Л2 Разр маршр, операц ТП.ppt
- Количество слайдов: 57



РАЗРАБОТКА МАРШРУТА ОБРАБОТКИ
 и дополнительные (6 10) поверхности.")
Поверхности, образующие контур детали Основные (1 5) и дополнительные (6 10) поверхности.

• • • Последовательности технологических переходов При обработке деталей на токарных станках с ЧПУ с закреплением их в патроне рекомендуется следующий порядок обработки: центрование (для отверстий диаметром менее 20 мм); сверление сверлом меньшего диаметра (если используются два сверла); сверление сверлом большего диаметра; черновая обработка основных поверхностей, подрезание внешнего торца предварительно и окончательно, обработка основных внутренних и наружных поверхностей; чистовая обработка основных внутренних и наружных поверхностей; обработка дополнительных поверхностей, расположенных в отверстии, на торце и снаружи. При обработке с закреплением в патроне и поджатием задним центром порядок обработки следующий: черновая обработка основных форм наружной поверхности; черновая и чистовая обработка дополнительных форм поверх ности; чистовая обработка основных форм; чистовая обработка дополнительных форм, не нуждающихся в черновой обработке.

Последовательность обработки при фрезеровании Для технологической операции фрезерования деталей на станке с ЧПУ характерно наличие большого количества переходов, определяемых в зависимости от элементов контура детали, а также параметров и условий обработки. Поэтому при проектировании фрезерной операции следует установить конструктивные зоны, которые связаны с особенностями конструкции детали. К конструктивным зонам детали относят внутренние полости и контуры, различные окна, карнизы и выборки, наружные контуры и т. д. Для каждого установа детали в приспособлении необходимо выявить: 1. Последовательность обработки по конструктивным зонам; 2. Вид обработки в каждой из зон (черновая, чистовая); 3. Требуемые типоразмеры режущего инструмента для обработки отдельных элементов детали; 4. Совокупность элементов детали, находящихся в данной зоне и обрабатываемых общим инструментом; 5. Способ обработки наружного контура и примыкающих к нему поверхностей.

Последовательность обработки по зонам в значительной степени зависит от конструкции детали. При наличии ребер в штампованной заготовке до обработки контуров детали, обработать торцы ребер, при этом ребра будут более жесткими. Затем обработать внутренние контуры детали и заключен ные в них плоскости, начиная обработку от центра, постепенно приближаясь к периферии. При обработке внутренних контуров можно вырезать окна или технологические отверстия, через которые при помощи накладных прижимов осуществляется крепление детали для последующей операции. Переходы для обработки плоскостей и пазов на станках с ЧПУ выбирают в зависимости от допускаемых отклонений на заданные размеры и требуемой шероховатости поверхностей (табл).
 станках с ЧПУ наиболее часто обрабатывают корпусные,")
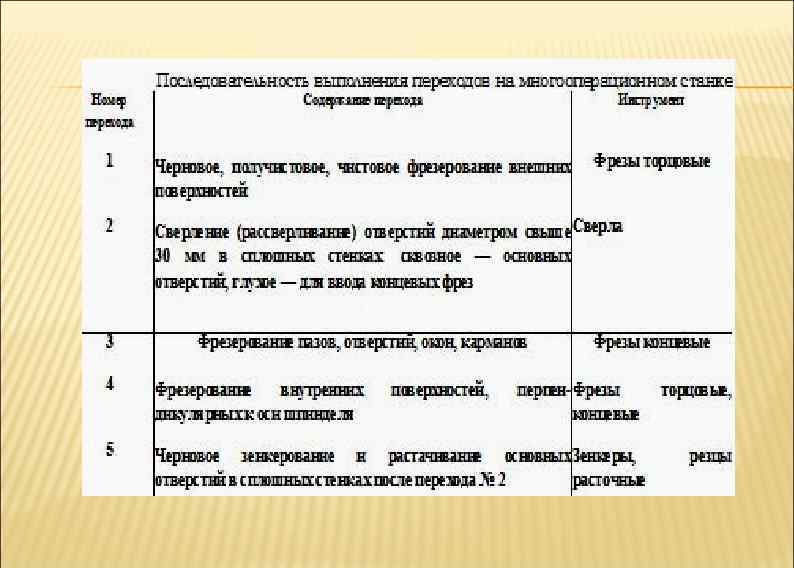
Многоцелевые станки На многоцелевых (сверлильно фрезерно расточных) станках с ЧПУ наиболее часто обрабатывают корпусные, плоские и детали сложной конфигурации. Такие детали рассматривают как сочетание элементарных поверхностей, что облегчает формализацию разработки ТП и программирование их обработки. Из элементарных поверхностей на корпусных деталях чаще всего выделяют отверстия, плоскости, пазы, карманы, окна и т. п. Отверстия корпусных деталей делят на основные, предназначен ные для базирования устанавливаемых в корпусе деталей; вспомогательные, в том числе крепежные, и свободные, которые служат для удобства обработки, монтажа, смазки и ремонта. Основные отверстия могут иметь канавки, фаски и выточки. Они подразделяются на гладкие или ступенчатые, односторонние или двусторонние, могут располагаться в одной плоскости или соосно в нескольких параллельных стенках. Обрабатываемые плоскости, пазы, окна и другие элементы корпусных деталей располагаются перпендикулярно, параллельно или под углом к оси шпинделя.

