

ПРОВОДА.ppt
- Количество слайдов: 33
 ПРОВОДА КОНТАКТНОЙ СЕТИ Конструктивное выполнение
ПРОВОДА КОНТАКТНОЙ СЕТИ Конструктивное выполнение
 С первых дней эксплуатации железных дорог медные контактные провода изготавливали волочением из медной катанки послитковой прокатки.
С первых дней эксплуатации железных дорог медные контактные провода изготавливали волочением из медной катанки послитковой прокатки.
 Требования к контактным проводам Материал для контактных проводов должен обладать высокой механической прочностью, износостойкостью (твердостью), электропроводностью, нагревостойкостью (теплопроводностью). Высокая механическая прочность проводов позволяет натягивать их с большими усилиями (натяжением), что повышает ветроустойчивость контактных подвесок, улучшает качество токосъема (особенно при высоких скоростях движения поездов), обеспечивает устойчивую работу цепной подвески. Высокая электропроводность способствует снижению потерь электроэнергии в контактных подвесках. Термостойкий материал сохраняет при высоких температурах нагрева прочность и твердость.
Требования к контактным проводам Материал для контактных проводов должен обладать высокой механической прочностью, износостойкостью (твердостью), электропроводностью, нагревостойкостью (теплопроводностью). Высокая механическая прочность проводов позволяет натягивать их с большими усилиями (натяжением), что повышает ветроустойчивость контактных подвесок, улучшает качество токосъема (особенно при высоких скоростях движения поездов), обеспечивает устойчивую работу цепной подвески. Высокая электропроводность способствует снижению потерь электроэнергии в контактных подвесках. Термостойкий материал сохраняет при высоких температурах нагрева прочность и твердость.
 Для электрифицированных железных дорог используют контактные провода фасонного и фасонного овального профиля с двумя продольными желобками для захвата головки провода зажимами.
Для электрифицированных железных дорог используют контактные провода фасонного и фасонного овального профиля с двумя продольными желобками для захвата головки провода зажимами.
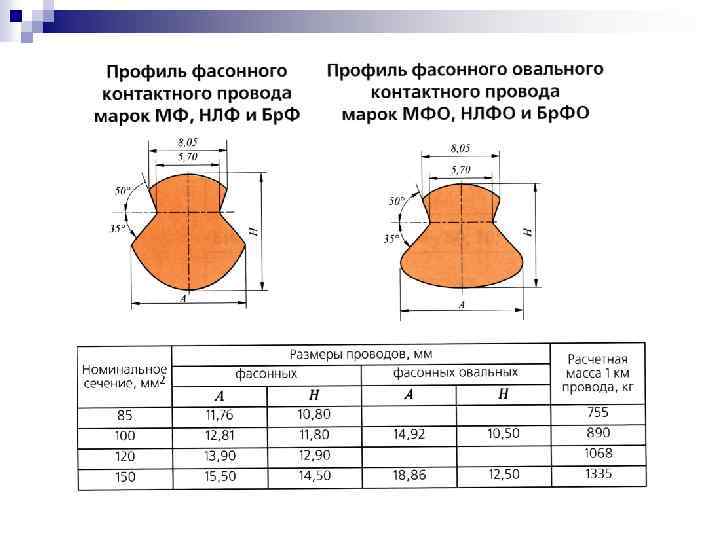
 Достоинством овальных проводов является их повышенный на 10 % допустимый длительный ток (ввиду большего периметра профиля и, как следствие, лучшего охлаждения) и меньшее аэродинамическое сопротивление. Последнее очень важно, так как позволяет при проектировании новых линий увеличивать длину пролета, а на эксплуатируемых линиях, где пролет уже выбран, иметь повышенную ветроустойчивость контактной сети.
Достоинством овальных проводов является их повышенный на 10 % допустимый длительный ток (ввиду большего периметра профиля и, как следствие, лучшего охлаждения) и меньшее аэродинамическое сопротивление. Последнее очень важно, так как позволяет при проектировании новых линий увеличивать длину пролета, а на эксплуатируемых линиях, где пролет уже выбран, иметь повышенную ветроустойчивость контактной сети.
 Контактные провода изготовляют следующих марок: МФ — медный фасонный, МФО — медный фасонный овальный, Бр. Ф — бронзовый фасонный, Бр. ФО — бронзовый фасонный овальный, Нл. Ф— низколегированный фасонный. К марке провода добавляют его номинальную площадь сечения в мм 2. Тогда обозначение провода, например, низколегированного фасонного сечением 100 мм 2 будет Нл. Ф-100.
