Лекция 1.pptx
- Количество слайдов: 40



Процессы и операции формообразования Токарный станок, иллюстрация 1480 г. Нартов А. К. , изобретатель (1717) токарно винторезного станка

Тема 1. Инструментальные материалы Существует 6 основных требований к инструментальным материалам: 1. Инструментальный материал должен иметь твердость не менее 63… 66 HRC; 2. Инструментальный материал должен обладать высокой теплостойкостью, т. е. способностью сохранять высокую твердость при повышенных температурах; 3. Инструментальный материал должен иметь высокую износостойкость, т. е. способность сопротивляться разрушению; 4. Инструментальный материал должен иметь высокую прочность, т. к. материалы с высокой твердостью как правило очень хрупкие; 5. Инструментальный материал должен хорошо обрабатываться резанием, давлением, хорошей шлифуемостью после термической обработки; 6. Инструментальный материал должен быть по возможности дешевым.

Виды инструментальных материалов

Углеродистые и легированные инструментальные стали Из нетеплостойких инструментальных наибольшее применение для режущего лезвийного инструмента находят углеродистые стали марок У 10 А, У 11 А, У 12 А (ГОСТ 1435 99) с теплостойкостью до 220 °C и легированные инструментальные стали марок 9 ХС, 9 Г 2 Ф, ХВ 5, ХВГ, ХВСГ, ХГ (ГОСТ 5950 2000) с теплостойкостью до 250 °C (для высокохромистых сталей типа Х 6 ВФ, Х 12 М до 510 °С). Из углеродистых и легированных сталей изготавливают режущие инструменты, работающие при невысоких скоростях резания (до 15 м/мин): метчики, плаш ки, малоразмерные сверла, развертки, напильники, ножовочные полотна и др. Легированные инструментальные стали, по сравнению с углеродистыми инструментальными, отличаются несколько большей теплостойкостью, твердостью, большей прокаливаемостью и меньшими короблениями при закалке. Основные области использования легированных инструментальных сталей приведены в ГОСТ 5950 2000. В целом, практическое применение легированных и особенно углеродистых инструментальных сталей ограничено низкой теплостойкостью. Наблюдается устойчивая тенденция снижения их доли в общем объеме используемых инструментальных материалов.

Быстрорежущие стали это высоколегированные стали с высоким содержанием углерода, вольфрама, хрома, молибдена, кобальта, ванадия. Высокая твердость, прочность, тепло и износостойкость обусловлена двойным упрочнением: мартенситным при закалке и дисперсионным твердением при относительно высоком отпуске (500. . . 620 °С), вызывающим выделение упрочняющих фаз. В марках быстрорежущей стали буквы и цифры означают: Р - быстрорежущая; цифра, следующая за буквой обозначает среднюю массовую долю вольфрама; М - молибден, Ф - ванадий, К - кобальт, А - азот; цифры, следующие за буквами, означают соответственно массовую долю указанного элемента. МП - материал порошковый. Во всех быстрорежущих сталях обязательно присутствуют такие легирующие элементы, как углерод, хром, молибден и ванадий, однако в обозначении никогда не обозначается содержание хрома (составляет 3, 1. . . 4, 4%), обычно не обозначается содержание углерода (0, 73. . . 1, 12%), не обозначается содержание молибдена (до массовой доли 1% вкдючительно) и ванадия при его содержании менее 3% (за исключением экономно-легированных быстрорежущих сталей). Для азота обозначается его присутствие, но не указывается его массовая доля, которая для сталей, легированных азотом составляет 0, 05. . . 0, 10%.

Марка стали Область применения Р 18 Для всех видов режущего инструмента для обработки конструкционных сталей с пределом прочности до 1000 МПа. Обладает высокой технологичностью. Р 6 М 5 Базовая сталь нормальной производительности (теплостойкости). Для всех видов режущих инструментов для черновой и чистовой обработки. По сравнению с Р 18 имеет более высокую прочность, но узкий интервал закалочных температур, склонность к обезуглероживанию, пониженную шлифуемость. Предпочтительна для изготовления резьбонарезного инструмента, а также инструмента, работающего с ударными нагрузками. Р 6 АМ 5 По сравнению с Р 6 М 5 имеет повышенную твердость и износостойкость. Р 6 М 5 Ф 3 Для инструментов с высоконагруженными режущими кромками. Для чистовых и получистовых инструментов. Для обработки на повышенных скоростях. Р 12 ФЗ Для чистовых инструментов при обработке вязкой аустенитной стали и материалов, обладающих абразивными свойствами. Р 18 К 5 Ф 2 Для обработки высокопрочных и жаропрочных сталей и сплавов, материалов с повышенной твердостью. Р 9 К 5 Для обработки труднообрабатываемых сталей и сплавов, в том числе повышенной твердости. Р 6 М 5 К 5 Базовая сталь повышенной производительности (теплостойкости). Для обработки углеродистых и легированных сталей на повышенных режимах. Для обработки высокопрочных и жаропрочных сталей и сплавов в условиях повышенного разогрева режущей кромки: зуборезный инструмент, фрезы, фасонные резцы, зенкеры, метчики.