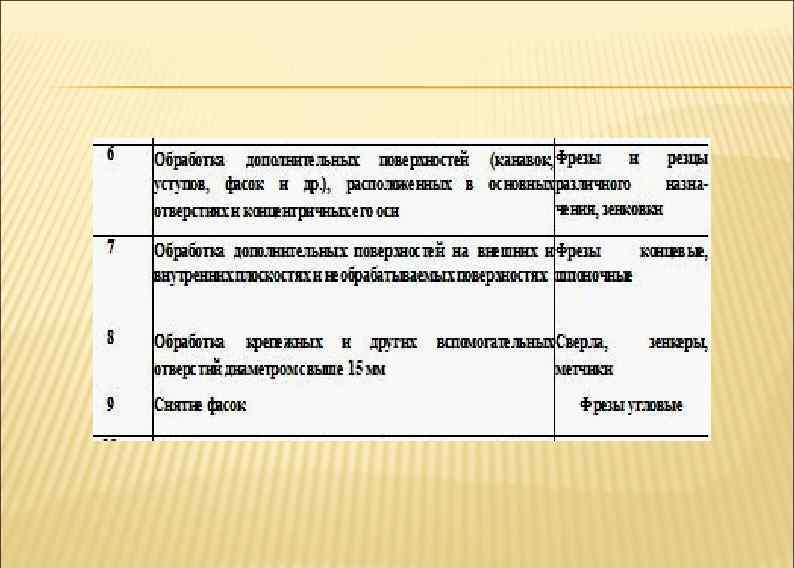
Последовательность выполнения операций на МС Если деталь, обрабатываемая на МС, подвергается промежуточной термообработке или имеет точные отверстия и плоскости, то, в общем случае, рекомендуется следующая последовательность операций: 1. Первая черновая операция: обработка детали с двух трех сторон (плоскости и отверстия большого диаметра); в качестве базы используют достаточно большие плоскости, обеспечивающие хорошую и надежную установку детали, возможность производительного снятия больших припусков. 2. Вторая черновая операция: обработка остальных сторон детали с установкой по обработанным в предыдущей операции поверхностям, создание технологических баз для последующей обработки. 3. Первая чистовая операция: обработка базовой и противо базовой плоскостей детали и всех элементов (пазов, уступов, отверстий), расположенных на этих плоскостях, в том числе основных отверстий.

