56d25677e8a01e9aef2e3f6a6f95840b.ppt
- Количество слайдов: 37



PROCESS CONTROL COMPUTERS AT DURGAPUR STEEL PLANT’S BASIC OXYGEN FURNACES

OBJECTIVES § § § HELP REDUCE PROCESSING TIME MONITOR PROCESS IN REAL-TIME HELP INCREASE IN PRODUCTIVITY ACHIEVE ‘C’ / TEMP. HIT RATE % MANAGEMENT INFORMATION SYSTEM ENSURE QUALITY OF PRODUCT

AUTOMATION LEVELS f LEVEL 0 - FIELD INSTRUMENTS /SENSORS CAPTURING ANALOG AND DIGITAL DATA. f LEVEL 1 - BASIC AUTOMATION SYSTEM HAVING A SUPERLOOP OF TWISTED PAIR CABLE CONNECTING PCUs, WSAs , CIUs. f LEVEL 2 - VAX 3300 SYSTEMS ONE FOR EACH CONVERTER; CONNECTED TO CIUs OF LEVEL 1 & COLLECT DATA FROM LEVEL 1 AND PASS SET POINTS. f LEVEL 3 - VAX 3800 CLUSTER CONNECTED TO LEVEL 2.
 VAX (L 2) DECNET")
LEVEL I - LEVEL III COMMUNICATION RS-232 CIU (L 1) VAX (L 2) DECNET VAX (L 3) NETWORK 90 SUPERLOOP WSA PCUs FIELD (SUPERVISORY) (22) ( I/O) Ø DISPLAYS Ø SEND COMMANDS TO PLSs Ø CHANGE SET POINTS, NODE ETC. Ø OPERATOR -> BULK MATERIAL ADDITION

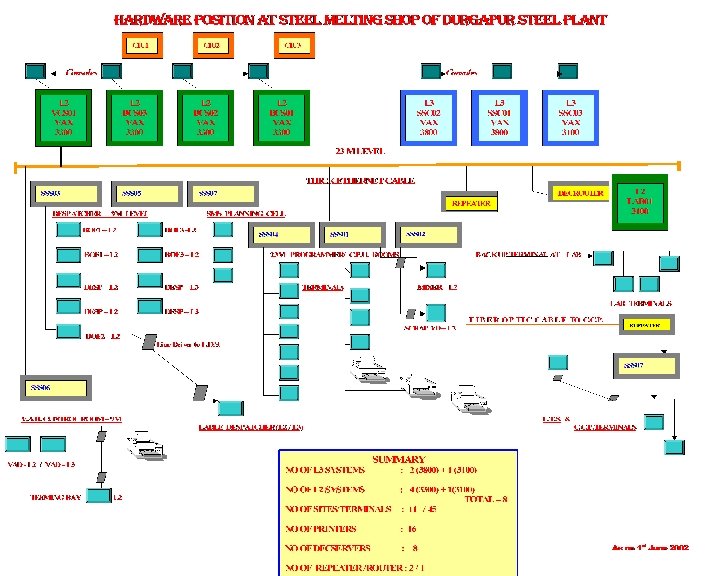
SMS HARDWARE Ø Micro. VAX 3800 Cluster - 2 M/Cs called Level 3 Systems Ø Micro. VAX 3300 Computers - 4 M/Cs , 1 for each Converter and 1 for VAD Ø Micro. VAX 3100 - for BOF Lab Ø Cluster Monitor Ø 8 Terminal Servers, 2 Repeaters, 500 m Fiber Optic Line Ø DEC Router, 45 Terminals and 20+ printers including 1 Laser printer, 1 Plotter and 1 Line printer Ø Connections to Control Room and Blower desks at 9 M, VAD, LDS, LTS, CCP, Mixer Bay, Scrap Yard, Welfare Building, LAB Ø Commissioned by DEMAG (Germany)

SYSTEM SOFTWARE Ø OPEN VMS 5. 5 -2 Ø VAX FORTRAN, DECNET, DECFORMS, GKS, TCP/IP, ORACLE RDB, VOLSHAD, CLUSTER MONITOR Ø MODAS ( Case Tool ) APPLICATION SOFTWARE Ø DIALOG BASED & BACKGROUND PROGRAMS Ø L II CONVERTER SPECIFIC SOFTWARE Ø L II TEE, CCP, LTS, VAD SPECIFIC SOFTWARE Ø L III ( Scheduling, Tracking ) Ø L II TO L III AND L III TO LIV COMMUNICATION S/W