Контактные провода изготовляют следующих марок: МФ — медный фасонный, МФО — медный фасонный овальный, Бр. Ф — бронзовый фасонный, Бр. ФО — бронзовый фасонный овальный, Нл. Ф— низколегированный фасонный. К марке провода добавляют его номинальную площадь сечения в мм 2. Тогда обозначение провода, например, низколегированного фасонного сечением 100 мм 2 будет Нл. Ф-100.
 должны иметь одну отличительную канавку (а),") Бронзовые контактные провода на верхней части сечения (головке) должны иметь одну отличительную канавку (а), а низколегированные — две канавки (б), расположенные симметрично относительно вертикальной оси.
Бронзовые контактные провода на верхней части сечения (головке) должны иметь одну отличительную канавку (а), а низколегированные — две канавки (б), расположенные симметрично относительно вертикальной оси.
 Требования к несущим тросам Несущие тросы цепных контактных подвесок должны обладать большой механической прочностью, невысоким коэффициентом температурного линейного удлинения (чтобы не вызывать больших изменений стрел провеса контактных проводов) и быть атмосферостойкими.
Требования к несущим тросам Несущие тросы цепных контактных подвесок должны обладать большой механической прочностью, невысоким коэффициентом температурного линейного удлинения (чтобы не вызывать больших изменений стрел провеса контактных проводов) и быть атмосферостойкими.
 В качестве несущих тросов применяют неизолированные многопроволочные моно- и биметаллические, а также комбинированные провода.
В качестве несущих тросов применяют неизолированные многопроволочные моно- и биметаллические, а также комбинированные провода.
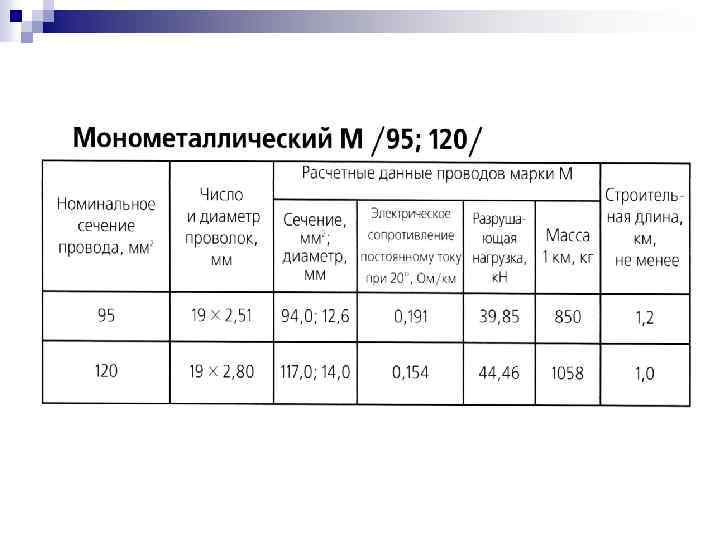
.") Монометаллические провода свивают из проволок, изготовленных из одного металла (медные, бронзовые, стальные).
Монометаллические провода свивают из проволок, изготовленных из одного металла (медные, бронзовые, стальные).
 Биметаллические провода свивают из биметаллических проволок, имеющих сердцевину из одного, а оболочку из другого металла (сталемедные, сталеалюминиевые).
Биметаллические провода свивают из биметаллических проволок, имеющих сердцевину из одного, а оболочку из другого металла (сталемедные, сталеалюминиевые).

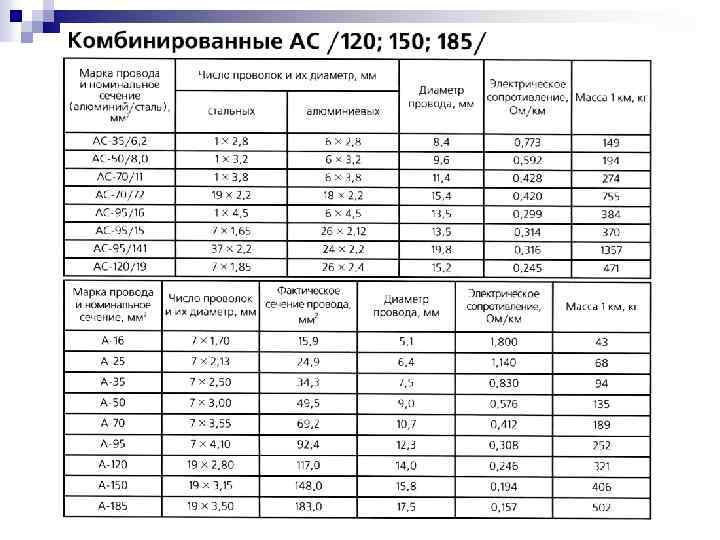
 Комбинированные провода свивают из проволок, изготовленных из разных металлов, либо из биметаллических проволок и проволок, изготовленных из одного металла , например сталеалюминиевые, сталемедные.
