Чистые помещениz2012 г. - семинар 1.pptx
- Количество слайдов: 50



Проектирование и Технология ЭКБ

Список использованных и рекомендуемых источников 1. 2. 3. 4. 5. 6. 7. Технология, конструкции и методы моделирования кремниевых интегральных микросхем: в 2 ч. / Королев М. А. , Крупкина Т. Ю. , Ревелева М. А. , под общей ред. Чаплыгина Ю. А. – М. : БИНОМ. Лаборатория знаний. – 2007. Ч. 1: Технологические процессы изготовления кремниевых интегральных схем и их моделирование. – 397 с. Технология, конструкции и методы моделирования кремниевых интегральных микросхем: в 2 ч. / Королев М. А. , Крупкина Т. Ю. , Путря М. Г. , Шевяков В. И. , под общей ред. члена-корр. РАН профессора Чаплыгина Ю. А. – М. : БИНОМ. Лаборатория знаний. – 2009. Ч. 2: Элементы и маршруты изготовления кремниевых ИС и методы их математического моделирования. – 422 с. Коледов Л. А. Технология и конструкции микросхем, микропрорцессоров и микросборок: Учебник для вузов / М. : Радио и связь, 1989. – 400 с. Технология СБИС: В 2 -х кн. Кн. 2 / Пер. с англ. Под ред. Зи С. – М. : Мир, 2008. – 305 с. Малышева И. А. Технология производства интегральных микросхем: Учебник для техникумов / М. : Радио и связь, 1991. – 344 с. Программа для дистанционного обучения по курсу «Технология СБИС» / http: //sbis. karelia. ru/ [Электронный ресурс]. – 2009. Киреев В. Ю. «Введение в технологии микроэлектроники и нанотехнологии» . ГНЦ РФ «ЦНИИХМ» , 2008 г. 2

Уровень технологии определяется минимально возможной топологической нормой, т. е. минимальным размером элемента или зазора в периодических структурах с минимальным периодом (с максимальной плотностью упаковки). Lmin= ½ pitch (шаг), который в настоящее время определяется по первому уровню разводки.

Степень интеграции Ki=lg. N, N – количество основных элементов, входящих в состав микросхемы Ki= ≤ 1 – простая интегральная схема Ki= 1÷ 2 – средняя интегральная схема Ki= 2÷ 4 – большая интегральная схема (БИС) Ki= 4÷ 7 – сверх большая интегральная схема (СБИС) Ki= 7÷ 9 – ультра большая интегральная схема (УБИС) Ki ≥ 9 – гигантская интегральная схема (ГИС)

Table 1. 2. Major milestones in semiconductor processing history. Year Event 1798 Lithography process invented 1855 Fick proposes basic diffusion theory 1918 Czochralski crystal growth technique invented 1925 Bridgman crystal growth technique invented 1952 Diffusion used by Pfann to alter conductivity of silicon 1957 Photoresist introduced by Andrus; oxide masking developed by Frosch and Derrick; epitaxial growth developed by Sheftal et al. 1958 Ion implantation proposed by Shockley 1959 Kilby and Noyce invent the IC 1963 CMOS concept proposed by Wanlass and Sah 1967 DRAM invented by Dennard 1969 Self-aligned polysilicon gate process proposed by Kerwin et al. ; MOCVD developed by Manasevit and Simpson 1971 Dry etching developed by Irving et al. ; MBE developed by Cho; first microprocessor fabricated by Intel 1982 Trench isolation technology introduced by Rung et al. 1989 CMP developed by Davari et al. 1993 Copper interconnect introduced to replace aluminum by
 Shallow Trench Isolation (STI) Salicide")
1 -Poly and 10 -Metal(9 Cu + 1 Al) Shallow Trench Isolation (STI) Salicide Gate Salicide Source and Drain CMP Planarization IBM

8 Закон Гордона Мура Первоначальная формулировка закона звучала так: «Количество транзисторов на ИС удваивается каждые 12 месяцев» . Современные тенденции масштабирования ИС могут быть сформулированы следующим образом: - новое поколение технологии появляется через каждые три года; - при этом уровень интеграции ИС памяти увеличивается в четыре раза, а логических ИС – в 2 -3 раза; - за каждые два поколения технологии (то есть за 6 лет) минимальный характеристический размер уменьшается в два раза, а плотность тока, быстродействие, площадь кристалла и максимальное количество входов и выходов увеличиваются в два раза.