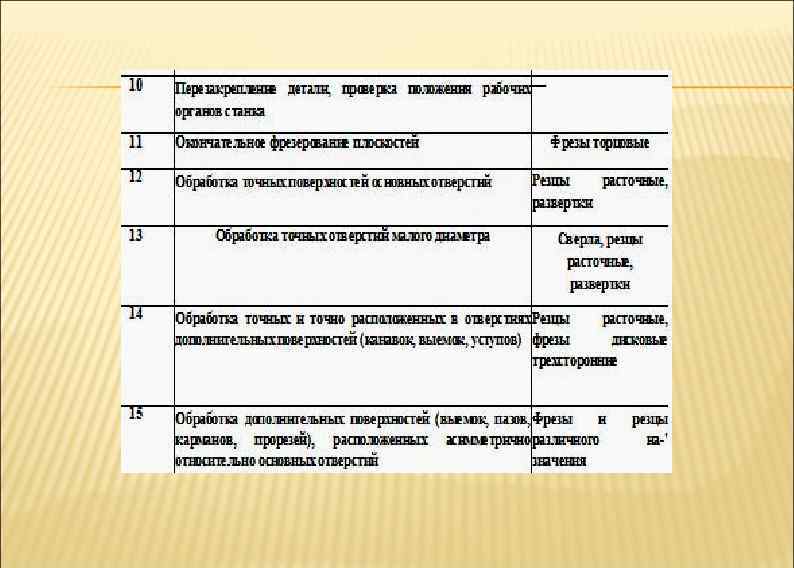
4. Вторая чистовая операция: обработка остальных четырех сторон детали с установкой по обработанным в предыдущей операции базам, в том числе обработка основных отверстий, пазов и уступов, вспомогательных и крепежных отверстий. При повышенных требованиях к точности детали, превосходя щих точностные возможности МС, на нем выполняют получистовую обработку соответствующих плоскостей и отверстий с припуском под последующую обработку на станках с ручным управлением (шлифование, хонингование и т. п. ).

Представление детали в виде набора разнообразных элементар ных поверхностей, необходимость в черновых, получистовых и чистовых проходах при обработке каждой поверхности, значитель ное число инструментов в магазине, усложняют выбор плана операций обработки детали на МС. К тому же, этот выбор становится многовариантным. Например, можно сначала деталь полностью обработать с одной стороны, затем развернуть ее; можно обработать деталь сначала со всех сторон начерно, затем приступить к чистовой обработке; можно сначала обработать все плоскости, затем приступить к обработке отверстий При решении задачи выбора варианты плана операции руководствуются следующими общими принципами: чем выше точность элемента конструкции детали, тем позже следует предусматривать его обработку; сначала следует планировать черновую обработку, затем чистовую; чем меньше время срабатывания исполнительного органа (смена инструмента, поворот стола и др. ), тем чаще этот орган должен функционировать

ПРОЦЕССЫ ОБРАБОТКИ ОТВЕРСТИЙ Технологическая классификация отверстий

Типовые переходы обработки отверстий

РАЗРАБОТКА ОПЕРАЦИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, ВЫПОЛНЯЕМЫХ НА СТАНКАХ С ЧПУ

ПОСТРОЕНИЕ ТРАЕКТОРИЯ ДВИЖЕНИЙ ИНСТРУМЕНТА Перемещение фрезы при контурной обработке 1 требуемый контур детали; 2 эквидистанта; 3 фреза. 4, 5, 6, 7 – опорные точки Опорная точка - точка траекторий движения инструмента, в которой изменяется направление или характер траектории (линия, параллельная оси X, переходит в окружность, линию, параллельную оси Z, или в наклонную линию и наоборот). Технологическая опорная точка это точка, в которой изменяется с к о р о с т ь п е р е м е щ е н и я и н с т р у м е н т а.

Типы интерполяторов 1 – 4 плоские интерполяторы Интерполяторы обеспечивают возможность управления взаимными перемещениями инструмента и заготовки по прямой линии или по окружности путем автоматического расчета промежуточных точек траектории выполняемого перемещения.
 вдоль одной")
Если на станке с ЧПУ необходимо выполнить прямолинейное перемещение инструмента (линейную интерполяцию) вдоль одной из осей координат станка, то такое перемещение система ЧПУ исполняет включением привода подач по данной оси, а по другим осям привод подач не включается. Если же необходимо выполнить круговую интерполяцию или линейную интерполяцию в направлении, непараллельном какой либо оси координат, то механизм работы системы ЧПУ существенно усложняется. В этом случае система ЧПУ реализует перемещение инструмента при помощи аппроксимации. Под аппроксимацией в теории ЧПУ понимается замена одной функциональной зависимости на другую более простую функцию с определенной степенью точности. В данном случае аппроксимация сводится к тому, что вместо одного прямолинейного перемещения или перемещения по дуге от исходной точки до точки с заданными координатами система ЧПУ задает инструменту перемещения по ломаной линии, элементарные отрезки которой параллельны координатным осям.