Комбинированные провода свивают из проволок, изготовленных из разных металлов, либо из биметаллических проволок и проволок, изготовленных из одного металла , например сталеалюминиевые, сталемедные.
 Биметаллические сталемедные провода МСН сечением 70, 95 и 120 мм 2 имеют сердцевину из стальных 7 проволок с никелевым покрытием толщиной не менее 100 мкм и наружный повив из 12 медных проволок. Провода предназначены для применения в контактных подвесках переменного (25 к. В) и постоянного (3 к. В) тока. Ввиду повышенной жесткости проводов МСН их анкеровку и стыкование проводов производят с помощью цанговых зажимов.
Биметаллические сталемедные провода МСН сечением 70, 95 и 120 мм 2 имеют сердцевину из стальных 7 проволок с никелевым покрытием толщиной не менее 100 мкм и наружный повив из 12 медных проволок. Провода предназначены для применения в контактных подвесках переменного (25 к. В) и постоянного (3 к. В) тока. Ввиду повышенной жесткости проводов МСН их анкеровку и стыкование проводов производят с помощью цанговых зажимов.
 Многопроволочные провода изготавливают из круглых проволок, причем в центре помещают одну центральную проволоку, на которую навивают один или несколько повивов (слоев) проволок в зависимости от требуемой площади сечения провода. При одной проволоке в центре и равном диаметре всех проволок первый повив имеет шесть проволок, а каждый последующий на шесть проволок больше. Таким образом, при одном повиве провод состоит из семи, а при двух — из 19 (1 + 6 + 12) проволок. Все проволоки одного повива должны иметь одинаковый диаметр, диаметры проволок отдельных повивов могут быть различными.
Многопроволочные провода изготавливают из круглых проволок, причем в центре помещают одну центральную проволоку, на которую навивают один или несколько повивов (слоев) проволок в зависимости от требуемой площади сечения провода. При одной проволоке в центре и равном диаметре всех проволок первый повив имеет шесть проволок, а каждый последующий на шесть проволок больше. Таким образом, при одном повиве провод состоит из семи, а при двух — из 19 (1 + 6 + 12) проволок. Все проволоки одного повива должны иметь одинаковый диаметр, диаметры проволок отдельных повивов могут быть различными.
 Условные обозначения многопроволочных проводов, используемых в качестве несущих тросов, состоят из буквенной и цифровой частей. Буквы указывают материал и конструкцию провода: М — медный; Бр — бронзовый; С — стальной; ПБСМ — биметаллический сталемедный; АС — комбинированный сталеалюминевый; АПБСА — комбинированный из алюминиевых и биметаллических сталеалюминиевых проволок. Цифры указывают на номинальную площадь сечения провода в квадратных миллиметрах. Например, М-120 означает: провод медный сечением 120 мм 2.
Условные обозначения многопроволочных проводов, используемых в качестве несущих тросов, состоят из буквенной и цифровой частей. Буквы указывают материал и конструкцию провода: М — медный; Бр — бронзовый; С — стальной; ПБСМ — биметаллический сталемедный; АС — комбинированный сталеалюминевый; АПБСА — комбинированный из алюминиевых и биметаллических сталеалюминиевых проволок. Цифры указывают на номинальную площадь сечения провода в квадратных миллиметрах. Например, М-120 означает: провод медный сечением 120 мм 2.
 Материал несущего троса определяется конструкцией цепной подвески, необходимой площадью сечения всех ее проводов (обычно в медном эквиваленте), месторасположением электрифицированной линии и другими условиями.
Материал несущего троса определяется конструкцией цепной подвески, необходимой площадью сечения всех ее проводов (обычно в медном эквиваленте), месторасположением электрифицированной линии и другими условиями.
 На электрифицированных линиях России применяют в основном медные М и биметаллические сталемедные ПБСМ несущие тросы. В небольшом количестве эксплуатируются также бронзовые Бр и биметаллические сталеалюминиевые ПБСА тросы.
На электрифицированных линиях России применяют в основном медные М и биметаллические сталемедные ПБСМ несущие тросы. В небольшом количестве эксплуатируются также бронзовые Бр и биметаллические сталеалюминиевые ПБСА тросы.
