seminary_2_2010.ppt
- Количество слайдов: 169



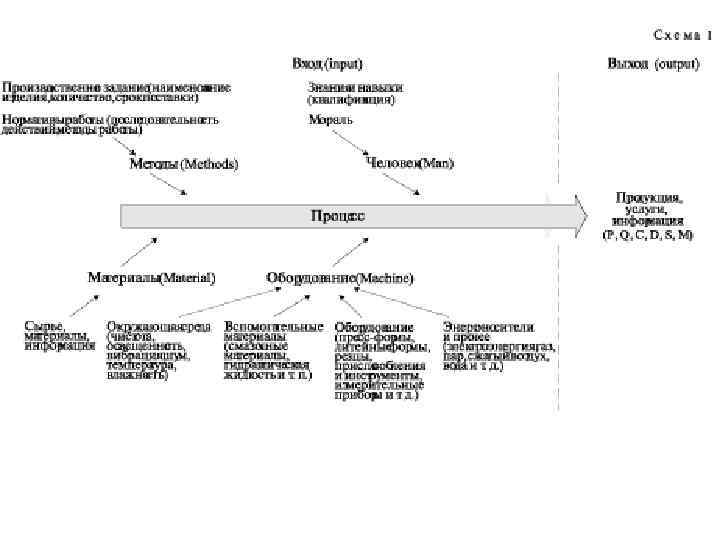
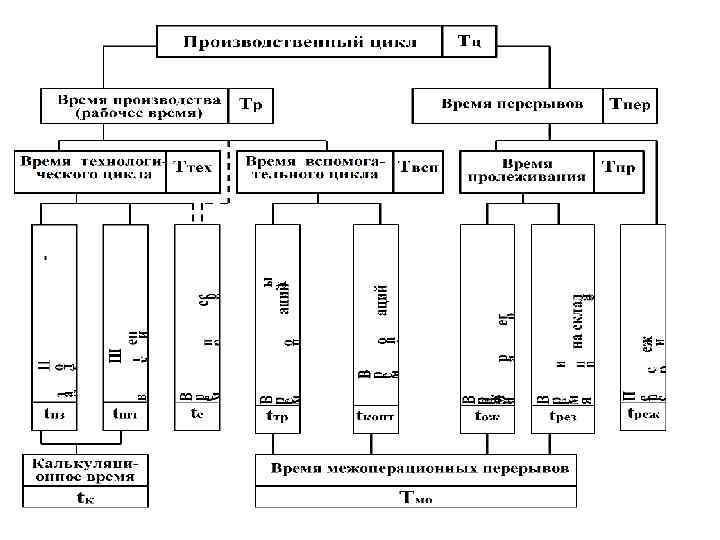
ПРОИЗВОДСТВЕННЫЙ МЕНЕЖДЖМЕНТ

Увеличение объема производства Увеличение объема продаж Доход, прибыль Сокращение Tц Уменьшение затрат на производство за счет запасов товароматериальных ценностей (НЗП) Ускорение оборачиваемости оборотных средств Более длительное присутствие на рынках сбыта (как части жизненного цикла изделия)

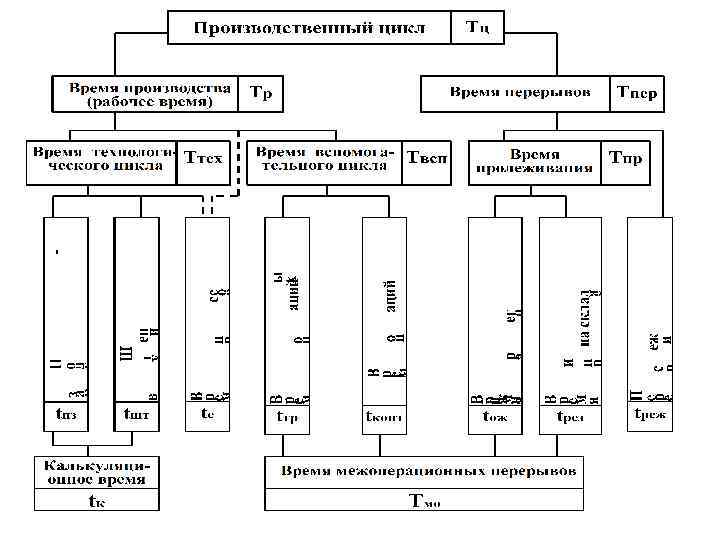
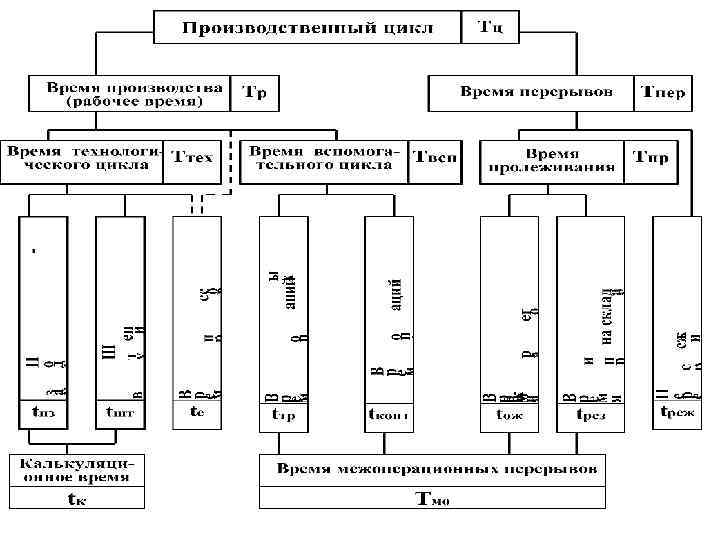
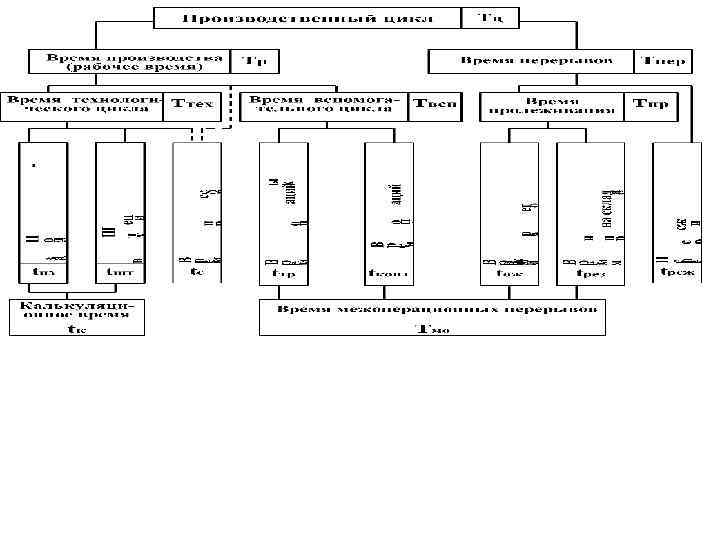
Расчет длительности операционного цикла Операционный цикл – tj n – размер партии деталей tк. j калькуляционное время на выполнение j –й операции Sj – количество рабочих мест/оборудования на j –й операции Обработка детали - Тц tшт. j штучное время выполнения j –й операции Кпз. j – коэффициент, учитывающий затраты подготовительно заключительного времени по j –й операции Тмо – суммарная длительность межоперационных перерывов, tе – время естественных процессов

Расчет длительности цикла сложного производственного процесса T сл ц = max( T е i цi )+ е T мц Tцi – длительность циклов последовательно связанных Производственный цикл сложного процесса определяется наибольшей суммой циклов последовательно связанных между собой простых процессов и межцикловых перерывов.

Последовательный вид движения Требования: партия предметов обрабатывается на операции и после обработки последнего предмета партия целиком передается на следующую операцию. Главная цель: обеспечить непрерывность загрузки каждого рабочего места и оборудования на каждой операции
 после обработки передаются на")
Параллельный вид движения Требования: небольшие передаточные партии предметов (или поштучно) после обработки передаются на следующую операцию независимо от готовности всей обрабатываемой партии. На самой продолжительной операции вся партия предметов обрабатывается без перерывов. Главная цель: обеспечить непрерывность обработки одного предмета (или одной передаточной партии) последовательно на всех операциях

Параллельно-последовательный вид движения Требования: вся партия предметов непрерывно обрабатывается на каждой операции (как при последовательном), но передается по операциям частями (поштучно или передаточными партиями, как при параллельном) не дожидаясь окончания обработки последнего предмета в партии Главная цель: обеспечить минимально возможную длительность цикла партии предметов при непрерывном цикле каждого из них

Параллельно последовательный вид • предыдущая и последующая операции имеют одинаковую длительность (t 1 = t 2); с1 =p* t 1 2) длительность предыдущей операции t 2 больше длительности последующей t 3, т. е. t 2 > t 3; с2 = n * t 2 – (n – p) * t 3, 3) длительность предыдущей операции t 3 меньше длительности последующей t 4, т. е. t 3 < t 4. с1 =p* t 1 Тпл = Ес + n * tк, где tк – длительность последней (конечной) операции в данном производственном процессе.

