

организация производства.pptx
- Количество слайдов: 13
 Семинар Организация производства
Семинар Организация производства
 Последовательный метод Задача 1 Имеется партия деталей n = 8 шт. , технологический процесс обработки которой состоит из m = 4 операции, продолжительностью t 1 = 2 мин. ; t 2 = 1 мин. ; t 3 = 3 мин. ; t 4 = 4 мин. Все операции, кроме третьей, выполняются на одном рабочем месте: с1 = 1; с2 = 1; с3 = 2; с4 = 1. Определить аналитическим и графическим методами длительность технологического цикла при последовательном виде движения деталей.
Последовательный метод Задача 1 Имеется партия деталей n = 8 шт. , технологический процесс обработки которой состоит из m = 4 операции, продолжительностью t 1 = 2 мин. ; t 2 = 1 мин. ; t 3 = 3 мин. ; t 4 = 4 мин. Все операции, кроме третьей, выполняются на одном рабочем месте: с1 = 1; с2 = 1; с3 = 2; с4 = 1. Определить аналитическим и графическим методами длительность технологического цикла при последовательном виде движения деталей.
 Продолжительность цикла обработки партии деталей составляет Длительность операционного цикла обработки партии по каждой операции равна где n – количество деталей в партии; m – число операций, на которых обрабатывается партия деталей; ti – норма времени на i -ю операцию; ci – количество рабочих мест, на которых выполняется данная операция.
Продолжительность цикла обработки партии деталей составляет Длительность операционного цикла обработки партии по каждой операции равна где n – количество деталей в партии; m – число операций, на которых обрабатывается партия деталей; ti – норма времени на i -ю операцию; ci – количество рабочих мест, на которых выполняется данная операция.
 После определения продолжительности операционных циклов строится график технологического цикла
После определения продолжительности операционных циклов строится график технологического цикла
 Достоинства этого метода: • отсутствие перерывов в работе оборудования и рабочего на каждой операции; • возможность их высокой загрузки в течение смены; • простота организации. Недостатки этого метода: • детали пролеживают длительное время из-за перерывов партионности, следствием чего является создание большого объема незавершенного производства; • из-за отсутствия параллельности в обработке деталей продолжительность технологического цикла наибольшая.
Достоинства этого метода: • отсутствие перерывов в работе оборудования и рабочего на каждой операции; • возможность их высокой загрузки в течение смены; • простота организации. Недостатки этого метода: • детали пролеживают длительное время из-за перерывов партионности, следствием чего является создание большого объема незавершенного производства; • из-за отсутствия параллельности в обработке деталей продолжительность технологического цикла наибольшая.
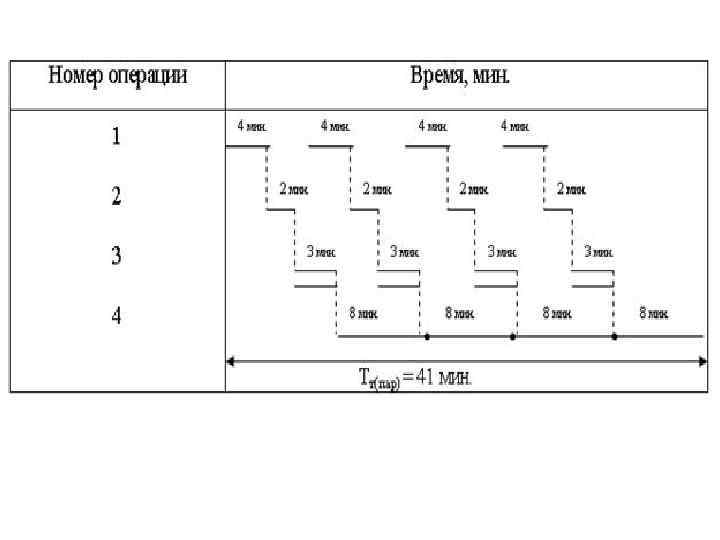
 Параллельный вид движения Сущность параллельного вида движения: • детали передаются с операции на операцию поштучно или транспортными (передаточными) партиями; • по каждой передаточной партии обеспечивается непрерывность ее обработки на всех операциях технологического процесса (обработка без пролеживания между операциями). Под транспортной (передаточной) партией (p) понимается часть партии n, прошедшая обработку на данной операции и транспортируемая на непосредственно следующую за ней операцию.
