно ли процесс достиг статистически управляемого состояния на правильно заданном уровне или остается в этом состоянии, а затем поддерживать управление и высокую степень однородности важнейших характеристик продукции или услуги посредством непрерывной записи информации о качестве продукции в процессе производства.
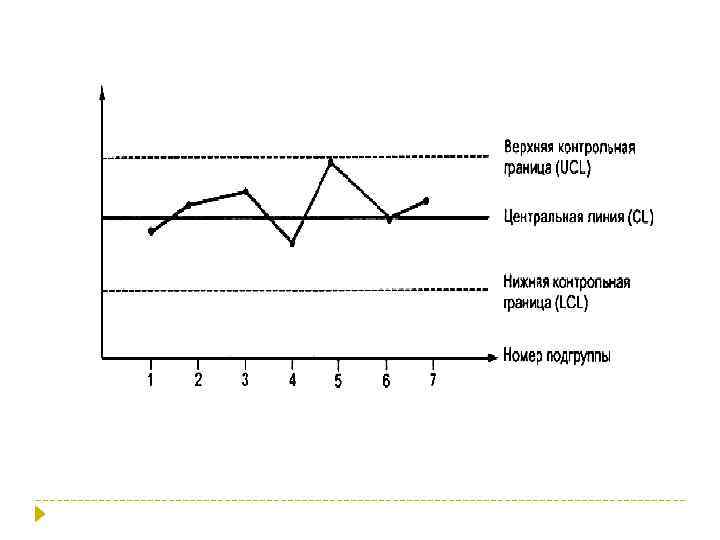
 Карта Шухарта требует данных, получаемых выборочно из процесса через примерно равные интервалы. Интервалы могут быть заданы либо по времени (например ежечасно), либо по количеству продукции (каждая партия). Обычно каждая подгруппа состоит из однотипных единиц продукции или услуг с одними и теми же контролируемыми показателями, и все подгруппы имеют равные объемы. Карта Шухарта - это график значений определенных характеристик подгрупп в зависимости от их номеров. Она имеет центральную линию (CL ), соответствующую эталонному значению характеристики. При оценке того, находится ли процесс в статистически управляемом состоянии, эталонным обычно служит среднее арифметическое рассматриваемых данных. Карта Шухарта имеет две статистические определяемые контрольные границы относительно центральной линии, которые называются верхней контрольной границей (UCL ) и нижней контрольной границей ( LCL)
Карта Шухарта требует данных, получаемых выборочно из процесса через примерно равные интервалы. Интервалы могут быть заданы либо по времени (например ежечасно), либо по количеству продукции (каждая партия). Обычно каждая подгруппа состоит из однотипных единиц продукции или услуг с одними и теми же контролируемыми показателями, и все подгруппы имеют равные объемы. Карта Шухарта - это график значений определенных характеристик подгрупп в зависимости от их номеров. Она имеет центральную линию (CL ), соответствующую эталонному значению характеристики. При оценке того, находится ли процесс в статистически управляемом состоянии, эталонным обычно служит среднее арифметическое рассматриваемых данных. Карта Шухарта имеет две статистические определяемые контрольные границы относительно центральной линии, которые называются верхней контрольной границей (UCL ) и нижней контрольной границей ( LCL)
 Контрольные карты Шухарта бывают двух основных типов: для количественных и альтернативных данных. Для каждой контрольной карты встречаются две ситуации: а) стандартные значения не заданы; б) стандартные значения заданы Существуют следующие контрольные карты: а) контрольные карты для количественных данных: 1) карты среднего ( X) и размахов (R ) или выборочных стандартных отклонений (s); 2) карта индивидуальных значений ( X) и скользящих размахов ( R); 3) карта медиан ( Me) и размахов ( R); б) контрольные карты для альтернативных данных: 1) карта долей несоответствующих единиц продукции ( P) или карта числа несоответствующих единиц (np ); 2) карта числа несоответствий (c ) или карта числа несоответствий, приходящихся на единицу продукции (u ).
Контрольные карты Шухарта бывают двух основных типов: для количественных и альтернативных данных. Для каждой контрольной карты встречаются две ситуации: а) стандартные значения не заданы; б) стандартные значения заданы Существуют следующие контрольные карты: а) контрольные карты для количественных данных: 1) карты среднего ( X) и размахов (R ) или выборочных стандартных отклонений (s); 2) карта индивидуальных значений ( X) и скользящих размахов ( R); 3) карта медиан ( Me) и размахов ( R); б) контрольные карты для альтернативных данных: 1) карта долей несоответствующих единиц продукции ( P) или карта числа несоответствующих единиц (np ); 2) карта числа несоответствий (c ) или карта числа несоответствий, приходящихся на единицу продукции (u ).
