для Экзамена.pptx
- Количество слайдов: 65



Резиносмешение




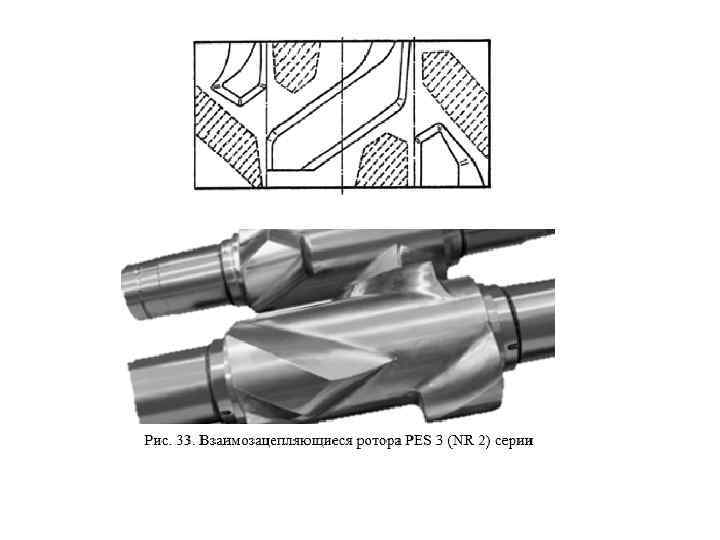
 и 3 D-модель (б) тела ротора PES 5 (NR 5) серии")
Развертка (а) и 3 D-модель (б) тела ротора PES 5 (NR 5) серии

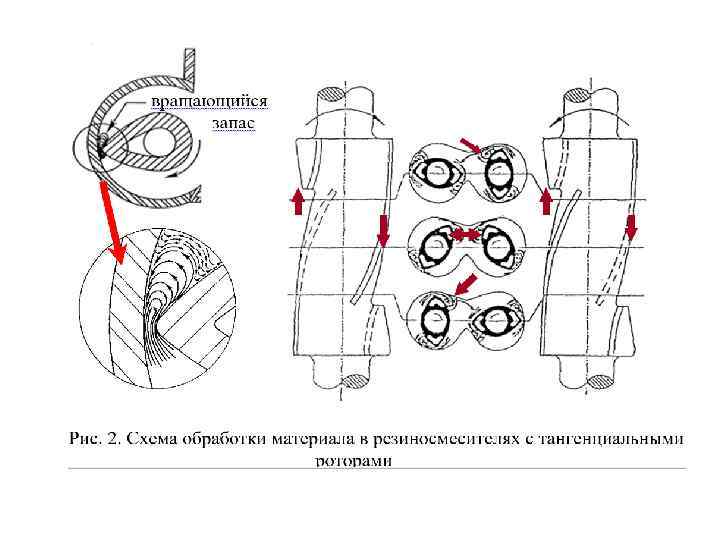
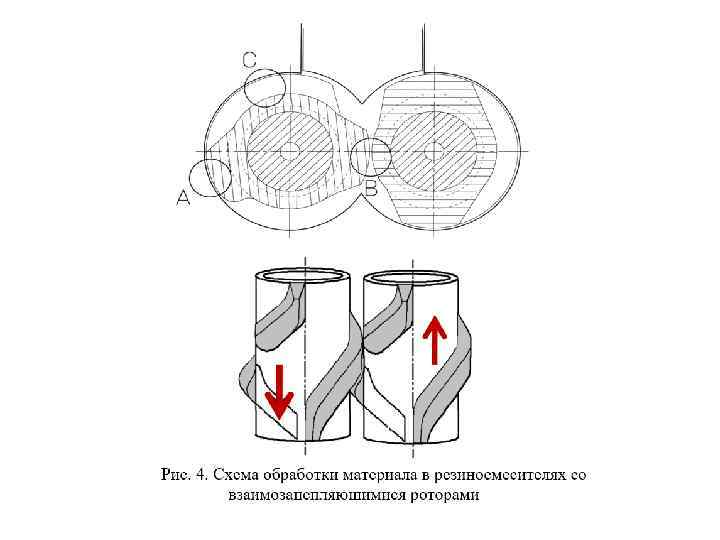
ЗАКРЫТЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ

ЗАКРЫТЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ

ЗАКРЫТЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ

ЗАКРЫТЫЕ СМЕСИТЕЛИ НЕПРЕРЫВНОГО ДЕЙСТВИЯ
 1. червяк; 2. рубашка; 3. рабочая камера; 4. станина;")
Червячная машина теплого питания (МЧТ) 1. червяк; 2. рубашка; 3. рабочая камера; 4. станина; 5. головка; 6. корпус; 7. гильза; 8. корпус.

Нагнетания Температура 75 85 60 80 50 60

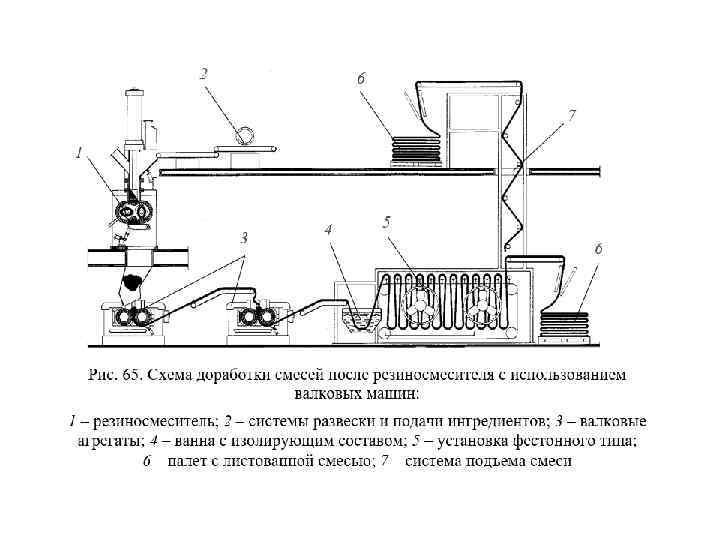
Недостатки: • высокое энергопотребление, • металлоемкость; • нерациональное использование производственных площадей; • высокие трудовые затраты; • стабильность качества заготовок зависит от умения и добросовестности вальцовщиков и др. • НО, высокая производительность ! Например, для разогрева и подачи резиновой смеси в экструдер с диаметром шнека 250 мм и часовой производительностью 2– 2, 5 т при выпуске протекторов используются трое или четверо вальцов с длиной валков 2100 мм. В результате на экструдер – основную машину в агрегате приходится 16, 4% суммарной мощности привода
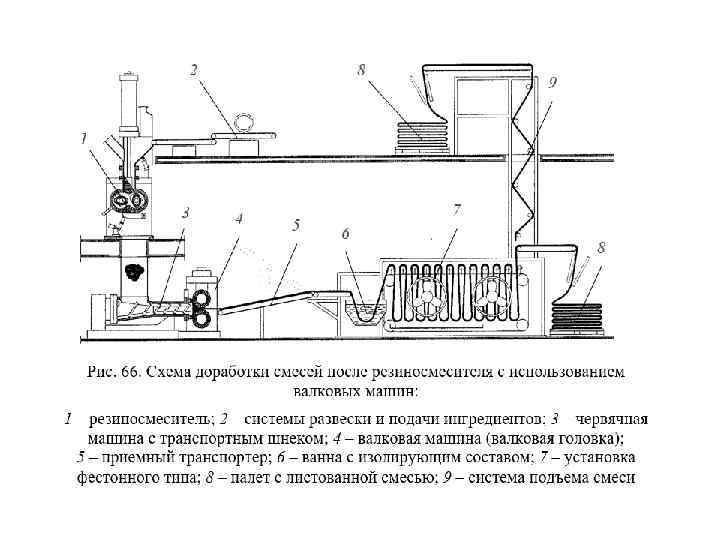
 Достоинства: устраняются недостатки экструдеров теплого питания, обеспечивается лучшее качество")
Червячная машина холодного питания (МЧХ) Достоинства: устраняются недостатки экструдеров теплого питания, обеспечивается лучшее качество профилированных заготовок; возрастает производительность. Недостатки: чрезвычайно низкая производительность при переработке смесей на основе натурального каучука.
 Имеют вакуумную зону для отсоса газо")
Червячная машина холодного питания с вакуум отсосом (МЧХВ) Имеют вакуумную зону для отсоса газо образных продуктов. Применение вакуумной зоны позволяет повысить плотность заготовки, снизить ее пористость и разбухание по выходу из профилирующей головки. Вакуумирование рекомендуется применять при выпуске тонкостенных заготовок.

