зубчат кол.pptx
- Количество слайдов: 126




РЕЗЬБОВЫЕ СОЕДИНЕНИЯ 1. Классификация резьб по основным признакам. Назначение и область применения. Основные параметры резьбы и единицы измерения 2. Образование резьбы. 3. Выполнение эскизов деталей 3. 1. Подготовительная стадия 3. 2. Основная стадия 3. 3. Простановка размеров 3. 4. Шероховатость поверхности 3. 5. Сбеги, недорезы, проточки и фаски

Главнейшим элементом резьбовых деталей является резьба. Резьбой называется совокупность витков, расположенных по винтовой линии на крепежном изделии.
")
Классификация резьб по основным признакам - единица измерения шага (метрическая, дюймовая, модульная, питчевая резьба) - расположение на поверхности (внешняя и внутренняя резьба) - направление движения винтовой поверхности (правая, левая); - число заходов (одно- и многозаходная), например двузаходная, трёхзаходная и т. д. ;
; - образующая поверхность на которой")
- профиль (треугольный, трапецеидальный, прямоугольный, круглый и др. ); - образующая поверхность на которой расположена резьба (цилиндрическая резьба и коническая резьба); - назначение (крепёжная, крепёжноуплотнительная, ходовая и др. ).

Основные параметры резьбы и единицы измерения
 Усл. Обозн. : буква M, числовое значение номинального")
ГОСТ 24705 -2004 (ИСО 724: 1993) Усл. Обозн. : буква M, числовое значение номинального диаметра резьбы (d, D на схеме, оно же внешний диаметр резьбы на болте) в миллиметрах, числовое значение шага(для резьбы с мелким шагом) (P на схеме) и буквы LH для левой резьбы. Например, резьба с номинальным диамет-ром 16 мм с крупным шагом обозначается как M 16; резьба с номинальным диаметром 36 с мелким шагом 1, 5 мм — М 36 х1, 5; такая же по диаметру и шагу но левая резьба М 36 х1, 5 LH.

Схема конической резьбы

ГОСТ 25229 -82 —Резьба метрическая коническая. Усл. Обозн. : буквы MK, числовое значение номинального диаметра резьбы в миллиметрах, числовое значение шага, буквы LH для левой резьбы. Например, резьба с номинальным диаметром 24 мм с шагом 1, 5 мм обозначается как MK 24 x 1, 5.

Метрическая резьба - с шагом и основными параметрами резьбы в долях метра. Дюймовая резьба - все параметры резьбы выражены в дюймах (чаще всего обозначается двойным штрихом, ставящимся сразу за числовым значением, например, 3" = 3 дюйма), шаг резьбы в долях дюйма (дюйм = 2, 54 см).
. Чтобы получить размер в миллиметрах достаточно")
Модульная резьба — шаг резьбы измеряется модулем (m). Чтобы получить размер в миллиметрах достаточно модуль умножить на число пи (π). Питчевая резьба — шаг резьбы измеряется в питчах (p"). Для получения числового значения (в дюймах) достаточно число пи (π) разделить на питч.

Модульная и питчевая резьба применяется при нарезании червяка червячной передачи. Профиль витка модульного червяка может иметь вид архимедовой спирали, эвольвенты окружности, удлинённой или укороченной эвольвенты и трапеции.

Круглая резьба, Кр Профиль круглой резьбы образован окружностями, на вершинах и впадинах, соединёнными прямыми с углом профиля при вершине 30°. Резьба применяется при большие динамических нагрузках, работах в загрязненной среде с частым отвинчиванием и завинчиванием, шпинделей, (вагонные сцепки, пожарная арматура) и водопроводных кранов.

Трапецеидальная резьба, Tr Метрическая резьба с углом профиля при вершине 30° ГОСТ 9484 -81 Упорная резьба, S Метрическая резьба с углом наклона боковых сторон профиля 30° и 3°. ГОСТ 10177 -82

Образование резьбы Сверло

Метчик применяют для нарезания внутренних резьб.

Плашка - резьбонарезной инструмент для нарезания наружной резьбы вручную или на станке.

3. Выполнение эскизов деталей Эскизом называется чертеж, выполненный от руки без применения чертежных принадлежностей, в произвольном (глазомерном) масштабе. Составление эскизов деталей с натуры состоит из двух стадий: подготовительной и основной.

Этапы подготовительной стадии: 1. Осмотреть деталь, провести анализ ее формы в целом и установить, из каких геометрических форм она состоит, т. е. расчленить ее на отдельные геометрические тела и поверхности. 2. Определить наименование детали, ее назначение, принцип работы детали в изделии и из какого материала она изготовлена.

3. Определить главное изображение детали, т. е. изображение на фронтальной плоскости проекций. При выборе главного изображения следует учитывать положение детали при обработке ее на станке или в процессе разметки.
. 5. Определить характер")
4. Определить необходимое количество изображений (видов, разрезов, сечений и выносных элементов). 5. Определить характер шероховатости поверхности, покрытия, термической обработки и др.

Основная стадия 1. Выбирают соответствующий формат листа для эскиза. 2. Определяют на глаз соотношение габаритных размеров детали и зарисовывают в виде прямоугольников клетки для всех намеченных изображений. 3. Наносят оси симметрии, если деталь симметрична, центровые линии отверстий, пазов, выступов.

4. Вычерчивают очертание внешнего кон-тура детали, выдерживая необходимую пропорцию и соотношение между частями и элементами детали. 5. Наносят линии невидимого контура, выполняют разрезы и сечения, позволяю-щие выявить внутреннее строение детали и форму отдельных ее частей. 6. Выполняют намеченные дополнитель-ные и местные виды, вычерчивают вынос-ные элементы чтобы полно представить себе изображаемую деталь.

7. Проверяют выполненные изображения, удаляют лишние линии, окончательно обводят линии основного контура мягким карандашом и заштриховывают разрезы и сечения. 8. Определяют, какие необходимо нанести размеры, проводят выносные и размерные линии. 9. С помощью измерительного инструмента производят обмер детали и проставляют на эскизе размерные числа.

Штуцер

Штуцер

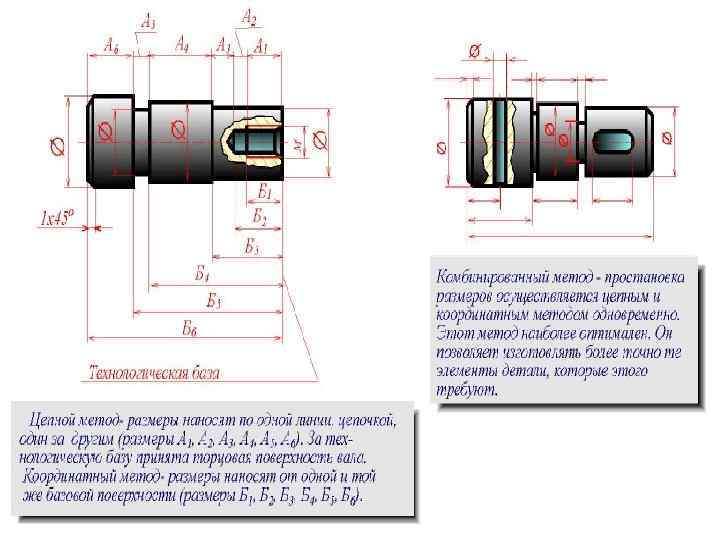
При нанесении размеров используют принятые в стандартах условные знаки и обозначения (знак диаметра, радиуса, уклона, конусности, квадрата, дуги, упрощенные записи для повторяющихся элементов, например, отверстий и др. ).