Твердые сплавы Под твердыми сплавами понимают композиционный материал, полученный методами порошковой металлургии на основе высокотвердых и туго плавких карбидов вольфрама, титана, тан тала, ниобия соединенных металлической связ кой (кобальт, никель, молибден и др. ). Твердые сплавы производят в виде сменных мгногогранных пластин (СМП), которыми оснащаются режущие инструменты. На большую часть СМП наносят износостойкие покрытия. Выпускаются также цельные твердосплавные инструменты, в основном небольших размеров концевые фрезы, сверла и др. Инструменты, изготовленные из твер дых сплавов, обладают высокой твердостью (86. . . 94 HRA) и теплостойкостью (до 800. . . 1000°С), обеспечивая высокую износостойкость на скоростях резания, значительно превосходящих допустимые для быстрорежущих сталей. Вместе с тем твердые сплавы имеют меньшую, чем у сталей изгибную прочность и ударную вязкость. У сборного инструмента корпуса и элементы крепления (державки резцов, хвостовики сверл, зенкеров, разверток, метчиков, корпуса сборных фрез, расточные оправки) изготовляются из конструкционных сталей марок: 45, 50, 60, 40 Х, 45 Х, У 7, У 8, 9 ХС и др. Наибольшее распространение получила сталь 45.
 ВК 3 (K 01 K 05) Область")
Марка ТС (подгруппа применения по ISO 513) ВК 3 (K 01 K 05) Область применения Чистовое точение с малым сечением среза, окончательное нарезание резьбы, развертывание и т. п. при обработке серого чугуна, цветных металлов и их сплавов и неметаллических материалов (резины, фибры, пластмассы, стекла, стеклопластиков и т. п. ). Резка листового стекла. ВК 3 М Чистовое точение, растачивание, нарезание резьбы, развертывание при обработке твердых, (К 10) легированных и отбеленных чугунов, цементированных и закаленных сталей, высокоабразивных неметаллических материалов. BK 6 OM Чистовое и получистовое точение, растачивание, развертывание, нарезание резьбы при обработке (K 20 K 30, твердых, легированных и отбеленных чугунов, закаленных сталей и некоторых марок M 10, S 30, коррозионностойких, высокопрочных и жаропрочных сталей и сплавов, особенно сплавов на основе H 20) титана, вольфрама и молибдена. BK 6 M Получистовая обработкажаропрочных сталей и сплавов, коррозионностойких сталей аустенитного (K 10 K 20, класса, твердых и закаленных чугунов, твердой бронзы, сплавов легких металлов, абразивных M 10) неметаллических материалов. Обработка закаленных и нетермообработанных углеродистых и легированных сталей при тонких сечениях cpeзaна относительно малых скоростях резания. BK 6 Черновое и получерновое точение, черновое нарезание резьбы резцами, получистовое фрезерование (K 20 K 30) сплошных поверхностей, рассверливание и растачивание, зенкерование отверстий при обработке серого чугуна, цветных металлов и сплавов. ВК 8 Черновое точение при неравномерном сечении среза и прерывистом резании, строгание, черновое ( K 30 K 40, S 10 фрезерование, сверление, черновое зенкерования серого чугуна, цветных металлов и их сплавов и S 20, N 30) неметаллических материалов. Обработка коррозионностойких. высокопрочных и жаропрочных труднообрабатываемых сталей и сплавов, в том числе сплавов титана. ВК 10 ХОМ Сверление, зенкерование, развертывание, фрезерование и зубофрезерование стали, чугуна, некоторых (К 30 труднообрабатываемых материалов и неметаллов цельнотвердосплавным мелкоразмерным K 40, M 30, S 10 инструментом. S 20)
 ВК 15 Т 30 К 4 (")