Аппроксимация линейной и круговой интерполяции Система ЧПУ сама определяет величину каждого элементар ного перемещения, исходя из двух условий: 1. Отклонение траектории элементарного перемещения от траектории заданного пере мещения не должно превышать установленную программой Прямолинейное перемещение величину аппроксимации Аппроксимация линейной режущего инструмента (общепринятым считается интерполяции (линейная интерполяция) погрешность аппроксимации равная 15 25% всего поля допуска на неточность обработки данного размера); 2. Элементарные перемещения вдоль разных координатных осей должны быть так согласо ваны между собой, чтобы они одновременно начались в исходной точке и прекратились так же одновременно при Перемещение режущего Аппроксимация круговой достижении конечной точки инструмента по дуге (круговая интерполяции заданного перемещения. интерполяция)

Схемы фрезерной обработки С точки зрения специфики программирования фрезерные операции принято классифицировать по числу осей станка с ЧПУ, которые одновременно используют для выполнения данной операции. Различают 2, 5; 3 х; 4 х и 5 и координатную обработку При 2, 5 координатной, или плоской, обработке одновременно используют не более двух осей. Третья ось служит в основном как установочная для подводов и отводов инструмента. 2, 5 координат ное фрезерование применяют для обработки цилиндрических и линейных поверхностей (контуров), произвольные направляющие и образующие которых или параллельны оси инструмента, или составляют с этой осью постоянный угол в нормальном сечении. В первом случае обработка осуществляется боковой поверхностью цилиндрических, а во втором — конических фрез. Другое назначение 2, 5 координатного фрезерования — обработка плоскостей, перпенди кулярных к оси инструмента. Фрезерование с использованием одновременно трех осей станка предназначено для объемной обработки любых поверх ностей, доступных для подвода инструмента при неизменном направлении его оси в пространстве.

Остальные разновидности многокоординатной фрезерной обработки принято относить к специализированным технологическим процессам. На станках с ЧПУ находят применение классические разновидности фрезерования — цилиндрическое и торцовое: цилиндрическое — обработка контуров боковой цилиндричес кой поверхностью инструмента; торцовое — формообразование торцов узких ребер, ширина которых не превышает диаметра фрезы, а также поверхностей с малым припуском. На станках с ЧПУ применяют и смешанное фрезерование — одновременную обработку детали боковой и торцовой поверхностями концевых фрез.
, не налагающие ограниче ний на")
Зоны обработки при фрезеровании Открытые зоны области (элементы поверхности), не налагающие ограниче ний на перемещения инструмента вдоль его оси или в плоскости, перпендикулярной к этой оси. а — в — открытые (а — цилиндрическая фреза; б — торцовая фреза; в — концевая фреза);

В полуоткрытых областях пере мещения инстру мента ограничены как вдоль оси, так и в плоскости, ей перпендикулярной В закрытых областях перемеще ние инструмента ограничено по всем направлениям. Комбинированные области формируются в результате объединения нескольких областей различных типов из числа описанных выше.

Типовые схемы переходов при фрезерной обработке Обрабатываемые области. За типовой базовый элемент при разработке операций фрезерования принимают совокупность обрабатываемых зон — обрабатываемую область. Каждому технологическому переходу соответствует обработка одной или нескольких областей. Различают одномерные и двумерные области. Одномерные (обычно состоящие из открытых зон), в общем случае, непрямолинейные области получаются при обработке боковой поверхностью инструмента наружных контуров деталей и контуров окон, а также при обработке торцом фрезы узких ребер. Двумерные односвязные и многосвязные области — при обработке сложных поверхностей. Эти области могут быть определены любой комбинацией самых различных зон: открытых, закрытых, полуоткрытых. С учетом специфики геометрических расчетов и технологического проектирования двумерные области разделяют на два основных класса: области, располагающиеся на плоскостях, перпендикулярных к оси инструмента, и области на криволинейных поверхностях и плоскостях, не перпендикуляр ных к оси инструмента.

Для обработки областей первого класса применяют 2, 5 координатное фрезерование, в то время как обработка областей второго класса возможна лишь при использовании трех или пяти координатного фрезерования. Методы 2, 5 координатной обработки более просты в геометрическом и технологическом отношениях. Существуют два основных метода формирования траектории фрезы при фрезерной обработке: зигзагообразный и спирале видный.

Черновое фрезерование открытых плоских поверхностей Зигзагообразный метод характери зуется тем, что инструмент в процессе обработки совершает движения в противоположных направлениях вдоль параллельных строчек с переходом от одной строки к другой вдоль границы области. В настоящее время этот метод распространен, хотя и обладает определенными недостатками. Основной недостаток — переменный характер фрезерования: если вдоль одной строки инструмент работает в направлении подачи, то вдоль следую щей он будет работать в направлении, противоположном подаче. Аналогичная картина наблюдается и при переходе от одной строки к другой вдоль грани цы. Все это приводит к изменениям сил резания и отрицательно сказывается на точности и качестве поверхности.