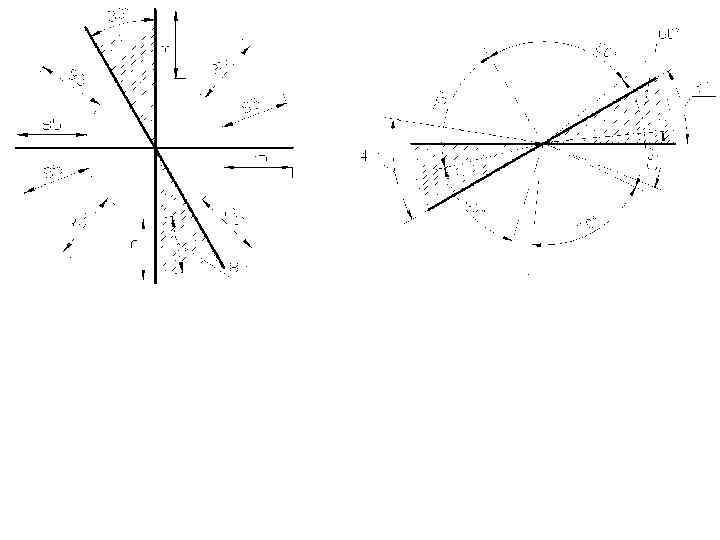
Форма стрелок

10. Определяют шероховатость отдельных поверхностей, проставляют знаки классов чистоты, указания об отделке и термической обработке поверхностей и т. п. 11. Выполняют все необходимые надписи

3. 4. Шероховатость поверхности В процессе формообразования деталей на их поверхности появляется шероховатость - ряд чередующихся выступов и впадин сравнительно малых размеров.

Влияние шероховатости на работу деталей машин многообразно: • шероховатость поверхности может нарушать характер сопряжения деталей за счет смятия или интенсивного износа выступов профиля; • в стыковых соединениях из-за значительной шероховатости снижается жесткость стыков; • шероховатость поверхности валов разрушает контактирующие с ними различного рода уплотнения;

• неровности, являясь концентраторами напряжений, снижают усталостную прочность деталей; • шероховатость влияет на герметичность соединений, на качество гальванических и лакокрасочных покрытий; • шероховатость влияет на точность измерения деталей; • коррозия металла возникает и распространяется быстрее на грубо обработанных поверхностях и т. п.

Шероховатость поверхности. Термины и определения. ГОСТ 25142 -82 1. Шероховатость поверхности характеризуется следующими параметрами: Ra - среднее арифметическое отклонение профиля, Rz - высота неровности профиля по десяти точкам, определяемая в пределах базовой длины L. 2. Соотношения числовых значений параметров шероховатости табл.

4. Таблица устанавливает предпочтительные численные значения параметров шероховатости. Числовые значения параметров не распространяются на шероховатость ворсистых поверхностей, a также на дефекты поверхности, являющихся следствием дефектов материала или случайных повреждений.

5. Числовые значения параметров шероховатости указывают в обозначении шероховатости: для параметра Rа - без символа Rа, для параметра Rz - с символом Rz. 6. Требования к шероховатости поверхности должны устанавливаться, исходя из функционального назначения поверхности для обеспечения заданного качества изделий.

7. Требования к шероховатости поверхности в конструкторской документации должны устанавливаться путем указания числовых значении параметров.

8. Числовые значения параметров находятся вблизи середины диапазона, определяющего данный класс шероховатости.

Наибольшая высота неровностей профиля R шах. Расстояние между линией выступов профиля и линией впадин профиля в пределах базовой длины

Высота неровностей профиля по десяти точкам Rz. Сумма средних абсолютных значений высот пяти наибольших выступов профиля и глубин пяти наибольших впадин профиля в пределах базовой длины

Среднее арифметическое отклонение профиля Ra Среднее арифметическое абсолютных значений отклонений профиля в пределах базовой длины.

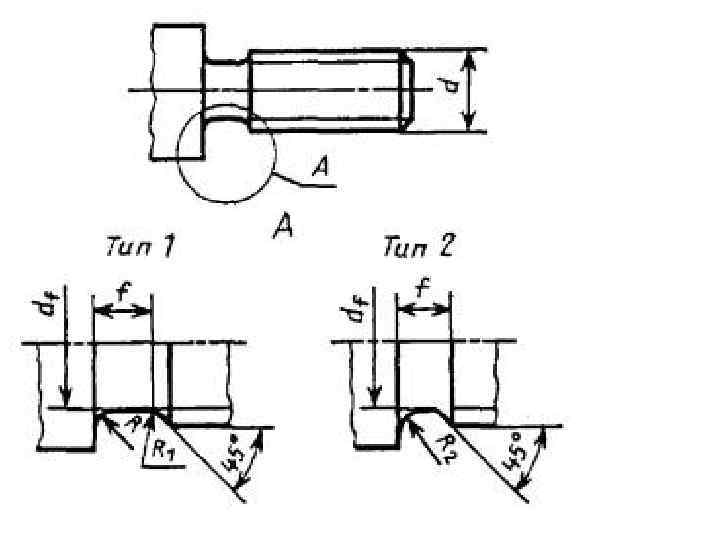
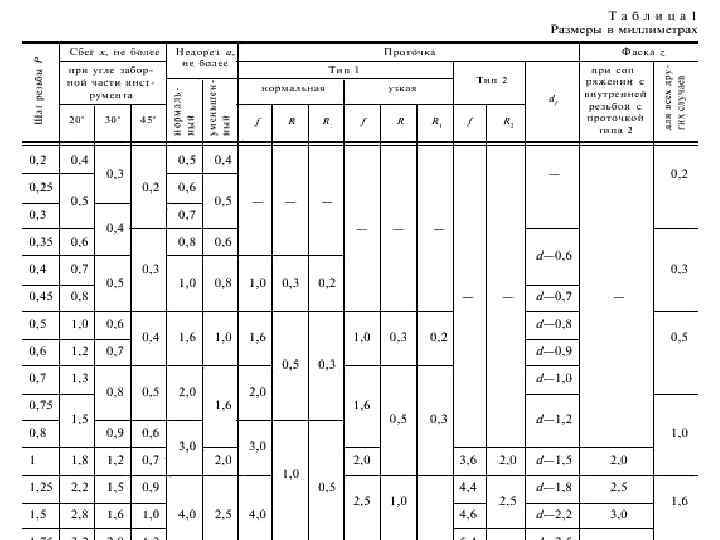
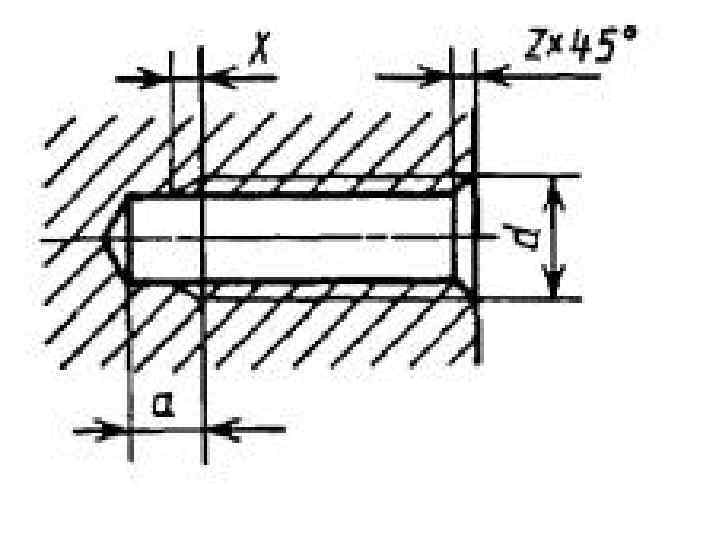
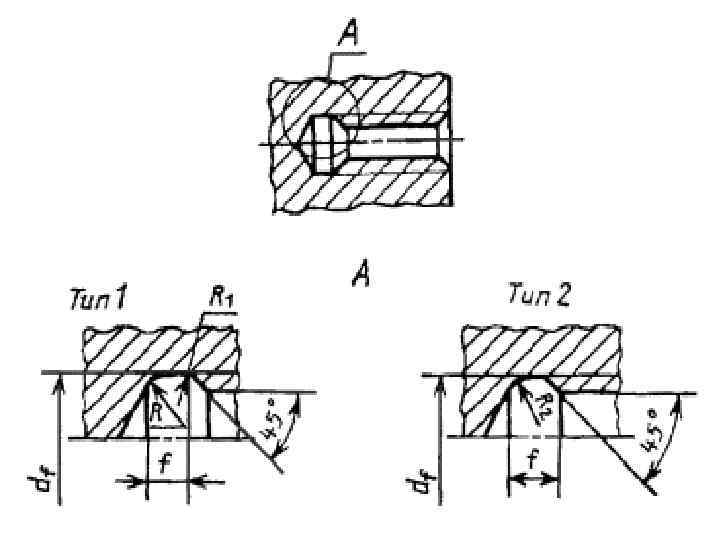
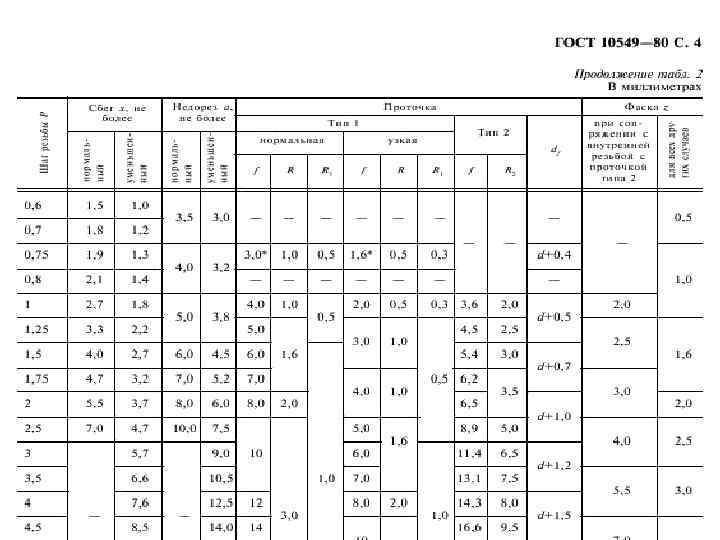
3. 5. ГОСТ 10549 -80 Сбеги, недорезы, проточки и фаски стандарт устанавливает размеры сбега резьбы при выходе инструмента или при наличии на инструменте заборной части, размеры недореза при выполнении резьбы в упор, форму и размеры проточек для выхода резьбообразующего инструмента, размеры фасок - для резьбы метрической, трубной цилиндрической, трубной конической, конической дюймовой с углом профиля 60° и трапецеидальной.