Основные проблемы микроминиатюризации МОПТ Желаемые характеристики МОПТ: • • слабая зависимость порогового напряжения от напряжения на стоке слабая зависимость порогового напряжения от длины и ширины канала большая передаточная проводимость большое выходное сопротивление малые сопротивления областей истока и стока большая нагрузочная способность минимальные емкости затвора и p-n-переходов Проблемы, возникающие при масштабировании МОПТ: ь ь ь ь Туннелирование через затвор Инжекция горячих носителей в окисел Прокол между истоком и стоком Утечки в подпороговой области Уменьшение подвижности носителей в канале Увеличение последовательного сопротивления между истоком и стоком Уменьшение запаса между пороговым напряжением и напряжением питания Разброс параметров техпроцесса, который растёт с уменьшением размеров транзистора 9

10 Масштабирование МОПТ Сравнительная таблица технологий XXI века: Технология, нм 180 130 90 65 45 32 22 Год внедрения 1999 2001 2003 2005 2007 2009 2011 Si. O 2 3 -4 нм Si. O 2 2 -3 Si. O 2 1, 2 нм High-K Канал Si Si Strained Si Strained Si Материал затвора Si* Si* Me Me Me Материал межсоединений Al Al Cu Cu - 130 90 60 42 30 21 13 108 276 553 1100 2200 4400 8800 1, 2÷ 1, 5 0, 9÷ 1, 2 0, 8÷ 1, 1 0, 7÷ 1, 0 0, 6÷ 0, 9 0, 5÷ 0, 8 6 -7 7 -9 10 -12 11 -15 12 -16 13 -17 7 10 16 40 80 160 - 23 25 31 33 35 37 39 Подзатворный диэлектрик Минимальный размер, нм Количество транзисторов, млн/кристалл Напряжение питания, В Количество слоев металлизации Ток утечки при 100 ˚С, н. А/мкм Количество Ф/Л 1, 5÷ 1, 8

11 Физические ограничения масштабирования МОПТ Параметр Предельное значение Физическое ограничение Минимальная величина одного элемента 0, 03 нм Статистические флуктуации легирования подложки, разрешение фоторезиста, космические лучи и радиоактивность Толщина подзатворного диэлектрика 2, 3 нм Туннельные токи через диэлектрик Мелкозалегающие слаболегированные области исток/стока (LDD-области) 15 нм Большое сопротивление Подлегирование канала Vt=0. 25 В Подпороговый ток Минимальная плотность тока 10 -6 А/см 2 Дискретность заряда электрона, флуктуации встроенного заряда Предельное быстродействие 0, 03 нс Скорость света Минимальное напряжение питания 0, 025 В Тепловой потенциал k. T/q Максимальное напряжение питания Зависит от особенностей структуры Пробой подзатворного диэлектрика, смыкания областей истока и стока Максимальная плотность тока Зависит от материала металлизации и контактов Электромиграция, падения напряжения на паразитных сопротивлениях контактов Минимальная мощность при f=1 к. Гц 10 -12 Вт/элемент Шумы, тепловая энергия, диэлектрическая постоянная Максимальная мощность – Теплопроводность подложки и компонентов схемы Количество элементов на кристалл 109 Совокупность всех ограничений

12 Проблемы масштабирования МОПТ и пути их решения Проблемы 1. Подзатворный Si. O 2 утечки при толщине ниже 2 нм Решение Замена Si. O 2 на диэлектрик с высокой диэлектрической проницаемостью 2. Сток-истоковые области короткоканальные эффекты 2. 1. Разгонка имплантированной примеси при последующей активации (создание мелких переходов) 1)Предварительная аморфизация 2)Быстрый термический отжиг 3)Быстрая термическая диффузия из газовой фазы, из твердых источников; лазерное легирование, ионно-плазменная имплантация 2. 2. Смыкание областей обеднения истока и стока за счет обратно смещенного перехода сток-исток 1)Увеличение степени легирования подложки 2) КНИ-структуры с использованием полностью обедняемых отсеченных слоев 2. 3. Утечки между затвором и стоком на стоковом переходе при высокой напряженности электрического поля в области перекрытия стоком затвора Введение дополнительных слабо легированных областей стока/истока 2. 4. Увеличение сопротивления сток-истоковых областей Создание «приподнятых» сток-истоковых областей 2. 5. Утечки, увеличение емкости сток-подложка, рост порогового напряжения при высокой степени легирования подложки Создание вокруг сток-истоковых слоев областей с противоположным типом проводимости 3. Затвор 3. 1. Уменьшение литографической длины затвора 3. 2. Обеднение поликремниевого затвора Электронная литография, рентгеновская литография в области экстремального ультрафиолета (λ = 13 нм), ИЛ Использование металлических затворов