Марка ТС (подгруппа применения по ISO 513) ВК 15 Т 30 К 4 ( P 01) Т 15 К 6 ( P 10) T 5 K 10 ( P 30 P 40) ТТ 7 К 12 ( P 40 P 50, M 40) ТТ 8 К 6 ( H 01, M 10, S 10) Область применения Изготовление режущего инструмента для обработки дерева, опорных пластин, отрезных ножей. Чистовое точение с малым сечением среза, нарезание резьбы и развертывание отверстий в незакаленных и закаленных углеродистых и легированных сталях. Получерновое точение при непрерывном резании, чистовое точение при прерывистом резании, нарезание резьбы токарными резцами, получистовое и чистовое фрезерование сплошных поверхностей, рассверливание и растачивание предварительно обработанных отверстий, чистовое зенкерование, развертывание и другие аналогичные виды обработки углеродистых и легированных сталей. Черновое точение при неравномерном сечении среза и прерывистом резании, фасонноеточение, отрезка токарными резцами, чистовое строгание, черновое фрезерование прерывистых поверхностей и других видов обработки углеродистых и легированных сталей, преимущественно в виде поковок, штамповок и отливок по корке и окалине. Тяжелое черновое точение стальных поковок, штамповок и отливок по корке с раковинами при наличии песка, шлака и различных неметаллических включений при неравномерном сечении среза и наличии ударов. Все виды строгания, тяжелое черновое фрезерование углеродистых и легированных сталей. Чистовое и получистовое точение, растачивание, фрезерование и сверление серого и ковкого чугуна, а также отбеленного чугуна. Непрерывное точение с небольшими сечениями среза стального литья, высокопрочных коррозионностойких сталей, в том числе закаленных. Обработка сплавов цветных металлов и некоторых марок титановых сплавов при резании с малыми и средними сечениями среза. По стойкости при чистовом и получистовом точении, фрезеровании, сверлении серого и ковкого чугуна в 2 раза превосходит сплав ВК 6 М.
 ТТ 10 К 8 Б (P 20,")
Марка ТС (подгруппа применения по ISO 513) ТТ 10 К 8 Б (P 20, M 20, S 10 S 20) ТТ 20 К 9 ( P 25 Р 30) ТН 20 ( Р 01 P 10) КНТ 16 ( P 10 P 20) Область применения Черновая и получистовая обработка некоторых марок труднообрабатываемых материалов, коррозионностойких сталей аустенитного класса, жаропрочных сталей и сплавов, в том числе титановых. Фрезерование стали, особенно глубоких пазов и других видов обработки, предъявляющих повышенные требования к сопротивлению сплава тепловым и механическим циклическим нагрузкам. Чистовое и получистовое точение при непрерывном резании углеродистых низколегированных конструкционных сталей, сплавов на основе меди, низколегированных сплавов никеля, серых чугунов и полиэтилена. Чистовое и получистовое торцевое фрезерование деталей из чугуна. Получистовое и получерновое точение при непрерывном резании углеродистых, низколегированных и конструкционных сталей, цветных металлов на основе меди, низколегированных сплавов никеля, в том числе, при неравномерном сечении среза, чистовое и получерновое фрезерование деталей из серого и ковкого чугуна, чистовое фрезерование углеродистых и легированных сталей.
 Подгруппа применения Основная область применения P 01. . . P")
Группа резания (цветовой код) Подгруппа применения Основная область применения P 01. . . P 50 Все виды сталей, кроме сталей аустенитного класса М (желтый) M 01. . . M 40 Коррозионностойкие стали в состоянии поставки К (красный) K 01. . . K 40 N (зеленый) N 01. . . N 30 Чугуны Алюминиевые и медные сплавы, неметаллические материалы S (коричневый) S 01. . . S 30 Жаропрочные стали и сплавы, титановые сплавы H (серый) H 01. . . H 30 Твердые материалы: закаленные стали и чугуны, в том числе отбеленные Р (синий)