Пример. Определить общую продолжительность процесса обработки партии деталей при различных видах движения, если число деталей в партии n = 40, а время обработки одной детали (в мин) по операциям составляет: t 1 = 1, 5; t 2 = 1, 5; t 3 = 0, 5; t 4 = 2, 5; такт выпуска r = 2, 5 мин. А. В условиях последовательного вида движения деталей Еt = t 1 + t 2 + t 3 + t 4 = 1, 5 + 0, 5 + 2, 5 = 6, 0; Тпос = Et * n = 6, 0 * 40 = 240 мин = 4 ч. Б. В условиях параллельного вида движения деталей Тпар = Et + r * (n – 1) = 6, 0 +2, 5 * (40 – 1) = 103, 5 мин, или 1, 725 ч. В. В условиях параллельно последовательного вида движения деталей Тп. п = Ес + n * t = 65 + 40 * 2, 5 == 165 мин == 2, 7 ч.

Последовательный Параллельно-последовательный Параллельный Д о с т о и н с т в а –Отсутствие перерывов в загрузке рабочих мест и оборудования на каждой операции –Простота планирования, транспортировки, управления –Отсутствие перерывов в загрузке рабочих мест и оборудования на каждой операции –Непрерывность обработки одного (или передаточной партии) предмета труда –Минимально возможная длительность производственного цикла –Непрерывность обработки одного (или передаточной партии) предмета труда Н е д о с т а т к и –Самая большая длительность цикла –Большой объем НЗП –Пролеживание предметов в ожидании обслуживания –Обеспечивается лишь частичное –Перерывы в загрузки совмещение отдельных операций оборудования –Требуется более тщательная организация ОПП –Необходимо иметь запасы предметов труда между операциями Область применения –Мелкосерийное производство с –Крупносерийное большой номенклатурой производство с большим –Единичное производство числом и трудоемкостью операций –Многопредметные переменно поточные линии –Массовое и крупносерийное производство –Поточное производство (непрерывно поточные линии)

Задача 1 Рабочий конвейер предназначен для сборки блоков управления. Процесс сборки характеризуется следующими данными. При выполнении второй операции возможны отклонения фактических затрат времени от нормы в пределах 0, 7 – 1, 3 от t. Определить такт линии, число рабочих мест, их загрузку, рассчитать основные параметры конвейера (скорость движения, длину рабочей зоны операции, длину рабочей части конвейера, длину ленты и длительность цикла сборки). Показатель № операции 0 1 Норма времени ti, мин. 1 2, 6 1, 3 2 8, 1 8, 0 3 2, 4 5, 2 4 5, 5 2, 3 5 1, 2 2, 6 0 1 Программа выпуска деталей за смену Nвып, шт 350 400 Шаг конвейера lo, м 1, 3 1, 2 Регламентированные перерывы за смену f, мин 20 Технологические потери, % от программы запуска 1, 4 2, 0 1, 8 1, 4 Радиус приводного устройства r, м

Задача 3 Определить, какое количество электрокаров необходимо закрепить за заготовительным цехом, чтобы своевременно обеспечить два механических цеха заготовками. Маршрут движения маятниковый, загрузка односторонняя. Заготовки возятся в специальной таре. Транспортный цех работает в две смены. Число рабочих дней в году – 265 Расстояние в один конец, м в механич. цех 1 200 250 в механич. цех 2 350 400 в механич. цех 1 12000 6000 в механич. цех 2 8000 9300 0, 5 1 3 3, 6 Коэффициент неравномерности грузооборота 1, 25 1, 2 Время на погрузку и разгрузку заготовок, мин 20 10 Коэффициент использования грузоподъемности электрокара 0, 8 1, 0 Коэффициент использования электрокара по времени 0, 9 0, 8 Годовой грузопоток, т/год Грузоподъемность электрокара, т Средняя техническая скорость, км/ч

Принцип Показатель оценки Значение Кпр = Vn/Vn+1 Пропорциональность Vn, Vn+1 – производственная мощность пары сопряженных стадий Vn ≈ Vn+1 Кпр =целое число Параллельность Кпар = Tцф/Tц Tц – длительность производственного цикла Tцф –длительность производственного цикла с учетом работ, выполняемых одновременно (фактическая) Кпар - 1 Кпар =1, при отсутствии работ, выполняемых одновременно Непрерывность К непр = Tтех/ Tцф– фактическая длительность производственного цикла Tтех –длительность технологического цикла Кнепр → 1 Tтех → Tц Прямоточность Кпр = Tтр/ Tцф – факт. длительность производственного цикла Tтр –длительность транспортных операций Кпр → 0 Tтр → 0

Синхронизация – это процесс выравнивания длительности операции технологического процесса согласно такту поточной линии. Время выполнения операции должно быть равно такту линии или кратно ему. Методы синхронизации: дифференциация операций; концентрация операций; установка дополнительного оборудования; интенсификация работы оборудования (увеличение режимов обработки); применение прогрессивного инструмента и оснастки; улучшение организации обслуживания рабочих мест и т. д.
 признаку 2. Размещение")
Размещение производственных подразделений и оборудования 1. Размещение по технологическому (функциональное размещение) признаку 2. Размещение по предметному принципу 3. Размещение по принципу групповой технологии (формирование технологических ячеек) 4. Размещение оборудования по принципу обслуживания неподвижного объекта 5. Виртуальная технологическая ячейка

Функциональное Предметное По групповым технологиям
 По групповым технологиям Достоинства – Условия наиболее полной загрузки оборудования –")
Функциональное Предметное (целевое) По групповым технологиям Достоинства – Условия наиболее полной загрузки оборудования – Условия применения прогрессивных технологических методов – Гибкая перестройка на выпуск новой продукции – Улучшение обслуживания оборудования и рабочих мест –Выполнение основных принципов рациональной организации производства –Сокращение длительности производственного цикла –Снижение себестоимости продукции – Сокращение длительность производственного цикла – Повышение уровня ответственности за конечную продукцию и ее качество – Условия для повышение уровня механизации и автоматизации
 По групповым технологиям Недостатки –Увеличение длительности производственного цикла –Увеличение объема незавершенного")
Функциональное Предметное (целевое) По групповым технологиям Недостатки –Увеличение длительности производственного цикла –Увеличение объема незавершенного производства –Рост себестоимости продукции –Удлинение и усложнение технологического маршрута –Усложнение связей по кооперации –Малая гибкость –Требование синхронизации (сбалансированности Ухудшение использования оборудования и кадров Усложнение управления производственным подразделением (цехом, участком) Усложнение обслуживание и ремонта оборудования Затруднение внедрения новой технологии


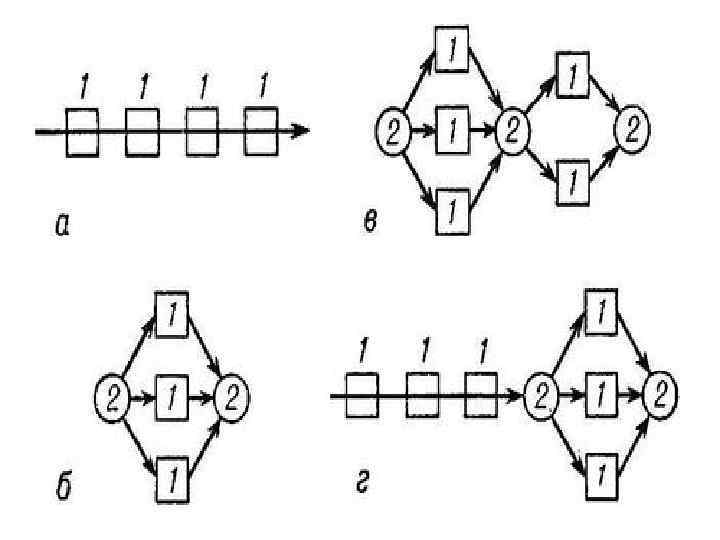

Структурные компоновки линий: а — однопоточная последовательного действия; б — однопоточная параллельного действия; в — многопоточная; г — смешанная (с ветвящимся потоком); 1 — рабочие агрегаты: 2 — распределительные устройства.

сборка Обработка 1 Обработка 2

Балансирование поточной линии • В общем случае движущийся конвейер, предметы труда на котором проходят через ряд рабочих мест через одинаковые временные интервалы (такт). • Блоки операций, выполняемых на каждом рабочем месте, состоят из множества отдельных операций. • Необходимо чтобы на каждом рабочем месте выполнялись примерно по суммарной продолжительности элементы • Балансировка поточной линии сводится к проблеме установления продолжительности всех операций таким образом, чтобы каждый рабочий выполнял столько элементов сколько возможно выполнить за такт, чтобы свободное время было минимальным. • Предварительная + 10 % и окончательная

1. Постройте граф последовательности выполнения элементов Граф состоит из кружков и стрелок , кружками обозначены элементы операции, а стрелками очередность выполнения 2. Определите такт поточной линии С = дневное рабочее время необходимый объем дневного выпуска продукции 3. Определите теоретически возможное количество рабочих мест N = суммарное время выполнения всех операций T такт (С) ; 4. Сформулируйте правило определения элементов на рабочих местах. 5. Определите продолжительность операции для первого рабочего места добавляя элементы пока и рабочие блоки, пока суммарное время выполнения не приблизится к такту 6. Оцените эффективность балансирования = суммарное время выполнения всех операций фактическое количество рабочих мест* такт = T (N*C) 7. Если неудовлетворительно, балансируйте на основе других правил.