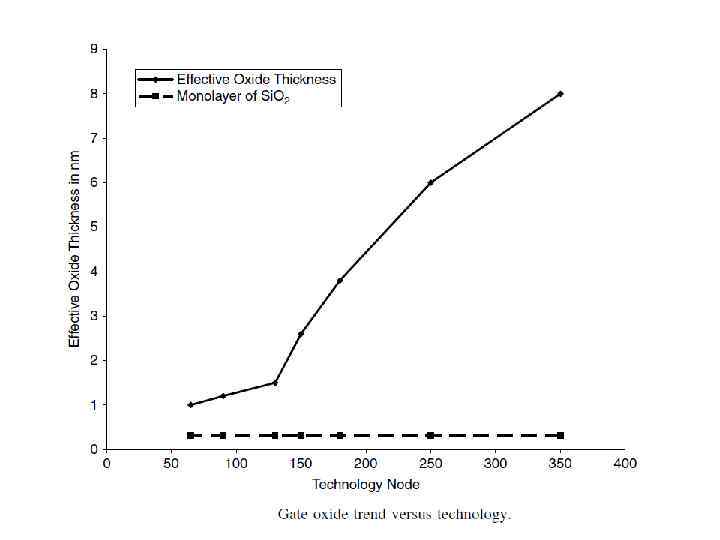
Использование High-K материалов в качестве подзатворного диэлектрика Hidh-K материалы позволяют использовать более толстые диэлектрические слои для получения аналогичных параметров инверсионного слоя. Эквивалентная толщина диэлектрика вычисляется по формуле: Эмпирическое соотношение между толщиной оксида и эффективной длиной канала L = 45 * Tox. Следовательно, использование High-K в качестве подзатворного диэлектрика дает возможность дальнейшего масштабирования МОПТ. Достоинства: малые токи утечки, снижается дефектность структуры подзатворного диэлектрика Недостатки: high-K-диэлектрики плохо сочетаются с поликристаллическим кремнием, ослабляется управляющая способность затвора, связанная с двумерным распределения напряженности электрического поля Материал Отличительные свойства Si 3 N 4 k~7. Небольшое преимущество по сравнению c Si. O 2 Ta 2 O 5 Необходим промежуточный(буферный) слой Si. O 2. Невозможность использования Si* затвора Ti. O 2 Необходим промежуточный(буферный) слой Si. O 2. Невозможность использования Si* затвора. Hf. Si. ON k~15. Невозможность использования Si* затвора. Идут исследования. Высокие пороговые напряжения. Hf. O 2 k~25. Невозможность использования Si* затвора. Уже при ~500°C начинает кристаллизоваться. Высокие пороговые напряжения. Hf. Zr. Ox k~10. Высокие пороговые напряжения. 13
 до 90")
Проблемы при миниатюризации межсоединений Роль задержки в линиях разводки неуклонно растет: 1) до 90 -х гг. доминировали задержки в самом транзисторе 2) в настоящее время (60… 90 нм) времена задержки в приборах составляют ~ 1 пс; 1 мм линии ~ 6 пс 3) в 2012 (22 нм) ожидаются значения 0, 1 пс в приборе и ~ 30 пс на 1 мм линии межсоединения Способом уменьшения RC задержки в линиях межсоединений является использование изоляторов с низким значением диэлектрической проницаемости (low-K insulators) изолирующих слоев, на которую положена линия, что позволяет увеличить эффективную скорость распространения сигнала по линии. Желательно, чтобы проницаемость приближалась к единице. В настоящее время изолирующие слои многоуровневой разводки имеют проницаемость от 3, 5 до 2, 6. В десятилетней перспективе ожидается снижение этой величины до уровня < 2. Для этого используются различные полимеры (органические и 14 неорганические) и модифицированные окислы.