Допускается применять угол 60°

Разъемные соединения деталей БОЛТ, ВИНТ, ШПИЛЬКА

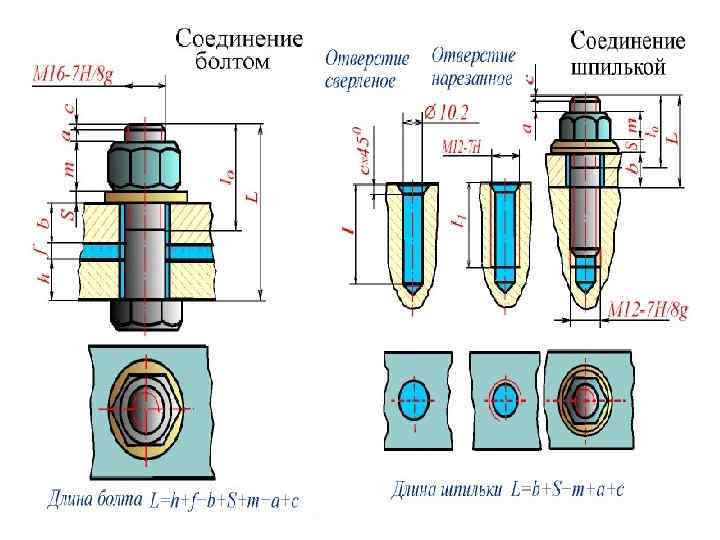
В машиностроении применяют три основных вида резьбовых крепежных соединений: - болтами с гайками, - ввертными болтами (винтами), - шпильками

1. Соединение болтами применимо только при возможности выполнения сквозных отверстий в стягиваемых деталях. 2. Соединение ввертываемыми болтами применяют при глухом нарезном отверстий, когда невозможно применить болт с гайкой, или при сквозном нарезном отверстии, когда возможна установка болта только с одной стороны соединения.
")
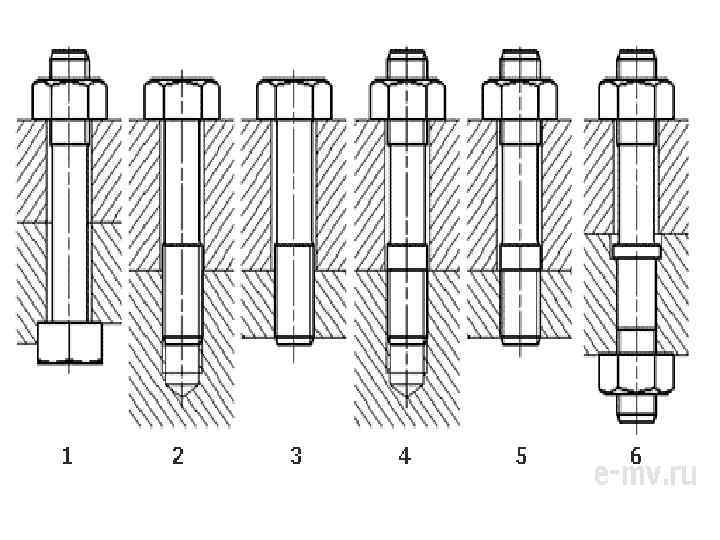
3. Соединение шпильками в основном применяют для деталей из мягких (алюминиевых и магниевых сплавов) или хрупких (серого чугуна) материалов, а также при глухих или сквозных нарезных отверстиях. в случаях, когда невозможна установка ввертных болтов.

Ввертной конец шпильки устанавливают в нарезном гнезде наглухо и притом по большей части с натягом. В этих условиях резьбовое соединение детали даже из мягких металлов получается достаточно надежным. Кроме описанных основных видов соединений возможны и промежуточные. К ним относится, например, нередко применяемое соединение. Болт закрепляют с помощью гайки в гладком отверстии одной детали, другую деталь притягивают гайкой, навертываемой на свободный конец болта.

Крепежные детали рядового назначения изготавливают чаще всего из Cтали 45, ответственного назначения (шатунные болты, силовые шпильки и т. д. ) - из хромистых сталей типа 40 Х, хромансиля типа 30 ХГС, жаропрочных сталей типа 30 ХМ, 50 ХФА, 25 Х 12 М 1 Ф, из коррозионностойких сталей типа 30 Х 13, 40 Х 13. Болт - цилиндрический стержень с головкой на одном конце и резьбой для гайки на другом

Изображение резьбовых изделий и соединений
 ГОСТ 7798 -")
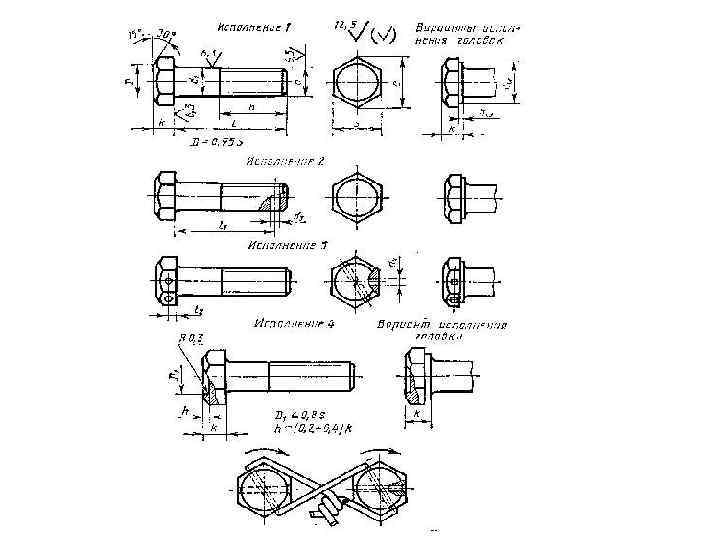
Наибольшее применение в машиностроении имеют болты с шестигранной головкой (нормальной точности) ГОСТ 7798 - 70