Элемент Продолжител. Описание в сек Предшеств. элементы A 45 Установите заднюю осевую опорную стойку B 11 Вставьте заднюю ось A C 9 Затяните гайки B D 50 Установите передний осевой узел E 15 Затяните винты D F 12 Вставьте первое колесо заднее C G 12 Вставьте второе заднее C H 12 Вставьте первое переднее E I 12 Вставьте второе переднее E J 8 Установите ручку F G H I K 9 Затяните болт и гайку J 195

где Fд – действительный фонд времени работы линии за период выполнения задания, мин; fp – регламентированные перерывы в работе линии для отдыха рабочих (не всегда имеют место); 2. ТАКТ = 60 с* 420 мин / 500 тележек = 50, 4 с 3. Расчетное количество рабочих мест N =TC 195 50, 4 = 3, 87 = 4 Расчетное количество рабочих мест на каждой операции поточной линии округляется до ближайшего большего целого числа, которое называется принятым числом рабочих мест

На линии сборки в установленной последовательности и за определенный срок необходимо выполнить следующие элементы Элемент Продолжительность элемента в секундах Элементы предшествующие рассматриваемому A 50 B 40 C 20 A D 45 C E 20 C F 25 D G 10 E H 35 B F G 1. Построить граф последовательности выполнения элементов 2. Рассчитать такт поточной линии, определить теоретическое количество м необходимое для прогноза спроса 400 из в месяц 3. Сбалансировать поточную линию, результаты представить на графе.

Тайм менеджмент • Г. А. Архангельский «Организация времени» Питер 2007 • Керженцев П. М. Борьба за время www. improvement. ru • Гранин Д. А. Эта странная жизнь • Зайверт Л. Ваше время в ваших руках • Попов Г. Х. Техника личной работы • Лайкен А. Искусство успевать www. lib. ru

• • Сначала вскрой механизм времени, а потом реформируй, Прежде чем улучшать, идучи существующее. • • • Карточка времени это ключ: Ключ к экономии времени Ключ к плановой работе Ключ к здоровому режиму Ключ к умственной гигиене

• • • Держи карту учета Сделаешь революцию времени Если ты имеешь Ключ времени Ты вооруженный инженер твоей жизни, Ты монтер и чужого времени, завода, учреждения.

2 IX-1923 номенклатура с л е о р ч д з п Карточка учета времени Григорьева Ивана 7 8 9 … 6 итог о сон самообслужив еда отдых 8 1/2 2 1 11 1/2 обычная работа чтение доклад заседание проезды 6 2 1/2 2 1

No работа 09. . . 10. . . 11. . . 12. . . 13. . . …. . . примеч. . . 1 встр. А. И. 2 совещ. 3 отчет П. Н. В. . . .

9 -10 10 -11 График постоянных дел пн вт ср чт пт сб вс 11 -12 ИАН/ НПВ 12 -13 13 -14 14 -15 15 -16 зам. вечер

Человек Покупатель Время Машина Продавец Время Кофемолка Время Просит продавца 5 смолоть для него фунт кофе Принимает заказ 5 Простой 5 Ожидание 15 Набирает кофе, 15 засыпает его в кофемолку и включает ее Простой 15 Ожидание 21 Простой в ожидании 21 когда кофемолка закончит работу Перемолка 21 зерен кофе Ожидание 12 Включает кофемолку 12 пересыпает кофе в пакет и закрывает его Простой 12 Получает кофе у 17 продавца оплачивать покупку и получает сдачу передает пакет 17 покупателю, ожидает плату, дает сдачу Простой 17

Результаты Покупатель Продавец Кофемолка Время простоев 48 с. 21 с. 49 с. Рабочее время 22 49 21 Общее время 70 цикла 70 70 Использован 2270 31 % 4970 = 70% 2170 = 30 % ие времени в процентах использования времени покупателя

0 Медсестра 1 Регистрирует проблему 2 Извещает врача 3 Берет тележку Ставит диагноз 4 Первый врач Санита р Второй врач Старшая медсестра О. медсестр а 5 6 Извещает медсестру 7 извещает второго врача 8 Извещает санитара 9 Доставляет пациента в операционную 10 Открывает операц. Убеждается в гот. Выз. Ларингоск. и Операц. трахейной трубки Мед ру Направляет ся в операц. , моет руки Надевает Достав л. Пац. в операц. Напр. в операц, от. г оборуд Обслуживает
 – листок для учета затрат времени. Анализ рабочего времени, изменение мышления сотрудников,")
Тайм-шит (time-sheet) – листок для учета затрат времени. Анализ рабочего времени, изменение мышления сотрудников, отражение результатов работы. Мягкий инструмент учета и анализа рабочего времени. Отличия Сотрудники самостоятельно заполняют графы. По опыту на это уходит от 1 до 3 минут в день. Экономия на коммуникациях, отсутствие недопонимания, недоразумений, отвлечения работников от основной деятельности. Администратор (секретарь) не следит за работниками в течение рабочего дня, а только отслеживает своевременность заполнения персонального листка. Инструмент в нормальном режиме функционирует «без слов» .

В конце каждого дня сотрудники заполняют текущий день, перечнем осуществленных работ. Ориентировочный интервал 1 час. Название записей не регламентируется. Сотрудникам предоставляется возможность самостоятельно сформулировать вид своей работы и в формулировке отразить ее ценность. Это стимулирует сотрудников изменить свое мышление, т. е. думать не о процессе, а о результатах работы. В пятницу в 16 00 администратор бегло просматривает итоги недели по сотрудникам и подпроектам и выписывает в особый раздел листа. Подведение итогов создает второй по степени детальности «слой» дневника. Третий «слой» составляют выписки в формате «дата — ключевое событие» (таких событий бывает должно быть 2 5 в месяц). Они помогают отстраненно анализировать ход проекта, что дает много полезных выводов для планирования будущего. Результаты второго и третьего слоев предоставляются Генеральному директору. Таким образом, в технологию ведения дневника заложена фильтрация информации, создание ее «многослойности» . Это позволяет получать информацию требуемой степени конкретности.

дата день недели часы Работы 25. 09. 200 понедельн 6 ик 9 11 11 13 13 15 15 17 17 18 26. 09. 200 6 вторник 9 11 11 13 13 15 Результаты № недели 1 2 3

День Дата недели 24. 10. 2006 9 11 11 13 пн вт Работы Проверка отчета по ЮЗВ (труд) Проверка отчета по ГУП (труд) 14 15 15 17 17 18 Поездка в САБ ЛВ 9 11 23. 10. 2006 Часы Подготовка документации для совещания в ГУП 11 13 14 15 15 17 17 18 Анализ отчетов по ЛВ (труд) Подготовка информации для поездки в САБ ПВ

ТАЙМЕКС программа учета рабочего времени Сбор табелей от сотрудников вне офиса. Учет рабочего времени по проектам. Учет рабочего времени по центрам затрат. Построение графиков для анализа рабочего времени. Автоматическая проверка данных. Автоматическое уведомление сотрудников по e mail об ошибках заполнения табелей и о своевременном их заполнении. Возможность создания табелей по умолчанию. Программа готовит файл импорта для переноса табелей в бухгалтерскую систему. Преимущества: TSS работает на базе MS Excel, что дает возможность клиенту самостоятельно настраивать необходимую архитектуру программы.

• За последние 60 лет компания накопила фантастический опыт управления глобальным портфелем разработки и создания успешных моделей. За 1994– 2007 гг. Toyota удвоила количество моделей в производстве, поддерживала расходы на НИОКР на уровне 4 % выручки и при этом сократила цикл вывода продукта на рынок.


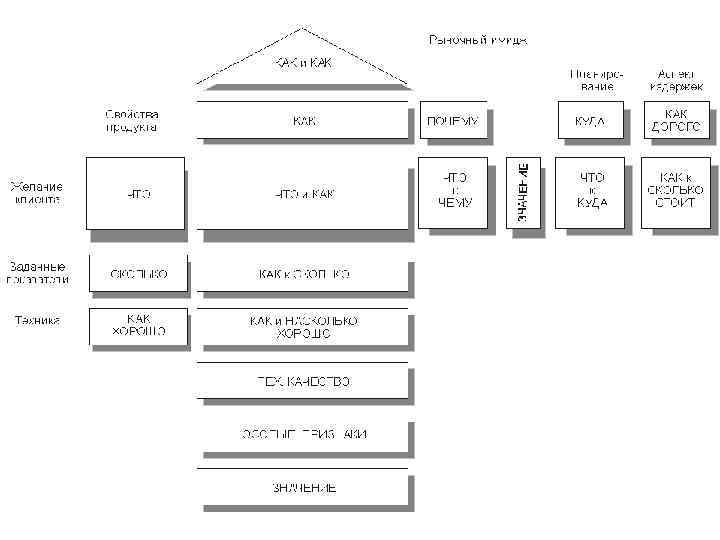
QFD quality function deployment развертывание функции качества Была создана в Японии в 1965 67 гг. в компании Matsus hita Electric , а далее применена компанией Mitsubisi, далее – Toyota и рядом американских компаний. Суть методики сводится к следующей последовательности действий: 1. Сбор информации о потребностях клиентов 2. Обработка информации 3. Структурирование потребностей клиентов 4. Приоритезация потребностей 5. Построение "домика качества" 6. Написание ТЗ на разработку продукта.

Домик качества

Архитектура домика


Время такта – пульс рынка • Каждый должен работать в таком ритме.