Затвор из проводящего поликремния отделен от канала транзистора тончайшим (толщиной всего 1, 2 нм или 5 атомов!) слоем диоксида кремния (материала, десятилетиями используемого в качестве подзатворного диэлектрика).

С ростом степени интеграции СБИС и систем на кристалле увеличивается доля чипов, содержащих аналоговые блоки, которые обеспечивают взаимодействие с окружающим миром, необходимое для крупных и функционально законченных систем. К транзисторам для аналоговых и цифровых применений предъявляются противоречивые требования: • Для цифровых СБИС пороговое напряжение нельзя снижать неограниченно, поскольку при этом увеличивается подпороговый ток, который определяет потребление энергии СБИС в неактивном состоянии. • Верхний предел порогового напряжения ограничивается четвертью от напряжения питания, которое стараются снизить для уменьшения потребляемой мощности. • Для аналоговых схем идеальным является нулевое пороговое напряжение V t = 0, что увеличивает динамический диапазон аналоговой схемы, определяемый разностью между напряжением на затворе и Vt. • Особыми требованиями к "аналоговым" транзисторам являются также повышенная нагрузочная способность (ток стока в режиме насыщения), линейность и малые нелинейные искажения на малом сигнале. • Для дифференциальных каскадов и токового зеркала важна согласованность характеристик транзисторов.
 совместимость")
Требования к такому материалу весьма серьезны: высокая химическая и механическая (на атомарном уровне) совместимость с кремнием, удобство производства в едином цикле традиционного кремниевого техпроцесса, но главное - низкие утечки и высокая диэлектрическая проницаемость
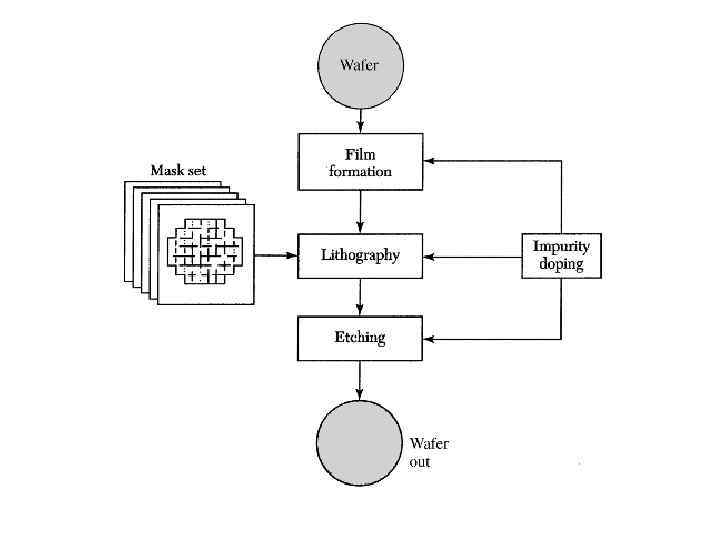
. Означает первую часть производственного цикла изготовления ИС, в котором отдельные элементы (транзисторы,")
FEOL (front-end-of-line). Означает первую часть производственного цикла изготовления ИС, в котором отдельные элементы (транзисторы, емкости, резисторы и т. д. ) формируются на полупроводниковой пластине. FEOL по сути включает весь комплекс операций до начала формирования металлических слоев разводки. FEOL включает все процессы изготовления КМОП, необходимые для изготовления полностью изолированных элементов КМОП: 1. Выбор типа пластин; 2. Химико-механическая полировка и очистка. 3. Формирование мелкозалегающей канавочной изоляции (Shallow trench isolation (STI)) (or LOCOS in early processes, with feature size > 0. 25 μm) 4. Формирование карманов, 5. Формирование затворов, 6. Формирование истоков и стоков. Back-end-of-line (BEOL) означает вторую часть процесса изготовления ИС, когда отдельные элементы соединяются между собой. BEOL начинается когда первый слой металла осаждают на пластину. Этот этап включает формирование контактов, изолирующих слоев, металлических слоев и контактных площадок для внешних соединений (bonding sites for chip-to-package connections). Этапы BEOL: 1. Силидизация областей стоков и истоков, а также поликремниевых областей, 2. Осаждение диэлектрика (первый, нижний слой диэлектрика, ) (first, lower layer is Pre-Metal dielectric, PMD - to isolate metal from silicon and polysilicon), Химико механическая полировка (CMP processing it), 3. Формирование контактных отверстий в PMD и создание в них контактов, 4. Формирование первого слоя металла, 5. Формирование второго слоя межслойного диэлектрика (this time it is Intra-Metal dielectric), 6. Создание контактных окон для соединения первого и второго металла. Заполнение контактных отверстий металлом CVD process. 7. Повторение пп. 4 -6 для всех металлических слоев. 8. Формирование конечного слоя пассивации для защиты ИС.