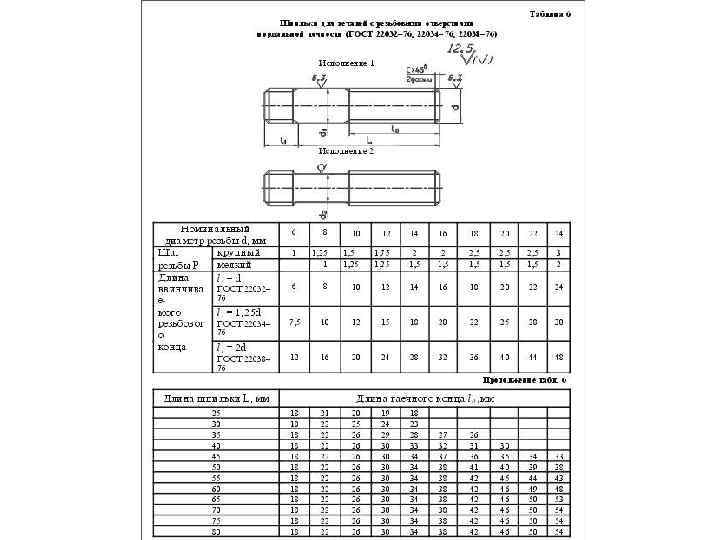
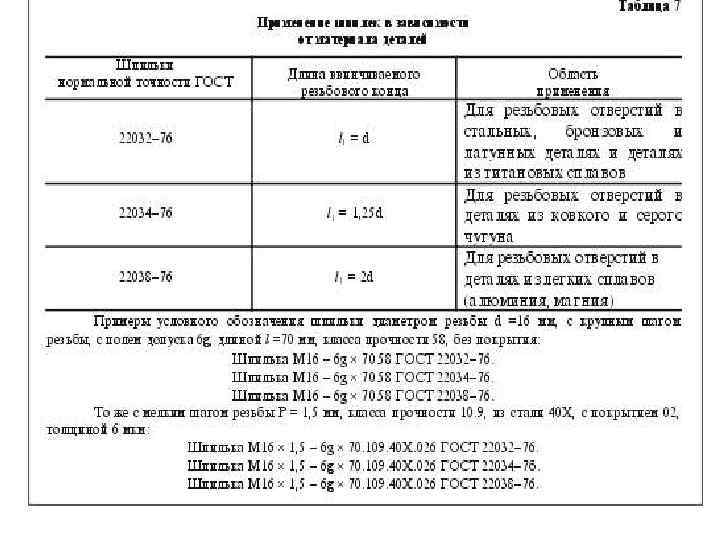
Шпилька - цилиндрический стержень с резьбой на обоих концах. Та часть шпильки, которая ввинчивается в резьбовое отверстие детали, называется ввинчиваемым (посадочным) концом, а часть, на которую надеваются присоединяемые детали, шайба и навинчивается гайка, называется стяжным концом. Длина l 1 ввинчиваемого конца шпильки зависит от материала детали, в которую она ввинчивается
 резьбовым отверстием для навинчивания")
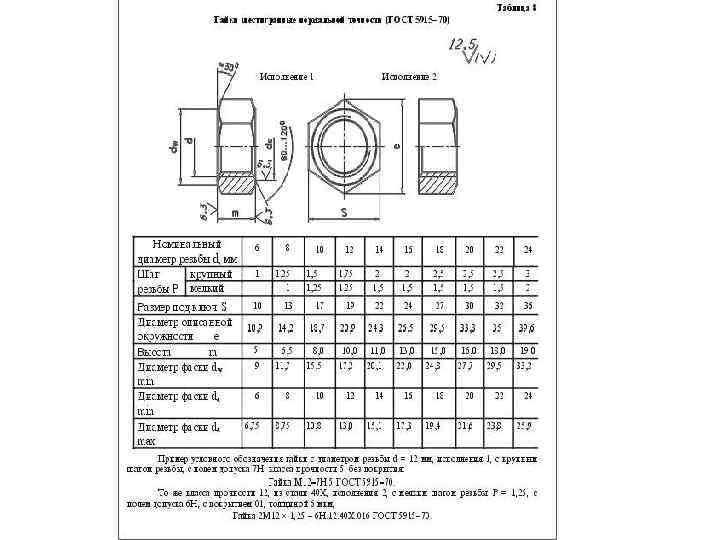
Гайка представляет собой призму или цилиндр со сквозным (иногда глухим) резьбовым отверстием для навинчивания на болт или шпильку

По своей форме гайки бывают шестигранные, квадратные, круглые, гайки-барашки и др. Шестигранные гайки подразделяются на обыкновенные, прорезные и корончатые; нормальные, низкие, высокие и особо высокие; с одной и двумя фасками. Наибольшее применение в машиностроении имеют обыкновенные шестигранные гайки (нормальной точности) по ГОСТ 5915 - 70

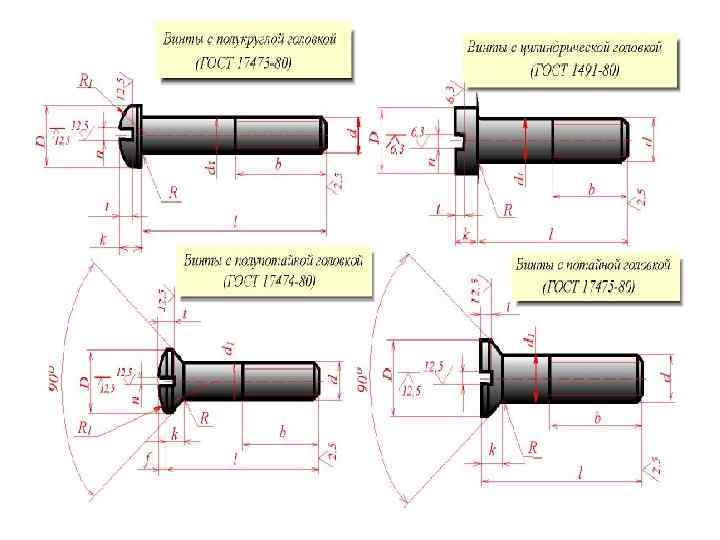
Винт - цилиндрический стержень с головкой на одном конце и резьбой для ввинчивания в одну из соединяемых деталей на другом. Винты, применяемые для неподвижного соединения деталей, называются крепежными, для фиксирования относительного положения деталей - установочными. По способу завинчивания они разделяются на винты с головкой под отвертку и с головкой под ключ. Головки винтов бывают различной формы, которая устанавливается соответствующим стандартом.

ГОСТ 2. 315 - 68 устанавливает упрощенные изображения крепежных деталей на сборочных чертежах и чертежах общих видов

Обозначение стандартных резьбовых изделий Болт 2 М 12 х1, 25 -6 gх60. 58. 35 X. 029 ГОСТ 2 - исполнение (исполнение 1 не указывается) 1, 25 - мелкий шаг резьбы в мм (крупный шаг не указывается) 6 g - поле допуска резьбы по ГОСТ 16093 – 81 60 - длина болта, винта, шпильки в мм 58 - класс прочности или группа по ГОСТ 17594 – 78 35 X - марка легированной стали или сплава (марка углеродистой стали не указывается) 02 - обозначение вида покрытия по ГОСТ 17594 – 87 9 - толщина покрытия по ГОСТ 9. 303 – 84

Условное обозначение шпильки диаметром резьбы d = 16 мм, с крупным шагом резьбы, с полем допуска 6 g, длиной l = 90 мм, класса прочности 5. 8, без покрытия: Шпилька M 16 -6 gх90. 58 ГОСТ 22 О 32 – 76

Условное обозначение гайки с диаметром резьбы d = 12 мм, исполнения 1, с крупным шагом резьбы, с полем допуска 7 H, класса прочности 5, без покрытия: Гайка M 12 -7 H. 5 ГОСТ 5915 - 70

Пример условного обозначения винта класса точности А, диаметром резьбы d = 8 мм, с крупным шагом резьбы, с полем допуска резьбы 6 g, длиной l = 50 мм, класса прочности 4. 8, без покрытия: - c цилиндрической головкой : Винт А. M 8 -6 gх50. 48 ГОСТ 1491 - 80; - c полукруглой головкой: Винт A. M 8 -6 gх50. 48 ГОСТ 17473 - 80; - c полупотайной головкой: Винт А. M 8 -6 gх50. 48 ГОСТ 17474 - 80; - с потайной головкой: Винт A. M 8 -6 gх50. 48 ГОСТ 17475 - 80.

