Копия PREZENTATsIYa_DSS_250-5222222.ppt
- Количество слайдов: 14




Проблемой в роботе МС 250 -4 вынужденные простои вызваны повышенным износом ручьев, нарезанных на рабочий части валков, которая проводит к увеличению настройки и перевалок клетей чистовой группы. Одним из узким местом на стане является некачественный рез готового проката. После порезки прутков на мерные длины образуются заусенцы и смятые торцы готового проката На готовом прокате отсутствуют защитное покрытие, которое хранит товарный вид готовой продукции к получению заказчиком.

Для уменьшения износу ручьев после их нарезки производить микроплазменную обработку поверхности.

Рис. 1 - Установка микроплазменной обработки поверхности валков

Для улучшения качества реза готового проката режущую кромку ножей наплавлять твердосплавным материал ПП-Нп 35 В 9 Х 3 СФ.

Рис. 2 - Нож

Для предотвращения образования ржавчины на готовом прокате после его упаковки прокрывать антикоррозийным материалом марки "Fibre - Prime".

Рис. 3 – Устройство для антикоррозийного покрытия проката

Рис. 4 – Схема калибровки арматурного профиля № 16

Рис. 5 – Рабочий валок клети МС-250 -4

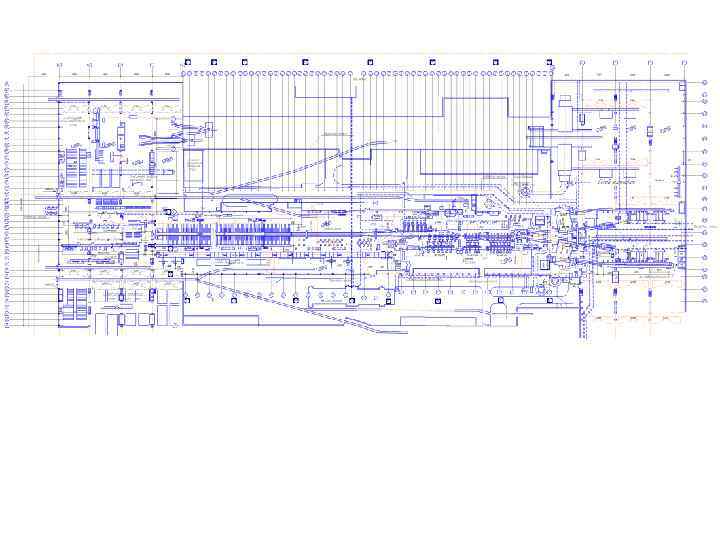
Рис. 6 – Прокатная клеть Ø 400 х710

Рис. 8 – Методическая нагревательная печь

Технико-экономические показатели работы МС-250 -4
Копия PREZENTATsIYa_DSS_250-5222222.ppt