тенденции в изменении разрешающей способности литографического процесса • полушаг – это минимальный размер литографических параметров на кристалле .

Производство фотошаблонов: Допустимый дрейф температуры помещения в той же зоне: 0. 1 ºС / неделя Номинальное значение температуры в той зоне 18 ÷ 23 ºС Относительная влажность 35 ÷ 45% ± 0. 1%/ час Класс чистоты помещения 100 в зоне установки основного оборудования (по стандарту F 209 E)Класс чистоты на операциях монтажа < 1 пелликлов Амплитуда вибраций в зоне установки электронно-лучевых генераторов изображения не более 0. 006 мкм в диапазоне частот от 0. 1 Гц до 10 Гц

Для чего нужна «чистая комната» ? Чистая комната предназначена для защиты от загрязнений следующих типов: • • • Неорганических • Минеральные частицы • Металлические частицы • • • Химических • Производные углеводорода • Органические составы • • Микробиологических • Бактерии • Вирусы • Споры • Грибки • Клещи • Пыльца

- производственные помещения разделены на чистую рабочую зону и зону технического обслуживания оборудования, при этом рабочие столы и оборудование устанавливаются так, чтобы линия разделения воздушного потока находилась на расстоянии, примерно равном 2/3 ширины технологической зоны. В противном случае основная масса загрязнений от рук оператора распределяется по всей поверхности стола; - конструкция ЧПП должна быть прочной, герметичной, удобной при монтаже, эксплуатации и уборке, по возможности недорогой, обеспечивать необходимый воздухообмен, обладать теплоизолирующими свойствами и гибкостью к перепланировке;

Чистым помещением или чистой комнатой называется помещение, в котором счетная концентрация взвешенных в воздухе частиц и число микроорганизмов в воздухе поддерживаются в определенных пределах. Под частицей понимается твердый, жидкий или многофазный объект или микроорганизм с размерами от 0. 005 до 100 мкм. Важной характеристикой чистого помещения является его класс. Класс чистого помещения характеризуется классификационным числом, определяющим максимально допустимую счетную концентрацию аэрозольных частиц определенных размеров в 1 м 3 воздуха. Чистые помещения можно условно разбить на две большие группы: - с однонаправленным потоком воздуха (поток воздуха с постоянной скоростью и примерно параллельными линиями тока по всему поперечному сечению чистой зоны); с неоднонаправленным потоком воздуха. Состояния чистого помещения: а) построенное, когда чистое помещение построено и действует, но технологическое оборудование не установлено или установлено, но не работает, а материалы и персонал отсутствует; б) оснащенное, когда чистое помещение построено и действует, технологическое оборудование установлено и отлажено, а персонал отсутствует; в) эксплуатируемое, когда чистое помещение функционирует в соответствии с заданными требованиями и с установленной численностью персонала, работающего в соответствии с документацией. 28
 –характеристика степени запыленности чистого помещения и чистого рабочего места. Обычно")
Класс чистоты (cleanroom class) –характеристика степени запыленности чистого помещения и чистого рабочего места. Обычно используются американский стандарт FS 209 и международный стандарт ISO 14644 -1 (Серия стандартов по системному менеджменту качества разработана Техническим комитетом ТК 176 Международной Организации по Стандартизации (ISO, International Organization for Standardization). . В федеральном стандарте США FS 209 E концентрация частиц в воздухе выражена в метрических единицах, т. е. в числе частиц в м 3, а класс в системе СИ определяется как десятичный логарифм концентрации частиц размером ≥ 0, 5 мкм в 1 м 3 воздуха. В английском варианте предыдущих версий стандарта класс чистоты определяется по количеству частиц размером ≥ 0, 5 мкм в 1 фут3 воздуха. Классификация ISO 14644 -1 основана на уравнении: Cn=10 N(0, 1/d)2, 08 Cn – максимально допустимая концентрация частиц рассматриваемого размера (d), Cn – округляется до ближайшего целого числа с использованием не более трех значащих цифр. N – класс по ISO, не превышающий 9; допускаются промежуточные классы с минимальным интервалом 0, 1 N. 0, 1 постоянный параметр с размерностью в мкм. Классификация ISO гармонизирована с классификацией FS 209 E так, что класс 3 по ISO соответствует классу 1 или М 1, 5 по FS 209 E , класс 4 по ISO соответствует классу 10 или М 2, 5 по FS 209 E , класс 5 по ISO соответствует классу 100 или М 3, 5 по FS 209 E и. т. д. 29