INFORMATION FLOW BETWEEN DIFFERENT LEVELS AT S. M. S DURGAPUR STEEL PLANT Level 1 to Level 2 to Level 1 • Heat status e. g. , HS, BS, TE • Each heat’s data like bulk material addition, temps, lance position. Co/co 2 at tap end • Converter activities as seen in event log • Set point passing for o 2 and bulk materials after metallurgical calculations like : * Process aim, hot metal ordering main & 2 nd blow calculation, end blow & alloying additions • Mode of converter operation Teeming Reports Graphic Printouts Heat Reports Level 2 to Level 3 * Heat Number * Heat Data * Heat Status Level 3 to Level 2 • Schedule/Plan for the day * Steel/Hot Metal/Slag Analysis • Ladle details * CCP/LTS, Teeming Data • Grade Specifications / Definitions * Scrap Yard/ Mixer Data • Actual Steel Grades M. I. S. Reports Query Reports Level 4 to Level 3 to Level 4 * Heat Number * Teeming /CCP Cast Data • Schedule Data * Heat Data * Steel/H. Metal/Slag Analysis Data • Actual grades of cast from laboratory Level 4 terminal * Backlog details of the above, if any.

Level 2 System Tasks Ò Heat Number Generation Ò Metallurgical Calculations Ò Heat status monitoring Ò Select Mode of operation Ò Analysis data entry from Lab Ò Event log generation Ò Data transfer <-> Level 3 Systems

Level 3 System Tasks § § § § Heat Tracking Ladle Tracking Shop Scheduling Grade definitions Data Transfer to PPCS Database Upkeep Software development


Level 2 Models Ø Ø Ø Ø Process Aim calculation Hot Metal /Scrap Ordering Blowing Calculation 2 nd Blow Calculation Reblow Calculation Alloying Calculation Feedback Calculation

Process aim calculation Ø It is a feasibility check Ø It reads grades and re-blow pattern Ø The model predicts aim Carbon percentage and the temperature of liquid steel at the end of blow

PIC 60 DISPLAY HEAT NO. 02311369 CHARGE ID 23631 PROCESS AIM CALCULATION STEEL GRADE R 16 PETRO COKE N LADLE DATA STEEL LADLE NO 15 USE LOCAL LADLE DATA N EMPTY LADLE 0 WALL LIFE 75 BOTTOM LIFE 23 PREHEATING DUR 0 LADLE SKULL WT 0. 00 BLOW. PATTERN NO. BOT. STIR PAT NO. ORDERED STEEL WT 751 19 122. 00 0 1 Y C CONTENTS 200 50 1650 0 450 DESULPHURIZER 0 SYNTHETIC SLAG 0 C AIM EOB C AIM LDL 0. 080 0. 200 TAPPING DATA MAX Si. Mn TAP TMP LOSS EXP TAP DUR WAIT TIME TAP CORR INP 1700 9 9 5 -60 TEMPERATURES ALL OTHERS PRESET ADDITIONS NUM BATCHES [ ½ ] KILLED STEEL AXLE STEEL ADDITIONS Fe. Si Al Si. Mn Fe. Mn Carbon 15 -JAN-03 11: 16: 24 TOTAL 0 2350 AIM TMP EOB AIM TMP LDL AIM TMP CAST 1674 1630 1563

Hot metal and scrap ordering calculation v. Hot metal, scrap or iron ore can be fixed v. Mixer and ladle number are a must v. Bulk materials are calculated v. Download order to mixer and scrap yard bay v. Basicity can be adjusted

PIC 61 DISPLAY HEAT NO. 02311369 CHARGE ID 23631 HOT METAL AND SCRAP ORDERING CALCULATION STEEL GRADE R 16 AXLE STEEL CONVERTER AIM DATA INT-DESL DUR 0 INT-MEAS DUR 5 INT-STOP EXP TMP 1674 EXP C-CONTENT 0. 178 BLOWING END AIM TMP EOB 1703 C AIM EOB 0. 080 P MAX EOB 0. 032 AIM BASICITY 3. 0 S MAX EOB 0. 100 DEM IRON ORE 0 DEM % BAUXITE 0. 00 HOT METAL DATA MIXER NO HM LDL NO HM EXP TMP HM ORDER WT HM DEM WT HM ACTUAL WT DESLAGGED (Y/N) 2 06 1269 125. 00 0. 00 N EXP ANALYSIS END OF BLOW C Mn P S IMS 0. 178 0. 062 0. 042 0. 035 EOB 0. 080 0. 040 0. 021 0. 035 15 -JAN-03 11: 20: 24 SCRAP DATA MENU NO TRIM TYPE BOX NO ORDER WT DEM WT ACTUAL WT 7 S 00003 9. 11 0. 00 ADDITION DATA LIME 9469 DOLOMITE 2000 IRON ORE 224 LIMESTONE Mn ORE FLUOSPAR