, -") Контрольные карты для количественных данных Карты для количественных данных ( X- и R-карты), - это классические контрольные карты, применяемые для управления процессами. Контрольные карты для количественных данных имеют следующие преимущества: а) большинство процессов и их продукция на выходе имеют характеристики, которые могут быть измерены, так что применимость таких карт потенционально широка; б) измеренное значение содержит больше информации, чем простое утверждение "да - нет"; в) характеристики процесса могут быть проанализированы безотносительно установленных требований. г) хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для количественных данных почти всегда гораздо меньше и при этом намного эффективнее. Это позволяет в некоторых случаях снизить общую стоимость контроля
Контрольные карты для количественных данных Карты для количественных данных ( X- и R-карты), - это классические контрольные карты, применяемые для управления процессами. Контрольные карты для количественных данных имеют следующие преимущества: а) большинство процессов и их продукция на выходе имеют характеристики, которые могут быть измерены, так что применимость таких карт потенционально широка; б) измеренное значение содержит больше информации, чем простое утверждение "да - нет"; в) характеристики процесса могут быть проанализированы безотносительно установленных требований. г) хотя получение количественных данных дороже, чем альтернативных, объемы подгрупп для количественных данных почти всегда гораздо меньше и при этом намного эффективнее. Это позволяет в некоторых случаях снизить общую стоимость контроля
 Выбор показателей качества Основными являются показатели, влияющие на эксплуатационные характеристики продукции или услуги. Они также могут относиться к аспектам предлагаемой услуги, признакам используемых материалов, деталям или узлам изделия, равно как и к готовому продукту, доставляемому покупателю. Показатели качества продукции или услуги должны быть выбраны таким образом, чтобы оказывать решающее влияние на их качество и обеспечить стабильность процессов.
Выбор показателей качества Основными являются показатели, влияющие на эксплуатационные характеристики продукции или услуги. Они также могут относиться к аспектам предлагаемой услуги, признакам используемых материалов, деталям или узлам изделия, равно как и к готовому продукту, доставляемому покупателю. Показатели качества продукции или услуги должны быть выбраны таким образом, чтобы оказывать решающее влияние на их качество и обеспечить стабильность процессов.
 вид") Анализ процесса производства Детальный анализ процесса производства проводят для того, чтобы определить: а) вид и локализацию причин, которые могут возникнуть нерегулярно; б) влияние вводимых норм; в) методы и место контроля; г) все другие существенные факторы, которые могут влиять на процесс производства.
Анализ процесса производства Детальный анализ процесса производства проводят для того, чтобы определить: а) вид и локализацию причин, которые могут возникнуть нерегулярно; б) влияние вводимых норм; в) методы и место контроля; г) все другие существенные факторы, которые могут влиять на процесс производства.
 Выбор рациональных подгрупп В основе контрольных карт лежит идея Шухарта о разделении наблюдений на так называемые "рациональные" подгруппы, внутри которых могут возникнуть вариации, обусловленные только случайными причинами, в то время как различия между ними могут быть обусловлены особыми причинами, которые контрольные карты и должны обнаружить. Следует помнить, что анализ сильно упрощается, если при планировании сбора данных обращать внимание на то, чтобы данные от каждой подгруппы можно было рассматривать именно как отдельную рациональную подгруппу.
Выбор рациональных подгрупп В основе контрольных карт лежит идея Шухарта о разделении наблюдений на так называемые "рациональные" подгруппы, внутри которых могут возникнуть вариации, обусловленные только случайными причинами, в то время как различия между ними могут быть обусловлены особыми причинами, которые контрольные карты и должны обнаружить. Следует помнить, что анализ сильно упрощается, если при планировании сбора данных обращать внимание на то, чтобы данные от каждой подгруппы можно было рассматривать именно как отдельную рациональную подгруппу.
 Частота и объем подгрупп Частота может зависеть от стоимости процедур взятия и анализа выборки, а объем подгрупп - от ряда практических соображений. Например, большие подгруппы, берущиеся с меньшей частотой, могут обнаружить малый сдвиг среднего процесса более точно, но малые подгруппы, берущиеся чаще, обнаруживают большие сдвиги быстрее. Часто объем подгруппы берется из 4 или 5 единиц, а частота отбора обычно выше в начале работы, чем при достижении состояния статистической управляемости. Обычно 20 -25 подгрупп объема 4 или 5 рассматриваются как приемлемые для получения предварительных оценок.