Классификация чистых помещений По ГОСТ ИСО 14644 -1 По различным стандартам

Чистая комната - это сложное техническое помещение, в котором концентрация частиц загрязняющих веществ поддерживается в определенных пределах в соответствии с требованиями стандартов производства различных продуктов. Это помещение, в котором контролируется счетная концентрация аэрозольных частиц, построенное и используемое так, чтобы свести к минимуму поступление, генерацию и накопление частиц внутри помещения, и позволяющее, при необходимости, контролировать другие параметры, такие как, температура, влажность и давление.


Основные элементы чистой комнаты В основе архитектурно - строительных решений при создании чистого помещения лежит принцип построения "комната в комнате". Рабочая зона «чистой» комнаты образуется пространством, ограниченным с помощью герметизированных элементов ограждающей конструкции. • Рабочая зона чистой комнаты, выполненная из следующих основных элементов, таких как: -Стеновые панели -Потолочные панели -Окна и Двери -Напольное покрытие -Система освещения -Аксессуары • Система очистки и кондиционирования воздуха, включающая в себя станцию по воздухоподготовке в комплекте с фильтрующими элементами, водяной охладитель и др. дополнительное оборудование. • Система контроля поддерживаемого класса чистоты, а также климатических параметров (влажность, температура) внутри «чистой» комнаты.

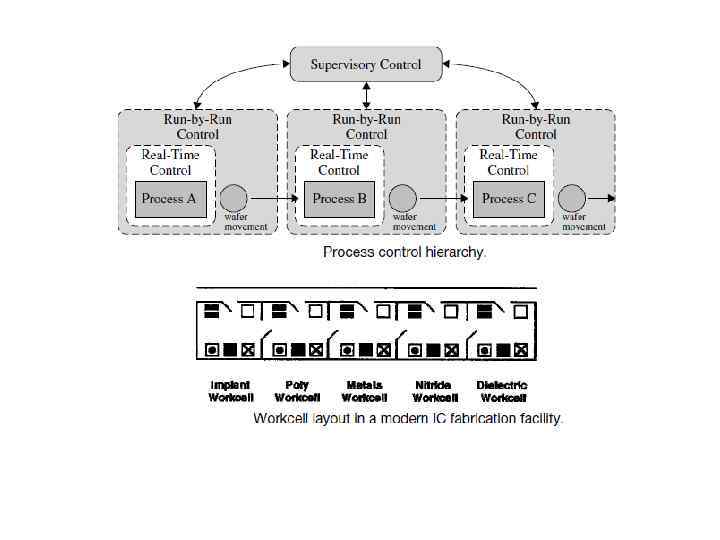
Концепции контроля и разделения В силу экономических, технических и эксплуатационных факторов технологическое ядро во многих случаях окружают зоны с меньшим классом чистоты. Это позволяет уменьшить до минимума размер зоны с высоким классом чистоты.