Экструдеры штифтового типа Достоинства: • повышается производительность; • появляется возможность эффективно перерабатывать резиновые смеси с натуральным каучуком и смеси повышенной вязкости (с новыми мар ками технического углерода и/или кремниевой кислотой); • снижение температуры профилей на 10 15 °С; • снижение удельного энергопотребления; компактность конструкции.

Принципиальная схема четырех ступенчатой машины типа «Трансфермикс» Достоинства: увеличивается качество заготовок; высокая производительность; низкие энергозатраты Недостаток: перепластикация (деструкция полимера 5 10%)

Экструдеры типа «Штифтконверт» 1 – установочное кольцо; 2 – дроссельный элемент; 3 – штифтовые плоскости; 4 –конвертирующая часть; 5 – конвертирующая втулка; 6 – установочное кольцо. Достоинства: высочайшая производительность; низкие температуры массы; высокий коэффициент готовности; компактность; высокая гибкость в применении.

Основные параметры деталей • • Диаметр червяка Длина винтовой нарезки Шаг винтовой рарезки Глубина винтового канала Число витков (количество заходов) Профиль канала Зазор между червяком и корпусом машины

Червяки

Головки

Оснастка

Оснастка 1 — дорн; 2 — гайка; 3 — регулировочный болт; 4 — корпус головки; 5 — цилиндр; 6 — штуцер для подачи воздуха; 7 — червяк; 8 — дорнодержатель; 9 — мундштук.

Вальцы В области АВСD на материал действуют растягивающие, сжимающие, сдвигающие силы, а также он подвергается действию статического электричества, возникающего от трения смеси о поверхность валков и повышенных температур. В результате этих воздействий обрабатываемый материал затягивается в постепенно сужающийся зазор, образованный двумя цилиндрическими валками. Захват резиновой смеси, загруженной на вальцы происходит лишь при значении угла захвата α 1 или α 2 равного 30 -45° (центральный угол, образованный линией центров О 1 О 2 и радиус вектором, проведенным из центра вращения валка к крайней точке соприкосновения резиновой смеси с поверхностью валка т. А или В). За счет сил адгезии и трения материала о поверхность валков происходит затягивание материала в сужающийся межвалковый зазор DC. На некотором расстоянии от поверхностей валков есть слои, направление течения которых обратно направлению вращения валков. Эти слои, сталкиваясь, образуют так называемый вращающийся запас резиновой смеси – турбулентное ядро. В межвалковом зазоре в результате деформации материала, сил трения и когезионных сил происходит разогрев резиновой смеси. По выходе из межвалкового зазора резиновая смесь остается, как правило, прилипшей к поверхности переднего валка, так как он имеет меньшую скорость вращения и более высокую температуру.

Вальцы для пластикации каучука и изготовления резиновых смесей: 1 – червячные редукторы для регулировки зазора; 2 – фрикционные шестерни; 3 – ограничительные стрелки; 4 – приводные колеса; 5 – подшипники; 6 – колодочный тормоз; 7 – асинхронный двигатель; 8 – коническоцилиндрический редуктор; 9 – валки; 10 – станина; 11 – фундаментная плита; 12 – ножи для срезки ленты; 13 – фартук (ленточный транспортер)