. (Вместе с тем следует отметить, что в тех случаях, когда расстояние между соседними строками, определяющее глубину фрезерования, незначительно отличается от диаметра инструмента, изменение сил резания невелико. ) Другой недостаток зигзагообразной схемы — повышенное число изломов на траектории инструмента. Это также отрицательно сказывается на динамике резания и приводит во многих случаях к увеличению времени обработки в связи с необходимостью выполнения операций по разгону — торможению, которые обусловливаются динамикой приводов подачи станка с программным управлением.

Чистовое фрезерование открытых плоских поверхностей Схема «петля»

Фрезерование полуоткрытых плоских поверхностей Схема «лента»
 Фрезерование закрытых плоских поверхностей Отличается от зигзагообразного тем, что")
Спиралевидный метод (схема «виток» ) Фрезерование закрытых плоских поверхностей Отличается от зигзагообразного тем, что обработка ведется круговыми движениями инструмента, совершаемыми вдоль внешней границы области на разном расстоянии от нее. Спиралевидная схема выгодно отличается от зигзагообразной более плавным характером обработки.
 и не дает дополнительных (кроме")
Она обеспечивает неизменное направление фрезерования (по или против подачи) и не дает дополнительных (кроме имеющихся на контуре) изломов траектории. Спиралевидная схема имеет две основные разновидности, одна из которых характеризуется движением инструмента от центра области к периферии (рис. 6. 19, г), а другая, наоборот, от границы области к ее центру (рис. 6. 19, д). При использовании этих разновидностей следует иметь в виду, что при обработке колодцев с тонким дном на деталях из легких сплавов возможен подрыв дна в конце обработки по схеме от периферии к центру. Для того чтобы обеспечить необходимый характер фрезерования при правом и левом направлениях вращения шпинделя станка, каждая из описанных разновидностей спиралевидной схемы имеет два типа: с движением инструмента в направлении по или против часовой стрелки при наблюдении со стороны шпинделя (обозначается соответственно ЧС и ПЧС).

Схемы Ш образного типа Инструмент после выполне ния прохода вдоль строки отводится на небольшое расстояние от обработанной поверхности и на ускоренном ходу возвра щается назад. Позволяют выдержать одинаковый характер фрезерования Без обхода границ
 – с предварительным засверливанием отверстия б) – торцевой фрезой после")
Схемы обработки пазов а) – с предварительным засверливанием отверстия б) – торцевой фрезой после предварительной обработки боковых стенок концевой фрезой в) – дисковой фрезой
 а) Наружный контур Обработку контуров ведут, как правило, концевыми")
Схемы плоской обработки контуров б) а) Наружный контур Обработку контуров ведут, как правило, концевыми фрезами. Траектория перемещения при этом состоит из участков подвода фрезы к обрабатываемой поверхности, прохода ее вдоль обрабатываемого контура и отвода от обработанной поверхности. Участок подвода фрезы к обрабатываемой поверхности включает участок врезания.

Траектории вспомогательных ходов при контурном фрезеровании Схема врезания фрезы для наружного контура При чистовой обработке детали участок врезания должен быть построен таким образом, чтобы значение силы резания нарастало и плавно приближалось к значению силы, действую щей на рабочем участке обрабатываемого профиля. Участок L 1 путь, на котором скорость холостого хода v. Sx. x. снижается до скорости подачи врезания v. Sbp. На участке L 2 происходит врезание фрезы с дальнейшим снижением скорости подачи до рабочего v. Sp. x. Ввод инструмента в зону резания осуществляется по касательной к обрабатываемому контуру. При черновой обработке детали врезание чаще производят по нормали к контуру. Аналогично строят участки вывода фрезы из зоны резания.
 г) Врезание фрезы в припуск на внутренних поверхностях детали производится по")
Внутренний контур в) г) Врезание фрезы в припуск на внутренних поверхностях детали производится по криволинейной траектории. Наиболее благоприятной траекторией является участок окружности радиуса, при котором путь врезания примерно равен (3. . . 4)t (t Схема врезания фрезы для глубина резания). внутреннего контура