Main blow calculation v. Done after start of heat v. Actual hot metal weight and temperatures are given as input to the model v. Model advices oxygen amount to be blown ( 1 st blow ) v. It also outputs expected steel composition at endpoint and slag weight

PIC 62 DISPLAY HEAT NO. 02311369 CHARGE ID 23631 CONVERTER AIM DATA INT – STOP EXP. TMP 1673 BLOWING END AIM TMP EOB 1674 C AIM EOB 0. 080 AIM BASICITY 3. 0 DEM % BAUXITE 0. 00 PROCESS DATA BLOW. PAT NO. 751 BOT STIR PAT NO. 19 DEM O 2 FLOW 430 LANCE HT 165 EXP BATH WT 126. 99 MAIN BLOW CALCULATION STEEL GRADE R 16 AXLE STEEL 15 -JAN-03 11: 38: 24 HOT METAL DATA LDL NO : 06 ORDER WT 125. 00 ACT WT 130. 00 ACT TMP/TIME 1211 / 11: 20 CHARGING TIME 11: 11 SCRAP DATA BOX NO CODE : S 00003 ORDER WT 9107 Kg ACT 10000 Kg BATH ANALYSIS C Mn P S IMS 0. 157 0. 048 0. 026 0. 035 EOB 0. 080 0. 031 0. 014 0. 036 MODEL ADVICES O 2 AMOUNT 6045 LIME 9863 DOLOMITE 2000 IRON ORE 252 MN ORE FLUOSPAR BAUXITE LIMESTONE SLAG ANALYSIS Fe. O Ca. O Mg. O Si. O 2 IMS 18. 27 48. 95 4. 87 16. 59 EOB 23. 79 45. 43 4. 53 15. 43

Second / Re-blow calculation v After taking sample and temperature during first blow, this calculation can be done v Model advices oxygen amount and bulk material additions/coolants v Expected end values v Re-blow is necessary if percentage of Carbon is too high, slag is too viscous

PIC 63 DISPLAY HEAT NO. 02311369 CHARGE ID 23631 CONVERTER AIM TMP EOB C AIM EOB P MAX S MAX DEV. LANCE H T ORE MAX LIMESTONE MAX SECOND BLOW AND REBLOW CALCULATION STEEL GRADE R 16 AXLE STEEL ACTUAL PROCESS STATUS MAIN BLOWING 2 DATA 1674 0. 080 0. 032 0. 100 -10 0 0 15 -JAN-03 11: 38: 24 NUM OF REBLOWS PREV. ADD ADVICE ACT LIME 9863 11275 DOLOMITE 2000 894 IRON ORE 252 1716 MN ORE FLUOSPAR BAUXITE LIMESTONE OXYGEN PU MEASURED DATA TMP EXP TMP ACT TMP TAKEN PREV. BLOWING PERIOD ANALYSIS DATA ADVICE ACT LANCE HT 165 0 O 2 AMOUNT 6045 6084 C PRE 0. 157 ACT 0. 090 NXT 0. 050 NEXT BLOWING PERIOD TMP EXP 1674 LANCE HT 155 O 2 AMMOUNT 200 IRON ORE 0 LIMESTONE 0 BAUXITE 0 MN ORE 0 QUICK TAPPING [Y/N] MN 0. 048 0. 080 0. 070 P 0. 026 0. 035 0. 029 S 0. 035 0. 040 0. 039 N FE TOTAL IN SLAG 14 % 1674 1660 TECTIP C SAMPLE CODE SAMPLE TAKEN 0

Offline alloying calculation v. Done before Tap Start v. This model advices three different combinations of alloys v. C , Si. Mn, Fe. Si, Fe. Mn are calculated

PIC 66 DISPLAY OFFLINE ALLOYING ADVICE HEAT NO. : 02311369 15 -JAN-03 12: 09: 23 CHARGE ID : 23631 EXP. STEEL WT. : 127. 0 LADLE ANALYSIS : C Mn Si P S AIM: 0. 200 0. 600 0. 080 0. 040 0. 030 ACTUAL 0. 028 0. 012 0. 050 0. 005 0. 031 RESULT 2 C LOSS 10. 00 RESULT 3 Si. Mn 1056 Si. Mn 0 Si. Mn 1289 Fe. Mn 345 Fe. Mn 0 Fe. Mn 213 Coke 611 Coke 0 Coke 447 COST (1) – RS 30902. 0 COST (2) – RS 0. 0 ELEMENT C SI-FESI YIELD : 45 65 MN-FEMN 85 COST (3) – RS 38566. 2 SI-SIMN MN-SIMN 65 85

Level II VCS System v This system is significant after tap end v This system has data entry and monitoring screens for ü LADLE TREATMENT STATION ü CONTINIOUS CASTING PLANT ü TEEMING BAYS ü LADLE DESPATCHER ü PRODUCTION DATA ENTRY SCREENS OF TEEMING AND CONTINIOUS CASTING PLANT


Level 3 Models Ø Ø Ø Heat Tracking In Shop Heat Scheduling Ladle Tracking Ladle Overview Data Storage Data Transfer To Level 4 PPC System

Production status of steel shop ^Shows the status of last 10 heats ^One can know the heat number, status, area, start / end times.

