

Прокатаные станы.ppt
- Количество слайдов: 28
 Прокатные станы
Прокатные станы
 ВВЕДЕНИЕ l Металлургический цикл получения готовой продукции заканчивается обработкой металла давлением. Из всех видов обработки металла давлением наибольшее распространение получила прокатка. Через прокатное производство проходит более 75% всего производимого в стране металла. Готовая продукция – трубы, рельсы, балки, проволока, тонкий и толстый лист, шары, различные виды фасонного проката и др. Прокатку используют для обработки различных металлов: железа, меди, алюминия и их сплавов, причем прокатка стали занимает в прокатном производстве основное место.
ВВЕДЕНИЕ l Металлургический цикл получения готовой продукции заканчивается обработкой металла давлением. Из всех видов обработки металла давлением наибольшее распространение получила прокатка. Через прокатное производство проходит более 75% всего производимого в стране металла. Готовая продукция – трубы, рельсы, балки, проволока, тонкий и толстый лист, шары, различные виды фасонного проката и др. Прокатку используют для обработки различных металлов: железа, меди, алюминия и их сплавов, причем прокатка стали занимает в прокатном производстве основное место.
 металл поступает на обжимные станы или") l После сталеплавильного производства (мартены, конверторы, электрические печи) металл поступает на обжимные станы или на установки непрерывной разливки.
l После сталеплавильного производства (мартены, конверторы, электрические печи) металл поступает на обжимные станы или на установки непрерывной разливки.
 Прокатный стан это совокупность большого количества механизмов, объединенных одной технологической линией. Прокатное производство включает в себя 4 основные операции: - Подготовка металла к прокатке - Транспортировка и другие вспомогательные операции - Прокатка металла - Обработка готовой продукции -
Прокатный стан это совокупность большого количества механизмов, объединенных одной технологической линией. Прокатное производство включает в себя 4 основные операции: - Подготовка металла к прокатке - Транспортировка и другие вспомогательные операции - Прокатка металла - Обработка готовой продукции -
 Подготовка металла к прокатке l В подготовку металла к прокатке входит нагревание металла до нужной температуры, химическая и термическая обработка для получения нужного качества поверхности и структуры металла для последующей обработки давлением. Для этих целей применяют всевозможные нагревательные колодцы и печи, печи отжига металла, линии травления и другой химической обработки.
Подготовка металла к прокатке l В подготовку металла к прокатке входит нагревание металла до нужной температуры, химическая и термическая обработка для получения нужного качества поверхности и структуры металла для последующей обработки давлением. Для этих целей применяют всевозможные нагревательные колодцы и печи, печи отжига металла, линии травления и другой химической обработки.
 Транспортировка и другие вспомогательные операции l Транспортировка металла в прокатном производстве занимает важное место. Для подачи металла к прокатной клети служат краны, слитковозы, рольганги, толкатели, поворотные столы, кантователи, и манипуляторы, позволяющие перемещать заготовку в различных направлениях.
Транспортировка и другие вспомогательные операции l Транспортировка металла в прокатном производстве занимает важное место. Для подачи металла к прокатной клети служат краны, слитковозы, рольганги, толкатели, поворотные столы, кантователи, и манипуляторы, позволяющие перемещать заготовку в различных направлениях.
 Прокатка металлов l Прокатка металлов - способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов.
Прокатка металлов l Прокатка металлов - способ обработки металлов и металлических сплавов давлением, состоящий в обжатии их между вращающимися валками прокатных станов.
 Обработка готовой продукции l Основная обработка металла, связанная с изменением геометрических размеров заготовки, производится в рабочих клетях различных конструкций. В обработку готовой продукции входят операции, связанные с резом металла на мерные длины, получение хорошей поверхности готовой продукции, покрытие другими металлами или специальными пленками, упаковка готовой продукции.
Обработка готовой продукции l Основная обработка металла, связанная с изменением геометрических размеров заготовки, производится в рабочих клетях различных конструкций. В обработку готовой продукции входят операции, связанные с резом металла на мерные длины, получение хорошей поверхности готовой продукции, покрытие другими металлами или специальными пленками, упаковка готовой продукции.