Зубчатые передачи. Цилиндрические зубчатые колеса. ЕСКД ПРАВИЛА ВЫПОЛНЕНИЯ ЧЕРТЕЖЕЙ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС ГОСТ 2. 403 -75 [1] стр. 287 -299.

Виды передач. Цилиндрические зубчатые колеса, элементы и параметры. Особенности выполнения чертежа зубчатого колеса. Выбор и расчет параметров, конструктивных элементов зубчатого колеса в соответствии с вариантом задания. РГР – задача 4 (Составить чертеж зубчатого колеса).

Зубчатая передача — это механизм или часть механизма, в состав которого входят зубчатые колеса. Назначение: передача вращательного движения между валами, которые могут иметь параллельные, пересекающиеся и скрещивающиеся оси или преобразование вращательного движения в поступательное (рейка) и наоборот.

Усилие от одного элемента к другому передается с помощью зубьев. Зубчатое колесо передачи с меньшим числом зубьев называется шестерней, второе колесо с большим числом зубьев называется колесом. Пара зубчатых колёс имеющих одинаковое число зубьев в этом случае ведущее зубчатое колесо называется шестерней, а ведомое — колесом. Однако часто все зубчатые колёса называют шестернями.
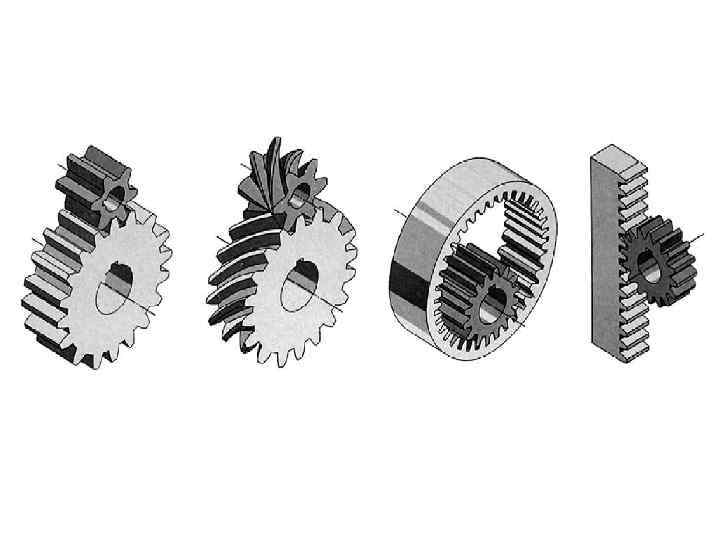
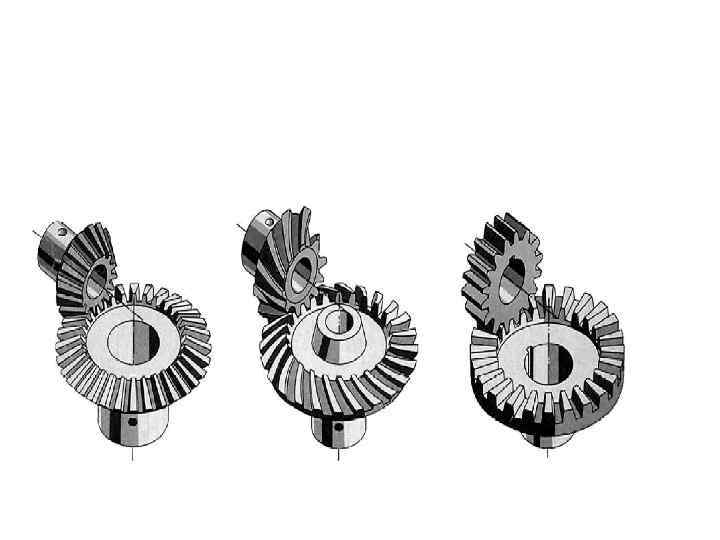

Профиль зубьев колес как правило имеет эвольвентную боковую форму.

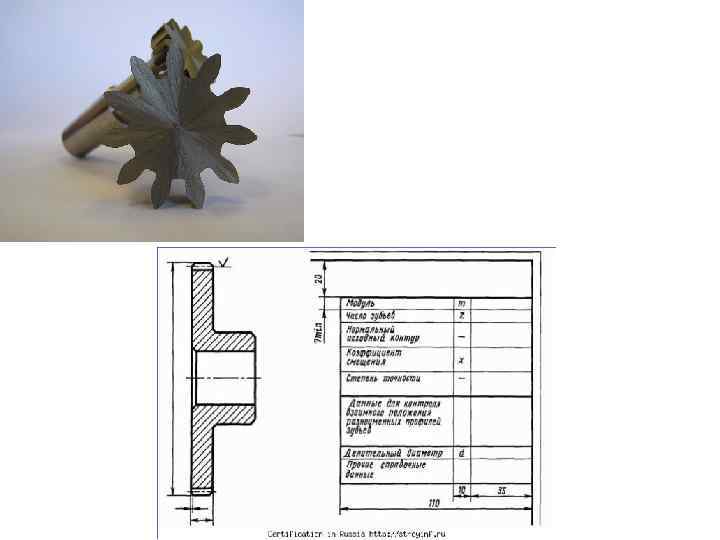
m — модуль колеса. Самый главный параметр, стандартизирован, определяется из прочностного расчета зубчатых передач. Чем больше нагружена передача, тем выше значение модуля. Через него выражаются все остальные параметры. Модуль измеряется в миллиметрах, вычисляется по формуле:
 d —")
z — число зубьев колеса p — шаг зубьев (отмечен фиолетовым цветом) d — диаметр делительной окружности (отмечена жёлтым цветом)
 диаметр окружности вершин da больше диаметра окружности")
высота зуба h (на рисунке не обозначена) диаметр окружности вершин da больше диаметра окружности впадин df на двойную высоту зуба h. Исходя из всего этого, если требуется практически определить модуль m зубчатого колеса, не имея нужных данных для вычислений (кроме числа зубьев z), то необходимо точно измерить его наружный диаметр da и результат разделить на число зубьев z плюс 2

В настоящее время является наиболее технологичным, а поэтому и самым распространенным способом изготовления зубчатых колес. При изготовлении зубчатых колёс могут применяться такие инструменты, как гребёнка, червячная фреза и долбяк.

Подбор шпонки для соединения зубчатого колеса с валом Шпо нка (от польск. szponka , через нем. Spon, Span — щепка, клин, подкладка) — деталь машин и механизмов продолговатой формы, вставляемая в паз соединяемых деталей шпоночного соединения для передачи крутящего момента. По форме шпонки разделяются на клиновые, призматические, сегментные, тангенциальные и цилиндрические. Выбор типа шпонки и ее размеров делают в зависимости от характера нагрузок и диаметра вала

ШЛИЦЕВЫЕ СОЕДИНЕНИЯ Шлицевые соединения предназначены для передачи больших крутящих моментов, они имеют большую усталостную прочность, высокую точность центрирования и направления. Достигается это высокой точностью размеров, формы и расположения зубьев (шлицев) по окружности. В зависимости от профиля зубьев шлицевые соединения делятся на прямобочные, эвольвентные и треугольные. Наибольшее распространение получили шлицевые соединения с прямобочным профилем зуба, имеющие четное число зубьев. Выполняются прямобочные шлицевые соединения по ГОСТ 1139, в котором устанавливается три градации высот и чисел зубьев для одного и того же диаметра. В соответствии с этим соединения делятся на легкую, среднюю и тяжелую серии. Выбор серии зависит от величины передаваемой нагрузки
 стандартизированы для модулей m = 0,")
Шлицевые соединения с эвольвентным профилем зуба (ГОСТ 6033) стандартизированы для модулей m = 0, 5… 10 мм, для диаметров 4… 500 мм и чисел зубьев z = 6… 82.