Частота и объем подгрупп Частота может зависеть от стоимости процедур взятия и анализа выборки, а объем подгрупп - от ряда практических соображений. Например, большие подгруппы, берущиеся с меньшей частотой, могут обнаружить малый сдвиг среднего процесса более точно, но малые подгруппы, берущиеся чаще, обнаруживают большие сдвиги быстрее. Часто объем подгруппы берется из 4 или 5 единиц, а частота отбора обычно выше в начале работы, чем при достижении состояния статистической управляемости. Обычно 20 -25 подгрупп объема 4 или 5 рассматриваются как приемлемые для получения предварительных оценок.
 качества, которую следует контролировать, частоты") Предварительный сбор данных После решения о выборе характеристики (показателя) качества, которую следует контролировать, частоты и объема подгрупп должны быть собраны и проанализированы некоторые первоначальные данные контроля или измерений, чтобы определить предварительные параметры контрольных карт: центральную линию и контрольные границы. Предварительные данные могут быть собраны последовательно, пока не будет получено 20 -25 подгрупп при непрерывном ходе производственного процесса. При их сборе важно позаботиться, чтобы процесс не подвергался особым внешним влияниям, таким как изменения в подаче материалов, операциях, режимах станков и т. п. Другими словами, процесс должен быть достаточно стабилен в период сбора предварительных данных.
Предварительный сбор данных После решения о выборе характеристики (показателя) качества, которую следует контролировать, частоты и объема подгрупп должны быть собраны и проанализированы некоторые первоначальные данные контроля или измерений, чтобы определить предварительные параметры контрольных карт: центральную линию и контрольные границы. Предварительные данные могут быть собраны последовательно, пока не будет получено 20 -25 подгрупп при непрерывном ходе производственного процесса. При их сборе важно позаботиться, чтобы процесс не подвергался особым внешним влияниям, таким как изменения в подаче материалов, операциях, режимах станков и т. п. Другими словами, процесс должен быть достаточно стабилен в период сбора предварительных данных.