 Классификация l - Прокатные станы классифицируют по следующим признакам: Назначению, числу и расположению валков Числу и расположению клетей По режиму работы
Классификация l - Прокатные станы классифицируют по следующим признакам: Назначению, числу и расположению валков Числу и расположению клетей По режиму работы
 Классификация по назначению l По назначению, т. е. по виду прокатываемых изделий, прокатные станы можно подразделить на обжимные, заготовочные, рельсобалочные, сортовые, трубопрокатные, листовые и специальные.
Классификация по назначению l По назначению, т. е. по виду прокатываемых изделий, прокатные станы можно подразделить на обжимные, заготовочные, рельсобалочные, сортовые, трубопрокатные, листовые и специальные.
 ОБЖИМНЫЕ СТАНЫ Делятся на блюминги и слябинги. l Блюминги позволяют получить заготовку с квадратным сечением. l Слябинги позволяют получить заготовку с прямоугольным сечением. Так как после предварительной обработки металла получают заготовки прямоугольной и квадратной формы, то все прокатное производство делиться на две ветви: одна включает в себя производство труб, рельсов, сортового металла, проволоки (профили по сечению близки к квадратной заготовке), другая - производство листового металла. l Установки непрерывной разливки с квадратной и прямоугольной формой сечения.
ОБЖИМНЫЕ СТАНЫ Делятся на блюминги и слябинги. l Блюминги позволяют получить заготовку с квадратным сечением. l Слябинги позволяют получить заготовку с прямоугольным сечением. Так как после предварительной обработки металла получают заготовки прямоугольной и квадратной формы, то все прокатное производство делиться на две ветви: одна включает в себя производство труб, рельсов, сортового металла, проволоки (профили по сечению близки к квадратной заготовке), другая - производство листового металла. l Установки непрерывной разливки с квадратной и прямоугольной формой сечения.
 Схема прокатного стана
Схема прокатного стана
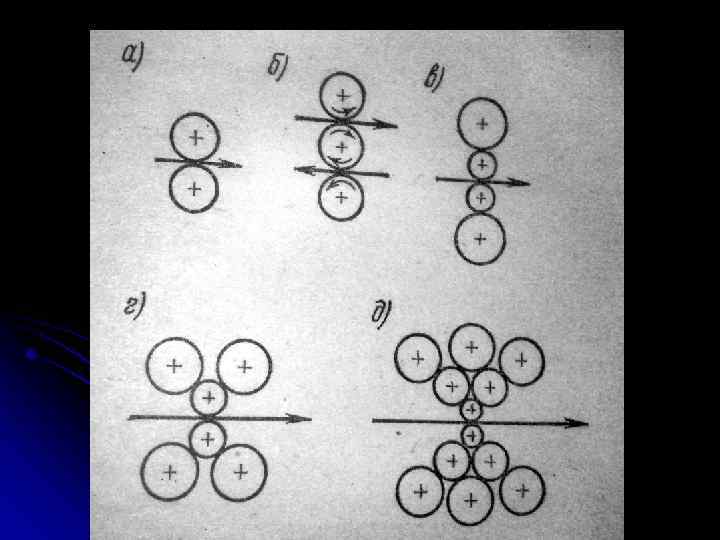
 Классификация по количеству валков l По количеству валков клети прокатных станов разделяются на двухвалковые, трех валковые, четырех валковые и многовалковые, а по расположению валков на клети с горизонтальными, вертикальными и косыми валками. Прокатка металла производиться рабочими валками. Остальные валки, называемые опорными, служат для снижения упругой деформации рабочих валков в процессе прокатки.
Классификация по количеству валков l По количеству валков клети прокатных станов разделяются на двухвалковые, трех валковые, четырех валковые и многовалковые, а по расположению валков на клети с горизонтальными, вертикальными и косыми валками. Прокатка металла производиться рабочими валками. Остальные валки, называемые опорными, служат для снижения упругой деформации рабочих валков в процессе прокатки.