Визуальный менеджмент пребывание в контакте с реальностью Люди: количество работающих, замены, кто нуждается в обучении, стандарты действий (в виде схем) Оборудование: по возможности прозрачным, механизмы джидока , пока ёкэ Материалы: канбан, сигнальные лампы, звуковые сигналы.

все стены гембы в инструменты визуального менеджмента • Информация о качестве: данные о дневных, недельных уровнях брака, графики трендов, цели совершенствования • Информация о затратах. Тенденции и цели • Трудозатраты • Информация о отгрузке, ежедневные графики производства • данные о простоях станков, тенденции и цели • полная эффективность оборудования • Число поступивших предложений

TPM • • • потери, вызванные поломками машин и механизмов; потери из за наладки оборудования; потери из за кратковременной остановки оборудования и его работы на холостом ходу; потери производительности; потери из за дефектов и необходимости доработки продукции; потери при запуске оборудования + Потери на линии, состоящей из агрегатов с различной производительностью или мощностью.

1. Cоздание базовых условий для нормальной работы оборудования; 2. Cоблюдение условий эксплуатации оборудования; 3. Восстановление естественного износа; 4. Устранение конструктивных (обусловленных проектом) недостатков оборудования; 5. Повышение мастерства операторов, специалистов по ремонту и обслуживанию, инженеров проектировщиков. ТРМ стоимость на протяжении всего жизненного цикла Life Cycle Cost (LCC) включает в себя стоимость самого оборудования и расходы по его эксплуатации за весь срок службы.

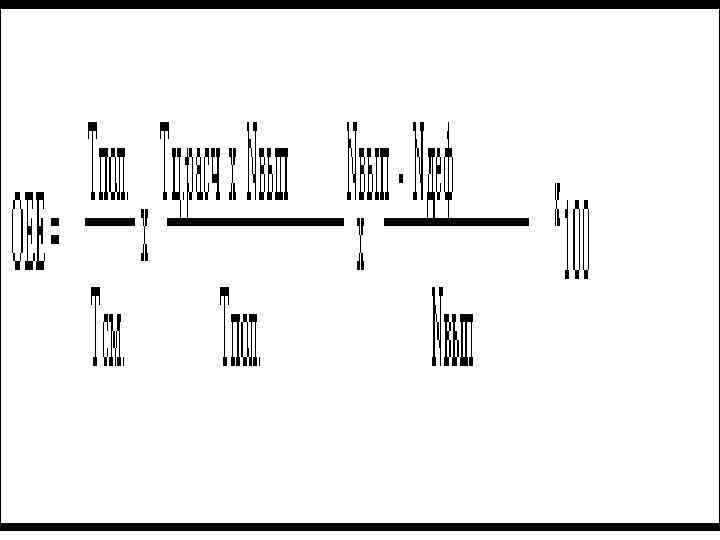

Полная эффективность производственного оборудования (OEE - Overall. Equipment. Effectiveness Тпол = полное время работы оборудования (суммарное время работы оборудования за смену) Тсм = общее рабочее время (продолжительность смены) Тц. расч. = расчетное время цикла обработки (изготовления) одного изделия. Nвып = число выпущенных изделий Nдеф = число выявленных дефектных изделий Обычно в качестве периода наблюдения выбирается рабочая смена

Бережливое производство Д. Вумек, Д. Джонс • • • Принципы определить ценность конкретного продукта определить поток создания ценности обеспечить течение потока создания ценности позволить потребителю вытягивать продукт стремиться к совершенству

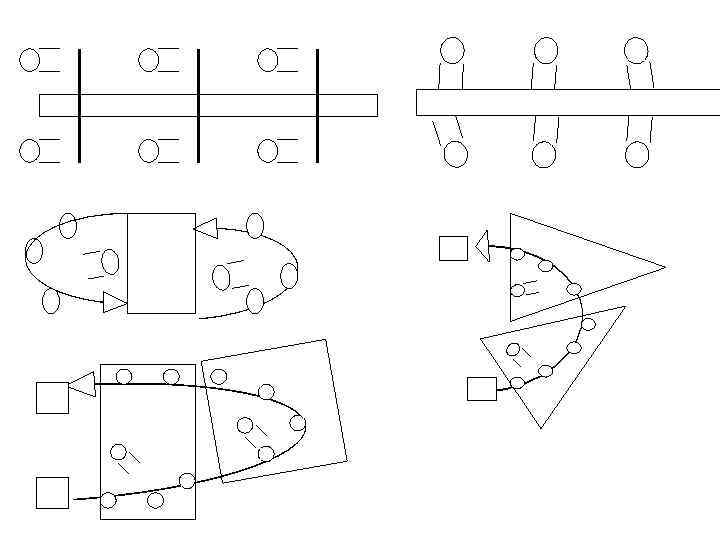
Пример ГАЗ 1. Начали с одного цеха 2. 2 недели консультанты изучали техно. процессы: , засекали время, (при помощи неск. видеокамер), анализировали действия рабочих, их перемещения и долю работы вхолостую. Внимание на рабочие места: расположению инструмента, транспортировке деталей, ширине рабочей зоны, вып. операций левой рукой, лишним переходам и исправлению брака 3. Модернизация конвейера. Раньше 3 шт: круговой 500 м, стоечный 60 м, пластинчатый 100 м. . Теперь все работы были переведены на единый пластинчатый конвейер. 4. Это позволило сократить кол во рабочих и снизить такт с 237 до 180 секунд. 5. Раньше лежали груды деталей, рабочие путались в проводах и ненужной таре. Перемещения рабочих до 10 15 м. Не успевали попасть в такт. только 3% кабин сдавались с первого предъявления.

1. Площадь рабочих зон была сокращена с 5, 5 до 2 кв. м за счет сокращения запасов деталей и тары для них, раньше были «подсобки на местах» 2. Сейчас запас не более чем на два часа. Скоро до одного часа". 3. Поставщики стали поставлять детали в специальной ячеистой или кассетной таре. 4. Когда у рабочего остается деталей всего на полчаса, кладет в ящик заказов табличку, которую забирает транспортировщик. 5. Раньше люди работали, стоя на полу, 98 раз поднимался на ступеньку 30 см высотой, держа стекло весом более 20 кг. 6. Сейчас установили металлический подиум, исключающий ненужные движения и нагрузку на рабочего. 7. Раньше стекла подвозили в упаковке, и оператору приходилось отвлекаться на распаковку, теперь это делегировано складу 8. После внедрения этих новаций время установки ветрового стекла сократилось на 40 секунд, вместо трех человек на участке работают всего двое

• «джидока" сигнал экстренной остановки линии при возникновении нестандартной ситуации. • Раньше рабочие использовали четыре вида крепежа и два гайковерта. После остался лишь один вид крепежа и один – гайковерт • Теперь информация от ОТК переносится на стенды, вблизи конвейера. На них указаны возможные дефекты, фотоучебник по их устранению, общие итоги за смену и за сутки. • После оптимизации работы конвейера численность сократилась с 258 до 196 человек. • 75% кабин сдается с первого предъявления. • Рабочие, сработавшие без дефектов, к 20% ной базовой премии получают еще 35% ную надбавку. А по результатам рейтинга могут быть приплюсованы еще 5 8%.

Знать, когда остановиться, а когда продолжать работу значит держать в своих руках ключ к успеху. Акио Морита, корпорация "Sony" Ничто не будет произведено, пока в этом не возникнет необходимость

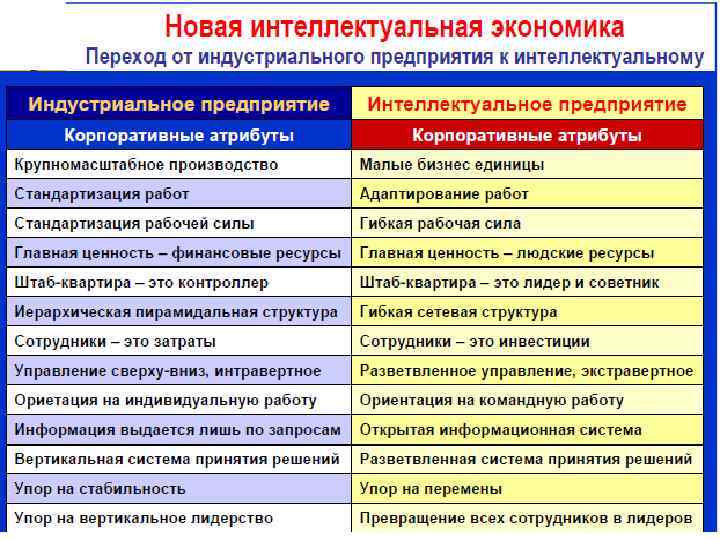
У лучших японских компаний нет никаких секретов или тайных рецептов успеха. Никакая теория, программа или правительственная политика не могут сделать предприятие успешным; это могут сделать только люди. Самая важная задача японского менеджера состоит в том, чтобы установить нормальные отношения с работниками, создать отношение к корпорации как к родной семье, сформировать понимание того, что у рабочих и менеджеров одна судьба. Компании, которые достигли в стране наибольшего успеха, — это те компании, которые сумели создать веру в единую судьбу у всех работников и акционеров.
 «S» : 1. Strategy")
Классификация факторов модели «Маккинси 7 S» : 3 «твердых» (легкоформализуемых) «S» : 1. Strategy (Стратегия), 2. Structure (Структура), 3. Systems (Системы и процедуры). 4 «мягких» (трудноформализуемых) «S» : 1. Staff (Штат), 2. Skills (Способности, навыки), 3. Styles (Стили управления), 4. Shared values (Совместные ценности). Том Питерс и Роберт Уотерман авторы самой популярной книги по менеджменту «В поисках совершенства» (1982 г. )
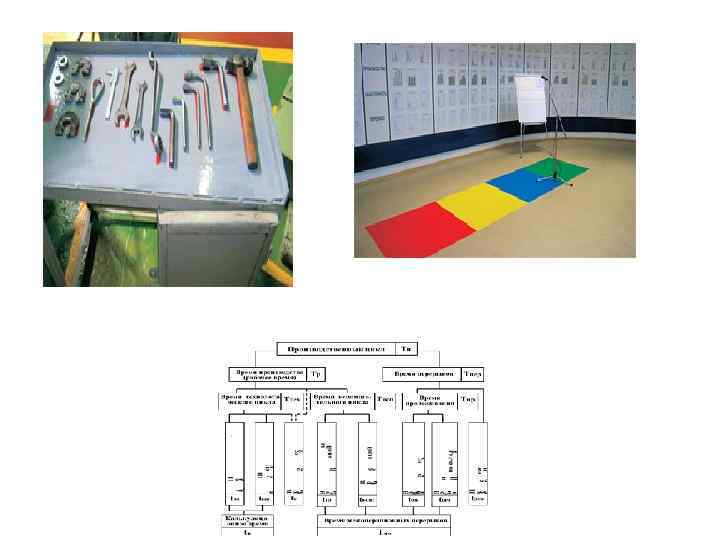