Наружный контур может иметь прямые, тупые и острые углы. Траекториями обвода углов при этом являются дуги окружности с радиусом, равным радиусу фрезы. Часто вместо перемещений по дуге используются петлеобразные перемещения. Схемы траекторий инструмента при обходе углов

Схемы обработки отверстий Технологические переходы обработки отверстий выполняются по типовым схемам, которые имеют ряд общих признаков. 1. Большинство переходов осуществляют за один проход (много проходные технологические переходы характерны для обработки глубоких отверстий с периодическими выводами сверла и обработки отверстий в разных стенках). 2. Траектория инструмента в пределах прохода состоит из участков рабочего и вспомогательного ходов. Рабочий ход, как правило, включает недоход, участок резания и перебег (при обработке глухих отверстий отсутствует). 3. Недоход обычно принимают равным 1. . . 3 мм для предварительно обработанных поверхностей и 5. . . 10 мм для необработанных поверхностей. 4. Перебег зависит от размера заборного конуса инструмента и при нимается больше его длины на 1. . . 3 мм. 5. На участке резания траектория инструмента может иметь промежу точные опорные точки, которые характеризуются изменением частоты вращения шпинделя и минутной подачи либо выполнением включения, выключения или реверса вращения шпинделя. 6. Вспомогательный ход включает быстрый подвод инструмента к обрабатываемому отверстию и его возврат в исходную точку.
 а центрование; б, в, г сверление спиральным,")
Типовые циклы обработки отверстий (рис. 3. 21) а центрование; б, в, г сверление спиральным, перовым, кольцевым сверлом; д растачивание; е развертывание; ж - растачивание выточки с подрезкой торца; з растачивание с подрезкой торца выточки; и обработка ступенчатых отверстий комбинированным сверлом, к растачивание занижения в отверстии; л растачивание канавки, м зенкование фаски; н расточка фаски; о нарезание резьбы
 быстрое позиционирование стола (при необходимости")
В общем случае постоянный цикл обработки отверстий включает: 1) быстрое позиционирование стола (при необходимости вращение), выбор частоты и направления вращения шпинделя, включение вращения шпинделя; 2) быстрое позиционирование инструмента по оси Z в точку, находя щуюся на расстоянии 1. . . 3 мм от поверхности заготовки; 3) рабочий ход вдоль оси Z с заданной подачей до требуемой глубины отверстия (в зависимости от типа постоянного цикла движение осуществляется непрерывно или прерывисто), в конце рабочего хода может быть задана выдержка времени; 4) подготовку к возврату инструмента в исходное положение (в зависи мости от типа цикла это останов шпинделя, изменение направления его вращения, фиксация его углового положения); 5) возврат инструмента в исходное положение по оси Z на скорости быстрого хода или на рабочей подаче (с вращением или без вращения шпинделя). Наиболее часто применяются следующие постоянные циклы: сверления (рис. 3. 21, а); центрования или подрезки с выстоем в конце рабочего хода (рис. 3. 21, б); глубокого сверления с выводом сверла в исходную позицию после каждого шага образования отверстия (рис. 3. 21,
; нарезания резьбы метчиком (рис. 3. 21, г); растачивания (развертывания) сквозных отверстий с отводом")
в); нарезания резьбы метчиком (рис. 3. 21, г); растачивания (развертывания) сквозных отверстий с отводом инструмента в исходное положение на рабочей подаче (рис. 3. 21, д); растачивания сквозных отверстий с выстоем инструмента в конце рабочего хода и быстрым отводом в исходное положение (рис. 3. 21, е); растачивания с выстоем инструмента в конце рабочего хода и отводом в исходное положение на рабочей подаче (рис. 3. 21, ж). На станках с микропроцессорными системами ЧПУ указанные постоянные циклы реализуются, как правило, в виде подпрограмм