Минералокерамика

Марка ЦМ 332, ВО 13, ВО 130, BO 100, ВО 18, ВО 180, ВШ 75 Тип Оксидная ВОК 200, В 3, ВОК Смешанная с Ti. C 60, ВОК 63, ВОК 71 ОНТ 20 (кортинит) ТВИН 400 Смешанная с Ti. N ТВИН 200, Силинит Р Нитридная ВОКС 300, ВОК 95 С, ВОК 95 М Слоистый керамический материал на твердосплавной подложке На основе Al 2 O 3 армированная нитевидными кристаллами Si. C Область применения Высокоскоростное точение нетермообработанных сталей (качественных конструкционных, улучшенных, конструкционных легированных), с твердостью 160. . . 380 HB, а также серых чугунов твердостью 143. . . 289 HB без применения СОЖ. Для чистовой и получистовой обработки резанием углеродистых и легированных сталей, цементуемых и закаленных с твердостью 30. . . 50 HRC, а также ковких, высокопрочных, отбеленных чугунов. Для обработки закаленных сталей, отбеленных чугунов, медных и никелевых сплавов Для обработки никелевых сплавов, закаленных высоколегированных и быстрорежущих сталей и чугунов твердостью более 250 НВ, с высокими скоростями и большими подачами при черновом, получистовом и чистовом точении и фрезеровании. Для обработки всех видов чугуна с большими подачами и скоростями, при черновом, получистовом и чистовом точении, фрезеровании, для обработки сплавов на основе никеля и кобальта. Возможно применение СОЖ. Для чистовой и получистовой токарной обработки углеродистых, легированных, закаленных сталей и различных чугунов, в том числе прерывистого точения. Для нарезания резьбы и канавок в деталях из закаленной стали.

Сверхтвердые материалы

Инструментальный материал Углеродистая сталь Легированная сталь Быстрорежущая сталь Твердые сплавы: Группа ВК Группы ТК и ТТК Керметы С покрытием Керамика Теплостойкость инструментального материала, 0 С Допустимая скорость при обработке резанием стали, м/мин 200. . . 250 350. . . 400 550. . . 600 10. . . 15 15. . . 30 40. . . 60 900. . . 930 1000. . . 1030 800. . . 830 1000. . . 1100 1200. . . 1230 120. . . 200 150. . . 250 100. . . 300 200. . . 300 400. . . 600

Тема 2. Геометрические параметры инструмента Кинематическая схема резания

Главное движение резания Dr – прямолинейное поступательное или вращательное движение заготовки или режущего инструмента, происходящее с наибольшей скоростью в процессе резания. Скорость рассматриваемой точки режущей кромки или заготовки в главном движении называется скоростью главного движения V. Движение подачи Ds – прямолинейное поступательное или вращательное движение режущего инструмента или заготовки, скорость которого меньше, чем скорость главного движения, предназначенное для того, чтобы распространить отделение срезаемого слоя материала на всю обрабатываемую поверхность. Скорость рассматриваемой точки режущей кромки в движении подачи называется скоростью подачи Vs. Результирующее движение резания De – суммарное движение режущего инструмента относительно заготовки, включающее главное движение резания Dr и движение подачи Ds. Скорость рассматриваемой точки режущей кромки в результирующем движении называется скоростью результирующего движения резания Ve.

Конструктивные элементы токарного резца Рабочая часть I – часть режущего инструмента, содержащая лезвие и выглаживатели при их наличии; Крепежная часть II – часть режущего инструмента для его установки и закрепления. Элементы рабочей части: 1 – передняя поверхность – поверхность, контактирующая в процессе резания со стружкой; 5 – главная задняя поверхность – поверхность, контактирующая в процессе резания с обработанной поверхностью 6 – главная режущая кромка – часть режущей кромки, формирующая большую сторону сечения срезаемого слоя; 3 – вспомогательная режущая кромка; 4 – вспомогательная задняя поверхность; 2 – вершина лезвия.
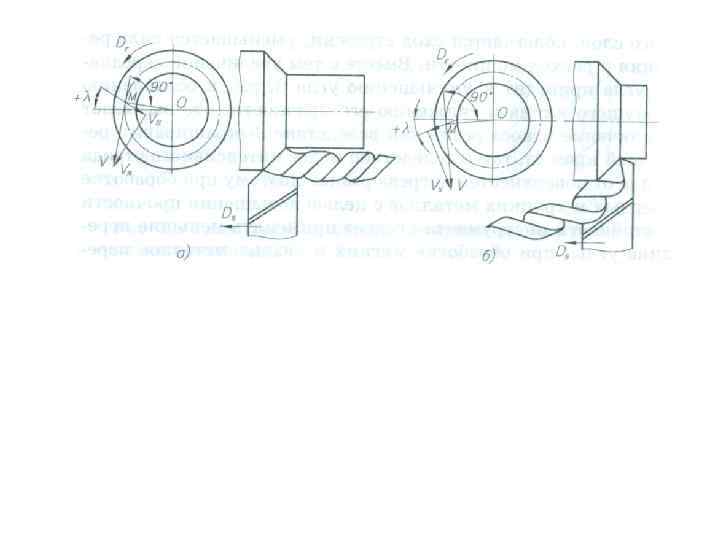
 обработка плоскостей; б) обработка тел вращения")
Геометрические параметры системы резания: а) обработка плоскостей; б) обработка тел вращения