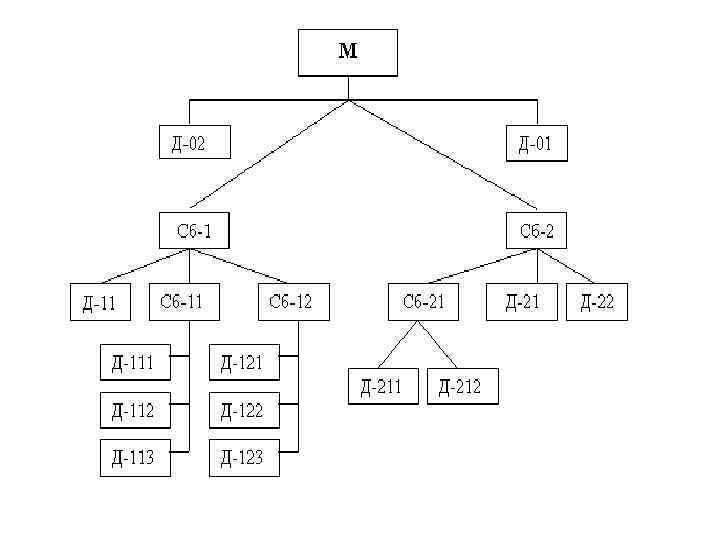
Схема T 4 U 1 W 3 V 2 X 1 Q 3 W 2 Y T состоит из 4 U и трех элементов 3 V. Элемент U состоит из 1 W, и двух X и 1 Q. Элемент V состоит из трех W и двух Y. T изготовление занимает 1 неделю U 1 недели V 2 нед. W 3 нед. X 1 нед. Y 2 нед. Q 3 нед. Рассчитать календарный план потребностей в компонентах
 • • Планирование потребности Набор Расстановка Мотивация Обучение Аттестация Увольнение")
Управление персоналом (Функциональный подход) • • Планирование потребности Набор Расстановка Мотивация Обучение Аттестация Увольнение
, как утверждает молва,")
Работники становятся капиталистами не от размывания собственности на корпоративные активы (акции), как утверждает молва, а от приобретения знаний и навыков, имеющих экономическую стоимость. Т. Шульц, • Человеческий капитал это имеющийся у каждого запас знаний, навыков, мотиваций. Инвестициями в него могут быть образование, накопление профессионального опыта, охрана здоровья, географическая мобильность, поиск информации. Первоначальные интересы исследователя заключались в оценке экономической отдачи от образования. Гэри Беккер 1992 г.

Методы фотографии рабочего дня – методы определения производственных затрат и непроизводительных потерь рабочего времени. Термин «фотография» является условным и обозначает фиксацию времени, затрачиваемого на каждый этап рабочего процесса в течение рабочего дня. • • • Позволяет определить объем следующих затрат времени: подготовительно заключительное, оперативное время организации и обслуживания рабочего места потери времени: организационные, технологические, перерывы, зависящие от рабочих.

Индивидуальная фотография применяется когда необходимо изучить затраты рабочего времени одним конкретным исполнителем работ. Цели Выявление среднего времени пребывания работника в различных пунктах рабочей зоны. Определяется соответствие выполняемых работником работ технологическому процессу и фиксируется продолжительность операций. № Элементы затрат Р. В. № Текущее время Длительность элемента Часы Минуты 1 Прием смены Функция 12 по Д. Ж. 10 10 2 Отбор пробы 12 15 5 3 Запись в журнал 12 25 10 Итого 480 минут Комментарии

Метод групповой фотографии позволяет исследовать затраты рабочего времени групп сотрудников, численностью до 15 человек. Наблюдательный лист групповой фотографии Место наблюдения ______ Дата наблюдения _______ № Фамилия, имя, Должность отчество № Время 1 8. 01 2 8. 05 3 8. 10 4 8. 15 5 8. 20 Итого Стаж работы на данном рабочем месте 1 й рабочий 2 ой рабочий 3 й рабочий 4 й рабочий

Фактический и нормальный баланс рабочего времени № Факт. баланс Элементы Продол житель ность минут Кол во Средняя Устраним Нормальный наблюд. продолжит. ое время баланс % Прод ть 1 Прием смены 100 1 1 2 Служебн. разговор 50 2 25 0 3 Сдача смены 10 1 10 5 %

Полученные результаты можно анализировать при помощи следующих формул: 1. KН = где КН коэффициент использования рабочего дня; ПЗ – 2. КП. Р. = где КП. Р. коэффициент потерь рабочего времени, зависящих от рабочего; ПР время перерывов, зависящих от рабочего, мин; 3. КП. Н. = где КП. Н. коэффициент потерь рабочего времени, возникающих в связи с неполадками на производстве; ПН время перерывов, возникающих в связи с неполадками на производстве, мин;
. Для сдачи")
Писательница Марья Концова написала новый детектив (350 стр. рукописного текста II категория). Для сдачи книги в издательство необходимо срочно набрать текст на компьютере (3 рабочих дня). Помогите Марии рассчитать необходимое количество машинисток.

Нормы времени набора текста на типовых бланках (на 100 печатных знаков Название работы Набор текста на типовых бланках (формах, таблицах) Группа сложности Норма оригинала времени, мин. № норм ы I 1, 80 1 II 2, 20 2 III 2, 70 3 Группа сложности: I – печатный или разборчивый рукописный оригинал; II – печатный или рукописный оригинал с поправками и вставками, затрудняющими прочтение, до 50% текста; III – неразборчивый рукописный оригинал с большим количеством поправо превышающих 50% текста. Мелкий типографский или компьютерный шриф

ц Нормы времени на обработку введенной информации в текстовом редакторе е Word н Норма к Единица № времени, Наименование работ а измерения нормы мин. т Включение компьютера и запуск операционной Одно р 1, 08 1 системы Windows включение у д а Запуск текстового редактора Word Один запуск 0, 25 2 и Создание файла в текстовом редакторе Word Один файл 0, 02 3 п Загрузка файла в текстовом редакторе Word о Один файл 0, 58 4 т Перемещение по набранному тексту с помощью е Один лист 0, 07 5 полосы прокрутки н ц Удаление фрагментов текста (выделить фрагмент; Один и 0, 07 6 удалить фрагмент) фрагмент а л Перемещение (копирование) фрагментов текста Один а (выделить фрагмент; переместить (скопировать) 0, 22 7 фрагмент)

Что можно автоматизировать?

Модуль «Управление персоналом» на базе Oracle

Издержки приобретения прямые косвенные Набор Отбор Оформление Предоставлен ие рабочего места Продвижение или внутренний набор Издержки подготовки (обучения) прямые Ориентация и формальная подготовка Обучение на рабочем месте косвенные Время инструктора Снижение производительности труда коллег во время обучения Недостаточная производительность новичка

где То – общая годовая трудоемкость работ; Тн – годовая трудоемкость нормируемых работ; Тнн – годовая трудоемкость ненормированных работ. где Vi – объем работ i -го вида, выполняемый за год; Нврi – норма времени на выполнение i -й работы; где Ч – численность персонала; Т о – общая годовая трудоемкость работ; Ф н – нормативный фонд рабочего времени на одного работника за год (условно принимается равным 2000 часов или 259 рабочих дней 7 ); К н – коэффициент, учитывающий планируемые невыходы работников, регламентируемые трудовым законодательством: основные (очередные) и дополнительные отпуска, в том числе отпуска для работников с ненормированным рабочим днем, отпуска по временной нетрудоспособности, отпуска для учащихся и т. п.
 Часто невозможна количественная оценка предпочтений размещения")
Метод системной планировки (Ричард Мусер, Джон Вилер 1962) Часто невозможна количественная оценка предпочтений размещения производственных участков, но возможно установить качественное описание взаимосвязи объектов. Метод включает разработку матрицы взаимных связей, отражающую предпочтения каждого производственного объекта по отношению ко всем остальным в отдельности. Затем методов проб и ошибок схему корректируют до тех пор пока не получено удовлетворительное взаиморасположение объектов.