 Усиливающие, питающие, отсасывающие и другие провода
Усиливающие, питающие, отсасывающие и другие провода
 В качестве усиливающих, питающих и отсасывающих линий применяют алюминиевые провода сечением 150 или 185 мм 2 из твердотянутых алюминиевых проволок. Алюминиевые провода уступают медным в электропроводности и механической прочности. Проводимость алюминия в 1, 65 раза меньше, чем проводимость меди, но алюминий легче меди примерно в 3 раза. Поэтому алюминиевые провода, эквивалентные по приводимости медным, примерно в 2 раза легче медных. Для алюминиевых проводов максимальная допустимая температура нагрева принята +90 °С.
В качестве усиливающих, питающих и отсасывающих линий применяют алюминиевые провода сечением 150 или 185 мм 2 из твердотянутых алюминиевых проволок. Алюминиевые провода уступают медным в электропроводности и механической прочности. Проводимость алюминия в 1, 65 раза меньше, чем проводимость меди, но алюминий легче меди примерно в 3 раза. Поэтому алюминиевые провода, эквивалентные по приводимости медным, примерно в 2 раза легче медных. Для алюминиевых проводов максимальная допустимая температура нагрева принята +90 °С.
 Провода электрических соединителей и струн Различные электрические соединения и шлейфы, предназначенные для подключения секционных разъединителей, разрядников и других аппаратов к проводам контактной сети, стыковые электрические соединители рельсовой цепи выполняют из медных гибких неизолированных многопроволочных проводов марки МГ.
Провода электрических соединителей и струн Различные электрические соединения и шлейфы, предназначенные для подключения секционных разъединителей, разрядников и других аппаратов к проводам контактной сети, стыковые электрические соединители рельсовой цепи выполняют из медных гибких неизолированных многопроволочных проводов марки МГ.
 Провода МГ свивают из нескольких прядей, свитых, в свою очередь, из нескольких тонких медных проволок диаметром 0, 52— 0, 97 мм. Этим обеспечивается большая гибкость проводов МГ по сравнению с проводами марки М.
Провода МГ свивают из нескольких прядей, свитых, в свою очередь, из нескольких тонких медных проволок диаметром 0, 52— 0, 97 мм. Этим обеспечивается большая гибкость проводов МГ по сравнению с проводами марки М.
 Звеньевые струны цепных подвесок изготавливают из сталемедной проволоки БСМ 1 или БСМ 2 диаметром 4 мм. Рессорные струны (тросы) выполняют из сталемедной проволоки диаметром 6 мм.
Звеньевые струны цепных подвесок изготавливают из сталемедной проволоки БСМ 1 или БСМ 2 диаметром 4 мм. Рессорные струны (тросы) выполняют из сталемедной проволоки диаметром 6 мм.
 новых проводов") n n Коэффициент запаса механической прочности (отношение разрывного усилия к максимальному рабочему) новых проводов должен быть не менее: для стальных тросов компенсаторов — 4; для стальных продольных несущих, биметаллических поперечных несущих тросов и фиксирующих тросов — 3; для контактных проводов, а также для многопроволочных проводов из биметаллических сталемедных и сталеалюминиевых проволок — 2, 5; для других многопроволочных проводов — 2.
n n Коэффициент запаса механической прочности (отношение разрывного усилия к максимальному рабочему) новых проводов должен быть не менее: для стальных тросов компенсаторов — 4; для стальных продольных несущих, биметаллических поперечных несущих тросов и фиксирующих тросов — 3; для контактных проводов, а также для многопроволочных проводов из биметаллических сталемедных и сталеалюминиевых проволок — 2, 5; для других многопроволочных проводов — 2.
 Технология изготовления сводилась к нагреву слитков-меди массой около 100 кг в методических газовых печах до температуры 850 -900 °С; затем осуществлялась прокатка на проволочнопетлевых станах. Отдельные куски катанки соединяли пайкой, используя серебряный припой; на строительных длинах проводов (1500 -1600 м) насчитывалось до 14 -15 паяных стыков, качество которых оценивалось визуально. Часто паяные соединения разрушались, что приводило к травматизму при монтаже и нарушению графика движения поездов в эксплуатации.
Технология изготовления сводилась к нагреву слитков-меди массой около 100 кг в методических газовых печах до температуры 850 -900 °С; затем осуществлялась прокатка на проволочнопетлевых станах. Отдельные куски катанки соединяли пайкой, используя серебряный припой; на строительных длинах проводов (1500 -1600 м) насчитывалось до 14 -15 паяных стыков, качество которых оценивалось визуально. Часто паяные соединения разрушались, что приводило к травматизму при монтаже и нарушению графика движения поездов в эксплуатации.