Особенности оформления сборочного чертежа ГОСТ 2. 109 -73

Сборочным чертежом называется графический документ, содержащий изображение сборочной единицы и другие данные, необходимые для ее сборки (изготовления) и контроля. СБ должен содержать: - изображение сборочной единицы, дающее представ- ление о расположении и взаимосвязи составных частей, соединяемых по данному чертежу и обеспечивающих возможность осуществления сборки и контроля сборочной единицы;

СБ должен содержать: - размеры и другие параметры и требования, которые должны быть выполнены и проконтролированы по данному чертежу; - указания о характере сопряжения разъемных частей изделия, а также указания о способе соединения неразъемных соединений, например сварных, паяных и др. ; - номер позиций составных частей, входящих в изделие; - основные характеристики изделия; - размеры габаритные, установочные, присоединительные, а также необходимые справочные размеры (Допускается указывать в качестве справочных размеры деталей, определяющие характер сопряжения);

При указании установочных и присоединительных размеров должны быть нанесены: -координаты расположения, размеры с предельными отклонениями элементов, служащих для соединения с сопрягаемыми изделиями; -другие параметры, например, для зубчатых колес, служащих элементами внешней связи, модуль, количество и направление зубьев. Учебный сборочный чертеж выполняется обычно в двух или трех основных изображениях с применением разрезов. Рекомендуется соединение половины вида с половиной разреза при наличии симметрии вида и разреза изделия.

Сварное, паяное или клееное изделия из одного материала, находящиеся в сборе с другими изделиями, в разрезах и сечениях штрихуют как монолитное тело, но показываются границы между деталями сварного изделия сплошными основными линиями. Шарики в разрезах и сечениях всегда показывают нерассеченными. Винты, болты, шпильки, штифты, шпонки, шайбы, гайки и другие стандартные крепежные изделия при продольном разрезе показывают нерассеченными. Непустотелые валы, шпиндели, рукоятки, шатуны и т. п. при продольном разрезе также изображают нерассеченными.

В процессе сборки изделия когда выполняются технологические, пригоночные, операции. Их выполняют совместной обработкой соединяемых деталей или подгонкой одной детали к другой по месту ее установки. В этих случаях на сборочных чертежах делают текстовые записи, подобные изображенным

Порядок выполнения сборочного чертежа Выполнение учебного сборочного чертежа изделия начинается с выяснения назначения этого изделия, его устройства и принципа действия, рабочего положения, способов соединения составных частей, последовательности сборки и разборки. На сборочном чертеже дается минимальное, но достаточное число видов, разрезов, сечений, необходимых для сборки и контроля сборочной единицы. При выполнении сборочных чертежей можно соединять часть вида с частью разреза, а также половину вида и половину разреза по тем же правилам, которые установлены для выполнения деталей. Изделие необходимо разобрать на составные части и выделить, если имеются, сборочные единицы. Затем нужно выделить непосредственно входящие в изделие стандартные изделия. Необходимо установить наименование каждой детали, ее назначение в сборочной единице и материал, из которого деталь изготовлена.

Рекомендуется составить схему изделия с выделением состава сборочных единиц, наличия деталей стандартных изделий и др. В соответствии со схемой составляют спецификацию. При обозначении составных частей изделия нужно учесть, что три последних знака в обозначении изделия или его документ можно использовать следующим образом: три нуля и шифр СБ (000 СБ) — для обозначения сборочного чертежа изделия; числа 001, 002, 003 и т. д. — для обозначения деталей, входящих в это изделие; числа 100, 200, 300 и т. д. — для обозначения сборочных единиц, входящих в специфицируемое изделие; числа 101, 102, 103 и т. д. — для обозначения деталей, входящих в состав сборочной единицы 100, числа 201, 202, 203 и т. д. —для обозначения деталей, входящих в состав сборочной единицы 200 и т. д.
 всех деталей, входящих в сборочную")
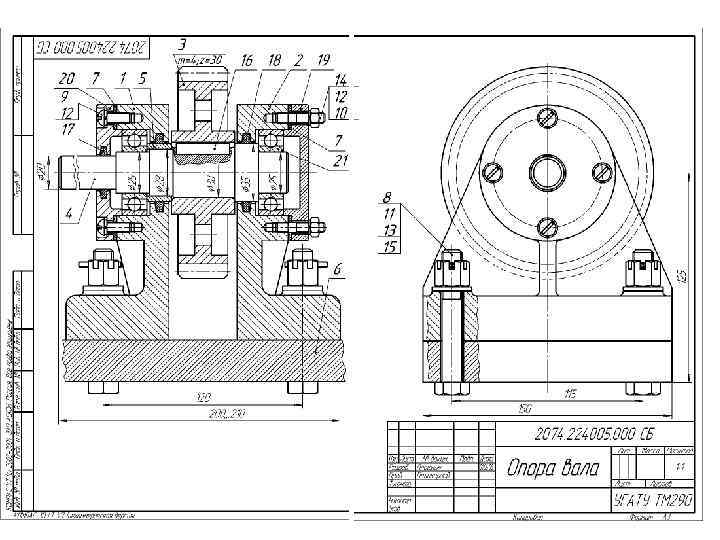
Составлению сборочного чертежа предшествует работа по составлению эскизов (чертежей) всех деталей, входящих в сборочную единицу. Сборочный чертеж изделия вычерчивается по эскизам деталей. При выборе масштаба изображений предпочтение отдается изображению изделия в натуральную величину (М 1: 1). Для небольших изделий следует применять масштаб увеличения, а для изделий больших размеров масштаб уменьшения в соответствии с ГОСТ 2. 302— 68. Количество изображений зависит от сложности изделия. Для рассматриваемого предмета достаточно выполнить полный продольный разрез на месте главного вида и вид сверху. Построение следует вести одновременно на всех намеченных изображениях, увязывая их друг с другом. Первой вычерчивают основную деталь (обычно это корпус), а затем построенные изображения дополняют изображениями соединяемых с корпусом деталей. На листе все изображения должны быть размещены свободно, чтобы правильно нанести размеры и номер позиций. Номера позиций проставляют в соответствии с заполненной спецификацией.

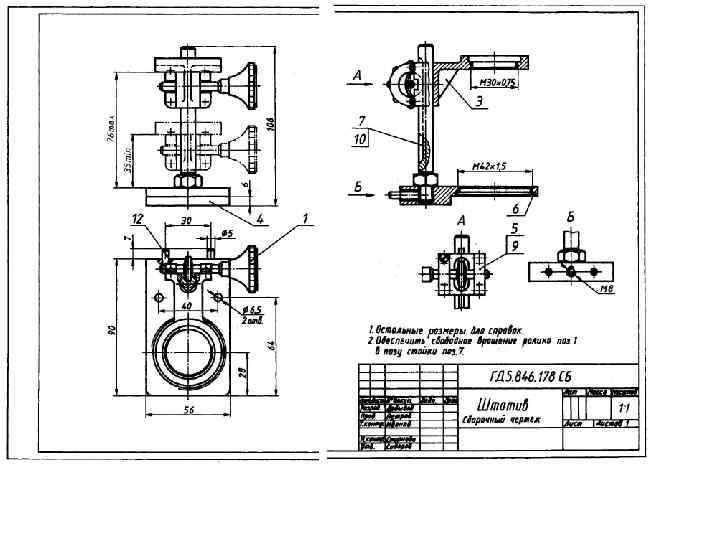
На сборочном чертеже обязательно указываются габаритные, установочные и присоединительные размеры. К габаритным размерам относят наибольшие размеры изделия. Установочные размеры необходимы для правильной установки изделия при монтаже. Присоединительные размеры обеспечивают возможность присоединения изделия при монтаже, которое осуществляется посредством винтов, болтов и т. д. , а также контактным способом (контакт штепселя с гнездом розетки). Кроме перечисленных размеров, на сборочном чертеже проставляются контролируемые размеры. На рисунке это размеры 76 max, 35 rnin.