2 5 3 1 4

Состав отдела в магазина 2 3 1. Кредитный отдел 2. Отдел игрушек 3. Винный отдел 4. Отдел фотоаппаратов 5. Кондитерский отдел A абсолютно важно 16 E особенно важно 8 I важно 4 O предпочтительно 2 U неважно 0 X нежелательно 80 I 4 5 U A U U I A U X X

3 1 2 4 5

2 5 3 1 40 баллов 4

• Невозможно идентифицировать набор признаков , которые однозначно отличали бы потенциальных лидеров от подчиненных. 1. 2. 3. 4. 5. 6. Энергичность Желание вести за собой Честность и цельность натуры Уверенность в себе , уметь убеждать Интеллект Профессиональная компетентность

Интеллектуальные способности Черты характера лич ности Приобретенные умения • Ум и логика • Инициативность • Умение заручаться поддержкой • Рассудительность • Проницательность • Гибкость • Бдительность • Умение кооперироваться • Умение завоевывать популярность и престиж • Оригинальность • Созидательность и творчество • Такт и дипломатич ность • Способность к концеп уализации • Честность • Умение брать на себя риск и ответственность • Образованность • Знание дела • Умение выражать свои мысли • Целостность личности • Смелость • Уверенность в себе • Умение организовывать • Умение убеждать • Умение изменять себя • Любопытство и спо собность осваивать новые знания и навыки • Уравновешенность • Надежность • Острая интуиция • Независимость • Самостоятельность • Амбициозность • Потребность в • Умение шутить и пони мать юмор • Умение разбираться в людях

Универ Демократический стиль – вовлечение сотрудников в Самый эффективный Айова принятие решений, делегирование полномочий, проводился Куртом побуждение к участию в работе Левиным 38 год Авторитарный стиль – диктат методов работы, Вывод о степени централизация принятия решений и ограничение исходной участия в работе структуризации Стиль невмешательства предоставление коллективу полной свободы действий в процессе принятия и выполнения работы Мичиган ская группа Ориентированность на работника на первом месте В Кан, Д Катц 60 год забота о работниках Ориентированность на производство – первое технические задачи и т. д. Менедж. Координаты Забота о людях, Забота о производстве сетка Командный менеджмент 9. 9 Менеджмент задач 9. 1 Менеджмент загородного клуба. 1. 9 Скудный менеджмент 1. 1 Средний менеджмент 5. 5 Блэйк, Моутон 78 – 80

Вежливый 8 7 6 5 4 3 2 1 Невежливый Дружелюбный 8 7 6 5 4 3 2 1 Недружелюбн. Отвергающий 8 7 6 5 4 3 2 1 Принимающий Помогающий 8 7 6 5 4 3 2 1 Мешающий Безразличный 8 7 6 5 4 3 2 1 Увлеченный Напряженный 8 7 6 5 4 3 2 1 Расслабленный Отчужденный 8 7 6 5 4 3 2 1 Внимательный Холодный 8 7 6 5 4 3 2 1 Теплый Готовый к сотрудничеству 8 7 6 5 4 3 2 1 Неготовый к сотрудничеству Готовый поддержать 8 7 6 5 4 3 2 1 Оказывающий поддержку Скучный 8 7 6 5 4 3 2 1 Интересный Придирчивый 8 7 6 5 4 3 2 1 Соглашающийся Самоуверенный 8 7 6 5 4 3 2 1 Нерешительный Эффективный 8 7 6 5 4 3 2 1 Неэффективный Угрюмый 8 7 6 5 4 3 2 1 Веселый
 Должностные полномочия")
На задачу Эффективность На взаимоотношения Категория Взаимоотношения руководитель подчиненный Структура задачи (формализация) Должностные полномочия I II IV V VI VIII Х Х П П В В Н Н Ш Огр Ш Огр Ш Огр

Роль Описание роли 1. Обладает богатым воображением, новатор, 1. "Мыслитель" характеризу ется повышенной реативностью к 2. "Исполнитель" 2. Претворяет идеи в практические действия, вносит 3. "Доводчик" упоря доченность в деятельность команды 3. Следит за тем, чтобы задания выполнялись полностью 4. "Оценщик" и своевременно 5. "Исследователь 4. Исповедует беспристрастный, критический анализ ресур сов" ситуа ции 6. "Формирователь" 5. Владеет искусством переговоров и эффективных комму никаций 7. "Коллективист" 6. Ориентация на решение поставленной задачи, 8. "Координатор" побужде ние коллег работать интенсивнее 7. Гармонизирует отношения в команде и устраняет 9. "Специалист" разно гласия 8. Четко формулирует цели, социальный лидер 9. Обладает редко встречающимися навыками и умениями Источник: Таблица составлена на основе материала книги: Belbin R. M. Team Roles at Work. —London: Butterworth — Heinemann, 1993.

2 семинара по стратегическому менеджменту Смирнов С. А
 Для того, кто не знает куда")
Стратегия – это умение выигрывать заранее (что-то китайское) Для того, кто не знает куда он плывет нет попутных ветров Сенека

Стратегический менеджмент 2 семинара • Бизнес-модели • Ресурсное направление стратегического менеджмента (виды рент, комплиментарные ресурсы, изоляционные механизмы ) • Сценарное планирование • Управление цепочками добавленной стоимости (интеграция или аутсорсинг) • Виды стратегий стратегическая гибкость

Инструменты стратегии корпоративного и бизнес уровня • SWOT, PEST , SNW • Матрицы BCG, Mc. Kinsey, Хофера – Шендела и т. д. • Balanced scorecard • Статистический анализ данных; • Имитационное моделирование • Анализ цепочек создания стоимости
 Стратегия организации Бизнес стратегии (в целом),")
SNW Наименование стратегической позиции Качественная оценка позиции (S) Стратегия организации Бизнес стратегии (в целом), в том числе Бизнес 12 3 4 Оргструктура Финансы, как общее фин состояние, бух учет, финструктура, инвест возм , фин менеджмент Продукт и его конкурентноспособность 1 2 3 4 Структура затрат (в целом), в том числе БЕ 1234 Дистрибуция: материальная структура; уменеие торговать; информ Т Инновации как способ к реализации на рынке продуктов Способность к лидерству в целом, в том числе Уровень производства : мощности, качество себестоимость Качество торговой марки (N) (W)

Стратегическая цель желаемый результат, конкретное конечное состояние объекта управления В менеджменте под стратегией подразумевают детальный всесторонний план, концепцию, направленную на осуществление миссии фирмы и реализацию ее стратегических целей

Миссия- основная цель организации, выражаемая в виде концентрированного выражения ее философии, определяющее ее предназначение , призвание , причину существования отличия от других организаций 1. Самоидентификация организации. Осознание всеми сотрудниками 2. Задание ориентира для систематизации целей 3. Центр объединяющий внутрифирменные группы интересов. 4. Прояснение соответствия личных установок сотрудников с миссией организации. 5. Формирование корпоративного духа. 6. Некое ограничение, которое изначально накладывается на организацию. 7. Формирование имиджа организации – миссия стержень PR компании. (Направлена на внешнюю среду) 8. Позиционирование

Рынок клиентов Продукты услуги Мы считаем, что прежде всего несем ответственность перед врачами, медсестрами, пациентами, матерями и всеми остальными, кто пользуется нашей продукцией Наша миссия обеспечивать заказчиков более надежными, чем у наших конкурентов средствами перемещения людей и предметов вверх, вниз в сторону и на короткие дистанции otis elevator и Основной продукцией фирмы АМАХ являются молибден , уголь, серебро и т. д. Географический Мы прилагаем все усилия для того, чтобы фирма …. аспект Достигла успеха на мировом рынке. Технология Особенности технологии, сферы которые находятся в области интересов сотрудников Философия Мы верим, что развитие личности является основной целью цивилизации ( такую миссию нашей армии) sun company Концептуальное Фирма HOOVER многоотраслевая многопрофильная представление корпорация с мощными производственными возможностями фирмы . мощной предпринимательской политикой и максимальной автономией отдельных бизнес единиц. Репутация Мы обязаны оперативно реагировать на изменения

Корпоративный центр СБЕ 1 НИОКР Производство СБЕ 2 Маркетинг СБЕ 3 Финансы

По уровням стратегического управления • • корпоративная стратегия бизнес уровня функциональная операционная

