Занятие 23 - Восстановление деталей давлением.ppt
- Количество слайдов: 29


 Занятие")
Раздел 3. Способы восстановления деталей Тема 3. 2. Восстановление деталей давлением (пластическим деформированием) Занятие 23.

Учебные вопросы: 1. Сущность и способы восстановления деталей давлением. 2. Применяемое оборудование. 3. Стенды для правки кузовов и рам автомобилей.

1 учебный вопрос Сущность и способы восстановления деталей давлением.

Под пластичностью металлов понимают их способность под действием нагрузок изменять форму и размеры без разрушения. Пластическая деформация деталей: Øв холодном состоянии; Øв горячем состоянии.

Способ пластического деформирования основан на способности деталей изменять форму и размеры без разрушения путем перераспределения металла под давлением.

Процесс восстановления деталей давлением состоит из операций: vподготовка — отжиг или отпуск обрабатываемой поверхности перед холодным деформированием или нагрев их перед горячим деформированием; vдеформирование — осадка, раздача, обжатие, вытяжка, правка, электромеханическая обработка и др. ; vобработка после деформирования — механическая обработка восстановленных поверхностей до требуемых размеров; vтермическая обработка (при необходимости); vконтроль качества.

Интервалы температур горячей обработки металлов давлением, °С Материал детали Обработка Начало Сталь с содержанием углерода, %: < 0, 3. . . 0, 5. . . 0, 9 Сталь: низколегированная среднелегированная высоколегированная Медные сплавы: бронза латунь ЛС 59 Окончание 1200. . . 1150. . . 1100. . . 1050 800. . . 850 1100. . . 1150 825. . . 850. . . 875. . . 900 850 700 600

Восстановление размеров деталей: Осадка; Вдавливание; Раздача; Обжатие; Накатка; Электромеханическая обработка. Восстановление формы деталей: Механическая правка давлением; Механическая правка наклепом; Термический способ правки; Термомеханический способ правки; Рихтовка. Восстановление механических свойств деталей: Обкатка рабочих поверхностей деталей роликами и шариками; Чеканка; Алмазное выглаживание; Дробеструйная обработка и др.

2 учебный вопрос Применяемое оборудование.

Осадку используют: vдля увеличения наружного диаметра сплошных и полых деталей; vдля уменьшения внутреннего диаметра полых деталей за счет сокращения их высоты (бронзовые втулки и др. ). Допускается уменьшение высоты втулок на 8. . . 10%.

Вдавливание – увеличение размера детали происходит за счет выдавливания металла из нерабочей части.
")
Раздачу применяют для увеличения наружного диаметра пустотелых деталей (втулки, поршневые пальцы и др. ) при практически неизменяемой ее высоте. Изменение наружного диаметра детали происходит за счет увеличения ее внутреннего диаметра.

Обжатием восстанавливают детали с изношенными внутренними поверхностями за счет уменьшения наружных размеров, которые не имеют для них значения (корпуса насосов гидросистем, проушины рычагов, вилок и др. ). Обжатие осуществляют в холодном состоянии под прессом в специальном приспособлении.

Накатка основана на вытеснении рабочим инструментом материала с отдельных участков изношенной поверхности детали. Способ позволяет увеличивать диаметр накатываемой поверхности детали на 0, 3. . . 0, 4 мм.

Электромеханическая обработка предназначена для восстановления поверхностей деталей неподвижных сопряжений и состоит в искусственном нагреве металла электрическим током в зоне деформации, что способствует повышению пластических свойств металла.

Механическая правка давлением может производиться в холодном состоянии или с нагревом.
 осуществляется за счет наносимых ударов, от которых в поверхностном слое детали")
Правка наклепом (чеканкой) осуществляется за счет наносимых ударов, от которых в поверхностном слое детали возникают местные напряжения сжатия, которые вызывают устойчивую деформацию детали.
 с выпуклой стороны. В")
Термический способ правки заключается в нагревании ограниченных участков детали (вала) с выпуклой стороны. В результате нагревания металл стремится расшириться. Противодействие соседних холодных участков приводит к появлению сжимающих усилий. Выправление вала происходит под действием стягивающих усилий, которые являются результатом пластического упрочнения волокон. При термомеханическом способе правки осуществляют равномерный прогрев детали по всему деформированному сечению с последующей правкой внешним усилием. Нагрев осуществляется газовыми горелками до температуры отжига (750. . . 800°С).

Правка и рихтовка без нагрева вмятин капотов, крыльев применяется, если толщина их стенок не превышает 1 мм.
 — это вид обработки давлением, при которой с помощью")
Обработка поверхностным пластическим деформированием (ППД) — это вид обработки давлением, при которой с помощью различных инструментов для рабочих тел пластически деформируется поверхностный слой материала обрабатываемой детали. В результате обработки ППД достигается: v сглаживание шероховатости поверхности; упрочнение поверхности; v калибрование; v образование новой геометрической формы поверхности; v стабилизация остаточных напряжений структурного состояния.

При обработке ППД с осевым перемещением деформирующих роликов пластическое деформирование начинается впереди роликов, на некотором расстоянии от поверхности.

Дробеструйная обработка

3 учебный вопрос Стенды для правки кузовов и рам автомобилей.

Стапель для правки кузовов легковых автомобилей
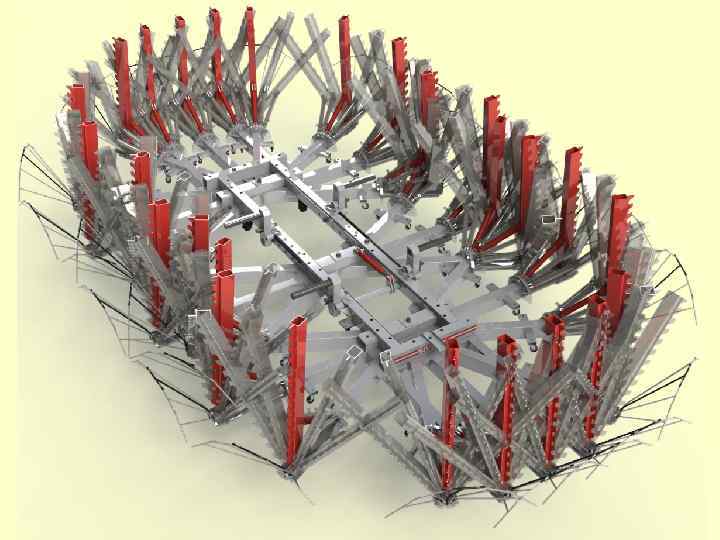


Стапель для правки рам автомобилей


The end
Занятие 23 - Восстановление деталей давлением.ppt