

Производство древесно-волокнистых плит.ppt
- Количество слайдов: 17
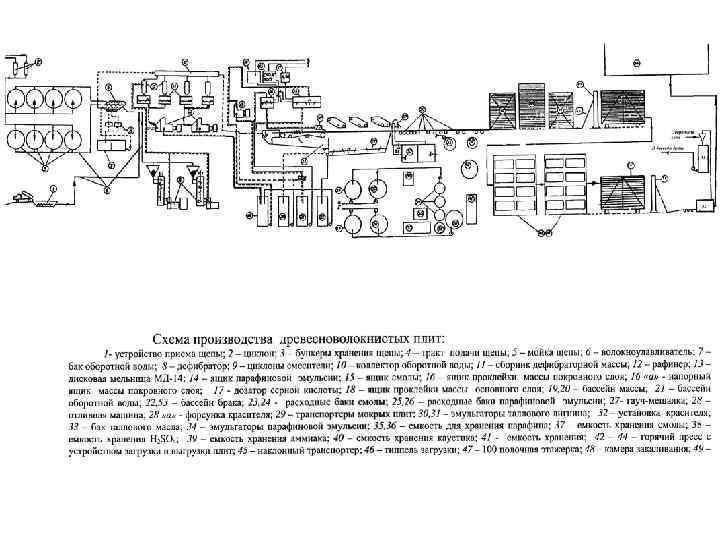
") Производство древесноволокнистых плит (ДВП)
Производство древесноволокнистых плит (ДВП)
 Древесноволокнистая плита - это строительный, конструктивный и поделочный материал, имеющий однородное строение и состоящий из древесных волокон. • Типы древесноволокнистых плит: • -изоляционные имеют большую пористость и обладают малой тепло и звукопроводностью (объемный вес 150 -250 кг/м 3, толщина 12, 5; 16, 0; 25, 0 мм). • -изоляционно-отделочные (объемный вес 250 -350 кг/м 3, толщина 8, 0; 12, 5; 20, 0 мм). • Полутвердые (объемный вес 400 кг/м 3, толщина 4, 0; 5, 0; 6, 0 мм). • Твердые (объемный вес 850 кг/м 3, толщина 3, 0; 4, 0; 5, 0; 6, 0 мм. ) • Сверхтвердые (950 кг/м 3, толщина 3, 0; 4, 0; 6, 0. )
Древесноволокнистая плита - это строительный, конструктивный и поделочный материал, имеющий однородное строение и состоящий из древесных волокон. • Типы древесноволокнистых плит: • -изоляционные имеют большую пористость и обладают малой тепло и звукопроводностью (объемный вес 150 -250 кг/м 3, толщина 12, 5; 16, 0; 25, 0 мм). • -изоляционно-отделочные (объемный вес 250 -350 кг/м 3, толщина 8, 0; 12, 5; 20, 0 мм). • Полутвердые (объемный вес 400 кг/м 3, толщина 4, 0; 5, 0; 6, 0 мм). • Твердые (объемный вес 850 кг/м 3, толщина 3, 0; 4, 0; 5, 0; 6, 0 мм. ) • Сверхтвердые (950 кг/м 3, толщина 3, 0; 4, 0; 6, 0. )
 Температура пропарки 195 -205 °С
Температура пропарки 195 -205 °С

 Размольный сегмент
Размольный сегмент
 Размольный сегмент
Размольный сегмент
 Размольный сегмент
Размольный сегмент
 Дефибрер в раскрытом виде
Дефибрер в раскрытом виде

; • Осадитель") Проклейка в массе: • Парафиновая эмульсия (не более 1% к весу волокна); • Осадитель – концентрированная H 2 SO 4 (9 кг на 1000 м 2); • Фенолформальдегидная смола (1, 5% к весу волокна).
Проклейка в массе: • Парафиновая эмульсия (не более 1% к весу волокна); • Осадитель – концентрированная H 2 SO 4 (9 кг на 1000 м 2); • Фенолформальдегидная смола (1, 5% к весу волокна).
 Концентрация массы, подаваемой на основной слой – 1, 1 -1, 5% Концентрация массы, подаваемой на покровный слой 0, 6 -0, 9%. Концентрация папки перед прессами - 12 -15% Концентрация папки после прессования - 28 -32% • Зазор между вальцами форпресса: 1 форпресс - 14 -15 мм; 2 форпресс – 13 -14 мм; 3 форпресс - 12 -13 мм. • Зазор между валами прессовых валов: 1 пресс – 12 -13 мм; 2 пресс – 10 -11 мм; 3 пресс – 8 -9 мм
Концентрация массы, подаваемой на основной слой – 1, 1 -1, 5% Концентрация массы, подаваемой на покровный слой 0, 6 -0, 9%. Концентрация папки перед прессами - 12 -15% Концентрация папки после прессования - 28 -32% • Зазор между вальцами форпресса: 1 форпресс - 14 -15 мм; 2 форпресс – 13 -14 мм; 3 форпресс - 12 -13 мм. • Зазор между валами прессовых валов: 1 пресс – 12 -13 мм; 2 пресс – 10 -11 мм; 3 пресс – 8 -9 мм
; 2 фаза") Горячее прессование • • 1 фаза – отжим ( 60 -90 с); 2 фаза - сушка (210 -330 с); 3 фаза – закалка ( 150 -200 с). Удельное давление прессования - 5, 05, 5 МПа; • Температура прессования -195 -215 °С; • Влажность плиты после закалки - 5 -7%
Горячее прессование • • 1 фаза – отжим ( 60 -90 с); 2 фаза - сушка (210 -330 с); 3 фаза – закалка ( 150 -200 с). Удельное давление прессования - 5, 05, 5 МПа; • Температура прессования -195 -215 °С; • Влажность плиты после закалки - 5 -7%
 Горячее прессование
Горячее прессование
 Термическая обработка и увлажнение плит • Температура термообработки - 160 -170 °С; • Время термообработки – 3, 5 -4, 0 ч; • • Температура увлажнения – 65 -70 °С; Время увлажнения - 6 -7 ч; Относительная влажность воздуха - 90 -95%% Влажность плит после увлажнения - 5 -10%
Термическая обработка и увлажнение плит • Температура термообработки - 160 -170 °С; • Время термообработки – 3, 5 -4, 0 ч; • • Температура увлажнения – 65 -70 °С; Время увлажнения - 6 -7 ч; Относительная влажность воздуха - 90 -95%% Влажность плит после увлажнения - 5 -10%