Все составные части сборочной единицы на сборочном чертеже нумеруют в соответствии с номерами позиций, указанными в спецификации. Номера позиций указывают на полках линий- выносок, которые проводят от изображения составных частей. Линии-выноски не должны пересекаться. В конце каждой из них ставят точку. Полки линий-выносок располагают параллельно основной надписи чертежа вне контура изображения на одной горизонтали поз. 4, 1 или от одной вертикали поз. 6, 5, 9. (Допускается делать общую линию-выноску с вертикальным расположением номеров позиций для группы крепежных изделий, которые относятся к одному месту крепления. ) Полки линий-выносок изображают сплошной тонкой линией. Их длина не должна превышать 10 мм. Расстояние между полками в одной колонке должно быть равным 10 мм. Номера позиций предлагается писать шрифтом № 5. Если сборочная единица имеет несколько одинаковых стандартных деталей (винтов), то на сборочном чертеже можно показать только одну из них, а для остальных — место их расположения.

На сборочных чертежах разрешается не вычерчивать крышки, которые могут мешать пониманию внутреннего устройства сборочной единицы. При этом над изображением делается надпись: «Крышка поз. 2 не показана» . Перемещающиеся части изделия изображают в рабочем положении, а крайние и промежуточные положения показывают штрихпунктирной линией с двумя точками. На сборочном чертеже при выполнении разрезов штриховка смежных деталей наносится под углом 45* в противоположных направлениях или в одном направлении, но с различным расстоянием между штрихами. На разных изображениях одной и той же детали наносится одинаковая штриховка.

На сборочных чертежах наносят следующие размеры - Габаритные размеры, характеризующие три измерения изделия. Если один из размеров является переменным вследствие перемещения движущихся частей изделия, то на чертеже указывают размеры при крайних положениях подвижных частей. - Монтажные размеры, указывающие на взаимосвязь деталей в сборочной единице, например расстояние между осями валов, монтажные зазоры и т. п. - Установочные размеры, определяющие величины элементов, на которых изделие устанавливается на месте монтажа или присоединяется к другому изделию, например размеры окружностей и диаметры отверстий под болты, расстояние между осями фундаментных болтов и т. п.

-Эксплуатационные размеры, определяющие расчетную, конструктивную характеристику изделия, например диаметры проходных отверстий, размеры резьбы на присоединительных элементах и т. п. На сборочных чертежах также указывают размеры отверстий под крепежные изделия, если эти отверстия выполняются в процессе сборки.

Все части сборочной единицы нумеруются в соответствии с номерами позиций, указанных в спецификации этой сборочной единицы. Номера позиций указывают на полках линий-выносок, проводимых от точек на изображениях составных частей сборочной единицы, которые проецируются как видимые на основных видах или заменяющих их разрезах. Номера позиций располагают параллельно основной надписи чертежа вне контура изображения и группируют их в колонку или строчку по возможности на одной линии. Допускается делать общую линию-выноску с вертикальным расположением позиций. Как правило, номер позиции наносят на чертеж один раз. Размер шрифта номеров позиций должен быть на 1— 2 размера больше, чем размер шрифта размерных чисел на этом чертеже (№ 7).

В последнюю очередь заполняют основную надпись и выполняют необходимые надписи, располагаемые над основной надписью.

Выполнение спецификации к сборочному чертежу Спецификацией называется графический конструкторский документ, определяющий состав сборочной единицы, комплекса или комплекта. Спецификация составляется в табличной форме на отдельных листах формата А 4 (297 х 210) на каждую сборочную единицу. Основная надпись выполняется размером 40 х 185 в соответствии с ГОСТ 2. 104— 68.
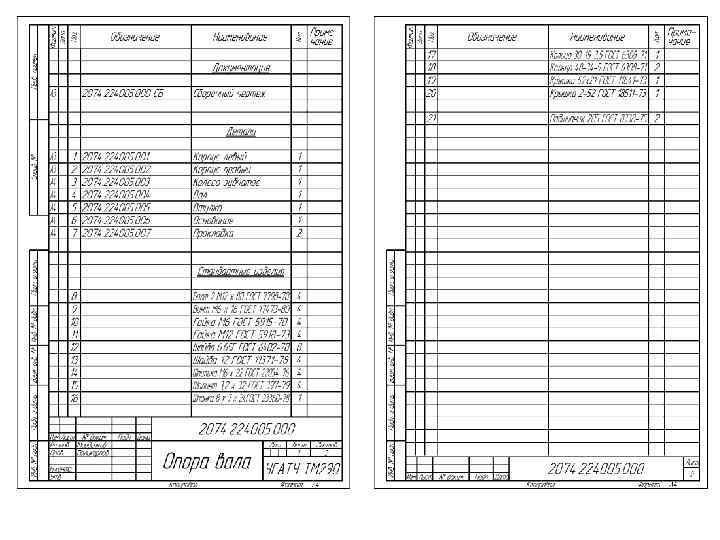

Форма и порядок выполнения спецификации определяется ГОСТ 2. 108— 68. Заполняют спецификацию сверху вниз. Разделы спецификации располагаются в такой последовательности: документация, комплексы, сборочные единицы, детали, стандартные изделия, прочие изделия, материалы, комплекты. Наличие тех или иных разделов определяется составом специфицируемого изделия. Наименование каждого раздела указывают в виде заголовка в графе «Наименование» и подчеркивают сплошной тонкой линией. После каждого раздела оставляют несколько свободных строчек для дополнительных записей.

Графы спецификации заполняется следующим образом. 1. В графе «Формат» указывает форматы документов, обозначения которых записаны в графе «Обозначение» . В разделах «Стандартные изделия» , «Прочие изделия» и «Материалы» эта графа не заполняется. Для деталей, на которые не выпущены чертежи, в этой графе пишут «БЧ» (без чертежа). 2. В графе «Зона» указывают обозначение зоны в соответствии с ГОСТ 2. 104— 68. На учебных чертежах эта графа не заполняется. 3. В графе «Поз. » указывают порядковый номер составных частей, входящих в специфицируемое изделие. В разделах «Документация» и «Комплекты» эта графа не заполняется. 4. В графе «Обозначение» записывается обозначение документа на изделие (сборочную единицу, деталь) в соответствии с ГОСТ 2. 201— 80. В разделах «Стандартные изделия» , «Прочие изделия» и «Материалы» эта графа не заполняется.

5. В графе «Наименование» указывают: -в разделе «Документация» только название документа; -в разделах «Комплекты» , «Сборочные изделия» , «Детали» , «Комплексы» - наименование изделий основной надписью на конструкторских документах этих деталей, например «Колесо зубчатое» , «Палец» и т. д. ; -в разделе «Стандартные изделия» — наименование и обозначение изделий в соответствии со стандартами на это изделие, например «Болт М 12 x 70 ГОСТ 7805— 70» . В пределах каждой категории стандартов на стандартные изделия запись производят по одноименным группам, в пределах каждой группы — в алфавитном порядке возрастания обозначений стандарта, в порядке возрастания размеров или основных параметров изделия. - в разделе «Материалы» — обозначение материалов, установленных в стандартах и технических условия на эти материалы.