DIALOG 23 DISPLAY PRODUCTION STATUS STEEL SHOP HEAT NO. CHID LDL ST CONVERTER 02110767 22951 14 CE BOF– 1 04: 36 05: 18 TEA-06: 00 06: 51 02310768 22952 08 CE BOF-3 05: 02 05: 45 TEA-4 07: 09 07: 50 02110769 22949 18 CE BOF-1 05: 21 LTS-2 06: 42 CCM-1 06: 51 06: 15 06: 44 08: 12 LTS-1 06: 53 07: 00 CCM-2 07: 03 09: 00 02310770 22939 17 CE BOF-3 05: 47 05: 45 02110771 22942 02 HS BOF-1 06: 17 02310772 22943 01 BS BOF-1 05: 55 TRANS 01 -JAN-03 10: 19: 51 SECONDARY TRANS CASTING

Heat schedule Ø Shows the planning of the shop Ø Heat status, grade, route code Ø Start / end time of different areas

PIC 5 O N ST O DISPLAY HEAT NO CARG ID HEAT SCHEDULE - SSC GRADE CODE HEAT START TAP. END 2. MET STAR 01 -JAN-03 10: 27: 24 2. MET END CAST ROUTE START END CODE BDVLCT 1 CE 02110771 22942 107482 S 06: 25 07: 26 08: 48 2 CE 02310772 22943 107482 S 06: 30 07: 45 08: 09 3 CS 02310774 22963 XCHEPA 07: 57 09: 19 09: 42 4 BS 02210773 22966 ASP 1241 0730 09: 15 100001 08: 11 08: 31 10: 04 300003 09: 44 10: 05 300110 200220 5 1786415 300004 6 ASP 3110 200003 7 107482 S 100110 8 XCHEPA 300002 9 107482 S 200220

Ladle tracking and Ladle data Ø Shows a map like view of positions of ladles in the entire steel shop Ø Ladle placement times are captured Ø Temperatures/times at various points like preheating, porous plug in/out, gate preparation start/end are captured Ø Status, location, last cast end, tap start, reference details, life of PP, WB, In, On etcetera
 LADLE STATUS VAD HEAT AND LADLE SCHED. END > > NEXT")
PIC 99/1 (2) LADLE STATUS VAD HEAT AND LADLE SCHED. END > > NEXT PROC. AREA > INJ BOF – 1 BOF - 2 10776 00: 00 TEA-4 TEA- 3 TEA– 2 BOF - 3 10755 00: 00 LTS-1 17 = TEA - 4 01 -JAN-03 10: 27: 24 NUMBER ST VD HM IN USE AT LPB 02 = 4 15 EXT MT 8 1 6 PARK 04 06 11 13 21 25 TEA - 1 DRYER TEA – 5 PARK 05 19 26 CSTF 07 08 14

Ladle overview Ø Shows the ladle status / position in the shop Ø One can know the ladle number, status, area and time of placement Ø Current Heat Number attached with a ladle is displayed

PIC 72 DISPLAY STEEL LADLE OVERVIEW 01 -JAN-03 10: 27: 24 LD L STATUS LOC LD BT IN ON PP WB CURRENT HEAT 01 - M DN LR 6 NEW NEW NEW SHEL. RPR 02 C O PP DE 2 20 20 20 4 15 20 03 C O PH LH 3 18 NEW 0 0 0 NEW TO MAKE 04 C O US CC 2 4 4 2 4 02310774 05 C O US CC 1 27 9 9 3 4 9 02110775 06 - M DN LR 2 0 0 0 F/D -> DBS 07 C O PH CSF 17 17 17 3 9 17 08 - M DN BCP 0 0 0 09 C O DE 3 15 15 13 18 PP FOR CEM BEGIN 01 -JAN 04: 07

Level 3 To Level 4 Data Flow L E V L HEATDATA CASTDATA E ANALYSIS DATA V E L 3 E GRADE LIST BILLET DATA L 4


Level 4 PPC Modules Ø Production and Planning Ø Commercial Module Ø Data Warehousing and Shipping Ø Manufacturing Module Ø Quality Assurance Module

56d25677e8a01e9aef2e3f6a6f95840b.ppt