Схемы постоянных циклов
 конфигурации отверстий; 2)")
Последовательность переходов при обработке отверстий выбирают с учетом ряда факторов: 1) конфигурации отверстий; 2) допустимого отклонения формы и отклонения положения осей; 3) числа групп одинаковых отверстий; 4) возможностей станка с ЧПУ. Последний фактор характеризуется точностью и продолжительностью позиционирования стола, его поворота, смены инструмента, а также сменой позиций револьверной головки или объемом магазина. Общую последовательность выполнения переходов для всей со вокупности обрабатываемых отверстий в каждом конкретном слу чае выбирают исходя из допусков на межцентровые расстояния, а также из условия сведения до минимума времени на вспомогатель ные перемещения и смену инструментов. Различают два варианта обработки отверстий: По первому варианту (параллельная обработка) одним инструментом обрабатываются все одинаковые отверстия в стенке детали, затем производится смена инструмента и цикл повторяется. После этого деталь поворачивается для обработки отверстий с другой ее стороны. По второму варианту (последовательная обработка) каждое отверстие обрабатывается полностью по всем переходам. После чего осуществляется позиционирование стола, для обработки следующего отверстия. Когда завершается обработка всех отверстий на одной стороне, деталь поворачивается для обработки отверстий с другой стороны что приводит к уменьшению зависимости точности обработки от температурной деформации элементов технологической системы. На станках, оснащенных программно управляемым план суппортом, все переходы обработки отверстий, их торцев и канавок выполняются одной расточной державкой.

Токарные операции Контур детали. Поверхности деталей, обрабатываемых на станках с ЧПУ, подразделяются на плоскости, перпендикулярные к оси вращения, соосные цилиндры, конусы, сферы, торы и поверхности вращения с произвольной криволинейной образующей, а также винтовые поверхности, формирующие резьбы. Образующими этих поверхностей являются прямые, окружности и линии, заданные последовательностью точек Контур образующей детали поэтому представляет собой последовательность геометрических элементов: отрезков прямых, дуг окружностей и кривых, заданных в табличной форме С технологической точки зрения эти геометрические элементы и соответствующие им поверхности принято делить на основные и дополнительные (рис. 6. 4) К основным элементам контура детали относят образующие поверхностей, которые могут быть обработаны резцом для контурной обработки с главным углом в плане fi = 95° и вспомогательным углом в плане fi 1 = 30° Для наружных и торцовых поверхностей такой резец принадлежит к числу проходных, а для внутренних — к числу расточных. Элементы образующих поверхностей, формообразование которых не может быть выполнено указанным резцом, принадлежит к числу дополнительных К ним относят торцовые и угловые канавки для выхода шлифовального круга, канавки на наружной, внутренней и торцовой поверхностях, резьбовые поверхности, желоба под ремни и т п

Поверхности, образующие контур детали: /— 6 — основные поверхности (/ — торцовая; 2 — радиусная торцовая; 3 — цилиндрическая наруж ная; 4 — конусная; 5 — конусная — фаска; 6 — цилиндрическое отверстие); 7— 13 — дополнитель ные поверхности (7 — зарезьбовая канавка; 8 — резьбовая поверхность; 9 — внутренняя трапецеидальная канавка; 10—угловая канавка; // — внутренняя прямоугольная канавка; 12 — торцо вая канавка; 13 — желоб

Рисунок 6. 6 В зависимости от конфигурации участка чернового или чистового контура детали, формируемого за технологический переход, зоны обработки делятся на открытые, полуоткрытые, закрытые и комбинированные (рис. 6. 6). Открытая зона (рис. 6. 6, а) формируется при снятии припуска с цилиндрической, а в некоторых случаях конической поверхности. При, выборе резца для этой зоны не накладывают ограничений на главный и вспомогательный углы в плане. Наиболее типичной является полуоткрытая зона (рис. 6. 6, б), конфигурация которой регламентирует главный угол резца в плане. Закрытые зоны (рис. 6. 6, в), встречающиеся преимущественно при обработке дополнительных поверхностей, накладывают ограничения как на главный, так и на вспомогательный углы резца в плане. Комбинированная зона (рис. 6. 6, г) представляет собой объединение двух или трех зон, описанных выше

Типовые схемы переходов при черновой токарной обработке основных поверхностей деталей