 Классификация по числу клетей l По числу клетей прокатные станы могут быть одноклетевые( блюминги, слябинги, реверсивные станы холодной прокатки и др. ) и многоклетевые. В зависимости от расположения клетей многоклетевые станы можно подразделить на последовательные, линейные, непрерывные, полунепрерывные, зигзагообразные и шахматные.
Классификация по числу клетей l По числу клетей прокатные станы могут быть одноклетевые( блюминги, слябинги, реверсивные станы холодной прокатки и др. ) и многоклетевые. В зависимости от расположения клетей многоклетевые станы можно подразделить на последовательные, линейные, непрерывные, полунепрерывные, зигзагообразные и шахматные.
 или прямоугольных (слябов) заготовок большого сечения") Одноклетевые станы широко применяют для прокатки квадратных (блюмсов) или прямоугольных (слябов) заготовок большого сечения (220*200600*1500), предназначенных для толстолистовых, трубных и заготовочных станов. Для получения нужного профиля рабочие валки на блюмингах делают с калибрами. Клеть такого стана, как правило, реверсивная, так как для получения нужного профиля и размеров требуется многократное обжатие заготовки. l
Одноклетевые станы широко применяют для прокатки квадратных (блюмсов) или прямоугольных (слябов) заготовок большого сечения (220*200600*1500), предназначенных для толстолистовых, трубных и заготовочных станов. Для получения нужного профиля рабочие валки на блюмингах делают с калибрами. Клеть такого стана, как правило, реверсивная, так как для получения нужного профиля и размеров требуется многократное обжатие заготовки. l
 Многоклетевые станы Для повышения производительности стана или для получения более сложного профиля проката устанавливают последовательно 2 реверсивные клети, в которых раздельно прокатывают заготовки. Такие станы называют последовательными. Их используют для предварительной прокатки Схема Последовательного слитков. стана
Многоклетевые станы Для повышения производительности стана или для получения более сложного профиля проката устанавливают последовательно 2 реверсивные клети, в которых раздельно прокатывают заготовки. Такие станы называют последовательными. Их используют для предварительной прокатки Схема Последовательного слитков. стана
 и полунепрерывные") l За последние 20 лет наибольшее развитие получили непрерывные(рис. 10. 3, г) и полунепрерывные станы(рис. 10. 3, д, е), имеющие ряд последовательно расположенных клетей, установленных таким образом, чтобы прокатываемый металл одновременно находился в нескольких клетях.
l За последние 20 лет наибольшее развитие получили непрерывные(рис. 10. 3, г) и полунепрерывные станы(рис. 10. 3, д, е), имеющие ряд последовательно расположенных клетей, установленных таким образом, чтобы прокатываемый металл одновременно находился в нескольких клетях.
 l Рабочие валки этих клетей связаны между собой через металл, поэтому, чтобы не было чрезмерных усилий сжатия или растяжения прокатываемого металла, требуется строгое поддержание соотношения скоростей валков смежных клетей
l Рабочие валки этих клетей связаны между собой через металл, поэтому, чтобы не было чрезмерных усилий сжатия или растяжения прокатываемого металла, требуется строгое поддержание соотношения скоростей валков смежных клетей
 Непрерывный стан l В непрерывных станах заготовка обжимается в каждой из клетей один раз и направление прокатки не меняется.
Непрерывный стан l В непрерывных станах заготовка обжимается в каждой из клетей один раз и направление прокатки не меняется.
 Полунепрерывный стан l В тех случаях, когда в комплексе стана имеют место реверсивные клети или группа клетей с линейными (рис. 10. 3, в) или последовательным их расположением, причем одновременная прокатка металла в двух клетях исключается, стан называют полунепрерывным (рис. 10. , д, е).