Примеры потоков воздуха в чистых помещениях В чистом помещении применяются однонаправленные и неоднонаправленные потоки воздуха. Комбинация двух потоков дает смешанный поток. В чистых помещениях классов 1 -5 ИСО, как правило, применяются однонаправленные потоки воздуха, а для помещений классов 6 -9 ИСО - неоднонаправленные. а - однонаправленный поток воздуха; b - неоднонаправленный поток воздуха; с - смешанный поток воздуха; 1 - приточный воздух; 2 - вытяжной воздух

Влияние персонала и объекта на однонаправленный поток воздуха Чтобы избежать значительной турбулентности вблизи чувствительной к загрязнениям зоны в чистых помещениях с однонаправленным потоком воздуха, необходимо учитывать основные аэродинамические требования, характер физических препятствий потоку воздуха (технологическое оборудование), выполняемые операции, движения персонала и перемещение продукта. а - за счет лучшего расположения оборудования; b - за счет лучшей формы оборудования и рабочего места; с - за счет правильного поведения персонала; d - за счет специальной организации потоков воздуха; 1 - источник тепла; 2 - локальный поток с повышенной скоростью

Структурная схема системы вентиляции и кондиционирования воздуха чистой комнаты. 38

План чистой комнаты 39

Примеры применения чистых помещений для микроэлектроники: Класс чистоты помещения в эксплуатируемо м состоянии Тип потока воздуха Средняя скорость потока воздуха Объем подаваемого воздуха, м 3, на 1 м 2 площади помещения в 1 ч Примеры применения 2 ИСО О 0, 3 -0, 5 Не применяется Фотолитография и другие критические зоны 3 ИСО О 0, 3 -0, 5 То же Рабочие зоны 4 ИСО О 0, 3 -0, 5 Рабочие зоны Производство масок с несколькими подложками, производство компактных дисков, зоны обслуживания и вспомогательные зоны 5 ИСО О 0, 2 -0, 5 Не применяется Рабочие зоны Производство масок с несколькими подложками, производство компактных дисков, зоны обслуживания и вспомогательные зоны 6 ИСО H или С Не применяется 70 -160 Зоны обслуживания, вспомогательные зоны 7 ИСО H или С То же 20 -70 Зоны обслуживания, вспомогательные зоны, обработка поверхностей 8 ИСО H или С 10 -20 Зоны обслуживания, вспомогательные зоны О - однонаправленный, Н - неоднонаправленный, С - смешанный

Микрозагрязнения выделяются персоналом, ограждающими конструкциями, оборудованием, проникают в чистые помещения из окружающей среды. На технологический процесс приходится 25% микрозагрязнений, на оборудование 25%, технологические газы и химикаты - 8%, воздух - 8%, персонал - 34%. Основным источником загрязнений в чистом помещении является человек. Это объясняется структурой его кожи и динамикой ее изменений. При движении в чистых помещениях люди в халатах и лабораторной одежде выделяют в окружающую среду в среднем: - 2 млн. частиц с размерами 0. 5 мкм и более; - 300 тыс. частиц с размерами 5 мкм и более; - 160 тыс. частиц, на которых находятся микроорганизмы.

42

Чистые помещения в микроэлектронике Электронная промышленность предъявляет наиболее строгие требования к чистоте воздуха в производственных помещениях, особенно в связи с интенсивным развитием субмикронных технологий. Определяющим фактором в развитии требований к чистым помещениям является размер топологического элемента микросхемы. Если размер частицы, осевшей на микросхему, превышает 0. 1 -0. 2 доли минимального топологического размера, то это может привести к браку. Частицы металлов, ионы, бактерии являются причиной брака. Степень чистоты воздуха прямо связана с процентом выхода годных в производстве микросхем. Связь параметров микросхемы и требуемого класса чистоты

Требования к чистоте Класс чистоты воздуха зависит от выполняемых операций. Наиболее чувствительными являются операции с открытыми пластинами (литография, травление, напыление). Для микросхем с топологическим размером 1 мкм эти операции выполняются в чистых помещениях классов 4 ИСО - 5 ИСО. Широкое применение нашли локальные чистые зоны с более высокими классами чистоты, например, в установках фотолитографии, химического травления, отмывки. Дальнейший рост требований к чистоте при следовании традиционной концепции чистых помещений приводил к неэффективным решениям. Выходом из положения явились изолирующие технологии. Суть такой технологии состоит в физическом разделении определенного объема с чистым воздухом от окружающей среды. Это разделение является герметичным. Изоляция процесса от персонала и окружающей среды исключила влияние одного из самых интенсивных источников загрязнений - человек. Применение изолирующих технологий повлекло за собой широкое внедрение автоматизации и роботизации. Начался переход от чистой технологии, защищающей процесс от выделяемых человеком загрязнений, к безлюдной технологии.

