14 Ремонт валов.ppt
- Количество слайдов: 12



Ремонт типовых деталей бурового и нефтепромыслового оборудования.

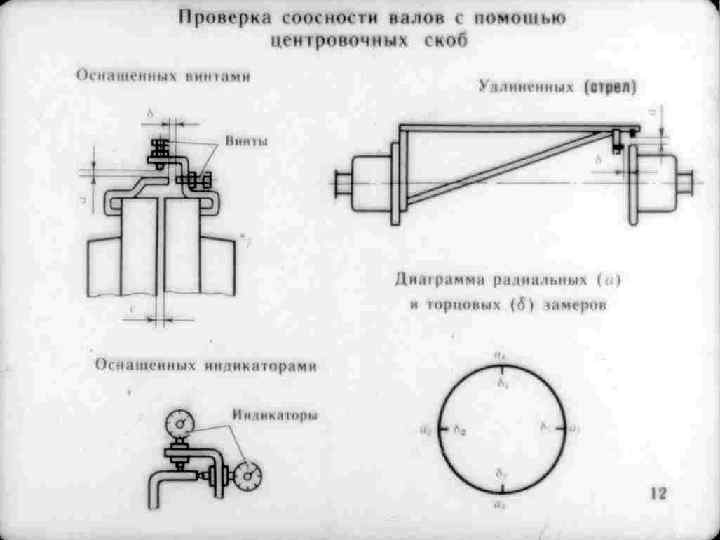
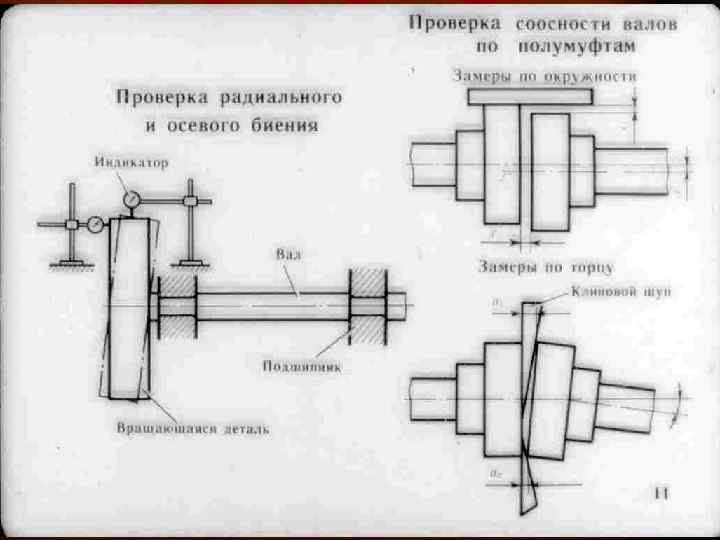
Ремонт валов l l l l Валы и оси выбраковываются если в них есть трещины и изношены посадочные места сверх предельных размеров. Трещины выявляют наружным осмотром или одним из методов дефектоскопии. Предельные размеры овальность и конусность шеек валов определяют микрометром в двух взаимно перпендикулярных плоскостях. У коленчатых валов замеряют шейки в плоскости кривошипов и перпендикулярно к ней. Изгиб валов проверяют индикатором при их вращении в центрах или на призмах. Шейки валов имеющие царапины риски и овальность до 0, 1 мм ремонтируют шлифованием. Но сначала проверяют исправны ли центровые отверстия. При наличии на них забоин или вмятин отверстия восстанавливают. Шейки валов со значительным износом обтачивают и шлифуют под ремонтный размер. При этом допускается уменьшение диаметра шеек на 510% в зависимости от характера воспринимаемых валов нагрузок. Изношенные поверхности валов можно ремонтировать также наращиванием металла вибродуговой наплавкой металлизацией осталиванием, хромированием и др. методами. Погнутые валы выпрямляют холодным или горячим методом. Место максимального прогиба отмечают мелом. Если стрела прогиба не превышает 0, 008 длины вала при диаметре 80 -100 мм его можно править в холодном состояний. Правка нагревом производится также в двух опорах.

Вал закрепляют выгнутой стороной вниз при этом вогнутый участок обкладывают мокрым асбестом и закрепляют его на валу проволокой. Вогнутый участок нагревают газовой горелкой до t 500 -550 °C что соответствует темнокоричневому цвету металла. Во избежание быстрого охлаждения и возможной закалки нагретый участок закрывают листовым асбестом и дают валу полностью остыть. В результате вал выпрямляется. l Валы поступающие на ремонт с трещинами и поломками отбраковывают. Валы несущие небольшие нагрузки могут быть отремонтированы заваркой или сваркой поломанных частей концы которых обрабатывают на конус. Иногда такие валы ремонтируют методом добавления новой части взамен отломанной присоединяя ее на резьбе или сварке. l

Особенности ремонта коленчатых валов Основными видами разрушения коленчатых валов являются: • износ рабочих поверхностей коренных и мотылевых шеек; • также изгиб вала • расхождение щек. Механическую обработку восстанавливаемых шеек коленчатых валов быстроходных двигателей осуществляют на специализированных шлифовальных станках. Коленчатые валы тихоходных двигателей, компрессоров, насосов с относительно большими габаритами обрабатывают, как правило, на токарных станках.

При обработке коренных шеек, вал устанавливают в центрах токарного или шлифовального станка. Для придания жесткости валу щеки его распирают параллельно шатунным шейкам распорками иди специальными домкратами. Установка вала на станке более усложнена при обработке шатунных шеек. Прежде чем установить вал на станке на первую и последнюю коренные шейки надевают специальные приспособления — центросместители, которые определяют новую линию центров, а затем вал с центросместителями устанавливают в центрах станка. На патроне передней бабки и на центросместителе со стороны задней бабки станка крепят контргрузы, масса которых уравновешивает часть вала. вращающуюся эксцентрично. Для повышения жесткости вал специальными винтовыми распорками распирается в патрон и центросместитель. После установки и выверки вала производят механическую обработку. Схема установки коленчатого вала при обработке шатунных шеек: 1 — противовес; 2 — центросместитель; 3 — распорные домкраты

При правке вал нагружают так, чтобы он прогнулся в обратном направлении на 3 мм. Затем нагрузку снимают и проверяют биение шеек вала. Если эта правка не дала положительных результатов, то процесс повторяют с увеличением нагрузки, доводя упругий прогиб вала до 4— 5 мм. Такой правкой величину прогиба доводят до 0, 2— 0, 3 мм Схема правки коленчатого вала: а - правка коренных шеек вала; б - правка первого участка вала; в- правка второго участка вала.

После этого правку продолжают механическим наклепом щеки вала. Наклеп производят при помощи пневматического молотка, оснащенного приспособлением, позволяющим наносить частые, но легкие удары по щеке вала. Отремонтированный вал должен быть проверен магнитной дефектоскопией или другим методом на отсутствие внутренних трещин. Схема правки наклепом щек коленчатого вала: ad и cd— оси шеек вала до правки, а'b' и c'd' — после правки

Оборудование для ремонта деталей

Литература 1. Б. А. Авербух «Ремонт и монтаж бурового нефтегазопромыслового оборудования» 2. А. А. Раабен « Ремонт и монтаж нефтепромыслового оборудования» Презентацию выполнили студенты группы О – 04 • Шарипов Р. Х. • Пермяков А. В.
14 Ремонт валов.ppt