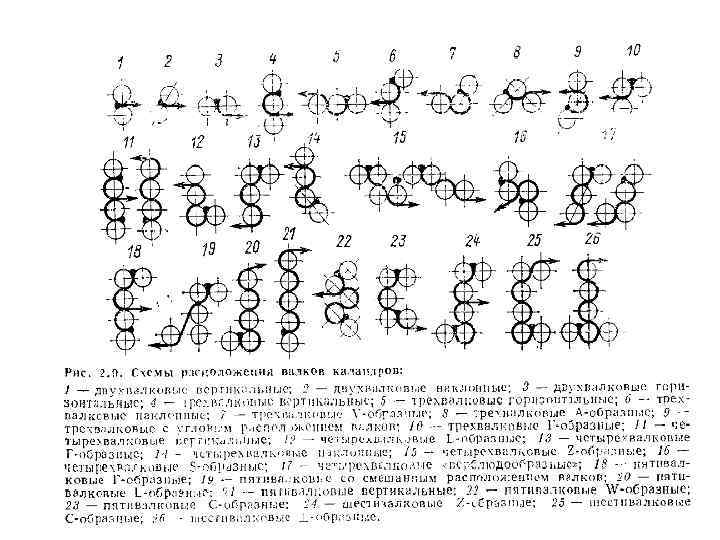
Каландр

Прогиб валков
 и контризгиб (2) (1) (2)")
Компенсация прогиба валков: перекрещивание (1) и контризгиб (2) (1) (2)

Компенсация прогиба валков: бомбировка

Системы охлаждения/обогрева волков

Схемы каландрования Схемы обкладки

Методы литья под давлением • Максимальное давление литья определяется принципом действия инжекционного механизма: достигает • 300 МПа для плунжерных и трансферных (вязкость смесей больше 100 усл. ед. Муни) • 200 МПа для шнек плунжерных (вязкость смесей 60 100 усл. ед. Муни) • 30 40 МПа для шнековых (вязкость смесей до 80 усл. ед. Муни).

Формование со шнек плунжерным узлом

A. Смыкание и впрыск 1 Хвостовик. 2 Приводной цилиндр. 3 Плита толкателей. 4 Подвижная плита(плита пуансона). 5 Неподвижная плита (плита матрицы). 6 Материальный цилиндр. 7 Обратный клапан. 8 Шнек. 9 Направляющие колонки. 10 Толкатели. 11 Полость формы. 12 Сопло. B. Выдержка под давлением C. Пластификация D. Открытие формы

Плунжерное формование

Трансферное формование

Компресионно литьевое формование

Коэффициенты теплоотдачи некоторых теплоносителей Наименование теплоносителя Коэффициент теплоотдачи, Вт/м 2·К Насыщенный пар 1200 17700 Перегретая вода 293 560 Горячий воздух 0, 12 48 Псевдоожиженные горячим воздухом твердые частицы размером 0, 05 - 0, 9 мм 270 765

Схема устройства вулканизационного котла 1 – корпус; 2 – байонетный затвор; 3 – крышка; 4 – труба; 5 – днище; 6 – тележка; 7 – рельсы

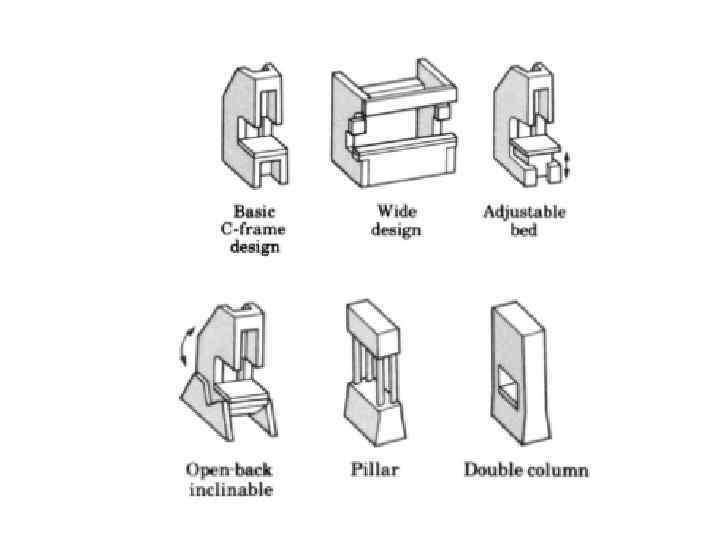
Рамный пресс – силовую нагрузку воспринимает рама Колонный пресс – силовую нагрузку воспринимают колонны
 и Бег-о-матик ( не убирающаяся) Отличие пресса от вулканизатора ?")
Аутоформ (убирающаяся) и Бег-о-матик ( не убирающаяся) Отличие пресса от вулканизатора ?