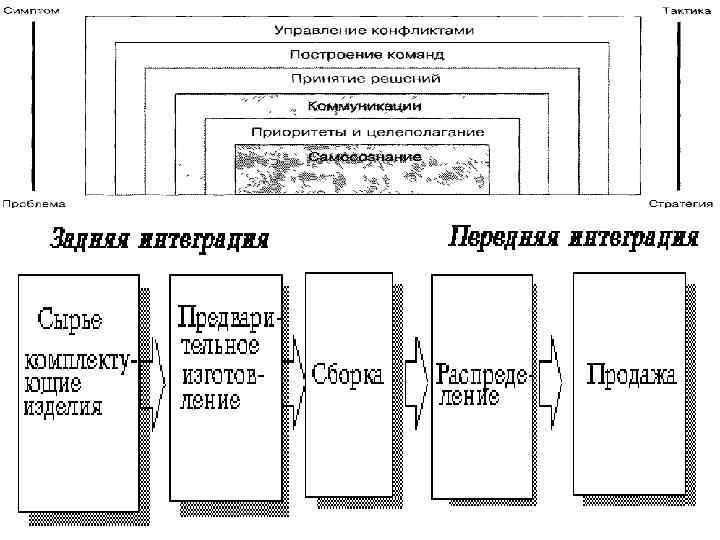
Интеграционная стратегия - совокупность решений, определяющих интеграционные функционально-управленческие взаимодействия предприятия с другими предприятиями. Вертикальная интеграция
 проникновение в отрасли, не имеющие прямой производственной")
ДИВЕРСИФИКАЦИЯ (от средневекового лат. diversificatio изменение, разнообразие) проникновение в отрасли, не имеющие прямой производственной связи или функциональной зависимости от основной отрасли их деятельности. Связанная диверсификация представляет собой новую область деятельности компании, связанную с существующими областями бизнеса. Несвязанная диверсификация новая область деятельности, не имеющая очевидных связей с существующими сферами бизнеса
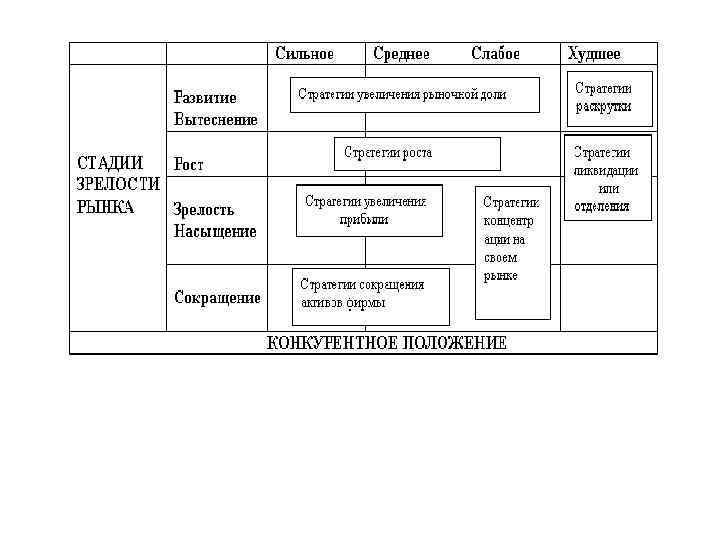

Стратегии роста Поддержание конкурентоспособности на быстро растущих рынках. Объем капиталовложений достаточно высок, но относительно отраслевого уровня он средний. Одним из недостатков этих стратегий является то, что можно потратить ресурсы, но не добиться устойчивого конкурентного положения.

Замедление роста стратегия увеличения прибыли • Инвестиции ограничиваются до уровня поддержания достигнутых объемов, максимизация массы прибыли. • Рост рентабельности за счет сегментации рынка и эффективного использования имеющихся активов. • Снижение расходов, рост доходов, достижение синергетического эффекта.

Замедление роста Целью стратегии концентрации рынка и сокращения активов является пересмотр размеров и уровня использования активов для быстрого увеличения массы прибыли и развития организацией своих возможностей. Это достигается путем перераспределения материальных ресурсов и персонала в соответствии с новыми сегментами рынка.

Зрелость • Замораживание • Отсечение лишнего • Ликвидации выход из бизнеса

Матрица Хофера-Шендела

Стратегии бизнес уровня Стратегия лидерства по издержкам- низкие издержки по сравнению с конкурентами Стратегия дифференциации - придание продукту товару отличительных свойств. Стратегия фокусирования специализация на нуждах одного сегмента или конкретной группы покупателей без стремления охватить весь рынок. Цель ее удовлетворить потребности выбранного целевого сегмента лучше, чем конкуренты.

По отношению к конкурентам • • • Наступление Следование за лидером Нейтралитет Обороны Объединения с конкурентами

6.

Стратегическое планирование 1. Распределение ресурсов 2. Адаптация к внешней среде 3. Внутренняя координация 4. Организационное стратегическое планирование

1. В рамках стратегии только наиболее важные факторы 2. Хотя стратегии разрабатываются в основном высшим руководством, ее реализация осуществляется всей компанией. 3. В основе стратегии должны лежать скорее перспективы всей организации , а не конкретных людей , хотя разделить бывает трудно. 4. Стратегическое планирование процесс сложный, длительный, и дорогостоящий. 5. Наличие осознанной стратегии позволяет компании определить для себя и для других свои отличительные особенности 6. Стратегия должна разрабатываться так, чтобы сохранять целостность и непротиворечивость на длительный срок ,

Оценка внешней деловой окружающей среды Выявление возможностей и угроз Ключевые факторы успеха Оценка ресурсного потенциала (внутренних возможностей) Выявление сильных и слабых сторон Отличительные способности к развитию Формулирование стратегии Социальная ответственность Ценности высшего руководства (этические нормы) Оценка и выбор стратегии Реализация стратегии
 Резюме (1 2, 5 стр. ). –")
Стратегия развития фирмы (12 17 стр. ) Резюме (1 2, 5 стр. ). – Основные предпосылки формирования стратегии (2 2, 5 стр. ). – Основная цель и критерии ее достижения (1, 5 2 стр. ). • Общая формулировка назначения (миссии) предприятия и перечень критериев (0, 5 стр. ). • Конкретные целевые установки на плановый период (1 1, 5 стр. ): –рыночные; производственные; финансово экономические; социальные; прочие. – Приоритетные направления деятельности (стратегия) развития предприятия (7 10 стр. ). • Общая формулировка (0, 5 стр. ). • Маркетинговая политика (1, 5 2 стр. ). • Производственно технологическая политика (1 1, 5 стр. ). • Организационно кадровая политика (0, 5 1 стр. ). • Инновационная политика, приоритеты программы развития (1 с. ) • Финансово экономическая политика (1, 5 2 стр. ). • Прочие приоритеты (0, 5 1 стр. ). – Сводка сквозных приоритетов и правил принятия решений (1 2 с. ) • Приложения. SWOT анализ. Основные альтернативные стратегии, Финансовый план

Матрица BCG – 1967 73

Матрица Мак. Кинсей Конкурентная позиция хорошая средняя слабая "Знак Привлекате Высокая Победитель вопроса" льность отрасли Средний Проигрываю Средняя Победитель бизнес щий Низкая Производит Проигрываю ель щий прибыли Проигрываю щий

Оценка внешней деловой окружающей среды Выявление возможностей и угроз Ключевые факторы успеха Оценка ресурсного потенциала (внутренних возможностей) Выявление сильных и слабых сторон Отличительные способности к развитию Формулирование стратегии Социальная ответственность Ценности высшего руководства (этические нормы) Оценка и выбор стратегии Применить модель разработки стратегии для кейса Реализация стратегии Книги вместо колбасы

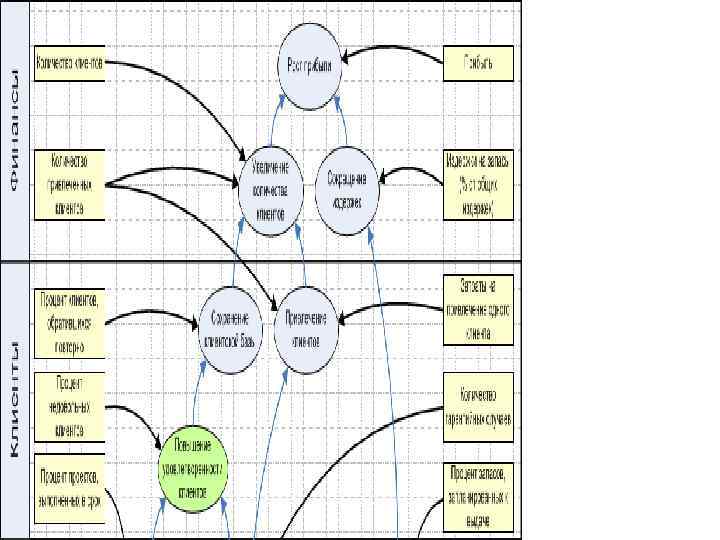
Balanced Scorecard Стратеги я Проекции Ключевые показатели Измерение результато в
;")
Balanced Scorecard • • какой компания представляется своим акционерам и потенциальным инвесторам? (проекция финансов); какой компания представляется своим покупателям? (проекция маркетинга); какие бизнес процессы компания должна улучшить, от каких отказаться, на каких сосредоточиться? (проекция внутренних бизнес процессов); может ли компания продолжать свое развитие, повышать эффективность и увеличивать свою стоимость? (проекция обучения и роста);
, •")
Управления ходом реализации стратегии 20 25 показателей всего • финансы пять показателей (22%), • клиенты пять показателей (22%), • внутренние процессы от восьми до десяти. (34%) • обучение и развитие пять показателей (22%).
 Доля рынка")
Система показателей и измерений компании AT&T Canada Клиент CVA (Customer Value Added) Доля рынка Рост реализации Финансы Персонал EVA PVA (People Value Реализация Added) Удовлетв. персонала Операции Внешняя среда Время обслуж. Действия государств а Отказы на миллион операций Эффект. имиджевой рекламы Отношени я с обществен. Издержки Лидерство Сбои в сети Стоимость привлечения Производи тельность Система качества Уровень цен EBITDA Текуч. Клиент. Чистая прибыль базы ARPM Денежные Пред. каналов