Полунепрерывный стан l В тех случаях, когда в комплексе стана имеют место реверсивные клети или группа клетей с линейными (рис. 10. 3, в) или последовательным их расположением, причем одновременная прокатка металла в двух клетях исключается, стан называют полунепрерывным (рис. 10. , д, е).
 l") Режим работы - нереверсивные нерегулируемые (устанавливают для черновых групп листовых станов горячей прокатки) l - нереверсивные регулируемые (используют на всех станах, имеющих непрерывные группы) l - реверсивные регулируемые (широко используются в обжимных станах и на станах холодной прокатки) l
Режим работы - нереверсивные нерегулируемые (устанавливают для черновых групп листовых станов горячей прокатки) l - нереверсивные регулируемые (используют на всех станах, имеющих непрерывные группы) l - реверсивные регулируемые (широко используются в обжимных станах и на станах холодной прокатки) l
 Конструктивные особенности рабочих клетей l l Для обжимных реверсивных станов горячей прокатки ряда сортовых, рельсобалочных и некоторых других станов, применяют двухвалковые клети, для листовых станов горячей и холодной прокатки четырехвалковые. Клети с 6, 12 и 20 валками широко используют для холодной прокатки тонких и сверхтонких полос. Конструкции клетей и приводных механизмов различных станов имеют много общего.
Конструктивные особенности рабочих клетей l l Для обжимных реверсивных станов горячей прокатки ряда сортовых, рельсобалочных и некоторых других станов, применяют двухвалковые клети, для листовых станов горячей и холодной прокатки четырехвалковые. Клети с 6, 12 и 20 валками широко используют для холодной прокатки тонких и сверхтонких полос. Конструкции клетей и приводных механизмов различных станов имеют много общего.
 Оборудование рабочей клети стана. 1 -станина; 2 - два рабочих валка; 3 нажимное устройство; 4 шпиндель; 5 двигатель; 6 шестерная клеть
Оборудование рабочей клети стана. 1 -станина; 2 - два рабочих валка; 3 нажимное устройство; 4 шпиндель; 5 двигатель; 6 шестерная клеть
 l - На реверсивных клетях станов горячей прокатки применяют два варианта привода рабочих валков: Групповой Индивидуальный
l - На реверсивных клетях станов горячей прокатки применяют два варианта привода рабочих валков: Групповой Индивидуальный
 оба валка вращаются от") Групповой привод l При групповом приводе (рис. 10. 4, а) оба валка вращаются от одного двигателя через шестерную клеть, представляющую собой зубчатую передачу, состоящую из двух или трех шестерен одинакового диаметра
Групповой привод l При групповом приводе (рис. 10. 4, а) оба валка вращаются от одного двигателя через шестерную клеть, представляющую собой зубчатую передачу, состоящую из двух или трех шестерен одинакового диаметра
 каждый рабочий валок вращается") Индивидуальный привод l При индивидуальном приводе (рис. 10. 4, б) каждый рабочий валок вращается от своего двигателя и шестеренная клеть отсутствует. Так как рабочие валки должны перемещаться по вертикали на большие расстояния, применяют специальные шпиндели с шарнирами, позволяющие передавать вращающий момент от шестеренной клети или двигателя к рабочим валкам.
Индивидуальный привод l При индивидуальном приводе (рис. 10. 4, б) каждый рабочий валок вращается от своего двигателя и шестеренная клеть отсутствует. Так как рабочие валки должны перемещаться по вертикали на большие расстояния, применяют специальные шпиндели с шарнирами, позволяющие передавать вращающий момент от шестеренной клети или двигателя к рабочим валкам.
, особенно") l Широко распространены четырехвалковые клети с двумя опорными валками 7(рис. 10. 4, в), особенно для листовых станов. Причем диаметр рабочих валков обычно не превышает 500 мм, поэтому в таких клетях трудно конструктивно выполнить индивидуальный электропривод. Для увеличения производительности стана в этом случае применяют двухякорные, а иногда и трехякорные двигатели с передачей момента на рабочие валки через шестерные клети.
l Широко распространены четырехвалковые клети с двумя опорными валками 7(рис. 10. 4, в), особенно для листовых станов. Причем диаметр рабочих валков обычно не превышает 500 мм, поэтому в таких клетях трудно конструктивно выполнить индивидуальный электропривод. Для увеличения производительности стана в этом случае применяют двухякорные, а иногда и трехякорные двигатели с передачей момента на рабочие валки через шестерные клети.