 Построение контрольных карт
Построение контрольных карт
 Расчетные зависимости для построения КК
Расчетные зависимости для построения КК
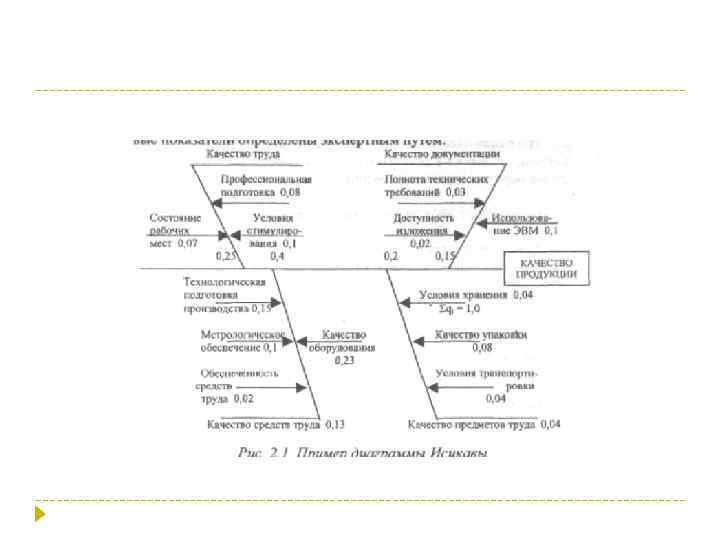
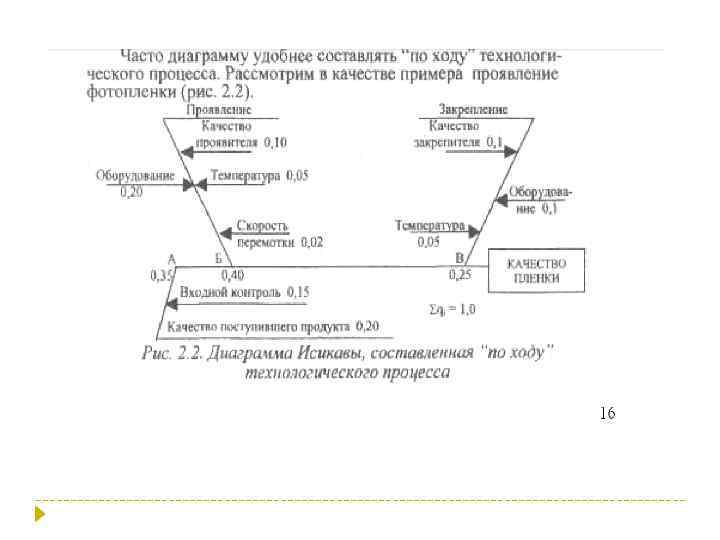
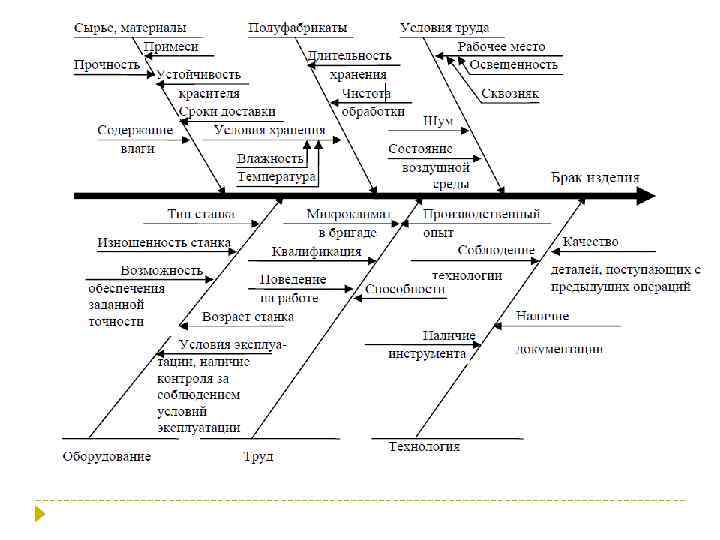
") 6. Причинно-следственная диаграмма (Исикава)
6. Причинно-следственная диаграмма (Исикава)
 порядок составления причинно – следственной диаграммы 1. Выбирается проблема для решения – прямая горизонтальная стрелка. 2. Выявляются наиболее существенные факторы и условия, влияющие на проблему (причины первого порядка) – наклонные большие стрелки. 3. Выявляется совокупность причин, влияющих на существенные факторы и условия (причины второго, третьего и последующих порядков) – наклонные маленькие стрелки. 4. Анализируется диаграмма: расставляются факторы и условия по значимости, устанавливаются те причины, которые в данный момент поддаются корректировке. 5. Составляется план дальнейших действий.
порядок составления причинно – следственной диаграммы 1. Выбирается проблема для решения – прямая горизонтальная стрелка. 2. Выявляются наиболее существенные факторы и условия, влияющие на проблему (причины первого порядка) – наклонные большие стрелки. 3. Выявляется совокупность причин, влияющих на существенные факторы и условия (причины второго, третьего и последующих порядков) – наклонные маленькие стрелки. 4. Анализируется диаграмма: расставляются факторы и условия по значимости, устанавливаются те причины, которые в данный момент поддаются корректировке. 5. Составляется план дальнейших действий.
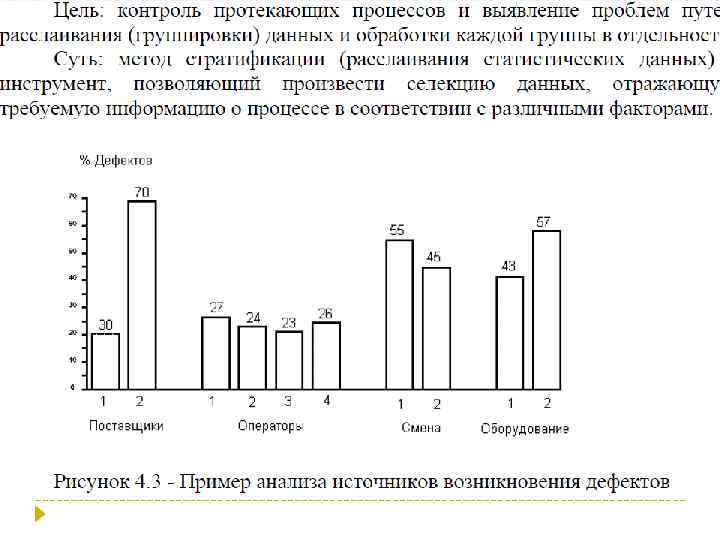
 Инструмент, позволяющий произвести разделение данных на подгруппы по определенному") 7. Метод стратификации (расслоения данных) Инструмент, позволяющий произвести разделение данных на подгруппы по определенному признаку
7. Метод стратификации (расслоения данных) Инструмент, позволяющий произвести разделение данных на подгруппы по определенному признаку