Различают три системы координат при резании: Инструментальная система координат Прямоугольная система координат с началом в вершине режущего лезвия, ориентированная относительно базы крепления. Применяется для изготовления и контроля инструмента. Статическая система координат Прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно вектора скорости главного движения. Применяется для определения изменения геометрии инструмента при его установке на станке. Кинематическая система координат Прямоугольная система координат с началом в рассматриваемой точке режущей кромки, ориентированная относительно вектора скорости результирующего движения. Применяется для определения геометрии инструмента в процессе резания.
;")
Координатные плоскости Pv - Основная плоскость перпендикулярна üвектору скорости главного движения (статическая система координат); ü вектору скорости результирующего движения (кинематическая система координат). В инструментальной системе координат Pv ориентирована относительно базы крепления инструмента. Pn - Плоскость резания - касательная к режущей кромке в рассматриваемой точке и перпендикулярная к основной плоскость. Pτ - Главная секущая плоскость – перпендикулярная к линии пересечения основной плоскости и плоскости резания. Ps - Рабочая плоскость – плоскость, в которой расположены векторы скоростей главного движения и движения подачи.

Углы резца: Передний угол γ – угол в секущей плоскости между передней поверхностью и основной плоскостью. Влияет на процесс стружкообразования и прочность режущего лезвия. С увеличением переднего угла уменьшается степень деформации срезаемого слоя и снижается прочность режущего лезвия. Передний угол γ зависит от свойств обрабатываемого материала инструмента. С увеличением прочности и твердости обрабатываемого материала оптимальный передний угол уменьшается, а с увеличением прочности инструментального материала – возрастает. Передние углы заметно влияют на интенсивность вибраций. С уменьшением γ вибрации усиливаются. При работе с толщиной среза а > 0, 2 мм на передней поверхности целесообразно делать фаску шириной от 0, 2 до 1, 0 мм. Быстроре з Твердый сплав Ширина фаски f = а f = (1, 5… 2) а γф 00 … 50 γ 250 … 300 -50 …-100 … 250

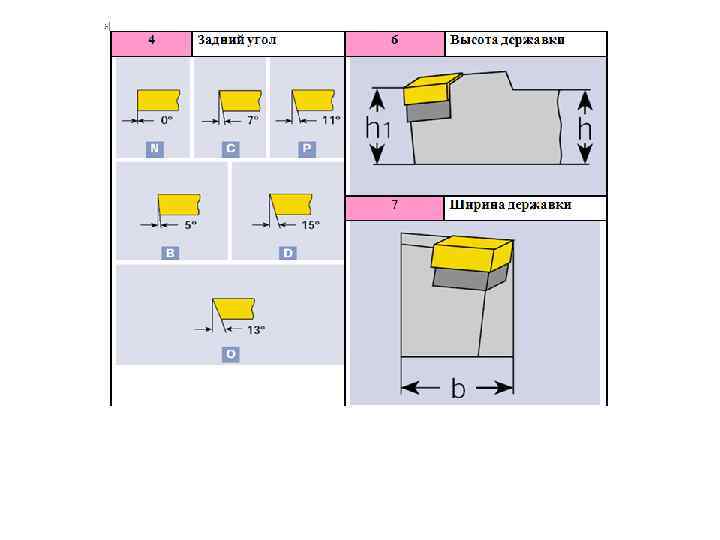
Задний угол α – угол в секущей плоскости между задней поверхностью и плоскостью резания. Увеличение заднего угла снижает силы трения по задней поверхности и прочность режущего лезвия. Задний угол α служит для уменьшения трения между задней поверхностью и поверхностью резания. Чрезмерное увеличение заднего угла приводит к снижению прочности и ухудшению теплоотвода. Обычно угол α принимают равным 6… 12 Оптимальное значение α, обеспечивающее максимальную стойкость, зависит от толщины срезаемого слоя. С увеличением толщины срезаемого слоя оптимальный задний угол уменьшается. При обработке твердых и прочных материалов величины задних углов уменьшаются, а при обработке легких сплавов - увеличиваются. Для уменьшения вибраций при обработке задние углы приходиться уменьшать. Угол заострения β – угол в секущей плоскости между передней и задней поверхностями резца.