Типовые схемы обработки канавок, проточек, желобов

Типовые схемы обработки канавок, проточек, желобов

Типовые схемы обработки канавок, проточек, желобов

Последовательность оформления РТК 1. Вычерчивают деталь в прямоугольной системе координат, выбирают исходную точку О. При многоинструментальной обработке могут быть выбраны несколько исходных точек — для каждого инструмента. Контуры детали, подлежащие обработке, и контур заготовки вычерчивают в масштабе с указанием всех размеров, необходимых при программировании. 2. Намечают расположение прижимов и зон крепления детали в соответствии с техническими условиями на приспособление. 3. Наносят траекторию движения центра инструмента в двух плоскостях системы координат. Если предполагается многоинстру ментальная обработка, следует изображать траектории движения центра каждого используемого инструмента. Началом (и концом) траектории инструмента является исходная точка О. Если положение исходной точки не совпадает с началом координат детали (точкой W), оно должно быть задано координатами XWO, YWO, ZWO относительно этого начала. Траекторию инструмен та наносят с учетом его параметров, выбранной ранее последо вательности обработки и намеченных типовых траекторий в инстру ментальных переходах.
 опорные")
4. На траектории движения инструмента отмечают и обозначают цифрами (реже буквами латинского алфавита) опорные точки траектории и ставят стрелки, указывающие направление движения. Опорные точки необходимо намечать по геометрическим и технологическим признакам, т. е. они должны быть или точками, в которых изменяется геометрический характер траектории инструмента, или точками, в которых изменяется технологическое состояние детали (изменение режимов обработки, включение вертикальной подачи и пр. ). 5. При необходимости указывают места контрольных точек, в которых предусматривается кратковременная остановка инструмента в целях проверки точности отработки программ рабочими органами станка. Такие точки предусматривают, например, перед окончатель ными чистовыми проходами при обработке дорогостоящих деталей. Обозначают также точки остановки, необходимые для смены инструмента, изменения частоты вращения шпинделя, перезакреп ления детали и пр. , указывают продолжительность остановки в секундах. 6. Особо обозначают опорные точки, координаты которых можно определить графически непосредственно на РТК
, указывают")
7. На РТК наносят дополнительные данные (тип станка, шифр, наименование и материал детали), указывают особенности заготовки и ее крепления, параметры инструмента и режимы его работы на отдельных участках, характер движения на отдельных участках траектории и пр. Как один из основных технологических документов РТК обычно шифруют и заносят в специальную картотеку. При построении траектории движения центра инструмента на РТК необходимо соблюдать следующие правила. 1. Подводить инструмент к обрабатываемой поверхности и отводить его следует (при необходимости) по специальным траекториям — вспомогательным перемещениям. Например, при фрезеровании необходимо обеспечить врезание инструмента по касательной со своевременным (за 5— 10 мм до края заготовки) переходом с холостого хода на рабочий. Определенный подход должен быть у сверл, разверток, зенкеров, резцов, причем точка перехода с холостого хода на рабочий должна быть определена как опорная.

2. Недопустимы остановка инструмента и резкое изменение подачи в процессе резания, когда режущие поверхности лезвия соприкасаются с обрабатываемой поверхностью, иначе неизбежны повреждения поверхности. Перед остановкой, резким изменением подачи, подъемом или опусканием инструмента необходимо отвести инструмент от обрабатываемой поверхности. 3. Длина холостых перемещений должна быть минимальной. 4. Для устранения влияния на точность обработки люфтов станка желательно предусматривать дополнительные петлеобразные переходы в зонах реверса, обеспечивающие выборку люфта. 5. При необходимости по расчетной силе резания следует определить возможную деформацию детали (инструмента) и ввести требуемое предискажение траектории.

Проектирование траекторий движения инструментов Траекторию движения инструмента строят на карте эскизов непосредственно под эскизом заготовки в масштабе, равном масштабу изображения заготовки. Опорные точки траектории обозначают арабскими цифрами. Двойная нумерация одной и той же точки не допускается. На схему траектории наносят начальный и конечный диаметр для поперечных перемещений и величины продольных перемещений для каждого участка траектории. Пример. Необходимо построить траекторию движения резца при обработке заготовок из прутка Ø 28 х 136 мм.

Пример построения траектории движения резца 0 1 поперечное переме щение суппорта с инстру ментом до Ø 24, 8 мм; 1 2 продольное переме щение инструмента на длину 51 мм; 2 3 отвод инструмента в поперечном направлении до Ø 29 мм; 3 4 продольное переме щение суппорта на быстром ходу для вывода инструмента в исходную точку по координа те Z; 4 5 поперечное перемещение инструмента до Ø 20 мм; 5 6 продольное перемещение инструмента на длину 10, 36 мм; 6 7 отвод инструмента до Ø 26 мм; 7 8 отвод суппорта в продольном направлении на быстром ходу

РТК
Л2 Разр маршр, операц ТП.ppt