Класс 1 Производство интегральных микросхем. Класс 10 Производство интегральных микросхем с расстоянием между проводниками менее 2 мкм. Класс 100 Асептическое производство инъекционных препаратов, требующее отсутствия микроорганизмов и частиц. Хирургические операции по имплантации или трансплантации органов. Изоляция пациентов с иммунным дефицитом, в том числе после пересадки костного мозга. Класс 1000 Производство оптических элементов высокого класса. Сборка и испытания прецизионных гироскопов. Сборка миниатюрных подшипников. Класс 10000 Пластиковое производство, сборка прецизионного гидравлического и пневматического оборудования, клапанов с сервоприводами, высокоточных часовых механизмов, трансмиссий высокого качества. Класс 100000 Оптическое производство, сборка электронных компонентов, сборка гидравлических и пневматических устройств.

Изолирующие технологии • • • Суть изолирующей технологии состоит в физическом разделении определенного объема с чистым воздухом от окружающей среды. При этом изоляция процесса от персонала и окружающей среды, исключила влияние одного из самых интенсивных источников загрязнений — человека. Это позволило уйти от ошибок человека. Таким образом, начался переход от чистой технологии, защищающей процесс от выделяемых человеком загрязнений к безлюдной технологии, при которой процесс защищен как загрязнений, так и от ошибок человека. На первом этапе, при внедрении технологии < 1, 0 мкм и пластин 150 и 200 мм широкое распространение получила технология SMIF (Standard Mechanical Interface) ~ СМИФ (Стандартный механический интерфейс). В контейнер вставляется кассета с пластинами, причем загрузка осуществляется снизу
 явился недавно появившийся контейнер")
• Усовершенствованным контейнером SMIF (Standard Mechanical Inter. Face ) явился недавно появившийся контейнер FOUP для пластин 300 мм. FOUP (Front Opening Unified Pod) — ФУП (Унифицированный контейнер, открывающийся с лицевой стороны) предназначен для непосредственной загрузки пластин, без кассет. Выпускаются два вида контейнеров FOUP: на 25 пластин и на одну пластину. Класс чистоты внутри самого контейнера определяется чистотой инертного газа (азота), который пропускается через контейнер (5 ИСО, 4 ИСО и т. д. ).

Кластеры • • Если две или более единицы оборудования объеденить так, чтобы доступ в них происходил через одно загрузочное устройство, то резко снижается число операций загрузки-выгрузки и повышается защита от загрязнений. Манипуляции по загрузке-выгрузке осуществляются одним роботомманипулятором, находящимся в загрузочной камере и обслуживающим несколько единиц оборудования (рис. 15. 9). Такая технология называется кластерной технологией (от английского cluster — фоздь). В сочетании с SMIF {FOUP) изолирующей технологией она обеспечивает наиболее высокий уровень чистоты, процент выхода годных и качество

49

Чистота технологических сред • • • Технологические газы -Чистота газов составляет от 99, 99 до 99, 999999% в зависимости от их назначения. Система распределения газов (трубы, клапаны, измерительные приборы) должна быть герметичной и не выделять загрязнений. Обычно применяются трубы и арматура из нержавеющей стали с полимерными компонентами. Температура воздуха -При производстве микросхем в чистых помещениях поддерживается температура около 20+/- 0. 1 °С. Влажность воздуха -В производственных помещениях требуется непрерывно поддерживать влажность в пределах 34 -45%. Вода - Основным показателем чистоты воды является ее проводимость. Высокочистая деионизованная вода имеет сопротивление более 18 МОм-ш при 25 °С. Технологические жидкости Уровень чистоты жидкостей достигает 1 ррb — одной части на биллион (миллиард), что означает — 1 посторонняя молекула на 1 млрд. молекул вещества. Трубопроводы и процессы перемещения жидкости из одной емкости в другую являются критическими факторами и требуют особого внимания, в том числе в плане защиты от перекрестных загрязнений. В последнее время появились установки приготовления технологических жидкостей непосредственно перед точкой использования. За счет этого может быть достигнут уровень чистоты 1 ppt (одна часть на триллион).
Чистые помещениz2012 г. - семинар 1.pptx