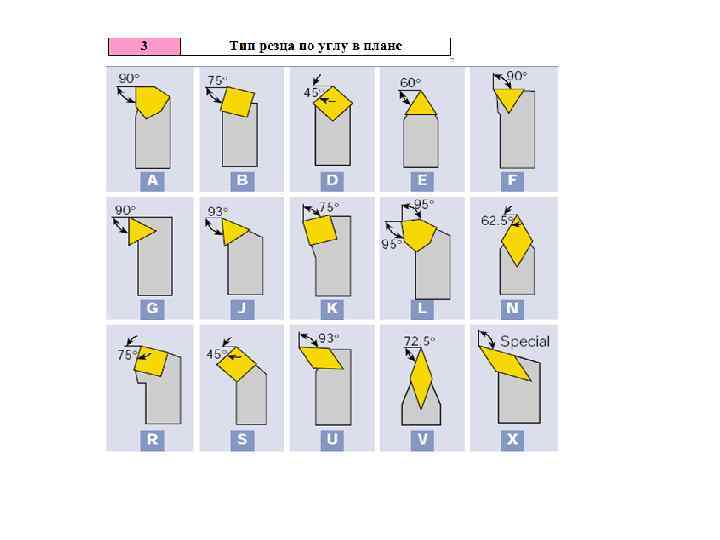
Угол в плане φ - угол в основной плоскости между плоскостью резания и рабочей плоскостью. Влияет на размеры срезаемого слоя, составляющие силы резания, теплоотвод, прочность вершины и шероховатость обработанной поверхности. Главный угол в плане φ влияет: üна размеры поперечного сечения срезаемого слоя; üна стойкость резца; üна шероховатость обработанной поверхности. Угол φ выбирают в зависимости от жесткости станка и заготовки, а также от типа и конструкции резца. Его значения находятся в пределах 10 ≤ φ ≤ 100

Угол наклона режущей кромки λ – угол в плоскости резания между режущей кромкой и основной плоскостью. Влияет на условия первоначального контакта инструмента и заготовки, и направление схода стружки. Угол наклона режущей кромки λ оказывает влияние: üна направление схода стружки; üна последовательность вступления в работу различных точек режущей кромки; üна ее активную длину; üна плавность врезания и выхода режущей кромки из контакта с заготовкой. Значения угла λ находятся в пределах − 15 ≤ λ ≤ +45. При λ >6 резко возрастают силы Py и Pz (а Pх - уменьшается), что предъявляет повышенные требования к жесткости системы СПИД.

Радиус закругления вершины резца r влияет на работу резца примерно так же, как и углы в плане. С увеличением r üпрочность режущей кромки у вершины возрастает, üстойкость повышается, üшероховатость обработанной поверхности снижается. Но при этом резко возрастает Pу , что способствует увеличению отжима заготовки и появлению вибраций. Оформление передней поверхности: a) плоская – для обработки прочных сталей, чугуна, хрупких материалов, b) ломанная, c) криволинейная – способствует завиванию стружки. С увеличением толщины срезаемого слоя радиус выемки увеличивается. Рекомендуется при обработке мягких, пластичных сталей, вязких цветных металлов и легких сплавов.