Параллельный вид движения Сущность параллельного вида движения: • детали передаются с операции на операцию поштучно или транспортными (передаточными) партиями; • по каждой передаточной партии обеспечивается непрерывность ее обработки на всех операциях технологического процесса (обработка без пролеживания между операциями). Под транспортной (передаточной) партией (p) понимается часть партии n, прошедшая обработку на данной операции и транспортируемая на непосредственно следующую за ней операцию.
 Длительность технологического цикла при параллельном виде движения равна
Длительность технологического цикла при параллельном виде движения равна
 Достоинства этого метода: • он обеспечивает наименьшую продолжительность технологического цикла • равномерную загрузку рабочих и оборудования. Недостатки этого метода: • если процесс не синхронизированный (операционные циклы не равны), то на всех операциях, кроме операции с максимальным операционным циклом, наблюдаются перерывы в работе оборудования.
Достоинства этого метода: • он обеспечивает наименьшую продолжительность технологического цикла • равномерную загрузку рабочих и оборудования. Недостатки этого метода: • если процесс не синхронизированный (операционные циклы не равны), то на всех операциях, кроме операции с максимальным операционным циклом, наблюдаются перерывы в работе оборудования.
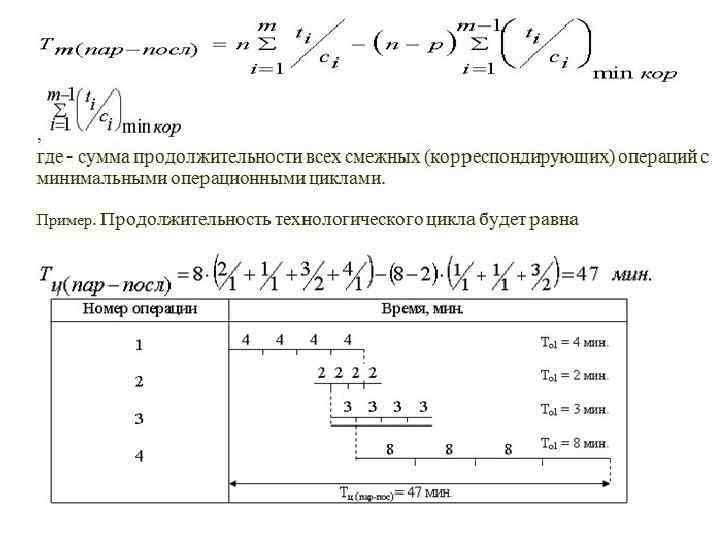
 Параллельно – последовательный вид движения Сущность параллельно – последовательного вида движения: 1. детали передаются с операции на операцию поштучно или транспортными (передаточными) партиями (как при параллельном движении); 2. обеспечивается непрерывность обработки всей партии деталей n, т. е. на каждом рабочем месте работа ведется без перерывов (как при последовательном движении).
Параллельно – последовательный вид движения Сущность параллельно – последовательного вида движения: 1. детали передаются с операции на операцию поштучно или транспортными (передаточными) партиями (как при параллельном движении); 2. обеспечивается непрерывность обработки всей партии деталей n, т. е. на каждом рабочем месте работа ведется без перерывов (как при последовательном движении).
 Достоинства этого метода: • отсутствие простоев в работе оборудования и рабочих; • значительное сокращение продолжительности технологического цикла по сравнению с последовательным видом движения. Данный вид движения широко используется в среднесерийном и крупносерийном производствах при обработке деталей большой трудоемкости.
Достоинства этого метода: • отсутствие простоев в работе оборудования и рабочих; • значительное сокращение продолжительности технологического цикла по сравнению с последовательным видом движения. Данный вид движения широко используется в среднесерийном и крупносерийном производствах при обработке деталей большой трудоемкости.
 Задача 1 Построить графики движения партии деталей и рассчитать длительность технологического цикла по всем трем видам движений, если известно, что партия деталей состоит из 3 шт. , технологический процесс обработки включает 5 операций, длительность которых соответственно составляет: t 1=2, t 2=1, t 3=3, t 4=2, t 5=2, 5 ч. Размер транспортной партии =1 шт. Каждая операция выполняется на одном станке.
Задача 1 Построить графики движения партии деталей и рассчитать длительность технологического цикла по всем трем видам движений, если известно, что партия деталей состоит из 3 шт. , технологический процесс обработки включает 5 операций, длительность которых соответственно составляет: t 1=2, t 2=1, t 3=3, t 4=2, t 5=2, 5 ч. Размер транспортной партии =1 шт. Каждая операция выполняется на одном станке.