6. В графе «Кол. » указывают количество составных частей в одном специфицируемом изделии, а в разделе «Материалы» — общее количество материалов на одно изделие с указанием единицы измерения. 7. В графе «Примечание» указывают дополнительные сведения для производства, а также для изделий, документов, материалов, внесенных в спецификацию.
 на разрезах изображают нерассеченными составные части, на")
Упрощения допускаемые на сборочных чертежах а) на разрезах изображают нерассеченными составные части, на которые оформлены самостоятельные сборочные чертежи. б) типовые, покупные и другие широко применяемые изделия изображают внешними очертаниями. Внешние очертания изделия, как правило, следует упрощать, не изображая мелких выступов, впадин и т. п.

Подшипники качения относятся к стандартным изделиям на сборочных чертежах с изображением колец и шариков или роликов (б), но можно изображать упрощенно (а) без указания типа по ГОСТ 2. 420— 69

На сборочных чертежах допускается уплотнения изображать условно, указывая стрелкой направление действия уплотнения. На сборочных чертежах, включающих изображения нескольких одинаковых составных частей (колес, опорных катков и т. п. ), допускается выполнять полное изображение одной составной части, а изображения остальных частей - упрощенно в виде внешних очертаний.

Чтение и деталирование сборочного чертежа Чтением сборочного чертежа называют процесс определения конструкции, размеров и принципа работы изделия по его чертежу. Можно рекомендовать такую последовательность чтения сборочного чертежа изделия: - по основной надписи определить наименование изделия и масштаб изображения; - по изображениям выяснить, какие виды, разрезы, сечения выполнены на чертеже и каково назначение каждого из них; - прочитать технические требования на чертеже и проставленные размеры; - по спецификации определить назначение каждой детали, положение ее на чертеже;

- установить способы соединения деталей между собой и их взаимодействия, определить пределы перемещения подвижных деталей; - последовательно для каждой детали, входящей в сборочную единицу, выяснить ее геометрические формы и размеры, т. е. определить конструкцию детали; - мысленно представить внешние, внутренние формы изделия в целом и разобраться в его работе; - определить порядок сборки и разборки изделия, т. е. порядок отделения одной детали от другой, как это делается при демонтаже изделия.

Деталирование — это процесс выполнения рабочих чертежей деталей, входящих в изделие, по сборочному чертежу изделия. Это не простое копирование изображений детали из сборочного чертежа, а работа творческая. Порядок выполнения рабочего чертежа детали по сборочному чертежу изделия аналогичен выполнению чертежа детали с натуры. При этом формы и размеры детали определяются при чтении сборочного чертежа. Наименование детали и ее обозначение определяется по спецификации сборочного чертежа, а марка материала — по описанию, приложенному к учебному сборочному чертежу. Расположение детали относительно фронтальной плоскости проекций, т. е. ее главный вид, выбирается исходя из общих требований, а не из расположения ее на сборочном чертеже. Число и содержание изображений детали могут совпадать со сборочным чертежом.

На рабочем чертеже должны быть показаны те элементы детали, которые или совсем не изображены, или изображены упрощенно, условно, схематично на сборочном чертеже. К таким элементам относятся: -литейные и штамповочные скругления, уклоны, конусности; проточки и канавки для выхода резьбонарезающего и шлифовального инструмента; -внешние, внутренние фаски, облегчающие процесс сборки изделия, и т. п. Гнезда для винтов и шпилек на сборочных чертежах изображаются упрощенно, а на рабочем чертеже детали гнездо должно быть вычерчено в соответствии с ГОСТ 10549— 80. Размеры детали определяются путем замеров (если они не нанесены на чертеже) по сборочному чертежу. При этом нужно следить, чтобы сопрягаемые размеры не имели расхождений. Размеры конструк тивных элементов (фасок, проточек, уклонов и т. д. ) нужно назначать по соответствующим стандартам, а не по сборочному чертежу.

Размеры шпоночных пазов, шлицев, гнезд по шпильки и винты, центровых отверстий и других должны быть взяты из соответствующих стандартов на эти элементы. Диаметры отверстий для прохода крепежных изделий (винтов, болтов, шпилек) должны проставляться с учетом характера сборки. Шероховатость поверхностей деталей определяется по техническим требованиям, описанию, условиям работы изделия и данной детали в изделии. Чтобы оценить и проставить на чертеже шероховатость поверхностей детали, нужно определить, сопряженной или свободной является данная поверхность, каков характер эксплуатационных требований к ней и др. Для типовых деталей рекомендуются определенные границы пределов параметров шероховатости.
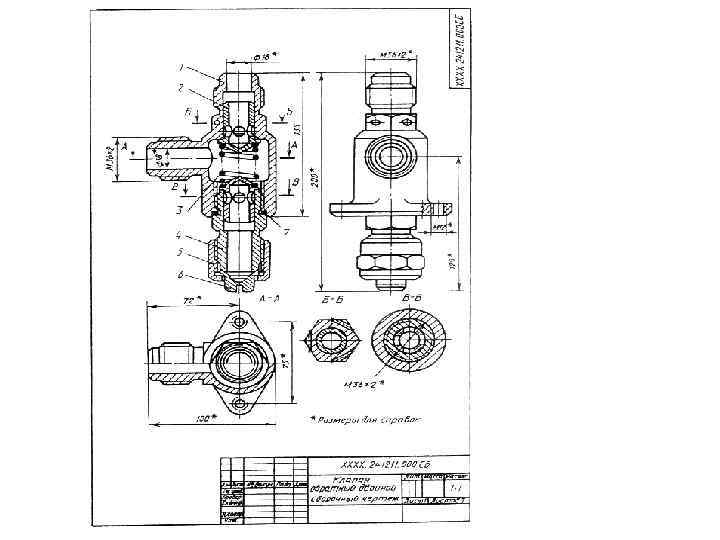

На рис. выполнен сборочный чертеж обратного двойного клапана, спецификация к нему. Принцип действия клапана следующий. Жидкость под давлением поступает в отверстие диаметр 18 верхнего наконечника корпуса 1, сжима ет пружину 3, и в зазор между клапаном 2 и корпусом поступает через отводной (слева) наконечник корпуса в гидравлическую систему. Если снять заглушку 7 с нижнего наконечника корпуса, свинтив накидную гайку 5, можно в корпус через нижнее отверстие подать другую жидкость, подключив клапан ко второму трубопроводу. В этом случае в систему будет поступать смесь жидкостей. Стандартных деталей клапан не имеет. Сборочный чертеж выполнен в масштабе 1: 1.

На месте главного вида выполнен полный продольный разрез клапана фронтальной плоскостью симметрии изделия. Этот разрез позволяет выявить внутреннее строение всех деталей клапана. На месте вида сверху — совмещенное изображение половины вида и половины горизонтального разрезав — А плоскостью, проходящей через ось отводного наконечника корпуса. На виде слева выполнен местный разрез по резьбовому отверстию во фланце корпуса. Кроме этих основных изображений выполнены сечения Б — Б и В — В. Сечение Б — Б показывает отверстия в шестигранной части корпуса для пломбирования клапана после установки его в гидросистеме. Сечение В — В дает представление о сопряжении деталей 1, 2 и 4 и поясняет расположение отверстий в клапане 2.
, установочные (75 мм), монтажные")
На чертеже проставлены габаритные размеры (200 и 100 мм), установочные (75 мм), монтажные (М 12 и М 36) и эксплуатационные (диаметр 18) размеры. Соединения деталей в клапане разъемные, резьбовые. Для обеспечения плотности соединения деталей 2 и 4 в проточку детали 4 заложена прокладка из картона. Наружный диаметр прокладки 48 мм, внутренний 38 мм, толщина 3 мм (см. поз. 7 спецификации на рис. 322). Клапаны и заглушки плотно прилегают к поверхностям корпуса и штуцера (их притирают). Присоединение трубопроводов к корпусу осуществляется с помощью резьбы М 36 x 2. Чтобы разобрать клапан, необходимо свинтить накидную гайку 5, а вместе с ней снять заглушку 6, из корпуса вывернуть штуцер 4, снять прокладку 7, через нижнее отверстие в корпусе вынуть оба клапана 2 и пружину 3. Пружина работает на сжатие, ее концы должны быть поджаты и подшлифованы. Сборка клапана производится в обратном порядке.
зубчат кол.pptx