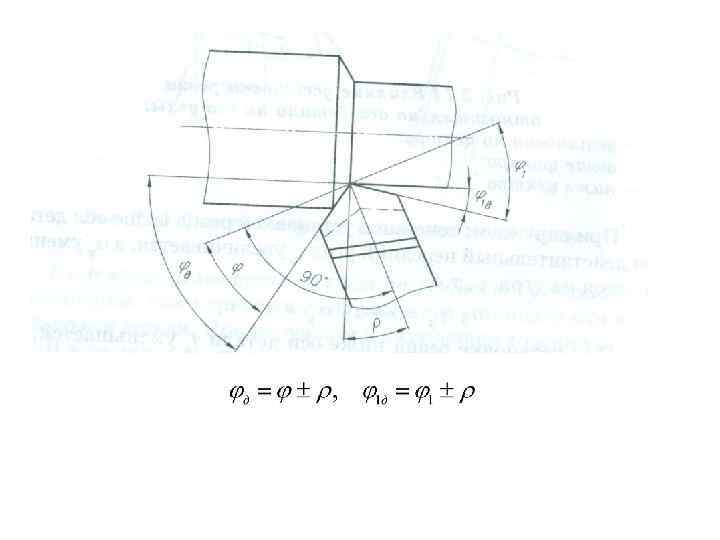
Изменение переднего и заднего углов в процессе резания
 и б) – при продольном")
Изменение углов α и γ в процессе резания: а) и б) – при продольном точении в) – при работе отрезным резцом

Если φ≠ 90 ⁰, то:

Изменение углов резца за счет погрешности установки При растачивании изменение углов при неправильной установке происходит наоборот h – величина смещения относительно оси детали; R – радиус детали

Классификация токарных резцов по ISO
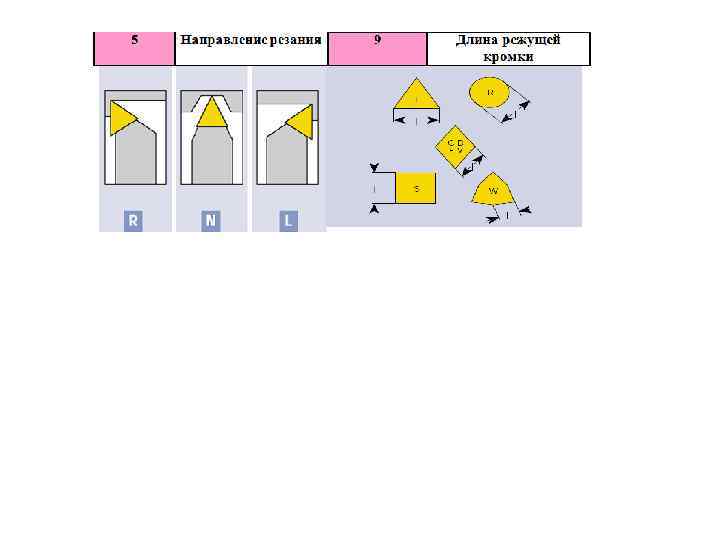

8 Длина резца 10 Данные завода изготовителя 11 Исполнение державки S – Стальная державка A – Стальная державка с отверстиями под СОЖ C – Твердосплавная державка E - Твердосплавная державка с отверстиями под СОЖ 12 Диаметр державки (мм) 1 2 3 4 5 6 М W L N R - 25 7 8 25 M 9 - 10 08 W

Обозначение пластинок по ISO 1 Форма пластины 2 Задний угол 3 Точность изготовления пластинки 4 Тип пластинки 5 Длина режущей кромки А - Без стружколома с отверстием G -Стружколом с обеих сторон, отверстие M - Стружколом с одной стороны, отверстие R - Стружколом с одной стороны без отверстия B - Зенковка с одной стороны, отверстие T, H - Стружколом с одной стороны, отверстие и зенковка P -Паз с одной или обеих сторон, отверстие Z, X - Особый
 8 Тип режущей")
6 Толщина пластинки 7 Радиус вершины ( в десятых долях миллиметра) 8 Тип режущей кромки 9 Обозначение стружколома F - Острая E - Закругленная T - Скошенная S - Скошенная и закругленная

Параметры режима резания Скорость резания V – скорость главного движения резания, определяемая по формуле: где D – диаметр обрабатываемой поверхности, мм; n – число оборотов детали инструмента в минуту Подача S – отношение расстояния, пройденного рассматриваемой точкой режущей кромки или заготовки вдоль траектории этой точки в движении подачи к соответствующему числу циклов или долей цикла другого движения при резании. Измеряется в [мм/об]. Глубина резания t – размер слоя материала, удаляемого с обрабатываемой поверхности за один проход инструмента, измеренный по нормали к направлению движения подачи. При продольном точении глубина резания равна: где D – диаметр обрабатываемой поверхности, мм; d – диаметр обработанной поверхности, мм
Лекция 1.pptx