 Из-за трудоемкости и нерентабельности такой технологии и частых разрушений проводов стали переходить на изготовление медной катанки для проводов не из отдельных слитков, а из литой заготовки, получаемой непрерывным литьем, совмещаемым с горячей прокаткой. При этом использовали установки непрерывного литья и прокатки.
Из-за трудоемкости и нерентабельности такой технологии и частых разрушений проводов стали переходить на изготовление медной катанки для проводов не из отдельных слитков, а из литой заготовки, получаемой непрерывным литьем, совмещаемым с горячей прокаткой. При этом использовали установки непрерывного литья и прокатки.
 предназначалась для изготовления алюминиевой катанки; освоение на") Первая установка непрерывного литья и прокатки (НЛП) предназначалась для изготовления алюминиевой катанки; освоение на ней производства медной катанки вызвало значительные трудности.
Первая установка непрерывного литья и прокатки (НЛП) предназначалась для изготовления алюминиевой катанки; освоение на ней производства медной катанки вызвало значительные трудности.
 После освоения ЗАО «Москабельмет» технологии изготовления контактных проводов волочением установку непрерывного литья и прокатки (НЛП) стали использовать для получения катанки диаметром 18 мм под контактный провод.
После освоения ЗАО «Москабельмет» технологии изготовления контактных проводов волочением установку непрерывного литья и прокатки (НЛП) стали использовать для получения катанки диаметром 18 мм под контактный провод.
 Схема установки непрерывного литья и прокатки: 1 –шахтная печь; накопительный миксер; миксер для легирования; 4 - роторный кристаллизатор; 5 - литейная ванна; 6 – прокатный стан; 7 - система восстановления и охлаждения катанки; 8 – приемное устройство; 9 – стальная полоса; 10 – литая заготовка; 11 – раздаточная трубка расплава меди.
Схема установки непрерывного литья и прокатки: 1 –шахтная печь; накопительный миксер; миксер для легирования; 4 - роторный кристаллизатор; 5 - литейная ванна; 6 – прокатный стан; 7 - система восстановления и охлаждения катанки; 8 – приемное устройство; 9 – стальная полоса; 10 – литая заготовка; 11 – раздаточная трубка расплава меди.
 Расплавление катодов и отходов меди осуществляется в газовой шахтной печи 1, связанной металлопроводом с миксером 2, в котором осуществляется накопление расплава меди. Миксер, в свою очередь, металлопроводом связан с емкостью миксера 3, вмещающей 2 т меди. В этой емкости осуществляется ввод легирующих компонентов; она связана металлопроводом с литейной ванной, из которой металл по трубке поступает в роторный кристаллизатор 4. Литая заготовка, имеющая поперечное сечение трапециевидной формы, формируется в результате кристаллизации металла, заливаемого в полость, образованную профилем ручья в бандаже колеса кристаллизатора и стальной лентой, охлаждаемых водой. В результате вращения кристаллизатора и интенсивного охлаждения металла водой, подаваемой в бандаж и на стальную ленту, с противоположной стороны в месте отхода стальной полосы от кристаллизатора с него снимается горячая литая заготовка, не требующая дополнительного нагрева перед прокаткой. После обработки давлением на прокатном стане с восьмью клетями катанка диаметром 18 мм поступает в систему охлаждения и восстановления, а затем на моталку — приемное устройство.
Расплавление катодов и отходов меди осуществляется в газовой шахтной печи 1, связанной металлопроводом с миксером 2, в котором осуществляется накопление расплава меди. Миксер, в свою очередь, металлопроводом связан с емкостью миксера 3, вмещающей 2 т меди. В этой емкости осуществляется ввод легирующих компонентов; она связана металлопроводом с литейной ванной, из которой металл по трубке поступает в роторный кристаллизатор 4. Литая заготовка, имеющая поперечное сечение трапециевидной формы, формируется в результате кристаллизации металла, заливаемого в полость, образованную профилем ручья в бандаже колеса кристаллизатора и стальной лентой, охлаждаемых водой. В результате вращения кристаллизатора и интенсивного охлаждения металла водой, подаваемой в бандаж и на стальную ленту, с противоположной стороны в месте отхода стальной полосы от кристаллизатора с него снимается горячая литая заготовка, не требующая дополнительного нагрева перед прокаткой. После обработки давлением на прокатном стане с восьмью клетями катанка диаметром 18 мм поступает в систему охлаждения и восстановления, а затем на моталку — приемное устройство.