Схема гидравлического пресса для вулканизации клиновых ремней 1 – шкив; 2– ремни; 3 – промежуточная плита; 4 – верхняя нагревательная плита; 5 – рама пресса; 6 – верхняя траверса; 7 – натяжной шкив; 8 – натяжное устройство; 9 – подвижный стол; 10 – плунжер; 11 – гидрав лический цилиндр; 12 – нижняя нагревательная плита.

Схема пресса для вулканизации транспортерных лент 1 – рулон невулканизованной ленты; 2 – зажимные устройства; 3 – растяжные устройства; 4 – рама пресса; 5 – верхняя траверса; 6, 7 – верхняя и нижняя плиты; 8 – участок ленты; 9 – рулон вулканизованной ленты; 10 – силовые цилиндры

Схема автоклав - пресса 1 корпус; 2 траверса; 3 крышка; 4 штуцер для подачи теплоносителя в варочную камеру; 5 байонетное кольцо; 6 тяга; 7 стол с уравнительным диском; 8 кольцевое основание; 9 трубопровод; 10 гидравлический цилиндр; 11 плунжер; 12 гидравлический сальник

Схема туннельного вулканизатора непрерывного действия 1 – камера распределения воздуха; 2, 7 – поворотная и приводная станции соответственно 3 – калорифер; 4 – вентилятор; 5 – воздуховод; 6 – кольцевые камеры гашения скорости и возврата воздуха; 8 – тяговая цепь с формами; 9 – лепестковые диафрагмы; 10, 11 – нижняя и верхняя часть трубчатого туннеля
 и с двумя лентами (б) для непрерывной")
Схемы барабанных вулканизаторов с одной лентой (a) и с двумя лентами (б) для непрерывной вулканизации транспортерных лент, приводных ремней и других плоских изделий 1 – обогреваемый барабан; 2, 6 – прессующие барабаны; 3 – изделие; 4 – натяжной барабан; 5, 7 – лента; 8 – инфракрасные излучатели

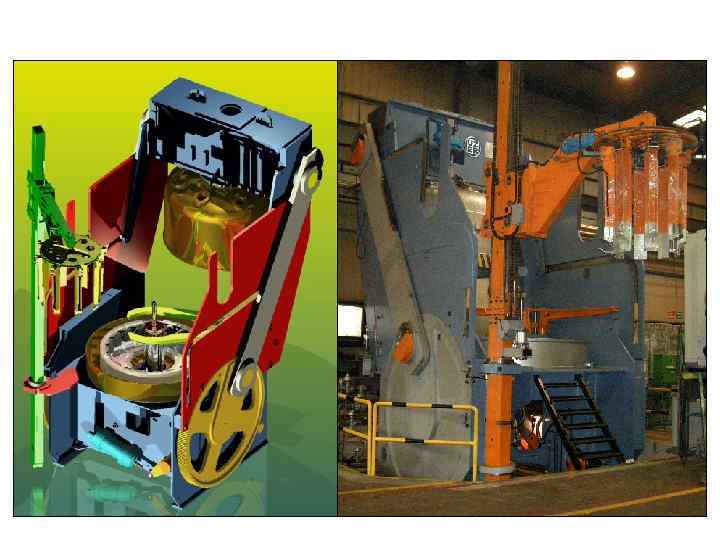
Схема вулканизатора карусельного типа Число форм на карусели определяется по соотношению: где τ1, τ2, τ3 – продолжительность полного рабочего цикла, цикла вулканизации и цикла перезарядки одной пресс формы, соответственно
для Экзамена.pptx