Еще пример

Цель Ответственный КПЭ Критерий Своевременно Бухгалтерия сть проведения расчетов Задержка в сроках расчетов Реестр по расчетам выполняется в день подписания до 15 часов Контроль Отдел кредиторской финансового задолженности анализа Просроченная кредиторская задолженность Отсутствие просроченной кредиторской задолженности Лимитировани Отдел е финансовых финансового полномочий планирования руководителей бизнес единиц Лимиты сумм в платежных документах, подписываемых директорами бизнес единиц Лимиты установлены решением Совета директоров и оформлены приказом Президента Компании Оптимизация Отдел использования финансового свободных планирования денежных средств Уровень чистой прибыли на единицу вложенных средств Превышение установленного минимума Сумма свободных денежных средств Установленная минимальная сумма денежных средств на расчетных счетах

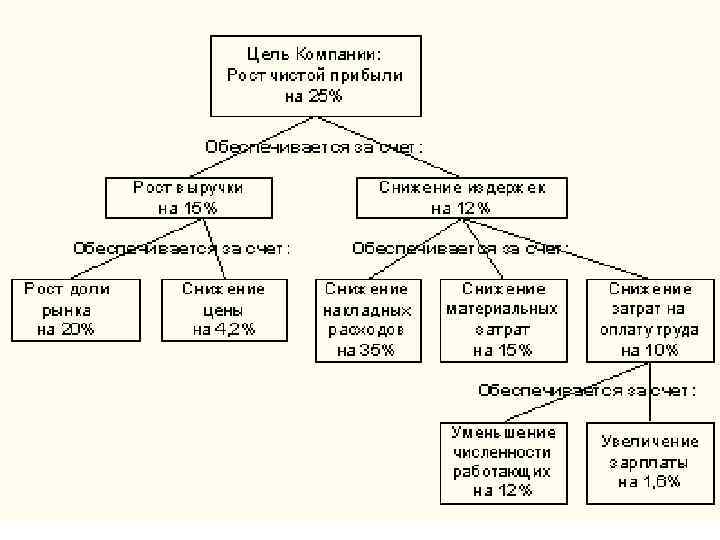
Определяем генеральную цель компании. Проводим ее многоуровневую декомпозицию до целей структурных подразделений. Выбираем КПЭ ( KPI) для каждой из целей. Определяем критериальные значения КПЭ с учетом их взаимосвязей. Проводим балансировку критериальных значений КПЭ. Устанавливаем зоны ответственности менеджеров ("каждому менеджеру свою цель!"). Устанавливаем процедуру контроля достижения целей Формируем систему мотивирования сотрудников на достижение целей.


Чайная ложка предварительно нужно разработать видение стратегии Цели • Органический рост, повышение качества, развитие бренда, экономическая эффективность, повышение отдачи от инвестиций • улучшить бизнес модель • предусмотреть расширение сети франчайзи

ЛМЗ Цели • Рентабельность • Производительность • Снижение затрат • Разработка новой продукции • Завоевание новых рынков

Модель корпорати вного центра Описание модели «Финансовый холдинг» Корпорация состоит из хозяйственно самостоятельных бизнес–единиц, имеющих слабые связи с другом и с корпоративным центром. Функции корпоративного центра: покупка/продажа бизнес единиц «нанимаем/увольняем» руководителей оценка эффективности работы руководителей Корпоративный центр не пытается координировать деятельность бизнес–единиц или искать синергетические эффекты. Пример: холдинг “Базовый элемент”

«Стратегический Бизнес–направления в целом не зависят друг архитектор» от друга, но в достаточной степени взаимосвязаны для того, чтобы использовать сходные навыки Функции корпоративного центра: определение общей концепции ( «видение» ), в рамках которой бизнес–единицы обладают свободой; мониторинг бизнеса, дискуссии по стратегическим вопросам; выборочная ревизия наиболее важных стратегических решений. (См вставку)

«Стратегический Несколько взаимосвязанных бизнес– контролер» направлений в пределах одной отрасли, а также при наличии общих для различных подразделений элементов бизнеса (например, система сбыта продукции). Функции корпоративного центра: Анализ стратегий бизнес–единиц; Поиск возможностей синергии; Предоставление различным подразделениям общих услуг. В штате головного офиса широкий круг функциональных специалистов

«Оператор» Корпорация, обычно имеющая одно направление бизнеса, но несколько прибыльных подразделений, которые либо работают в разных регионах, либо производят разные товары. Генеральный директор и сотрудники штаб– квартиры принимают самое активное участие в разработке стратегии, ее текущей реализации и координации тесно связанных между собой видов деятельности. Примеры: Х 5 retail group (розничные сети «Пятерочка» , «Перекресток» ), ЗАО «Евроцемент групп» (16 цементных заводов).

Производство «на склад» спрос 70000 Объем Продажа «из запасов» 40000 24000 I кв III кв IV кв
; Производство")
• • Варьирование численности рабочих при неизменной продолжительности рабочего дня (временные рабочие); Производство точно соответствует спросу, начальная численность рабочих соответствует объему производства первого квартала Варьирование запасов при постоянной численности рабочих. Данная стратегия допускает наличие дефицита. Использование субподряда при постоянной и минимально необходимой численности рабочих. Сверхурочные работы, постоянная численность рабочих (гибкий график работы).

Предприятие занимается пошивом спортивных сумок, спрос на которые подвержен сезонным колебаниям. По маркетинговым прогнозам спрос распределяется по кварталам следующим образом. На начало года на складе имеется запас 5000 ед. запаса. Режим работы односменный, продолжительность смены 8 часов. Трудоемкость изготовления одной ед. 1 час. Также дано: Затраты на материалы 100 руб. на ед. Затраты на хранение лишних запасов 50 руб. за сезон. Затраты связанные с дефицитом продукции – 200 руб. на ед. продукции за сезон (3 месяца) Стоимость субподряда 500 руб. за ед. Затраты на прием и обучение работника 1500 руб. на одного работника Затраты на увольнение рабочих 3000 руб. на одного работника Оплата труда рабочих 100 руб. в час Оплата сверхурочных 150 % от основной оплаты труда. Первоначальное число рабочих равно количеству, необходимому для выполнения производственного плана на первый квартал. Прогнозируемы й спрос Число рабочих дней Зима 24000 Весна 40000 Лето 70000 Осень 30000 Всего 160000 60 62 64 62 248

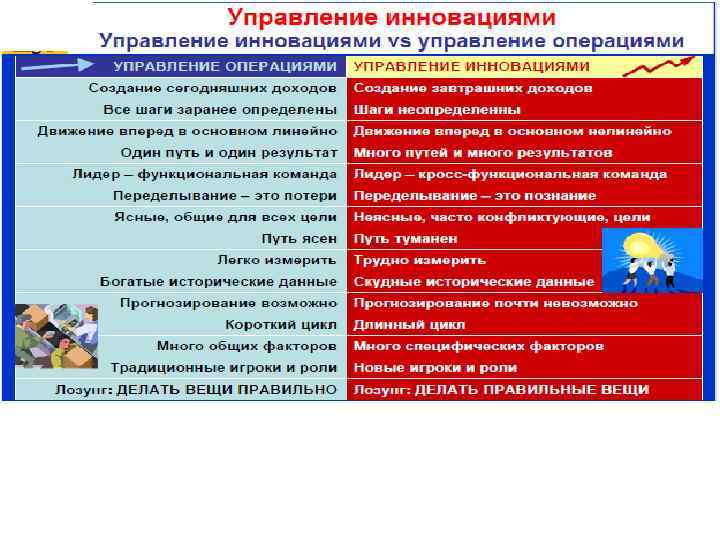
Инновационный менеджмент • ТAT «turn– around time» • время от осознания потребности до вывода на рынок • 4, 5 месяца для бытовой техники

Инновационный менеджмент • Новшество – это новые методы, явления, изобретения, открытия, представляет собой товар, как результат научной и научно технической деятельности, на которую распространены авторские и патентные права. • Нововведение или инновация – это результат практического освоения новшества, то есть превращение потенциального НТП в реальный. • Инновационный процесс – это творческий процесс создания и преобразования научных знаний в новую продукцию, признаваемую потребителями

в 1911 г. И. Шумпетер 1. использование новой техники, новых технологических процессов или нового рыночного обеспечения производства (в процессе купли — продажи); 2. внедрение продукции с новыми свойствами; 3. использование нового сырья; 4. изменения в организации производства и его материально технического обеспечения; 5. появление новых рынков сбыта.

• Инноватика – это область науки, изучающая закономерности развития инновационных процессов.

1. Будь менеджером, а не лидером! Не раскрывай подчиненным корпоративных видения, миссии, целей и общих ценностей, даже если они есть. 2. Держи критическую информацию при себе. 3. Возведи «Великую китайскую стену» между департаментами. 4. Не допускай перекрестного опыления идей. 5. Не допускай вопросов об эффективности статуса кво, установленного в компании. 6. Требуй от инноваторов частой подробнейшей отчетности о проекте в письменном виде. 7. Безоговорочно требуй от инноваторов получения ежеквартальной прибыли с самого начала проекта. 8. Будь нетерпим к ошибкам и неудачам. 9. Создавай в организации иллюзию всезнания. 10. Не создавай корпоративной системы управления инновациями.









seminary_2_2010.ppt